Новицкий В.С., Писчик Л.М. Коррозионный контроль технологического оборудования
Подождите немного. Документ загружается.

Наличие в разбавленном растворе кислоты сернистого газа (1 г/л) приводит
к увеличению скорости анодного растворения сталей при критическом потенциале
пассивации Е
кр
в 50—400 раз, что объясняется каталитическим действием продуктов
восстановления: SO
2
и НSО
3
-
. Скорость коррозии сталей также увеличивается.
С повышением содержания диоксида серы от 1 до 10 г/л (50 °С) наблюдается
самопроизвольная пассивация молибденсодержащих сталей; пассивированию способствуют
перемешивание раствора и повышение содержания хрома в стали. Величина i
п
для всех
сталей не зависит от содержания в среде диоксида серы и гидродинамических условий.
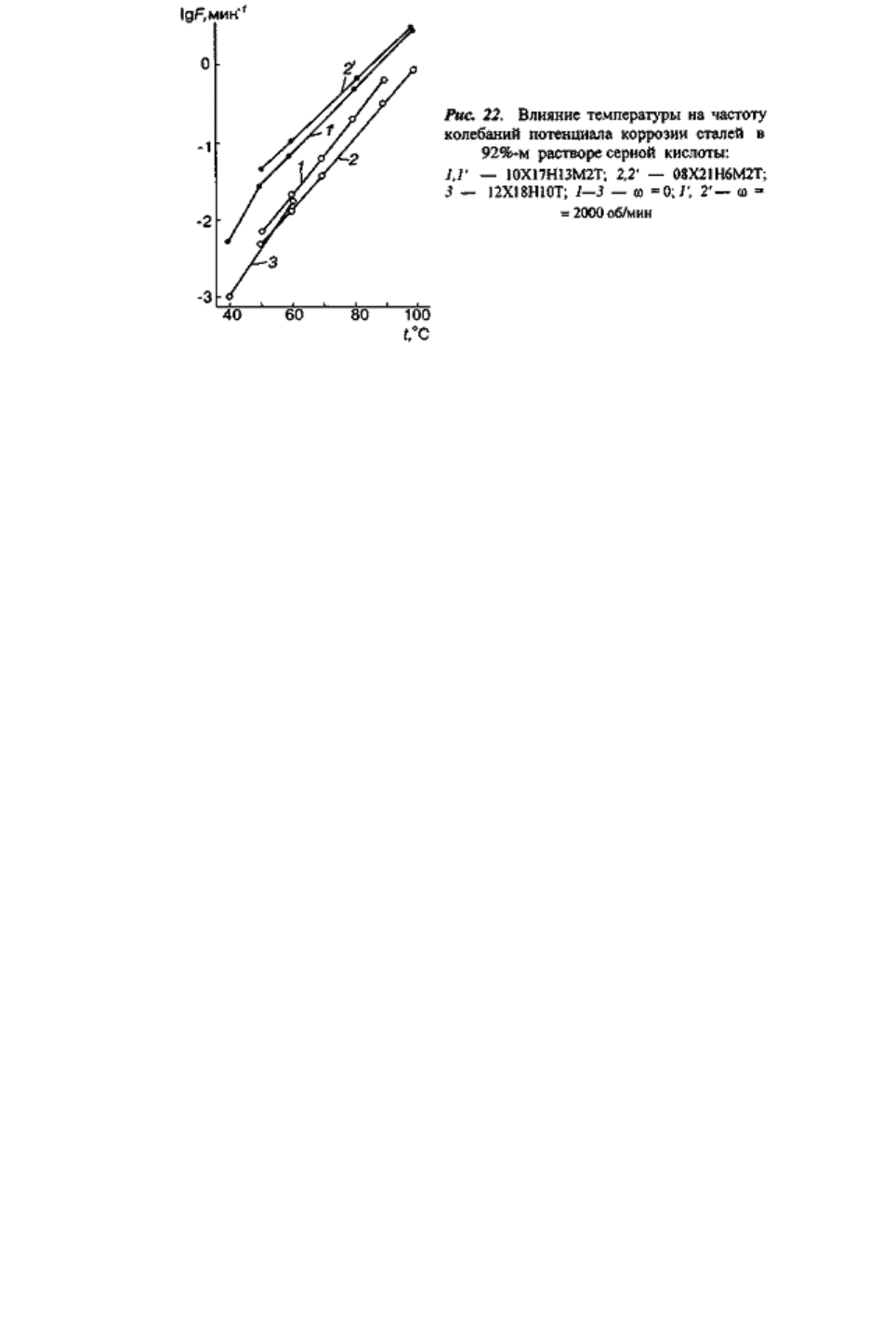
В 92%-м растворе серной кислоты (сушильная) при 40 °С потенциал коррозии
исследованных сталей находится в области пас-
сивного состояния, повышение температуры переводит хромоникелевые стали
в область активного растворения, а хромоникельмо-либденовые — в область неустойчивого
состояния, характеризующегося колебаниями Е
кор
. Неустойчивость потенциала коррозии,
очевидно, связана с высокой окислительной способностью концентрированной кислоты
и низкими защитными свойствами образующихся на сталях пленок. С повышением
температуры увеличиваются частота осцилляции E^p (рис.22), а также скорость коррозии,
которая при 100 °С достигает 2—5 г/(м
2.
ч).
Область пассивного состояния всех сталей сужается с повышением температуры,
однако даже при 100 °С составляет 0,70—0,85 В со сравнительно 'низкими плотностями
тока, что указывает на целесообразность применения анодной защиты в концентрированной
серной кислоте.
Движение 92%-го раствора серной кислоты значительно увеличивает скорость
коррозии исследованных сталей (при 80°С в 8—20 раз), а на параметры анодных
поляризационных кривых и скорость растворения в области пассивного состояния
существенного влияния не оказывает.
В отличие от разбавленных растворов серной кислоты, присутствие диоксида серы
в 92%-м ее растворе (80°С) незначительно влияет на пассивационные характеристики сталей,
несколько снижаются значения i
п
и облегчается гальваностатическая пассивация
хромоникельмолибденовых сталей.
Основные закономерности влияния различных факторов на коррозионно-
электрохимическое поведение нержавеющих сталей, установленные в результате детальных
исследований в модельных растворах 20 и 92%-й кислоты, уточнены для промышленных
кислот промывной и сушильной башен, моногидратного абсорбента сернокислотных
производств.
Потенциалы коррозии исследуемых сталей в промышленных растворах промывной
кислоты во всем интервале температур (40—80 °С), как и в растворах H
2
SO
4
реактивной
чистоты, находятся в области активного растворения, и им соответствуют достаточно
высокие скорости коррозии.

Повышение температуры лишь незначительно смещает Е
кр
в сторону более
положительных значений и приводит к росту критической плотности тока пассивации. Для
сталей, содержащих молибден и большое количество никеля, характерны меньшие значения
критической плотности тока пассивации и скорости коррозии. С увеличением температуры
также сужается область пассивного состояния и увеличивается скорость растворения сталей
в пассивной области, однако при потенциостатической выдержке значения i
n
сталей
уменьшаются до 3—6 мкА/см
2
.
Результаты поляризационных измерений и коррозионных испытаний в промывных
кислотах показывают, что значительного снижения скорости коррозии (на 2—4 порядка)
можно достичь смещением и поддержанием потенциала исследуемых сталей в области
устойчивого пассивного состояния. Для промывной серной кислоты рекомендуется область
защитных потенциалов 0—0,4 В относительно ртутно-сульфатного электрода сравнения.
Необходимо учесть, что пассивация хромоникелевых сталей в 20%-м растворе серной
кислоты затруднена из-за высоких значений критической плотности тока пассивации.
Сушильная серная кислота (89—94%-й раствор) менее агрессивна по отношению
к нержавеющим сталям, чем промывная. При 40 °С все стали пассивны и только
с повышением температуры на анодных поляризационных кривых появляется область
активного их растворения. Значения i
кр
с повышением температуры возрастают, более
существенно это увеличение для менее легированных сталей.
Пассивационные характеристики хромоникелевых сталей сильно зависят от
концентрации сушильной кислоты, так, значение i
кр
изменяется от ~10
-2
до ~7-10
-4
А/см
2
соответственно в 89%- и 93%-м растворах. Наличие сернистого газа также вызывает
увеличение i
кр
и i
п
хромоникелевой стали 12Х18Н10Т.
При температуре 50 °С и выше в промышленных растворах сушильной кислоты
обнаружены осцилляции потенциала коррозии, как и в чистом 92%-м растворе серной
кислоты. Коррозионная стойкость сталей при этом снижается, что обусловлено их
активированием, скорость коррозии с повышением температуры среды значительно
увеличивается.
Коррозионные испытания образцов сталей с анодной защитой в промышленных
растворах при 80 °С показали уменьшение скорости ее растворения до 0,02 для моногидрата
серной кислоты и до 0,04—0,06 г/(м
2
• ч) для сушильной кислоты, т.е. подтвердили
целесообразность применения и высокую эффективность анодной защиты оборудования из
нержавеющих сталей.
Основной трудностью системы анодной защиты является пассивация аппаратов
сложной конфигураций с большой площадью поверхности, контактирующей с агрессивной
средой. В производстве серной кислоты применяют кожухотрубные холодильники
с поверхностью теплообмена от 240 до 530 м
2
. Таким образом, при 80 °С для преодоления
критической плотности тока пассивации на поверхности аппарата из стали 10Х17Н13М2Т
необходимо обеспечить силу тока от 400 до 900 А. Для холодильников из стали 12Х18Н10Т
это значение вдвое больше. При поддержании пассивного состояния начальный ток
составляет 30—60 А, а затем быстро снижается до 10—20 А.
При эксплуатации таких холодильников в производстве серной кислоты, как правило,
горячая кислота циркулирует в межтрубном пространстве (в кожухе), а охлаждающая вода
— по трубам. Для осуществления анодной защиты кожухотрубный холодильник может быть
оснащен одним или несколькими (3—4) катодами, которые целесообразно вводить
в межтрубное пространство по всей длине аппарата на место высверленных труб. Датчики
потенциала погружного типа технически оправданно устанавливать на кожухе аппарата.
Таким образом, потенциал контролируется только на внутренней поверхности кожуха,
и изменение его значений по радиусу аппарата в процессе пассивации неизвестно.
Изучение распределения потенциала по радиусу аппарата на реальных промышленных
холодильниках сопряжено с чрезвычайными трудностями. В то же время полное отсутствие
такой информации из-за того, что потенциал может быть измерен практически только на

внутренней части кожуха, может привести к нежелательным последствиям при
пассивировании холодильников большими токами.
Распределение потенциала и тока при анодной пассивации кожухотрубного
холодильника изучали на специально созданной установке. Установка является моделью
поперечного сечения трубчатки промышленного холодильника, имеющего диаметр 0,8 м
и площадь поверхности теплообмена 240 м
2
в соотношении 1:2,5. В ней каждый ряд труб,
равноудаленный от геометрического центра, моделируется пластиной из стали 12Х18Н10Т,
которая является стороной шестиугольника. Высота пластины 0,05 м, диаметр
максимального набора — 0,32 м, суммарная площадь 0,4604 м
2
.
Основа установки — амперметр с нулевым сопротивлением, выполненный на
дифференциальном усилителе постоянного тока. Так как параметры дифференциального
усилителя близки к параметрам идеального операционного усилителя, т. е. коэффициент
усиления и входное сопротивление стремятся к бесконечности, для такой схемы справедливо
уравнение
U
вых
=I
вх
*R (7)
Сигнал рассогласования
Е=U
вых
/K (8)
где К — коэффициент усиления.
Поскольку
K
, то
E
. Следовательно, инвертирующий вход усилителя,
соединенный с входом в устройство, и не инвертирующий, соединенный с общей шиной,
эквипотенциальны. За счет этого обеспечивается нулевое сопротивление амперметра.
Три аналогичные схемы позволяют измерять ток одновременно на любых трех
пластинах. При измерении распределения потенциала и тока по сечению трубчатки
холодильника в процессе его пассивации можно изменять: удельное сопротивление
агрессивной среды, радиус модели, плотность поляризующего тока, количество
и расположение катодов, количество пластин, соотношение площади поверхностей анодов
и катодов.
Измерения на модели кожухотрубного холодильника с расположенным в центре
катодом показали, что при анодной поляризации в гальваностатическом режиме наблюдается
неравномерность распределения потенциала и тока.
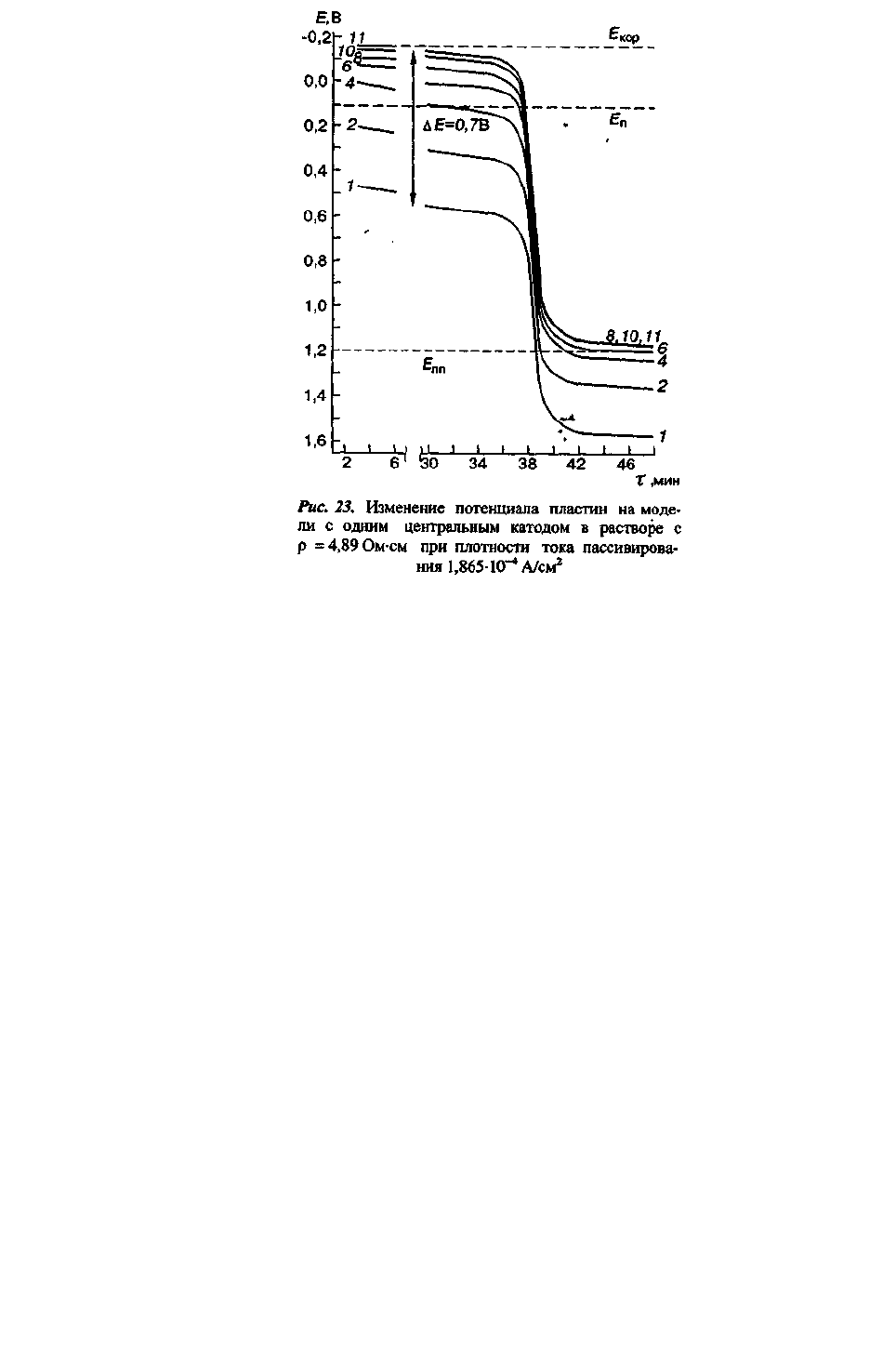
На рис. 23 представлено изменение потенциала на 1—11 пластинах во времени. Из
рисунка видно, что уже через 3—4 мин значения потенциала первой пластины,
соответствующей первому ряду труб, расположенных наиболее близко к катоду,
устанавливаются в области устойчивого пассивного состояния стали. В то же время на
внешней пластине, на которой в реальном холодильнике имеется возможность его
контролировать, сталь продолжает находиться в активном состоянии и разность потенциалов
между первой и последней пластинами составляет 0,7 В. Через 30 мин потенциал пассивации
достигается на четвертой пластине и т. д. Последние пластины (а в реальных холодильниках
ряды труб), находящиеся на максимальном удалении от катодов, имеют самую большую
суммарную площадь, и их пассивация происходит в последнюю очередь. Это и вызывает
появление значительной разности потенциалов АЕ между первой (ближайшей к катоду)
и последней (в реальном аппарате это кожух) пластинами.
Разность потенциалов, возникающая между крайними пластинами, тем выше, чем
больше радиус модели, количество пластин и удельное сопротивление раствора.
Влияние количества пластин N-1 (рядов труб), находящихся между катодом и крайней,
наиболее удаленной пластиной (кожух аппарата), на величину разности потенциалов
вызвано перераспределением между ними пассивирующего тока. Причина этого
заключается, вероятно, в том, что каждая пластина при анодной поляризации в области
активного растворения потребляет определенное количество электричества, необходимое
для смещения ее потенциала в область пассивного состояния.
Как только потенциал какой-либо пластины превысит критический потенциал
пассивации, на ее поверхности происходит образование пассивной пленки. Вследствие этого
ток, потребляемый запассивированной пластиной, резко уменьшается, и основной его поток
приходится на следующую пластину. Процесс последовательной пассивации идет до тех пор,
пока не запассивируется вся система.
В случае гальваностатической поляризации установлено, что при прочих равных
условиях максимальная разность потенциалов тем больше, чем меньше i
кр
, данной
коррозионной системы. Это, очевидно, связано с тем, что уменьшение критической
плотности тока пассивации приводит к смещению потенциала ближайшей к катоду пластины
к более положительным значениям направлении за меньший промежуток времени.

Установка одновременно трех катодов, симметрично расположенных между
пластинами модели, приводит к значительному уменьшению максимальной разности
потенциалов между пластинами, однако последовательный процесс пассивации сохраняется.
Обработка полученных частных зависимостей изменения потенциала
E
при
гальваностатической поляризации от плотноститока i, радиуса модели r, удельного
сопротивления электролита р количества промежуточных пластин N-1 дала эмпирическую
формулу
1
11
R ( 1)
уд
K
E ir N
K
(9)
где R
уд
— удельное сопротивление аппарата, Ом • см;
1 11
0
0
( ) ; ( )
кр
B m
кр
i
p
K K
p i
Полученные эмпирические зависимости, в том числе для максимальной и минимальной
плотностей тока при пассивации теплообменника [166], позволяют определить необходимое
количество катодов и их рациональное размещение, обеспечивающие снижение разности
потенциалов между кожухом (где устанавливаются электроды сравнения) и дальними
рядами труб.
Катоды устанавливаются в межтрубном пространстве, их расположение может быть
продольным [167] или поперечным [168]. Электроды сравнения включаются в цепи контроля
и регулирования потенциала. В случае анодной защиты кожухотрубного холодильника
с продольно установленными катодами два электрода сравнения включаются в цепи
контроля и регулирования потенциала, а два других служат для контроля потенциала
защищаемой поверхности холодильника.
Электроды сравнения, предназначенные для включения в цепи контроля
и регулирования потенциала, устанавливаются на кожухе холодильника в нижней его части.
Это делается для того, чтобы уже при минимальном заполнении холодильника кислотой
можно было осуществлять контроль и регулирование потенциала.
Высота штуцера для ввода в аппарат датчиков потенциала выбирается такой, чтобы
рабочая часть электрода сравнения находилась заподлицо с внутренней поверхностью
кожуха холодильника.
Для промышленной эксплуатации применены усовершенствованные конструкции
погружных ртутно-сульфатных электродов сравнения, что позволяет использовать их при
избыточном давлении. Одной из конструктивных особенностей таких электродов является
коническая форма опорных поверхностей и прижимных шайб для уплотнения зазора между
платиновым токоотводом и стенками сквозного канала в корпусе электрода (рис. 24).
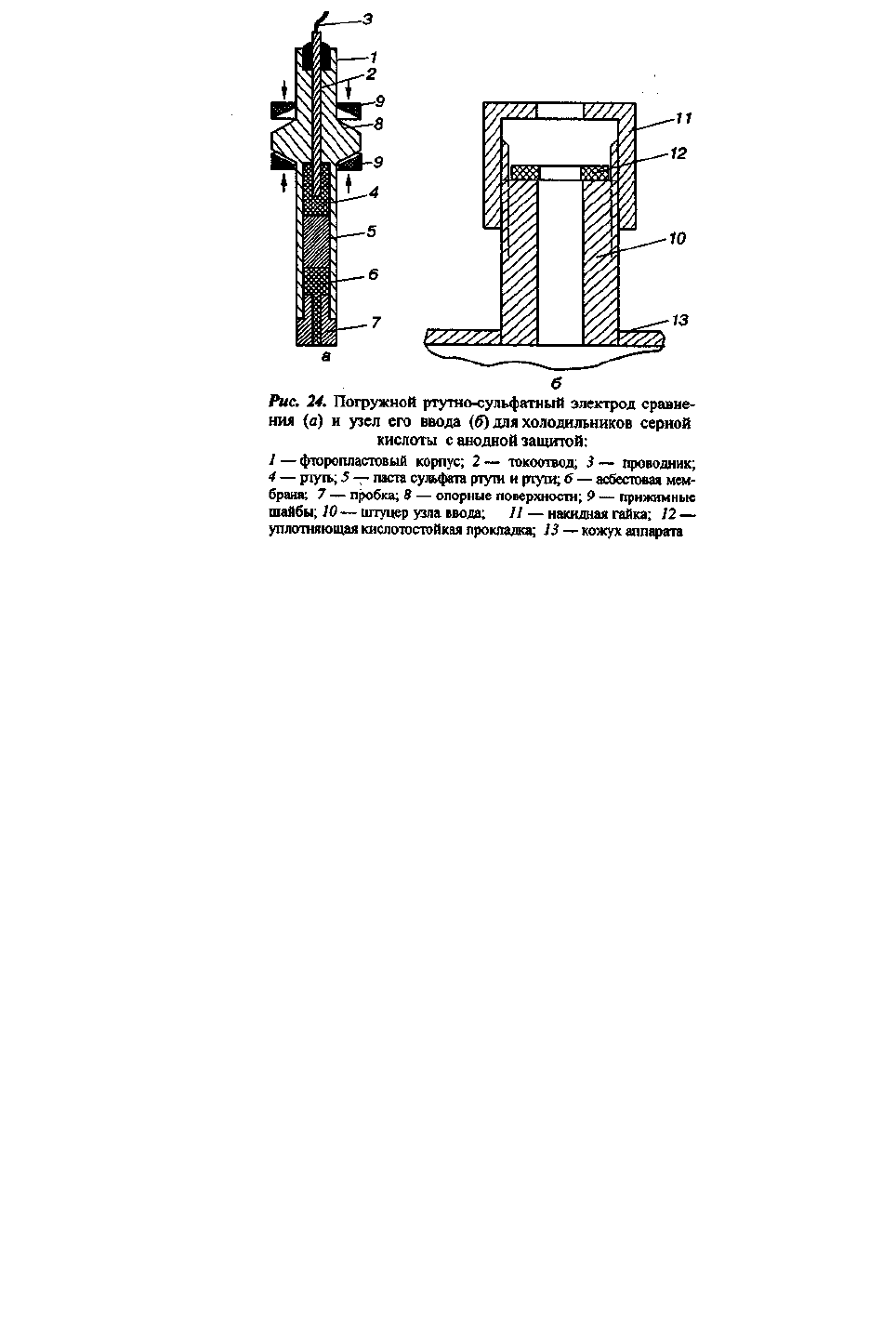
Электрод сравнения (рис. 24, а), который можно представить в виде цепи (Cu)
(Hg
n
Cu
m
)
амальгама
| Hg
2
SO
4
| SO
4
2-
, состоит из корпуса 7, в который впрессован медный
стержень 2 (токоотвод). К нему припаян проводник 3. Токоотвод электрода заливается
амальгамой меди. Амальгама получена электролитическим восстановлением меди из
водного раствора СиЗОд при плотности катодного тока10 мА/см
2
. Она контактирует со
стержнем 2 и малорастворимой солью ртути Hg
2
SO
4
>4 5. Сульфат ртути, в свою очередь,
контактирует с рабочей средой через пористую (асбестовую) мембрану 6.
Замена чистой ртути на амальгаму меди позволяет существенно уменьшить скорость
растворения в ней медного токоотвода. Использование амальгамы, содержащей более 5 %
меди, нецелесообразно, поскольку медь самопроизвольно
(
выделяется из амальгамы
и, растворяясь в кислоте, влияет на значение потенциала электрода. Содержание меди
в амальгаме около 2 % является оптимальным, приводит к надежной защите токоотвода
и позволяет получить надежный контакт.
Такая конструкция ртутно-сульфатных электродов сравнения хорошо зарекомендовала
себя при длительной промышленной эксплуатации систем коррозионного контроля
и анодной защиты кожухотрубных холодильников промывной, сушильной и концен-
трированной серной кислоты.
Разработанный узел ввода электрода сравнения применен в серийно выпускаемом
кожухотрубном холодильнике с анодной защитой с поверхностью теплообмена 390 м
2
«Холодильник 1200 ХНВ-6-М11-0/25-4-4 гр. Б с катодной защитой» и надежно обеспечивает
объективный контроль и регулирование потенциала.
1.17.4.2. Ингибиторная защита.
Система контроля и защиты оборудования производства термической фосфорной
кислоты
В производстве термической фосфорной кислоты (ТФК), используемой для получения
триполифосфата натрия, аппараты и трубопроводы, изготовленные из нержавеющих сталей,
подвержены интенсивной коррозии (трубопроводы служат не более шести месяцев). Кроме
того, из-за повышенной скорости коррозии не выполняются требования к содержанию ионов
железа в ТФК (для использования в производстве триполифосфата не более 0,01 %).
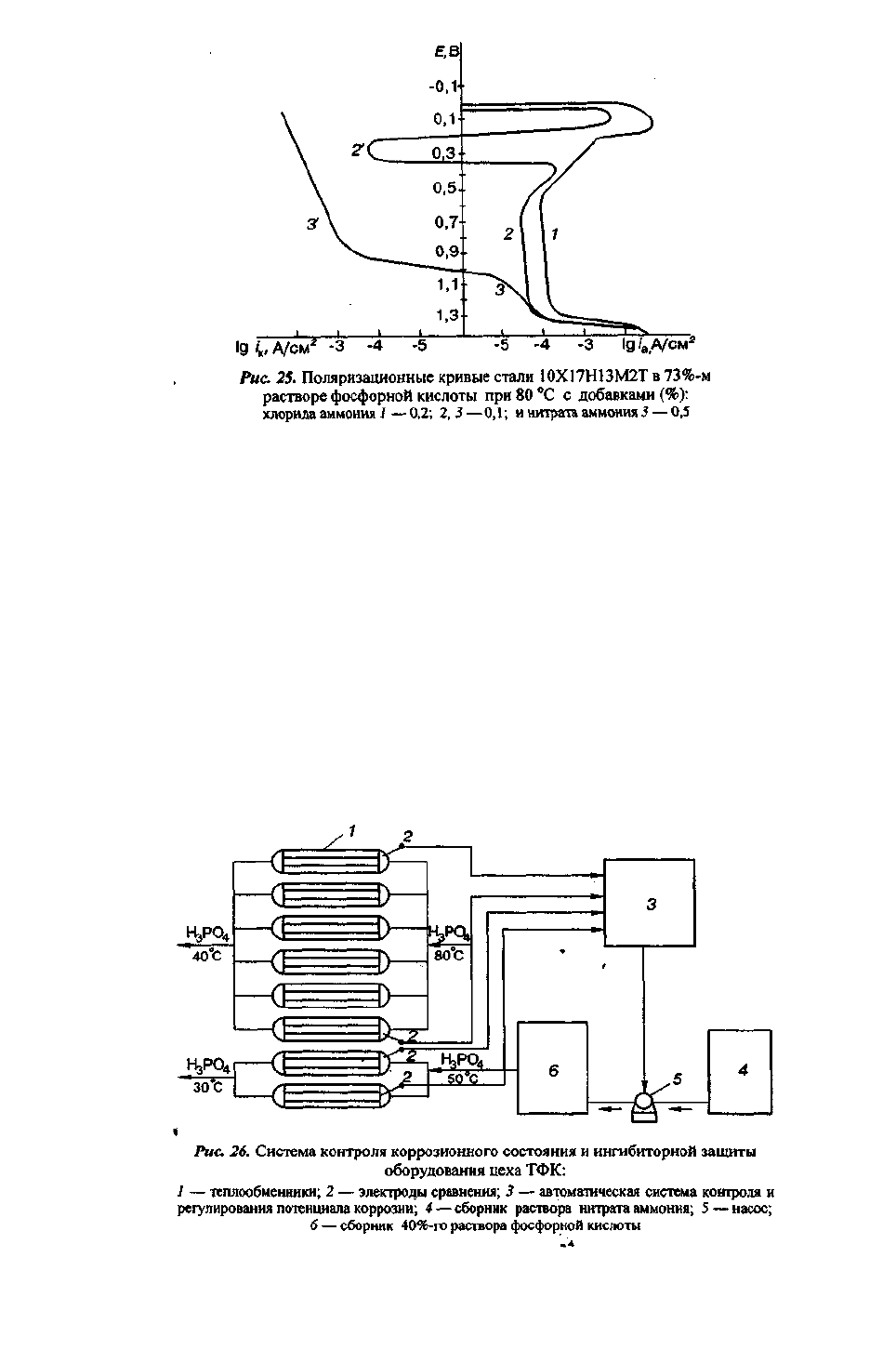
Поляризационные измерения на сталях 12Х18Н10Т и 10Х17Н13М2Т в 73%-м растворе
фосфорной кислоты марки «х.ч.» и технической показали, что агрессивность последней
значительно повышается за счет примесей, особенно хлоридов. С ростом концентрации
хлорид-ионов плотность тока анодного растворения сталей увеличивается в области как
активного растворения, так и пассивного состояния, что затрудняет их самопассивацию
(рис. 25). В 73%-м растворе ТФК при 80 °С сталь 12Х18Н10Т корродирует в активном
состоянии со скоростью 108 г/(м
2.
ч). Скорость коррозии стали 10Х17Н13М2Т
в исследуемых условиях составляет 0,2 г/м
2.
ч). При анодной поляризации стали переходят в
пассивное состояние.
Исследовано влияние нитрата аммония (ингибитор окислительного типа), который
применяется в процессе получения триполифосфата, на пассивирование и скорость
растворения сталей [169].
Увеличение концентрации хлорид-ионов в растворе требует большего количества
нитрата аммония для перевода поверхности сталей в пассивное состояние.
Цех получения термической фосфорной кислоты имеет три параллельные
технологические линии. Получаемый в результате сжигания фосфора газ Р
2
О
5
орошают
водой в башне охлаждения, а раствор кислоты с концентрацией 40—60 % при 50 °С
собирают в 1-й сборник. Затем его охлаждают до температуры 30 °С в двух параллельно
соединенных холодильниках и снова подают в башню охлаждения. Переливом кислота
поступает во 2-й сборник, охлаждается в теплообменниках до 40—50 °С, откуда поступает
в башню сжигания фосфора, где ее концентрация доводится до 75 %, после чего кислота
направляется на склад готовой продукции.
Поскольку введение нитрата аммония в термическую фосфорную кислоту,
используемую для получения триполифосфата, не только не снижает, но и повышает ее
качество за счет уменьшения содержания ионов железа в ней, эффективная защита от
коррозии оборудования цеха ТФК может осуществляться введением нитрата аммония
непосредственно на стадии получения кислоты, а не на конечной стадии получения
продукта. Это требует лишь незначительных изменений в технологической схеме (рис. 26).
При достаточном содержании нитрат-ионов скорость их электрохимического
восстановления достигает значений, превышающих критическую плотность тока
пассивации, и потенциал коррозии сталей устанавливается в области устойчивого
пассивного состояния (рис.25). Скорость коррозии сталей 12Х18Н10Т и 10Х17Н13М2Т при
0,25%-м содержании нитрата аммония в ТФК (80 °С) снижается соответственно до 0,04
и 0,03 г/(м
2
• ч).
В недостаточном количестве нитрат аммония не уменьшает, а наоборот, увеличивает
скорость коррозии сталей. Поэтому коррозионное состояние оборудования в растворах,
ингибированных нитратом аммония, должно строго контролироваться. Значительное
изменение (около 1 В) потенциала коррозии сталей без и в присутствии достаточного
количества ингибитора позволяет применить коррозионный контроль оборудования
производства ТФК по потенциалу его поверхности. Окислительно-восстановительный
потенциал Е
о/в
раствора, измеряемый с помощью платинового электрода, также смещается
в сторону положительных значений на 0,4—0,5 В при введении в раствор нитрата аммония,
что дает возможность вести дополнительный контроль коррозионной агрессивности среды
в исследуемых условиях по величине Е
о/в
раствора.
Содержание нитрата аммония, необходимое для поддержания поверхности сталей
в пассивном состоянии, — величина непостоянная и зависит от изменения технологических
параметров, поэтому введение его может регулироваться по величине потенциала коррозии
защищаемой поверхности. На базе установки коррозионного контроля разработана
автоматическая система ингибиторной защиты, с помощью которой можно не только
контролировать коррозионное состояние оборудования, но и регулировать скорость его
коррозии [170].
Точки контроля потенциала коррозии выбраны на входах холодильников I и II ступеней
концентрирования ТФК, работающих в наиболее жестких условиях (рис. 26). В качестве
датчиков потенциала использованы ртутно-фосфатные электроды сравнения. При снижении
Е^ в любой контролируемой точке ниже заданного уровня сигнализатор коррозии сообщает
об этом, а регулирующий потенциометр через блок управления включает насос 5, который
подает в систему из специального сборника 4 60%-й раствор нитрата аммония.
Применение системы коррозионного контроля и ингибиторной защиты позволило
увеличить срок службы оборудования, повысить качество триполифосфата за счет
уменьшения в нем содержания железа, снизить себестоимость выпускаемой продукции в ре-
зультате уменьшения затрат на обслуживание и эксплуатацию оборудования, уменьшить
загрязнение грунтовых вод, вызываемое проливами кислоты.
Контроль коррозионного состояния и защита трубопроводов в оборотной воде
Основная проблема промышленных замкнутых рециркуляционных водооборотных
систем — увеличение коррозионной активности воды, вызванное ростом солесодержания
в ней.
Для снижения агрессивности воды широко применяются ингибиторы коррозии —
фосфаты и смеси на их основе, нитриты, натриевые соли моно- и дикарбоновых кислот.
Контроль скорости коррозии оборудования водооборотных систем осуществляется весовым
методом с помощью образцов-свидетелей, а также методами измерения электрического
и поляризационного сопротивлений датчиков.
В оборотной воде нефтеперерабатывающего завода (130— 250 мг/л СГ, 400—530 мг/л
SO
4
2-
, общая жесткость 2—5 мг-экв/л) исследовано коррозионно-электрохимическое
поведение углеродистой стали — основного конструкционного материала оборудования
водооборотных циклов. Поляризационные кривые стали в воде имеют вид, характерный для
непассивирующегося металла. Повышение температуры оборотной воды от 20 до 80°С
приводит к увеличению скорости анодного растворения стали, но ход поляризационной
кривой при этом сохраняется. Скорость и потенциал коррозии стали при 20°С
соответственно равны 0,12 г/(м
2.
ч) и -0,45 В.
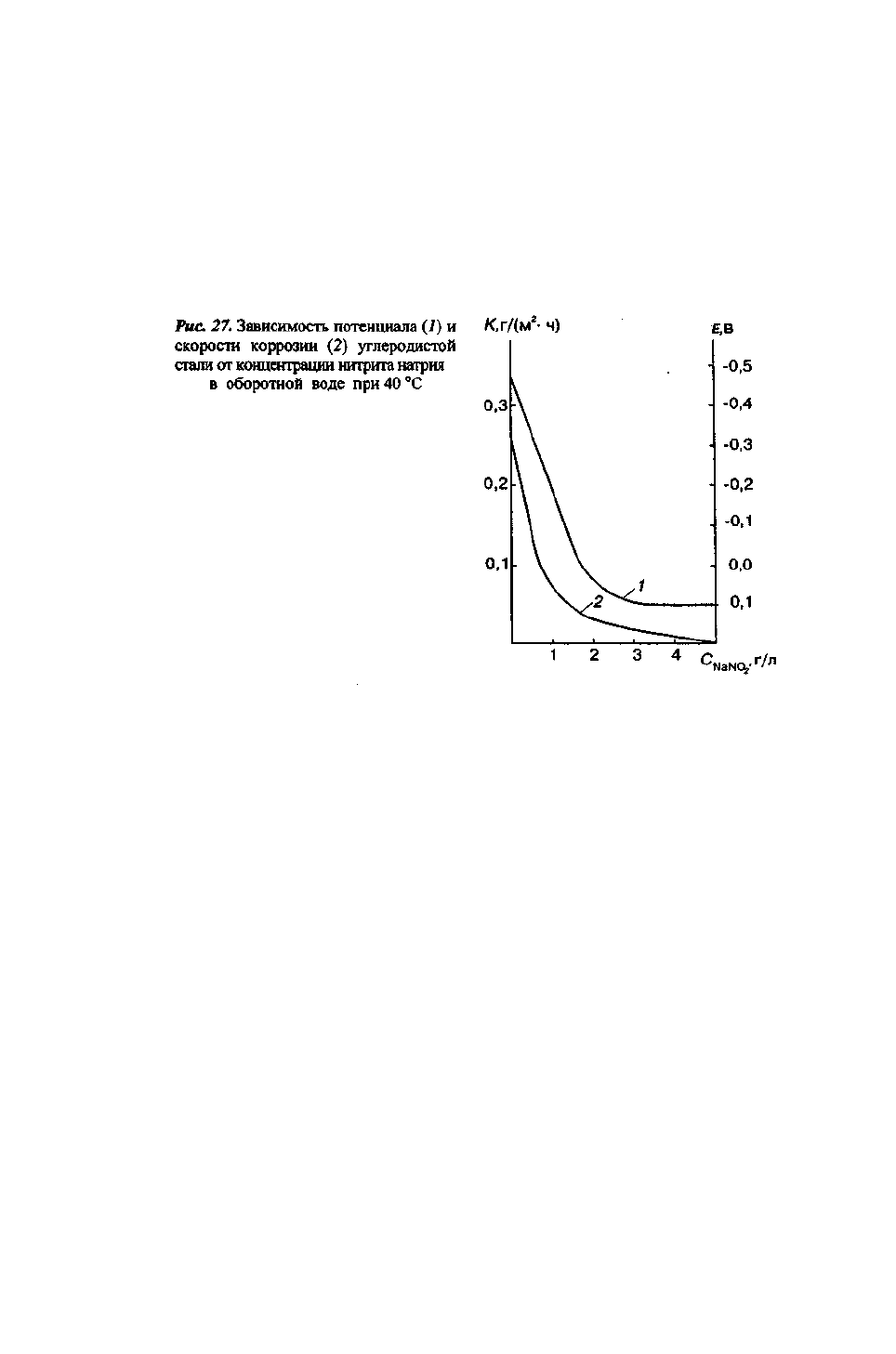
При добавлении в оборотную воду нитрита натрия на анодных поляризационных
кривых стали появляется область пассивного состояния. С увеличением концентрации
NaNOa пассивация стали облегчается: уменьшаются значения Е
пас
и i
m
, расширяется область
пассивного состояния. При содержании 2 г/л нитрита натрия (20 °С) сталь пассивируется
самопроизвольно. Значение потенциала коррозии стали в растворах с такой концентрацией
ингибитора достигает +0,05 В и практически не изменяется при дальнейшем увеличении его
концентрации (рис. 27), а скорость коррозии не превышает 0,01 г/(м
2
• ч) при равномерном
характере.
С повышением температуры до 40 °С скорость коррозии стали в воде,не содержащей
ингибитора, равна 0,24 г/(м
2.
ч), а эффективность пассивирующего действия нитрита натрия
снижается. Так, для пассивации стали (40 °С) при анодной поляризации требуется
концентрация ингибитора 1 г/л, a i
кр
— на порядок выше, чем при 20°С. После коррозионных
испытаний на поверхности образцов обнаружены вытравленные зоны. Мелкие репассиви-
рующиеся питгинги, образующиеся на стали в воде, содержащей 2 г/л нитрита натрия,
удается подавить при увеличении концентрации ингибитора.
Нитрит натрия относится к анодным ингибиторам, введение которых в коррозионную
среду в недостаточном количестве может привести к увеличению скорости коррозии при
локальном характере растворения, что наблюдается и в исследуемом случае. Так как
защитная концентрация нитрита натрия изменяется в зависимости от технологических
параметров, то контроль коррозионного состояния оборудования по содержанию ингибитора
не обеспечит достоверной информации о коррозионной ситуации.
Учитывая хорошую корреляцию между значениями потенциала и скоростью коррозии,
а также значительное изменение потенциала коррозии (0,5 В) в случае полной пассивации
стали в воде, содержащей нитрит натрия, возможен коррозионный контроль оборудования
оборотного водоснабжения по потенциалу его поверхности [172].
В отсутствие нитрита натрия потенциал поверхности оборудования в «холодной» воде
равен -0,37, а в горячей -0,32 В. Введение ингибитора в камеру «горячей» воды приводит
к смещению потенциала в сторону более положительных значений. Потенциал поверхности
трубопровода холодной воды в течение 3 часов с начала введения ингибитора остается
в области активного растворения вследствие удаленности места установки датчика от места
введения ингибитора.
Одинакового состояния поверхность оборудования в обеих точках измерения достигает
через 6 часов после начала обработки воды. В случае прекращения подачи ингибитора
потенциал поверхности оборудования (40°С) возвращается к первоначальному значению.
Активирование пассивной поверхности оборудования при 20°С происходит медленнее, чем
при 40°С, о чем свидетельствует меньшее изменение величины измеряемого потенциала
в отсутствие ингибитора.
При смещении потенциала коррозии стали на каком-либо из контролируемых участков
до опасного в коррозионном отношении предела, что соответствует снижению концентрации
ингибитора и усилению коррозии трубопровода, срабатывает светозвуковая сигнализация,
позволяющая своевременно принять меры для защиты оборудования — возобновить подачу
ингибитора. Потенциал коррозии оборудования в этом случае смещается до значений, соот-
ветствующих пассивному состоянию.
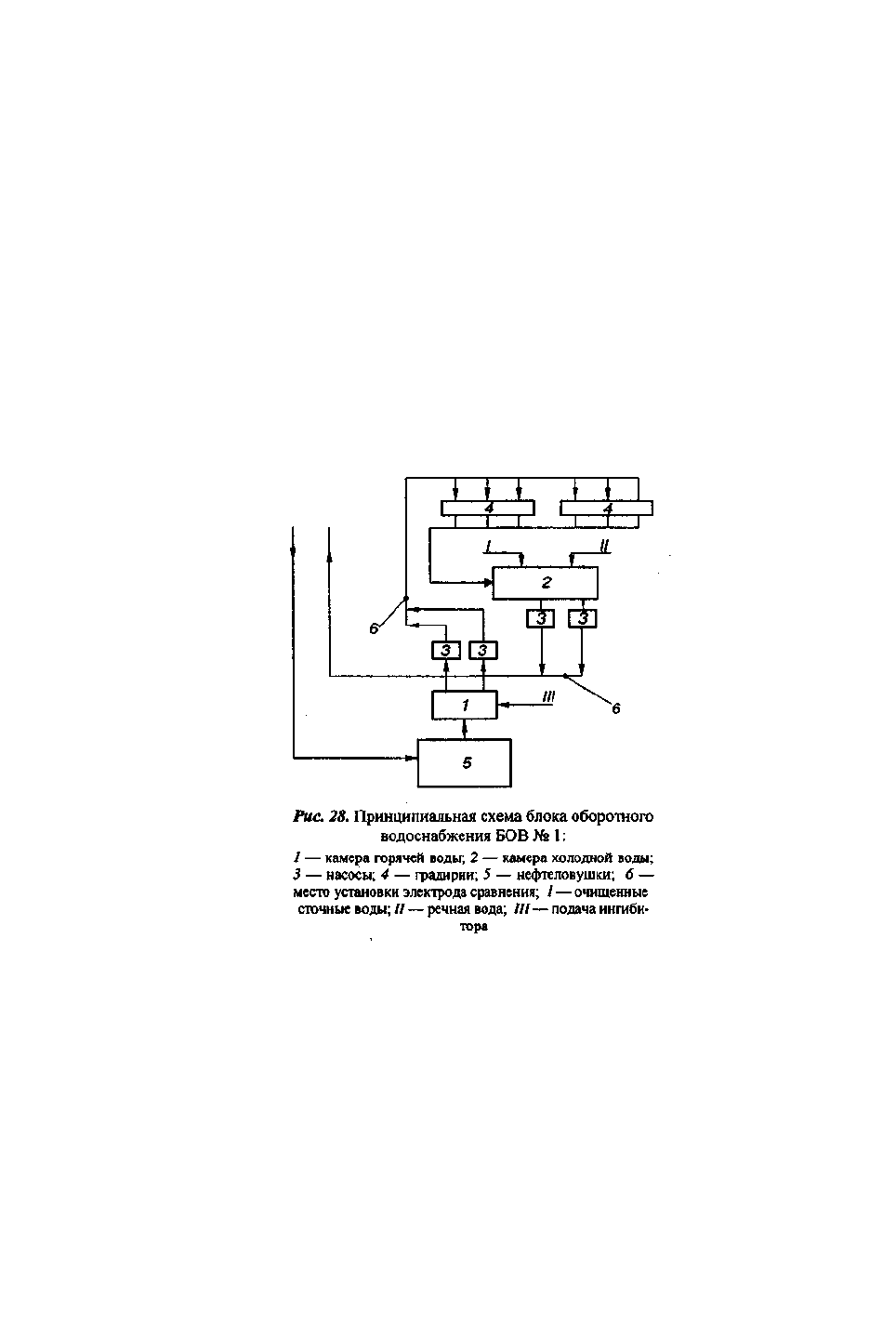
Разработанная промышленная система контроля коррозионного состояния
оборудования обеспечила измерение и регистрацию потенциалов в четырех технологических
точках — на коллекторах нагнетания насосов горячей (40°С) и холодной (20°С) воды
(рис. 28). Электрод сравнения хлорсеребряный во фторопластовом корпусе.
Применение системы коррозионного контроля в ингибированной нитритами оборотной
воде нефетеперерабатывающего завода показало ее высокую эффективность.