Nof S.Y. Springer Handbook of Automation
Подождите немного. Документ загружается.

Flexible and Precision Assembly 50.1 Flexible Assembly Automation 885
planner to plan a grasp. Further, they point out that not
all their grasp plans were stable and discuss the need for
further work.
This work further emphasizes the need for a 3-D
modeler integrated with the motion control system to
support both the grasp planning and 3-D object recog-
nition with machine vision.
50.1.3 Flexible Fixturing
Most assemblies are based around a larger part to which
smaller parts are affixed. The larger parttypically moves
through several assembly stations by means of a ma-
terial handling system. Each station feeds and attaches
one or two smaller parts. Some sort of fixture is usually
designed to hold the larger part in a desired orientation.
Current industry practice is for this fixture to be
some sort of pallet, or a two- or three-jaw clamping
system. In some cases fixtured parts must withstand sig-
nificant assembly forces from press fits or secondary
machining operations.
There is interest in reducing the time and cost to de-
sign and fabricate fixtures, and being able to use them
again for a different product rather than scrap them
when a product changes. This has led to various ap-
proaches to flexible part fixturing.
The simplest approach is based on a modular series
of adjustable blocks and clamps that can be used to lo-
cate and support parts. This approach has been used in
machining centers for some time and can provide a high
degree of rigidity.
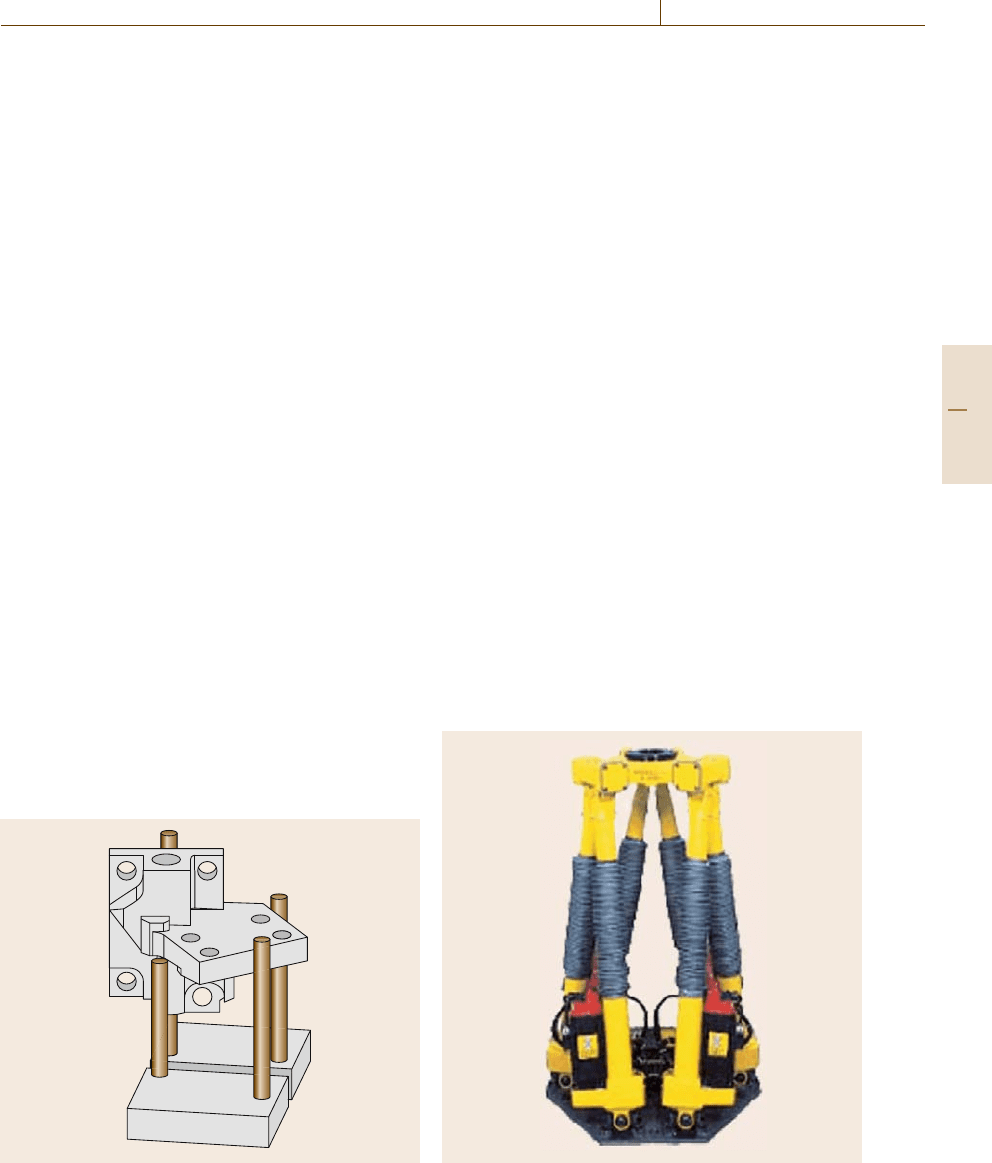
A more general approach was proposed and tested
by Sandia Labs in 1996. This was a planar clamp-
Fig. 50.7 A computer-generated fixture (after [50.9])
ing scheme in which a geometric planner analyzed the
perimeter of a part, and placed some pins in a loca-
tion on a grid such that a single clamp could uniquely
restrain the part from translation and rotation [50.10].
More recently, a team at Sandia extended this work
to a 3-D planner [50.9](Fig.50.7). Inputs to this plan-
ner include a 3-D (ACIS) model of the part, a fixture
kit specification detailing the fixture building tools and
clamps, friction data for the fixture components and the
workpiece, and disturbance forces to be applied to the
fixtured part. The tool then outputs a series of fixture
designs with a quality score for each.
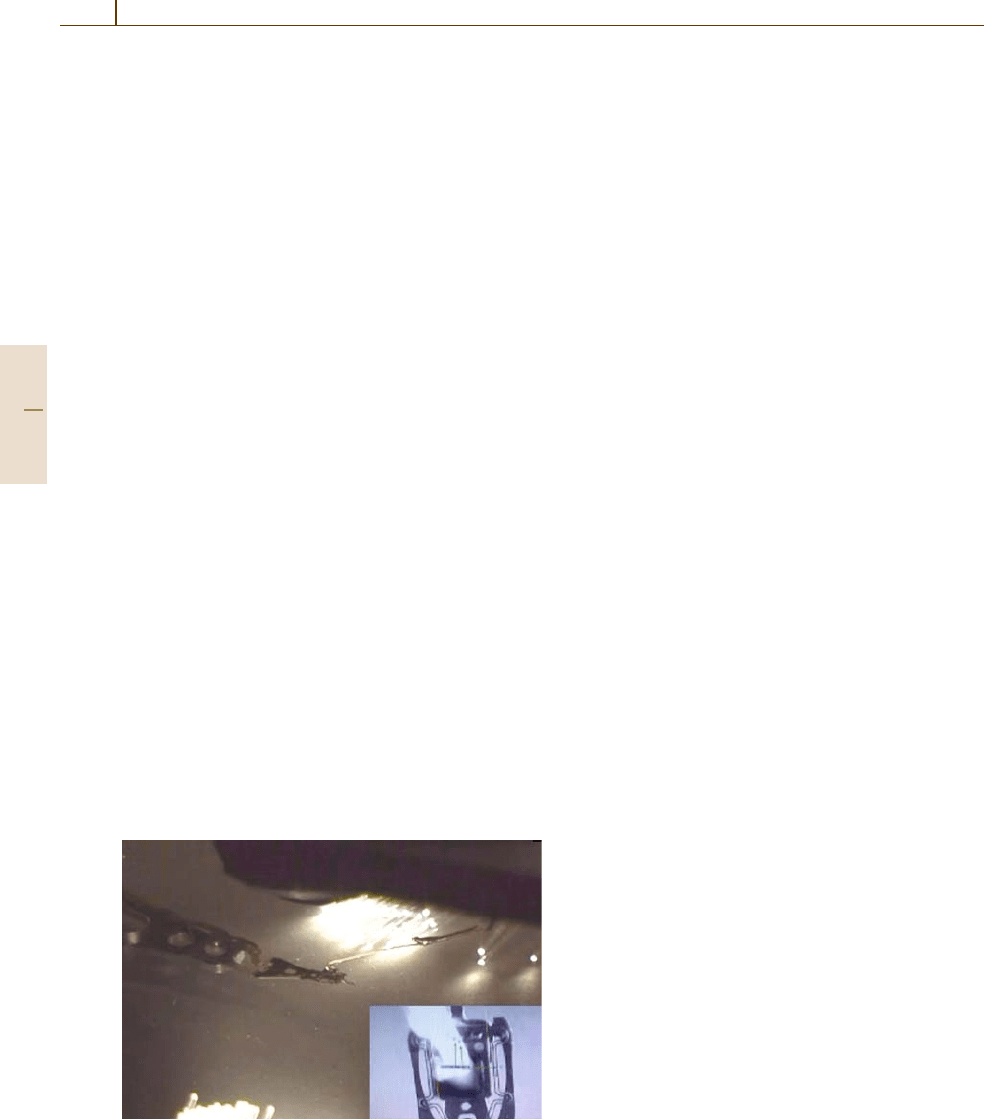
For larger workpieces, one or more multiaxis robots
are now being used to hold and reposition workpieces
while other robots add parts to the assembly. Paral-
lel link structures are being offered commercially for
orienting larger workpieces (Fig.50.8). In November
2007, at the International Japan Robot Exhibition in
Tokyo, Yaskawa showed a two-armed robot perform-
ing assembly, with one arm holding a workpiece and
a second arm inserting components. All programming
for this demonstration was done manually.
Fixture design is essentially the same problem as
grasping design except there is a strong commercial
need for fixtures to be low cost, as for many systems
there may be a large number of fixtures in the sys-
tem. Generating reliable fixture designs quickly from
CAD geometry and knowledge of assembly forces re-
mains an interesting challenge. With the advent of rapid
Fig. 50.8 A robot fixture
Part F 50.1
886 Part F Industrial Automation
prototyping machines, it is now possible to quickly fab-
ricate fairly complex fixture geometry. It is important
that fixtures providekinematic graspsthat canwithstand
assembly (or machining) forces.
50.2 Small Parts
50.2.1 Aligning Small Parts
For many industries part dimensions are shrinking to
a point where humans can no longer handle or assem-
ble parts. Parts with submillimeter dimensions often
have manufacturing tolerances that can be a substantial
percentage of the overall part size, and may not be reg-
istered to any part dimension that can be grasped; for
example, laser diodes emit light with a Gaussian inten-
sity profile whose peak must be measured optically to
position the laser diode in an optical assembly. Cancer
cells in a fluid must be located optically so they can be
sampled by means of a microliter pipette.
While semiautomated systems employing people
looking through microscopes are currently used for
many such applications, advances in integrating ma-
chine vision with motion control now allow parts to
be actively steered into position, using vision to take
a series of pictures to measure alignment error. The
workpiece is moved into position until the alignment er-
ror falls belowa threshold.Commercial applicationsuse
2-D machine vision for this [50.11](Fig.50.9).
In the next several years it is likely that this work
will be extended to 3-D vision. There are some signif-
icant challenges in using 3-D vision for aligning very
small parts. For these applications the parts typically fill
a large portion of the field of view of the camera(s).
For 3-D applications this means that, as a gripper ap-
Fig. 50.9 Visual servoing: steering parts into alignment
using vision in motion control loop (courtesy of Precise
Automation)
proaches a part, the part image will change dramatically
in size and perspective. For applications where a num-
ber of pictures will be taken and processed, the vision
system must be able to recognizethese changingimages
without explicit programming for each image. In addi-
tion, for the case where small parts are being actively
mated to each other, one part may obscure the second
part so that only a few features on the second part may
be visible. Lighting, reflections, and depth of field all
contribute to make this work challenging.
Automatically generating 3-D vision recognition
and part-mating algorithms is another area where the
integration of a 3-D modeling system and a 3-D motion
planning system with the actual online motion control
system will be necessary.
50.2.2 Fastening Small Parts
There are many well-developed techniques for fasten-
ing large parts together. However, when part geometries
shrink to submillimeter levels, fastening techniques are
largely confined to adhesive bonding, eutectic bonding
such as soldering, and welding.
Since all of these material-based fastening tech-
niques involve physical changes in the material, they all
tend to introduce dimensional changes during the fas-
tening process; for example, in aligning laser diodes in
fiber-optic transceivers, the desired optical alignment is
within 10 μm. Epoxy curing and laser welding both in-
troduce dimensional shiftsequal tothe desiredassembly
tolerance. It took the photonics industry over 5 years to
improve first-pass production yields from 30% to over
90% due to this issue.
There are several approaches to dealing with this
problem. One is to model and predict the dimensional
change that will occur during the bonding process and
offset the assembly positions to account for this. This
only works if the amount of bonding material is highly
repeatable and the assembly geometry is highly repeat-
able. Where the assembly geometry must vary due to
part tolerances, for example where the peak power of
a laser diode moves relative to the package outline,
a fixed offset is not possible. In this case a real-time off-
set would need to be computed based on the alignment
geometry and bonding material properties.
Part F 50.2
Flexible and Precision Assembly 50.3 Automation Software Architecture 887
A second approach is to bond the parts, then mea-
sure the resulting geometry, and deform the resulting
bonded structure to achieve the desired alignment. This
technique is employed by the photonics industry to
align laserdiodes, andis referred to as bendalign. Tech-
niques must be used to stress-relieve the assembly after
deforming so that residual stress does not affect align-
ment over time.
A third approach is to create a separate, rigid, kine-
matic support structure for the parts,which controls part
alignment, and use a parallel bonding process around
this supportstructure toplace itin compression.A prop-
erly designed support structure can then resistthe forces
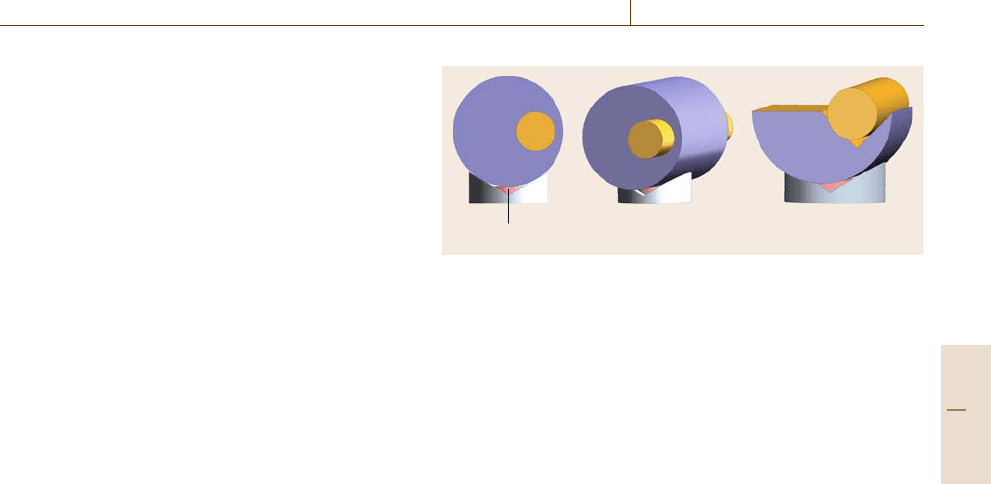
from the bonding material. The author suggested the
kinematic structure in Fig.50.10, in which a fiber is
mounted in either a solid ferrule or a V-block ferrule.
The ferrule rests on a hollow ceramic tube with a V
notch. A solder preform is placed inside this tube. The
assembly system aligns the fiber and the preform is
heated, bonding the ferrule to the mounting substrate,
with the ceramic tube resisting the compression forces
when the solder solidifies. A sixth degree of freedom
can beadded by using a half-sphere instead ofa cylinder
for the fiber ferrule.
Solder preform
Fig. 50.10 A five-degree-of-freedom kinematic mount for optical
fibers (courtesy of B.Carlisle)
A fourth approach proposed in the photonics in-
dustry is to bond parts to microservo mechanisms
which can be actively controlled after bonding to align
parts [50.12]. However, this approach is relatively ex-
pensive and may suffer from reliability problems over
extended service periods.
In general, the stable alignment of small parts
to micron or submicron tolerances remains a chal-
lenge, which will benefit from advances in mod-
eling stresses and bonding material deformation in
systems that can be linked to real-time motion sys-
tems.
50.3 Automation Software Architecture
The foregoing discussion points out the need for
some new features in a flexible automation program-
ming language. Some of these features are available
in today’s robot languages; some of them (3-D mod-
eling) are available in separate packages; and some
are not available yet, other than in research environ-
ments. Surprisingly, some robot vendors still do not
offer general-purpose programming languages, prefer-
ring to offer application-specific programming tools.
For a current state-of-the-art robotic programming lan-
guage, see [50.13]. Also see Chap. 22 on Modeling and
Software for Automation.
A general-purpose automation programming lan-
guage should include the features described below.
50.3.1 Basic Control
and Procedural Features
In addition to common control features such as looping,
branching, multithreading, mathematical functions, and
data structures, an automation language should be able
to coordinate multiple mechanisms on a common time
base. It should be possible to do this over a network,
with a structure that allows master–slave or peer-to-peer
communication and control. It should be possible to use
sensor data to alter motion in real time.
50.3.2 Coordinate System Manipulation
Robots and otherautomation equipment areusually pro-
grammed in a Cartesian coordinate system, which may
be different from the joint coordinates of the robot.
Mathematical models, loosely referred to as kinematics,
transform joint coordinates into Cartesian coordinates
via matrixalgebra. Modern robot languages store Carte-
sian positions in a format known as a homogeneous
coordinate transformation. These coordinate transfor-
mations can be multiplied together to offset positions
relative to a pallet, for example, or a tool. Sensor data
must be transformed from the sensor coordinate system,
for example, a camera frame, to the robot coordinate
system. It is useful to be able to compute elements of
these coordinate transformations in real time at the ap-
plication level; for example, circular, elliptical, spline
Part F 50.3

888 Part F Industrial Automation
or other motions can be computed by a procedure in
a loop that calculates the destination coordinates in a lo-
cation variable and then calls a trajectory generator to
compute and execute an incremental motion. Tracking
a conveyor can be accomplished by using an encoder to
update a base reference frame in real time.
There is increasing interest inincluding a 3-D model
and representationof both robot andworkcell geometry.
Today’s robot languages do not offer the ability to de-
fine the surfaces of the robot or workcell in 3-D space,
other than some simple planes and cylinders. Accurate
representation of 3-D surfaces would be very useful for
collision avoidance, path planning, and safety systems.
There is also increasing interest in improving the
absolute accuracy of robots and other automatic ma-
chines. Today’s kinematic models of six-axis robots
assume that the physical robot is manufactured per-
fectly, i. e., that right angles are perfect, link lengths
are perfect, there are no deflections from gravity or
loads, etc. For offline programming of robots working
in complex environments, for example, spot-welding of
an automobile, it is desirable for the robot motion to be
one to two orders of magnitude more accurate than typ-
ical manufacturing tolerances permit. Recently, more
complete models of robots have been developed in of-
fline simulators. Actual robots can be programmed to go
through a calibration routine and a more accurate model
of the robot is built in the simulator. Then the simulator
commands an offset path which is downloaded so the
real robot will make accurate motions. This is currently
an offline function. Improved robot controlswill include
this capability as an online function.
50.3.3 Sensor Interfaces
and Sensor Processing
Machine vision, force sensors, and other sensors have
been integrated with commercial robot control systems
since the early 1980s. However, what is needed today is
the ability for sensors to deal with 3-D geometry, and
for sensor programs to be generated automatically from
3-D geometry.
In fact, it would be very useful if sensors could
be used to create 3-D models when no explicit mod-
els exist. A mobile robot entering a new environment
should be able to build up a model of the environ-
ment from sensor data. Extensive work in the research
community has shown success building 3-D models
from a series of 2-D images [50.14]aswellasfusing
sensor data from stereo vision and laser range find-
ers for complex navigation tasks such as the Defense
Advanced Research Projects Agency (DARPA) Grand
Challenge competitions in 2006 and 2007, in which
multiple teams of researchers developed vehicles that
could build models and navigate through unknown out-
door environments.
Sensor-generated models must then be available
to the motion planning system so the robot can plan
moves, update progress through the environment, avoid
collisions, and detect and recover from errors.
50.3.4 Communications Support
and Messaging
Many commercially available robot controllers cur-
rently support only limited-bandwidth messaging and
file handling. With the rapid development of distributed
motion control where motion can be coordinated at
frequencies of 1 kHz or more over a network, the
technology now exists for higher-bandwidth, time-
synchronized communication; for example, a mobile
camera could broadcast an image to a group of mo-
bile devices (imagine soccer-playing robots) that also
exchange strategy and planning information. The au-
tomation language and operating system should be
capable of handling high-bandwidth communications
without interfering with other deterministic tasks such
as trajectory planning, image processing, and servo
loops. The ability to set time slots and task priorities in
the operating system becomes very important as com-
munication loads increase. Personal computers remain
disappointing in this regard, with large, unpredictable
communication delays.
50.3.5 Geometric Modeling
From much of the foregoing discussion it should be
clear that the author believes that automation languages
should be extended with 3-D modeling systems. One
important difference though, is that robotic and other
automation systems are dynamic, while many model-
ing systems are static, or updated at a low rate. In order
to be useful, an online modeling system needs to be
capable of being updated at rates similar to those in
3-D video games, as robots can make large motions in
a few hundred milliseconds. It is likely that some of
the simplifications and data-compression methods used
in video games may be useful for real-time geometric
modeling for motion control.
Eventually, it may be useful to include dynamic
models as well as structural deflection models in au-
tomation languages. Today’s robots are large, rigid,
Part F 50.3
Flexible and Precision Assembly 50.3 Automation Software Architecture 889
heavy structures with masses that exceed their rated
payloads by a factor of ten or more. Lighter, more flexi-
ble robots would waste less energy, but will be harder to
control and harder to program without some capability
to predict their trajectories under load.
50.3.6 Application Error Monitoring
and Branching
In most industrial robot applications, over 50% of the
programming effort is devoted to anticipating, sensing,
and recovering from possible errors. Today, much of
this programming is done on site, in an ad hoc man-
ner, and takes a long time to develop and debug. As
more sensors are used, this problem becomes larger, as
sensors can introduce new errors. It may not be obvi-
ous to the programmer why a sensor-driven system is
not reliable. To aid debugging, data-logging features,
time-stamping of data and communication messages,
and single stepping of motion programs are becom-
ing common automation language features. In assembly
systems, many errors are due to poorly understood or
poorly modeled part tolerances. Often weeks or even
months of testing is required for a production system
to meet reliability standards. This testing is used to find
software bugs, make sensors reliable, and make the sys-
tem robust within a statistical range of part tolerances.
However, we still do not have general methods to
analyze assembly systems for errors, represent errors or
generate error monitoringand recovery strategies. Work
by Deming and others in statistical process control con-
tributedgreatly to understandingmanufacturing process
tolerances and designing products and processes for
reliable production with known tolerances. However,
these techniques, while used in the metal-forming and
semiconductor industries, seem to be largely absent
in automated assembly systems. In 1997 Carlisle and
Craig developed a simulation tool [50.15] for assem-
bly tolerance process analysis that was used by Nokia
to analyze and improve cellphone production yields.
However, since assembly systems vary so dramatically,
there are few, if any, generally accepted practices for
modeling assembly processes and part tolerances and
predicting and improving yields.
It is not clear if it is productive to try to predict er-
rors. In general, an error is a deviation from a plan. It
may be more productive to detect errors quickly and for
the system to have enough geometric and sensor data to
make a new plan quickly to try to recover from the er-
ror. Assembly systems with this capability have yet to
be demonstrated.
50.3.7 Safety Features
The cost of assembly robots and sensors is coming
down quickly. At the same time the speed of these
devices is increasing. Motions of 1 m in a fraction of
a second are now common. As a result, robots can
present a substantial danger to humans who may enter
the robot workspace.
The industry approach to this issue is to create walls
around the robot with sensors and interlocks to prevent
people from entering the robot workspace when it is
moving under computer control. This approach is both
expensive and inefficient. A US$15000 robot may be
surrounded by US$5000 of screens, light curtains or
safety mats. Creating cells with walls tends to require
more floor space for each cell.
More generally, there are more and more applica-
tions where it is desirable to have robots work with,
and in some cases touch, people. To address this is-
sue in a general way we need control systems that can
model the robot’s structure as well as the environment,
and sensors that can detect people entering the robot’s
workspace. We need motion control systems that can
respond dynamically to space intrusion and modify the
motion appropriately. An operator should be able to
walk up to a robot workcell and load a new tray of
parts in the workspace without fear of injury in the
same manner that he or she wouldinteract with a human
assembler.
50.3.8 Simulation and Planning
It is time for robot simulation to move from an of-
fline capability to an online capability, where the
control system contains a real-time geometric simu-
lation of the complete assembly system. Simulation
systems are now widely used for programming robots
for spot-welding, arc-welding, and some material han-
dling tasks. However, they could be more widely used
for many applications described here, including pro-
gramming flexible part feeders, programming 2-D and
3-D vision systems, optimizing sensor-driven motions
through workcells, detecting and recovering from er-
rors, and allowing robots to interact safely with people.
Online simulation offers the opportunity to develop
high-level representations of common tasks; for ex-
ample, a task-level command such as “Drive a screw
at location hole 1 to torque X” is much easier for
an application programmer to work with than many
lines of detailed programming code. However for task-
level instructions to be fairly general, they should be
Part F 50.3

890 Part F Industrial Automation
able to access geometric and process information from
databases, and a simulation system with motion plan-
ning ability and knowledge of the robot and workcell
should generate the motion plan for the task. If an error
occurs, the planning system should generate a new plan
online.
More generally, simulation and task-level planning
are necessary tools to address the broader issue of robot
interoperability, and program and data sharing. Users
would like to be able to move programs from one brand
of robot to another. This will remain an elusive goal
until robots can be instructed at a very high level of ab-
straction, in almostthe same manneras a humanis given
high-level, abstract directionsalong withsome data,and
figures out how to perform the task. The instruction
“Bolt down the manifold cover”, given a CAD model,
is far easier to translate than today’s explicit low-level
programs.
50.3.9 Pooling Resources and Knowledge
In the last few years it has become technically pos-
sible for people to share knowledge and collaborate
remotely over the Internet.This hascreated thepotential
for open-architecture systems where many people pool
knowledge to create complex systems efficiently. The
Linux operating system is one example that has been
widely accepted by an enthusiastic user base.
An ideal robot programming system would have
a core set of functions that could support a wide range
of applications, yet it would be open enough and ex-
tensible enough that users could create new capabilities
that could be shared or integrated. There is an inter-
esting balance between providing enough structure that
programs from different developers can be integrated
while allowing enough flexibilitythat users can add new
features easily.
50.4 Conclusions and Future Challenges
In general,we need to raise the abstractionlevel ofrobot
programming if robots are going to be able to perform
increasingly complex tasks in increasingly less struc-
tured environments. Programming languages for robots
need to incorporate modeling, sensing, and planning ca-
pabilities to allow libraries of tasks and actions to be
compiled. These high-level tasks need to be robust and
safe. We also need to think about how to pool ideas and
resources frommany different developersand locations,
to build up the large knowledge base that will be needed
for robots to move from simple, highly structured tasks
to complex, unstructured tasks. A more thorough dis-
cussion on the future of flexible and precise automation
is provided in Chap. Sect.21.3 of the handbook.
50.5 Further Reading
1. S. Y. Nof (Ed.): Handbook of Industrial Robotics
(Wiley, New York 1999)
2. B. Siciliano, O. Khatib (Eds.): Springer Handbook
of Robotics (Springer, Berlin, Heidelberg 2008)
References
50.1 A. Shafi: Bin Picking Axle Shafts (Shafi Inc., Michi-
gan 2008), http://www.shafiinc.com/solutions/sol36/
test_1.htm (last accessed 2008)
50.2 K. Goldberg, B. Mirtich, Y. Zhuang, J. Craig,
B. Carlisle, J. Canny: Part pose statistics: estima-
tors and experiments, IEEE Trans. Robot. Autom.
15(5), 849–857 (1999)
50.3 B. Carlisle: Feeder developed by at Adept
Technology and licensed to Flexomation Inc.
http://www.flexomation.com/ (last accessed 2008)
50.4 Flexfactory: Feeder developed by Flexfactory AG
(Flexfactory, Dieticon 2008),
http://www.flexfactory.com/ (last accessed 2008)
50.5 A. Miller, P. Allen: From robotic hands to human
hands: a visualization and simulation engine for
grasping research, Ind. Robot 32(1), 55–63 (2005)
50.6 Barret Technology: http://www.barrett.com/robot/
products-hand.htm (2008) (last accessed 2008)
50.7 Schunk Gripper: http://www.schunk.co/ (2008)
(last accessed 2008)
Part F 50

Flexible and Precision Assembly References 891
50.8 D. Krajic, A. Miller, P. Allen: Real time tracking
meets online grasp planning, Proc. 2001 ICRA IEEE
Int. Conf. on Robotics and Automation, Vol. 3 (2001)
pp. 2460–2465
50.9 R. Brown, R. Brost: A 3-d Modular Gripper Design
Tool, Sandia Rep. SAND97-0063, UC-705 (1997)
50.10 R. Brost, K. Goldberg: A complete algorithm for de-
signing planar fixtures using modular components,
IEEE Trans. Robot. Autom. 12(1), 31–46 (1996)
50.11 J. Shimano: Visual Servoing Taylor Made for
Robotics (Motion Systems Design, 2008), (last ac-
cessed 2008)
50.12 A. Hirschberg: Active alignment photonics assem-
bly, US Patent 6295266 (2001)
50.13 B. Shimano: Guidance Programming Language
(Precise Automation, 2004–2008),
www.preciseautomation.com (last accessed 2008)
50.14 M. Lin, C. Tomasi: Surface Occlusion from Lay-
ered Stereo. Ph.D. Thesis (Stanford Univ., Stanford
2003)
50.15 J. Craig: Simulation-based robot cell design in
AdeptRapid, Proc. 1997 ICRA IEEE Int. Conf. on
Robotics and Automation, Vol. 4 (1997) pp. 3214–
3219
Part F 50
“This page left intentionally blank.”

893
Aircraft Manu
51. Aircraft Manufacturing and Assembly
Branko Sarh, James Buttrick, Clayton Munk, Richard Bossi
Increasingly the manufacturing of complex prod-
ucts and component parts involves significant
automation functions. This chapter describes
a cross section of automated manufacturing sys-
tems used to fabricate, inspect, and assemble
aircraft. Aircraft manufacturing cost reductions
were made possible by development of advanced
technologies and applied automation to produce
high-quality products, make air transportation af-
fordable, and improve the standard of living for
people around the globe. Fabrication and assem-
bly of a commercial aircraft involve a variety of
detail part fabrication and assembly operations.
Fuselage assembly involves riveting/fastening op-
erations at five major assembly levels. The wing
has three major levels of assembly. The propulsion
systems, landing gear, interiors, and several other
electrical, hydraulic, and pneumatic systems are
installed to complete the aircraft structurally and,
after functional tests, it normally gets painted
and goes to the flight ramp for final customer
acceptance checks and delivery. Aircraft manufac-
turing techniques are well developed, fabrication
and assembly processes follow a defined se-
quence, and process parameters for manual and
mechanized/automated manufacturing are pre-
cisely controlled. Process steps are inspected and
documented to meet the established Federal
Aviation Administration quality requirements,
ensuring reliable functions of components, struc-
tures, and systems, which result in dependable
aircraft performance.
51.1 Aircraft Manufacturing
and Assembly Background..................... 894
51.2 Automated Part Fabrication Systems:
Examples ............................................. 895
51.2.1 N/C Machining
of Metallic Components................. 895
51.2.2 Stretch Forming Machine
for Aluminum Skins ...................... 897
51.2.3 Chemical Milling and Trimming
Systems for Aluminum Skins .......... 898
51.2.4 Superplastic Forming (SPF)
and Superplastic Forming/
Diffusion Bonding (SPF/DB) ............ 899
51.2.5 Automated Composite Cutting
Systems ...................................... 900
51.2.6 Automated Tape Layup Machine..... 901
51.2.7 Automated Fiber Placement
Machine...................................... 902
51.3 Automated Part Inspection Systems:
Examples ............................................. 903
51.3.1 X-ray Inspection Systems .............. 903
51.3.2 Ultrasonic Inspection Systems ........ 904
51.4 Automated Assembly Systems/Examples.. 905
51.4.1 C-Frame Fastening Machine .......... 906
51.4.2 Ring Riveter
for Fuselage Half-Shell Assembly.... 906
51.4.3 Airplane Moving Line Assembly ...... 907
51.5 Concluding Remarks
and Emerging Trends............................ 908
References .................................................. 909
The emergence of the industrial age brought sig-
nificant changes and impacts on living conditions
of human societies. Innovative product development
in a free market environment, driven by a desire
to improve standards of living, led to revolutionary
products in computing, communications, and trans-
portation that impacted all levels of human activities.
The key enabler of this progress was improved in-
dustrial productivity, which climaxed with automation
technologies, starting with hard automation (suit-
Part F 51

894 Part F Industrial Automation
able for mass production of consumer goods) and
evolved into intelligent automation (selectively used for
batch-type single-component fabrication) using com-
puters and software to precisely control complex
processes.
Automation has successfully met the need to im-
prove quality, reduce cost, and improve ergonomics
of aircraft fabrication and assembly. The conversion
to digitally defined aircraft and advancements in ma-
chine tools have enabled widespread use of automation.
The trend to machine/fabricate components accurately
with automated machines started with a Massachusetts
Institute of Technology (MIT) demonstration of the
first-ever developed numerically controlled (N/C) ma-
chine in 1952. This quickly led to a huge machine tool
market that enabled rapid production of precision ma-
chined parts and accurate assembly of large aircraft
structures.
51.1 Aircraft Manufacturing and Assembly Background
Aircraft manufacturing cost reductions were made pos-
sible by development of advanced technologies and
applied automation to produce high-quality products,
make air transportation affordable, and improve the
standard of living for people around the globe [51.1–3].
Fabrication and assembly of a commercial aircraft,
such as the one depicted in Fig. 51.1, involves a vari-
ety of detail part fabrication and assembly operations.
A number of raw materials are machined and fabricated
into detail parts, which are then assembled into various
levels of structural configurations. Starting with basic
assembly of detail parts into simple panels,they are then
combined into super panels and higher-level assemblies
to produce the fuselage, wings, and finally the com-
plete aircraft. Integral designs and efficient production
of new aircraft involve tradeoffs to optimize materials,
the number of parts and size of structures, use of inno-
vative processes,and adaptations of appropriateexisting
equipment and facilities.
Fig. 51.1 Major aircraft fuselage and wing components layout
Fuselage assembly involves riveting/fastening oper-
ations at five major assembly levels. At the first (lowest)
level, skins, doublers, longerons, and shear ties are
joined to form a single panel. The size and complexity
of single panels is primarily driven by aerodynamics,
load requirements, and function in operation of the
aircraft. At the second assembly level, several single
panels are joined using additional detail parts along lon-
gitudinal and radial joints into super panels. Frames
are usually attached to shear ties during this operation.
Assembly of the floor grid structure (also second-level
assembly) joins the floor beams and seat tracks. At the
third assembly level, half shells are created by joining
super panels and the floor grid is often attached to the
upper or lower half-shell of the fuselage. Fourth-level
assembly involves longitudinal joining of barrel halves
to complete the individual barrel structures. Fifth-level
(highest) assembly does the 360
◦
radial joins which fas-
ten the nose, forward, center, and aft fuselage barrels
together. Inside these structures, multiple radial dou-
blers, couplings, and fittings are installed to complete
the aircraft’s fuselage structure.
The wing has three major levels of assembly. The
first (lowest) assembly level joins the upper and lower
skin panels, spars, and bulkheads (consisting of N/C-
machined skins, stringers, and stiffeners). At the second
assembly level, spars and bulkheads are joined to form
the wing grid,to which skinpanels areattached to create
the wing box. The third (highest) assembly level joins
leading and trailing edge components to the wing box
to complete the wing structure. The wing is joined to
the fuselage in the appropriate sequence to complete the
airframe.
The propulsion systems, landing gear, interiors, and
several other electrical, hydraulic, and pneumatic sys-
tems are installed to complete the aircraft structurally
and, after functional tests, it normally gets painted and
Part F 51.1