Обработка материалов давлением: сборник научных трудов. Вып. №20
Подождите немного. Документ загружается.

Обработка материалов давлением № 1 (20), 2009
Следует отметить что до ЛТМО (см. рис. 2, а) структура металла имела следующие
свойства: балл зерна в зоне шва 6,
2
128 смДжKCU = , в зоне сплавления 9–10, в зоне ос-
новного металла основной металла– 7,
2
156 смДжKCU =
После ЛТМО (см. рис. 2, б) структура металла имела следующие свойства: балл зерна
в зоне шва 10,
2
156 смДжKCU = , в зоне основного металла основной металла 8–9,
2
153 смДжKCU =
• в частности относительное увеличение предела прочности на разрыв
B
σ при мак-
симальных обжатиях составило 6…12 %, а абсолютное значение
B
σ
в этом случае соответ-
ствовало 93…96 % от аналогичного показателя для основного участка.
Касаясь сопоставительного анализа результатов теоретических [4, 5]. и проведенных
экспериментальных исследований необходимо отметить, что среднее выборочное значение
x соотношения расчетных
p
P и эмпирических
э
P количественных оценок силы прокатки
эipii
PPx = составило 031,x = , а доверительный интервал при доверительной вероятности
0,95 соответствовал: 081980 ,x,
i
<< . Аналогичные показатели для момента процесса горячей
прокатки составили:
эipii
MMy
=
, 041,y = , 091990 ,y,
i
<
<
ВЫВОДЫ
Проведенные исследования свидетельствует о достаточной степени достоверности
полученных математических моделей и, как следствие, о возможности их использования как
для уточнения исходных данных на проектирование, так и для разработки конкретных прак-
тических рекомендаций по совершенствованию технологий и оборудования локальной тер-
момеханической обработки сварных швов с использованием процесса горячей прокатки.
ЛИТЕРАТУРА
1. Производство электросварных газопроводных труб в ТЭСЦ-2 Харцызского трубного завода. Технологи-
ческая инструкция ТИ№25201.018-86. – Харцызск : Минчермет УССР, Харцызский трубный завод.– 1986. – 116 с.
2. Золоторевский В. С. Механические испытания и свойства металлов / В. С. Золоторевский. – М.:
Металлургия, 1974. – 303с.
3. Чекмарев А. П. Методы исследования процессов прокатки / А. П. Чекмарев., С. А. Ольдзиевский. –
М.:
Металлургия, 1969. – 274 с.
4. Потапкин В. Ф. Технология, оборудование и методы расчёта процесса локальной термомеханиче-
ской обработки сварных соединений на основе процесса горячей прокатки / В. Ф. Потапкин, А. В. Сатонин,
А. Н. Кулик // Удосконалення процесів та обладнання обробки тиском в металургії і машинобудуванні:
зб. наук. пр.
– Краматорськ: ДДМА, 2001. – С. 462–466.
5. Сатонин А. В. Теоритическое исследование напряженно-деформированного состояния металла при
локальной термомеханической обработке сварных швов / А. В. Сатонин, Ю. К. Доброносов, В. В. Тимченко //
Удосконалення процесів та обладнання обробки тиском в металургії і машинобудуванні: зб. наук. пр.
–
Краматорськ: ДДМА, 2007. – С. 428–433.
Заблоцкий В. К. – д-р техн. наук, проф. ДГМА;
Доброносов Ю. К. – канд. техн. наук, доц. ДГМА;
Дмитриев С. А. – студент ДГМА;
Новоселов С. В.
Тимченко В. В.
ДГМА - Донбасская государственная машиностроительная академия, г. Краматорск .
E-mail: amm@dgma.donetsk.ua
280

Обработка материалов давлением № 1 (20), 2009
УДК 621.967.3: 621.98.04
Боровик П. В.
Луценко В. А.
Луцкий М. Б.
РАЗВИТИЕ МЕТОДИКИ РАСЧЕТА СИЛЫ РЕЗАНИЯ ТОЛСТЫХ ЛИСТОВ
ДИСКОВЫМИ НОЖАМИ
Применительно к промышленному производству, с точки зрения снижения энергоем-
кости процесса и обеспечения максимальной пропускной способности участка резки на тол-
столистовых станах, наиболее эффективным является использование дисковых ножниц в со-
вокупности с внедрением процесса горячей резки, что позволяет повысить технологические
возможности существующего оборудования, за счет расширения сортамента разрезаемых
листов [1, 2].
Учет особенностей реализации процесса горячей резки дисковыми ножами, а также
специфики оборудования имеют важное практическое значение при определении энергоси-
ловых показателей процесса и, как следствие, технологических возможностей толстолисто-
вых дисковых ножниц.
Известные методики расчета при теоретическом анализе силы резания дисковыми
ножами преимущественно исходят из допущения симметричного внедрения ножей в металл
[3–5], что, как было показано в работе [6], не отвечает условиям продольной резки толстых
листов на дисковых ножницах. Кроме того, при расчете не учитывается реальная форма ре-
жущего инструмента, а методики ориентированы на резку раскатов в холодном состоянии.
Целью работы является развитие методики расчета силы резания толстых горячеката-
ных листов на дисковых ножницах, что позволит уточнить реальные технологические воз-
можности оборудования за счет повышения точности производимых расчетов.
В основу полученной в рамках данной работы одномерной математической модели
процесса резки дисковыми ножами было положено численное рекуррентное решение конеч-
но-разностной формы статического равновесия по определению геометрических характери-
стик и энергосиловых параметров в рамках каждого отдельно выделенного элементарного
объема очага резания.
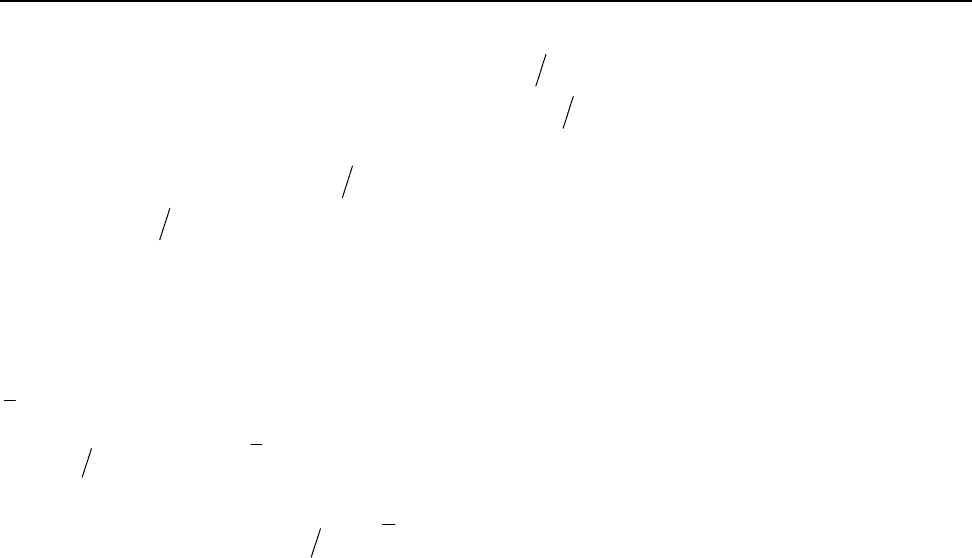
Согласно принятой расчетной схеме (см. рис. 1) имеем очаг резания
ABCD протя-
женностью
р
l , который может быть разделен на конечное множество выделенных элемен-
тарных объемов abcd и зону отрыва, протяженностью
o
l . Непосредственно левое AB
и правое CD граничные сечения очага деформации были приняты параллельными верти-
кальной оси верхнего диска, исходя из допущения о прямолинейном горизонтальном движе-
нии листа. Исходя из геометрических соотношений, расстояние между входным сечением
AB и вертикальной осью верхнего диска
н
l , может быть определено как:
()
2
2
нн
hRRl
δ
−−−= , (1)
где
R
– радиус дисковых ножей, которые в наиболее общем случае могут не соответствовать
друг другу, однако в соответствие технологических требований к резке толстых листов они
должны быть равны;
h – толщина разрезаемого листа;
н
δ
– величина перекрытия дисков в вертикальной плоскости:
(
)
ψ
δ
δ
cos22
+
−
=
RR
н
, (2)
где
δ
– величина зазора между дисками в плоскости по оси ножей, которая наклонена под
углом
ψ
.
281
Обработка материалов давлением № 1 (20), 2009
C
h
N
N
1y
N
1x
B
1
h
н
н
max
A
x
x
Ось дисковых ножей
l
p
D
н
l
o
l
b
x
i
1
N
1xi
c
x
i
2
i2
x
a
xi1
h
h
xi2
d
x
x
i1
x
iцт
R
R
Рис. 1. Расчетная схема очага деформации и выделенного элементарного объема при
резке дисковыми ножами толстого листа
Аналогично может быть определено расстояние между сечением скола
CD
и верти-
кальной осью верхнего диска:
()
2
0
2
нo
hRRl
δ
−−−= , (3)
где
0
h – толщина листа в сечении отрыва или разделения полосы, определяемая согласно
рекомендациям работ [3, 4] как:
(
)
н
hh
ε
−
=
1
0
, (4)
где
н
ε
– относительная величина надреза до скола, определяемая выражением
()
5004007,03,0 −+= T
н
ε
для случая горячей резки при CT °
≤
≤
900400 .
Исходя из известных значений геометрических характеристик можно определить зна-
чения углов захвата
α
и скола
β
для верхнего дискового ножа.
С целью дальнейшего решения выполним разбиение всей протяженности очага реза-
ния
онр
lll −= на конечное множество
R
K элементарных объемов abcd , протяженностью
каждого
Rp
Klx =Δ , имеющих порядковые номера
R
Ki K1
=
. При этом геометрическая ко-
ордината для правого, т. е. конечного граничного сегмента будет соотноситься с известной
согласно используемой рекуррентной схеме геометрической координатой
1i
x левого, т. е.
начального граничного сечения как xxx
ii
Δ
−
=
12
.
При известных геометрических координатах
1i
x и
2i
x , откладываемых от вертикаль-
ной оси верхнего диска (см. рис. 1), могут быть определены толщины полосы для начального
1xi
h и конечного
2xi
h граничных сечений каждого отдельно выделенного элементарного
объема очага резания, соответственно:
()()
[]
нixi
RxRh
δ
−
−=
11
arcsincos1 и
(
)
(
)
[
]
нixi
RxRh
δ
−
−
=
22
arcsincos1 , (5)
где
1xi
α
и
2xi
α
– текущие по длине очага резания значения углов контакта для соответст-
венно начального и конечного граничных сечений каждого отдельно выделенного элемен-
тарного объема.
282
Обработка материалов давлением № 1 (20), 2009
С учетом известного комплекса всех основных геометрических характеристик, а так-
же исходя из допущения о кусочно-линейной аппроксимации контактной поверхности
BC
(см. рис. 1), площадь каждого отдельно выделенного элементарного объема
abcdixi
FF = , мо-
жет быть определена:
x
hh
F
xixi
xi
Δ
+
=
2
21
, (6)
а при известном текущем значении напряжения сопротивления срезу
xi
τ
элементарная вер-
тикальная составляющая собственно силы резания, действующая в рамках данного элемен-
тарного объема равна:
x
hh
FN
xixi
xixixi
р
yi
Δ
+
==
2
11
1
ττ
. (7)
Для определения текущего значения сопротивления срезу
xi
τ
использовали извест-
ную [7] аналитическую зависимость истинного сопротивления срезу
x
τ
по длине очага де-
формации (см. рис. 1), при этом максимальное сопротивление резанию определяли выраже-
нием:
(
)
нb
ε
σ
τ
−
=
74,141,1
max
, (8)
где
b
σ
– предел прочности разрезаемого материала, значение которого для различных марок
стали можно определить графически или из аналитической аппроксимации.
Осуществив численное интегрирование выражения (7), величину вертикальной силы
резания, действующей на дисковый нож, можно определить как:
∑∑∑
===
Δ
+
===
RRR
K
i
xixi
xi
K
i
xixi
K
i
р
yi
р
y
x
hh
FNN
1
21
11
11
2
ττ
, (9)
или для нормальной силы собственно резания верхним ножом имеем:
() () ()
∑∑∑
===
Δ
+
===
RRR
K
i
xixi
i
xi
K
i
i
xixi
K
i
i
p
yi
p
x
hhF
N
N
1
21
11
1
1
,
2coscoscos
α
τ
α
τ
α
(10)
где
i
α
– угол наклона контактной площадки элементарного объема с верхним ножом:
(
)
2
21 xixii
α
α
α
+
=
. (11)
В то же время, следует отметить, что процесс резки кромок толстых листов сопрово-
ждается изгибом отрезаемой кромки, что, в свою очередь, требует дополнительных энергоза-
трат. Для учета величины силы изгиба отрезаемой кромки следует применять [3] коэффици-
ент
1
z , который зависит от относительной ширины отрезаемой кромки ha , что для силы
изгиба дает выражение вида:
∑
=
=
R
K
i
xi
и
y
hzN
1
2
11
τ
. (12)
При этом зависимость коэффициента
1
z от относительной ширины отрезаемой кром-
ки
ha представляется графически [3]. С целью автоматизации вычислений данную зависи-
мость можно представить в виде соответствующей аппроксимации:
() ()
−+−+−=
32
1
0643,0199,0388,00368,0 hahahaz
() () ()
.1062,300102,00114,0
6
5
54
hahaha
−
⋅−+− (13)
Суммируя силы собственно резания и изгиба, окончательно получим выражение для
полной силы резания:
283
Обработка материалов давлением № 1 (20), 2009
()( )
()( )
∑
∑
=
=
⎟
⎟
⎠
⎞
⎜
⎜
⎝
⎛
+−
+=
⎟
⎟
⎟
⎟
⎟
⎠
⎞
⎜
⎜
⎜
⎜
⎜
⎝
⎛
+−
+=
R
R
K
i
xixioн
р
yi
K
i
xixioн
р
y
y
hhll
h
zN
hhll
h
zNN
1
21
2
1
1
1
21
2
1
1
1
2
1
2
1 . (14)
Необходимо указать, что при выполнении практических расчетов величину силы ре-
зания следует умножать на коэффициенты
15,110,1
2
K
=
k и 25,110,1
3
K
=
k , учитывающие со-
ответственно, влияние затупления ножей и величины бокового зазора между ними.
В целом представленная совокупность аналитических описаний (1–14) является пол-
ным алгоритмом по одномерному численному математическому моделированию процесса
резки толстых листов в горячем состоянии дисковыми ножами. При использовании рекур-
рентной схемы решения данной задачи принимали направление, соответствующее направле-
нию перемещения
разрезаемого листа, на основании чего в качестве начальных условий
принимали:
hhlx
ii
xiнi
=
=
== 11
11
и . (15)
В качестве условий связи при переходе от гоi
−
к 1
+
i элементарному объему, следуя
логике разбиения и направлению рекуррентного решения, использовали очевидные геомет-
рические соотношения вида:
() ()
211211
и
xiixii
hhxx
=
=
++
. (16)
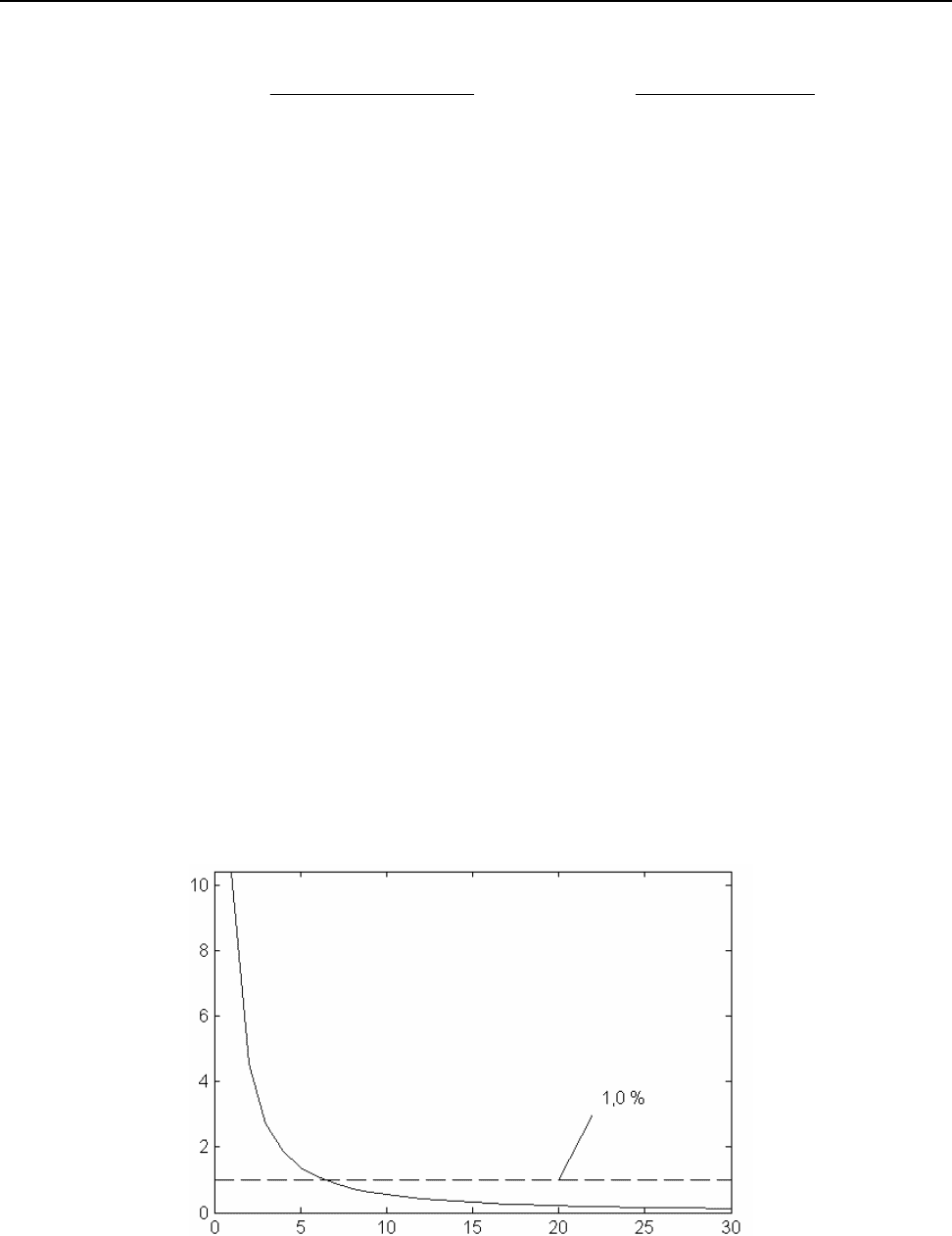
В качестве примера результатов численной реализации рассмотренной математиче-
ской модели и соответствующих ей программных средств на рис. 2 представлены расчетные
распределения относительной погрешности вычисления силы резания
1
N
δ
в зависимости от
используемого количества разбиений
R
K очага резания. Данные расчеты выполнены приме-
нительно к резке полос из стали 16ГС, толщиной мм40
=
h , при температуре CT °=700 , ши-
рине отрезаемой кромки мм100
=a , ножами диаметром мм1000
=
D . При этом за условно
точное значение
1
N была принята количественная оценка, полученная при максимально
большом количестве разбиений 1000
max
=
R
K .
δN
1
,%
R
K
Рис. 2. Расчетные распределения относительной погрешности определения силы
резания
1
N
δ
в зависимости от используемого количества разбиений очага резания
R
K по
отношению к максимальному
1000=
R
K
( мм1000
=
D , материал – сталь 16ГС, CT °
=
700 ,
мм40
=h , мм100=a )
284
Обработка материалов давлением № 1 (20), 2009
Из анализа представленных результатов видно, что с увеличением количества разбие-
ний относительная погрешность определения силы
1
N
δ
снижается, причем максимальная
интенсивность отмеченного снижения имеет место в диапазоне
201K
=
R
K (см. рис. 2). В ча-
стности, если при количестве разбиений
1
=
R
K относительная погрешность
1
N
δ
составила
10,44 %, то в случае
20
=
R
K
расчетное значение этого показателя не превысила 0,3 %.
Это, в свою очередь, свидетельствует о том, что с точки зрения обеспечения требуе-
мой точности результатов расчета, при одновременном обеспечении рационального ис-
пользования машинного времени ЭВМ необходимым и достаточным является использова-
ние количества разбиений
5020K=
R
K , где большие значения указанного диапазона соот-
ветствуют большей протяженности рассматриваемого очага резания.
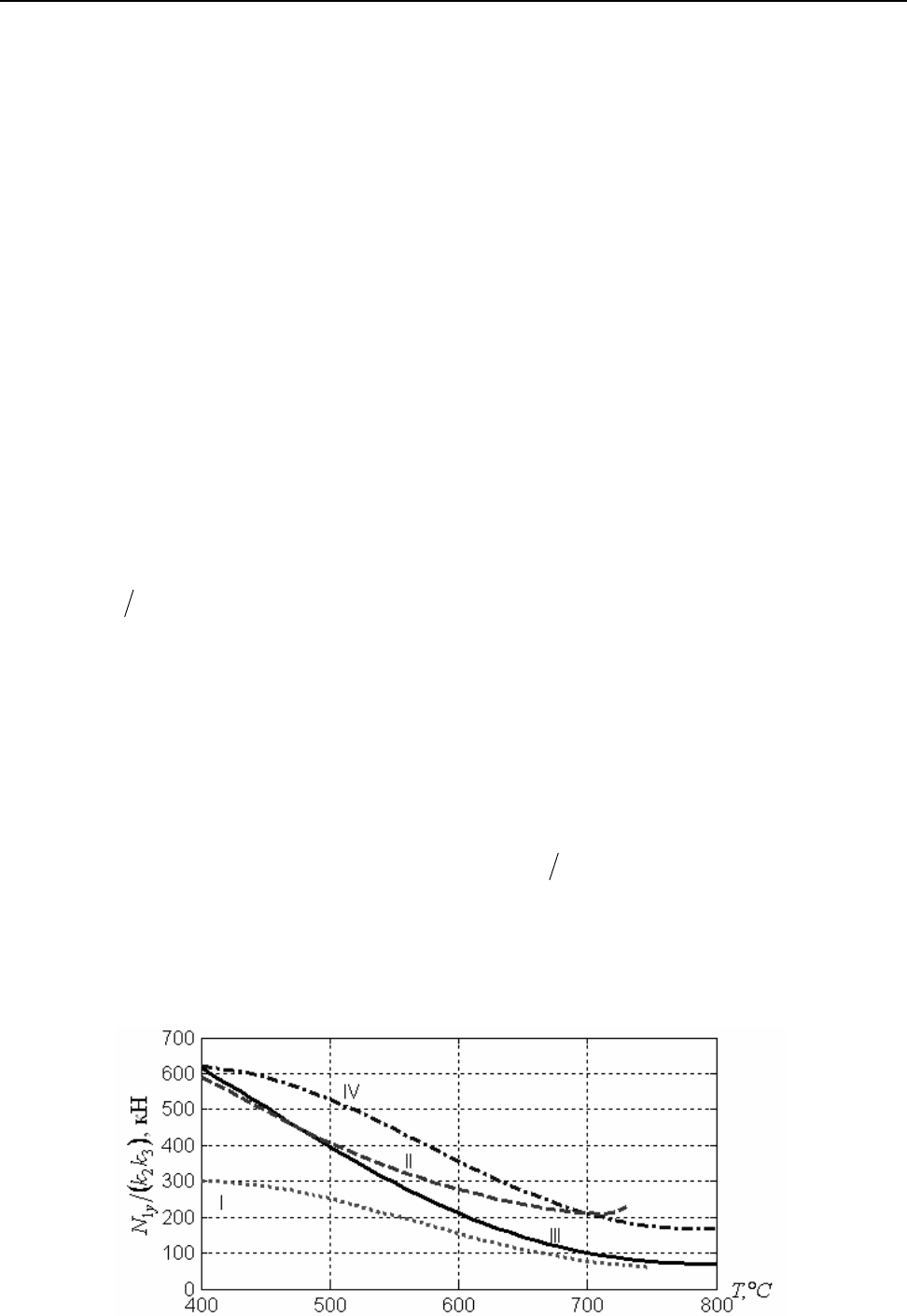
С целью сравнительной оценки разработанной методики расчета (рис. 3) с ранее из-
вестными, производили расчет силы резания по методикам А. А. Королева (I), В. В. Носаля
и А. И. Целикова (II), С. М. Носенко (III), а также разработанной автором (IV). Расчетные
распределения соответствующих
величин представлены применительно к резке стали Ст3
толщиной
40=h
мм при температурах в диапазоне
CT °
=
800400K
, ширине отрезаемой
кромки
ha 2= , радиальном зазоре h2,0
=
δ
, диаметре дисков ножей 1000=D мм. Из анали-
за полученных результатов применительно к процессу горячей резки толстолистовых рас-
катов дисковыми ножами следует, что:
– наиболее грубой является методика А. А. Королева [4] поскольку не учитывает
ширину отрезаемой кромки и тем самым дает значительно заниженные результаты по силе
резания
()
321
kkN
y
;
– учитывая, что процесс резки толстых листов в горячем состоянии реализуется
с отрицательным перекрытием ножей, то по мере роста температуры разрезаемого листа и,
как следствие, увеличения относительного внедрения до скола
н
ε
согласно методикам
А. А. Королева (I), а также В. В. Носаля и А. И. Целикова (II) при определенных темпера-
турах полное разделение разрезаемого металла становится невозможным, о чем свидетель-
ствуют обрывы данных зависимостей при температуре
CT °
≈
750730K ;
– учитывая, что известные методики В. В. Носаля и А. И. Целикова (II), а также
С. М. Носенко (III) ориентированы на резку холодного металла можно наблюдать достаточно
высокую степень сходимости значений силы резания
(
)
321
kkN
y
при температуре CT °≈ 400 ;
– в соответствии с разработанной методикой расчета получены большие значения
силы резания при
CT °> 400 , поскольку в отличие от известных методик расчета парамет-
ров процесса резки дисковыми ножами учтена зависимость распределения напряжения со-
противления срезу
x
τ
по длине очага резания.
Рис. 3. Расчетные распределения приведенных значений вертикальной силы
резания N
1y
/(k
2
k
3
) полученные по различным методикам
285

Обработка материалов давлением № 1 (20), 2009
ВЫВОДЫ
Обобщая полученные результаты можно утверждать, что разработанная методи-
ка расчета силы резания толстых листов дисковыми ножами повышает точность про-
изводимых расчетов, что позволит уточнить реальные технологические возможности
эксплуатируемого оборудования и повысить степень обоснованности проектно-
конструкторских решений.
К основным преимуществам разработанной методики расчета по сравнению
с известными относится следующее:
– учитывается
реальная форма режущего инструмента за счет дискретного раз-
биения контактной поверхности дискового ножа;
– учитывается реальный характер распределения сопротивлений срезу по длине
очага резания, а также механические свойства разрезаемого материала в зависимости
от температуры реализации процесса.
– возможность использования алгоритма расчета при автоматизированном про-
ектировании и анализе процесса резки толстых горячекатаных листов
на дисковых
ножницах.
Результаты данной работы могут быть использованы при принятии проектно-
конструкторских и технологических решений применительно к реализации процесса
резки горячекатаных толстых листов дисковыми ножами, а также для дальнейшего
развития методики расчета по определению энергосиловых параметров процесса.
ЛИТЕРАТУРА
1. Боровик П. В. Горячая порезка толстолистовых раскатов – основной резерв снижения энер-
гоемкости процесса / П. В. Боровик, В. Н. Ульяницкий, В. С. Мумриенко // Сборник научных трудов:
ДГМИ. – Алчевск, 1998. – Вып. 7. – С. 72–76.
2. Ульяницкий В. Н. Резервы снижения энергоемкости производства толстолистового проката /
В. Н. Ульяницкий, П. В. Боровик // Вестник МАНЭБ. – СПб, 2000. – № 1(37). – С. 137–139.
3.
Целиков А. И. Прокатные станы: учебник для вузов / А. И. Целиков, В. В. Смирнов. – М.:
Металлургиздат, 1958. – 432 с.
4. Королев А. А. Конструкция и расчет машин и механизмов прокатных станов / А. А. Королев. – М.:
Металлургия, 1985. – 375 с.
5. Дунаевский В. И. К расчету энергосиловых параметров процесса резания дисковыми ножами /
В. И. Дунаевский, А. В
. Сатонин, А. С. Ткаченко // Изв. вузов. Черная металлургия. – 1993. – № 9/10. –
С. 73–75.
6. Носенко С. М. Исследование дисковых ножниц толстолистовых станов: автореф. дис. на
соискание учен. степени канд. техн. наук / С. М. Носенко. – Днепропетровск, 1966. – 23 с.
7. Дунаевский В. И. Численное математическое моделирование процесса резания дисковыми
ножами / В. И. Дуневский, А. Н. Бойденко, В.
В. Нотченко // Совершенствование процессов и оборудо-
вания обработки давлением в металлургии и машиностроении: темат. сб. науч. тр. – Краматорск,
1998. – С. 26–30.
Боровик П. В. – ст. преп. ДонГТУ;
Луценко В. А. – д-р техн. наук, проф. ДонГТУ;
Луцкий М. Б. – канд. техн. наук, доц. ДонГТУ.
ДонГТУ – Донбасский государственный технический университет, г. Алчевск.
E-mail: lutviktor@rambler.ru
286
Обработка материалов давлением № 1 (20), 2009
УДК 621.979.134
Стеблюк В. І.
Савченко Д. Н.
Розов Ю. Г.
МЕТОДЫ УСОВЕРШЕНСВОВАНИЯ СПОСОБОВ РЕЗКИ ТРУБ
НА КОРОТКИЕ ЗАГОТОВКИ
Известные методы безотходной резки тонкостенных труб на короткие заготовки яв-
ляются энергозатратными и оптимальными по критерию «цена-качество». Используемые
способы отрезки могут быть классифицированы как по различным технологическим пара-
метрам производства изделия, так и по параметрам самого процесса отрезки [1].
Вне зависимости от того, как производится отрезка готового изделия или заготовки
для дальнейшей обработки можно выделить две группы: резка заготовок с потерей металла
на прорезной слой и резка заготовок без потерь металла на прорезной слой, т. е. резку сдви-
гом либо скручиванием.
К недостаткам методов безотходной резки поперечным сдвигом или кручением сле-
дует отнести невысокое качество отрезанных заготовок: неперпендикулярность поверхности
сдвига оси заготовки, смятие поверхности при зажиме заготовок, искажение профиля заго-
товки при резке. Особенно заметными такие дефекты получаются при резке трубчатых заго-
товок с различным соотношением L/D и S/D.
D
S *
1
2
4
3
5
2
1
3
е
D
S *
4
5
а б
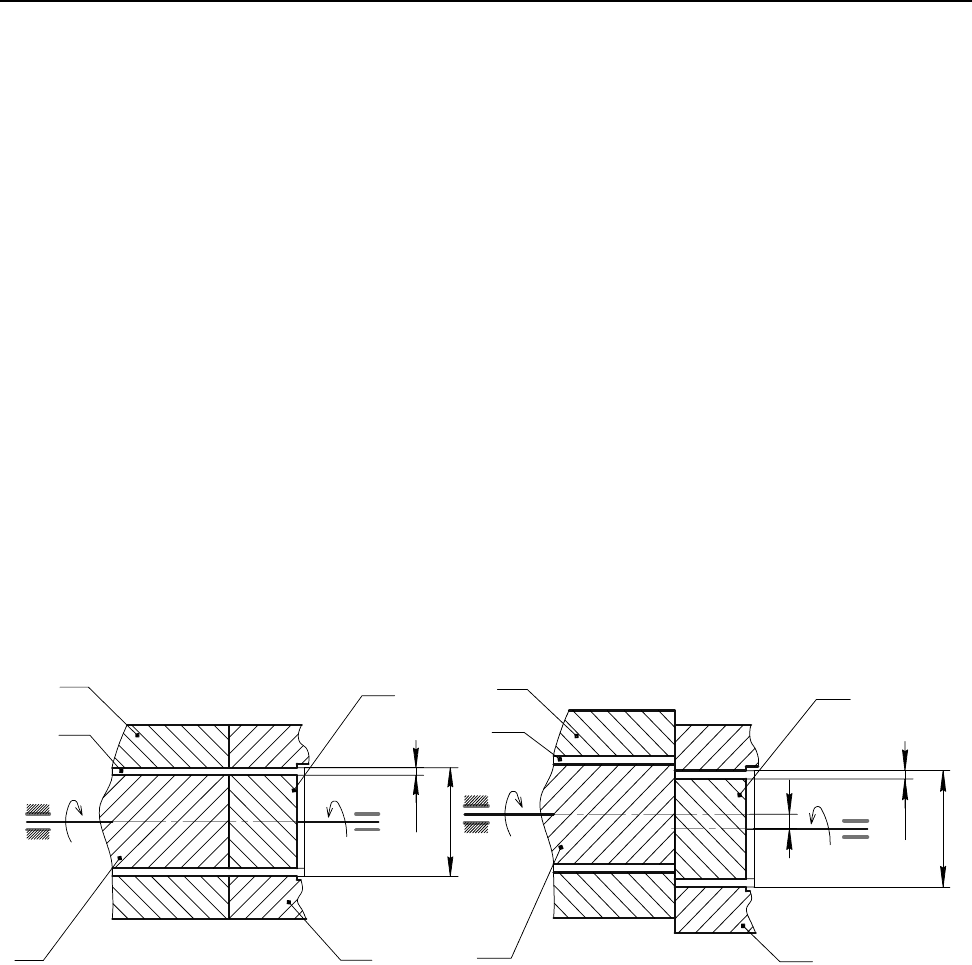
Рис. 1. Схема устройства для резки труб одновременным сдвигом и кручением:
а – исходное положение инструмента; б – положение инструмента после поворота на 180°
Целью данной работы является получение трубчатых заготовок с торцевой поверхно-
стью максимально приближенной к плоскости, перпендикулярной ее оси, был предложен
способ резки при одновременном действии крутящего момента
и поперечного сдвига [2].
Сдвиг с одновременным кручением позволяет улучшить поверхность среза, повысить точ-
ность и производительность отрезки. При этом при определенных соотношениях кручения
и сдвига очаг деформации охватывает не все поперечное сечение, начиная с противополож-
ных участков контакта заготовки с инструментом, а как бы перемещается по периметру, что
снижает мгновенное усилие резки. Благодаря этому удается избежать смятия поверхности и
искажения профиля отрезаемых заготовок, заметного отклонения поверхности среза от плос-
кости, перпендикулярной оси.
Устройство, позволяющее реализовать предложенный способ в общем случае, пред-
ставляет две пары оправок-ножей, состоящих из соосно установленных наружных и внут-
ренних оправок, зазор между которыми равен сумме максимальной толщины стенки трубы
и несоосности ее внутреннего и наружного контура. При таком зазоре трубчатая заготовка
287
Обработка материалов давлением № 1 (20), 2009
свободно перемещается между внутренними оправками 2, 4 и наружными обоймами 1, 3, ко-
гда их геометрические оси совпадают и оправки с соответствующими им обоймами прижа-
ты торцами друг к другу (рис. 1). Оправки с обоймами могут поворачиваться относительно
друг друга. Ось вращения одной из пар (рис. 1.) смещена относительно ее геометрической
оси на величину эксцентриситета е и описывает при вращении поверхность кругового ци-
линдра диаметром 2е. Левая пара при этом может вращаться в противоположную сторону
или оставаться неподвижной (Для простоты примем ее неподвижной).
Разрезка трубы производиться следующим образом.
При повороте правой оправки и обоймы относительно их смещенного центра враще-
ния на внутренней и внешней поверхности трубчатой заготовки образуются справа и слева
от вертикальной оси симметрии трубы (и пар оправка-обойма в их исходном положении) по
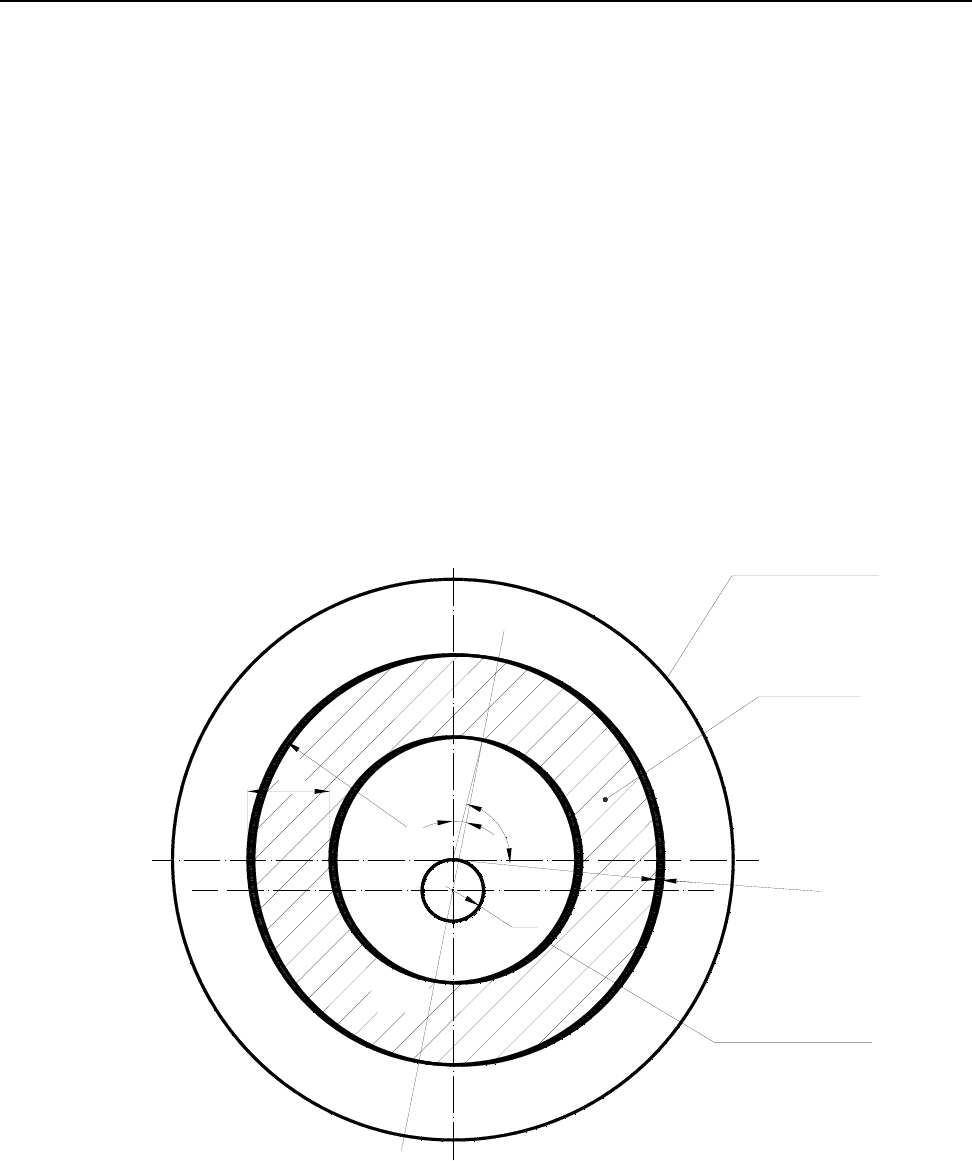
два серповидных надреза (рис. 2.). При этом сопряженными режущими кромками для правых
надрезов служат торцевые кромки внутренней подвижной оправки и наружной неподвижной
обоймы, а для левых – кромки неподвижной оправки и подвижной (наружной) обоймы. Раз
-
меры и глубина надрезов зависит от угла поворота и эксцентриситета.
Вследствие защемления заготовки между каждой парой оправок и обойм при враще-
нии одной из них возникает одновременно кручение отрезаемой части заготовки, что в ко-
нечном итоге приводит к ее отделению от трубы по линиях надреза.
O
ϕ
O1
α
R
δSmax
e
S
r
x2y2
x3y3
x4y4
трубчатая
заготовка
неподвижная
(левая) обойма
подвижная
(правая) оправка
Рис. 2. Схема образования (формы и размеров) правых надрезов (S – толщина стенки
трубы; s
δ
– максимальная глубина надреза)
На рис. 2. показана схема образования одной пары надрезов при повороте на угол φ
правой обоймы и оправки вокруг оси
1
O
смещенной относительно геометрического центра
O неподвижных левых оправки и обоймы (угол φ отсчитывается от вертикальной оси по ча-
совой стрелке).
Координаты концов надрезов
11
yx
,
22
yx
и
33
yx ,
44
yx
можно вычислить, если устано-
вить связь между полярным углом φ (отсчитывается от горизонтальной оси
ox против часо-
вой стрелки).
288
Обработка материалов давлением № 1 (20), 2009
Из геометрических соотношений (без учета зазора между трубой и оправками) можно
установить такую зависимость:
⎟
⎟
⎟
⎟
⎠
⎞
⎜
⎜
⎜
⎜
⎝
⎛
⋅
−
−
=
r
e
2
2
sin
arccos
2
ϕ
ϕπ
α
. (1)
Максимальная глубина надреза:
2
sin2
ϕ
δ
⋅= es . (2)
Зная координаты концов надреза и угол φ (а следовательно и
α
) можно подсчитать
площадь надрезов и относительный сдвиг при известном эксцентриситете.
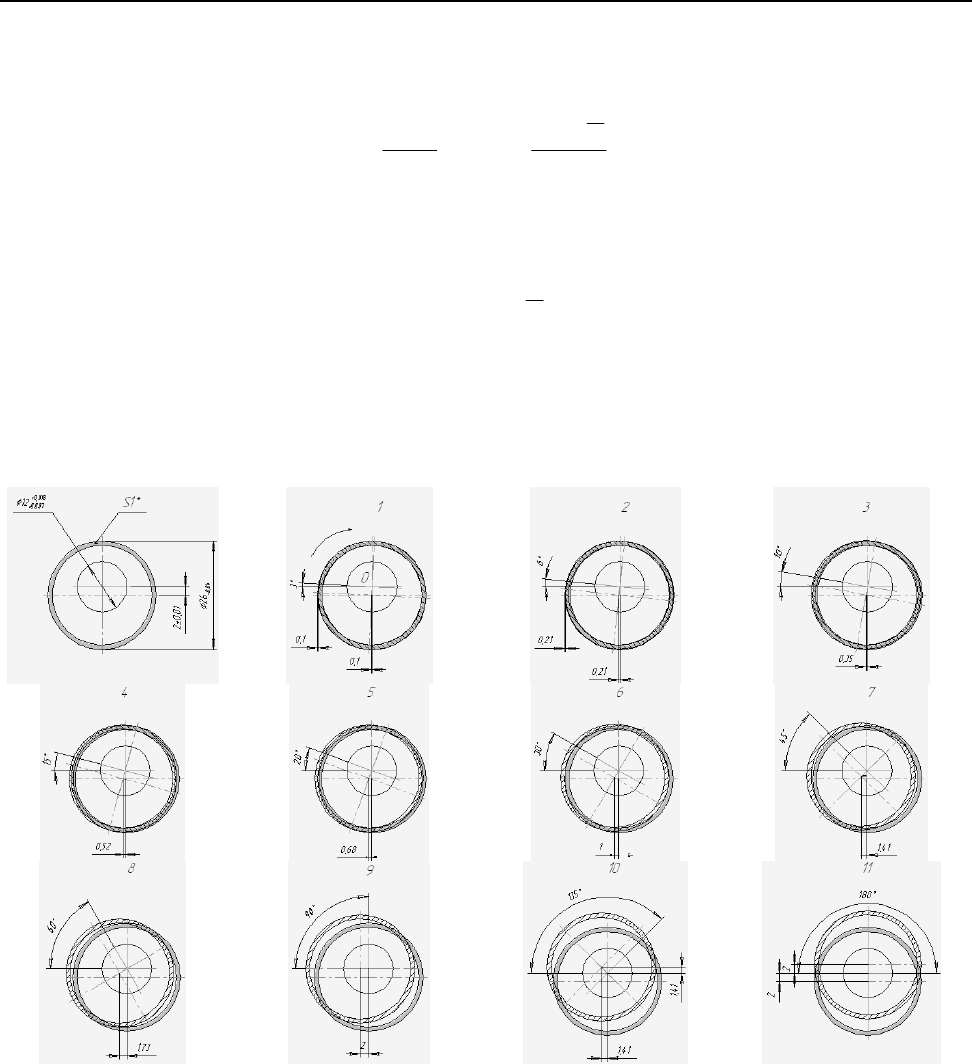
На рис. 3. Показана последовательность процесса резки трубчастой заготовки в опи-
санной установке.
Рис. 3. Последовательность процесса резки трубчастой заготовки одновременным
сдвигом и кручением
Для анализа и экспериментальной проверки напряженно-деформированного состоя-
ния при отрезке трубчастой заготовки описанным способом использовались заготовки из ма-
териала Сталь 10. Выбор заготовки для проведения лабораторных исследований был произ-
веден по ГОСТ 8731-74 «Трубы стальные бесшовные горячедеформированные». Для провер-
ки соответствия
трубчатой заготовки Ø26 × 2 ГОСТу были проведены испытания в металло-
графической лаборатории в соответствии с ГОСТ 10006-80 «Трубы металлические, методы
испытания на растяжение» на универсальной испытательной машине типа УМ-5А.
Получена диаграмма зависимости механических свойств от степени деформации.
289