Nof S.Y. Springer Handbook of Automation
Подождите немного. Документ загружается.

Machine Tool Automation 48.3 NC Part Programming 845
48.3.1 Manual Part Programming
This is the simplest way to generate a part program. Ba-
sic numeric data and alphanumeric codes are entered
manually into the NC controller. The simplest com-
mands example is shown as follows:
N0010 M03 S1000 F100 EOB
N0020 G00 X20.000 Y50.000 EOB
N0030 Z20.000 EOB
N0040 G01 Z−20.000 EOB
Each code in the statement has a meaning to define
a machining operation. The “N” code shows the se-
quence number of the statement. The “M” code and
the following two-digit number define miscellaneous
functions; “M03” means to spindle on with clock-
wise rotation. The “S” code defines the spindle speed;
“S1000” means that the spindle speed is 1000rpm. The
“F” code defines the feed speed; “F100” means that the
feed is 100mm/min. “EOB” stands for “end of block”
and shows the end of the statement. The “G” code
and the following two-digit number define preparatory
functions; “G00” means rapid positioning by point-to-
020
LN4
LN1
CIR
LN3
LN2
40 60 80
Y
X
80
60
40
20
0
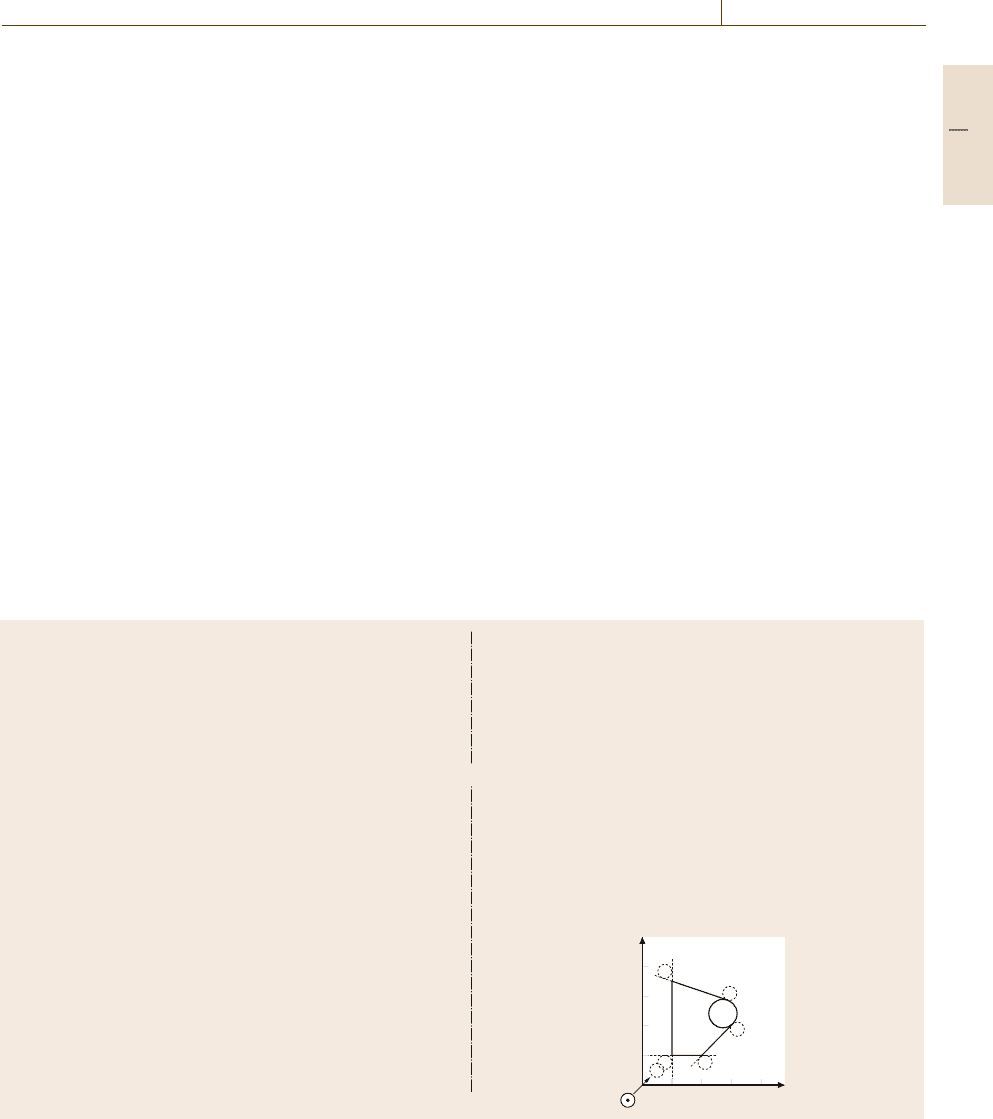
PARTNO TEMPLET
REMARK PART TYPE KS-02
$$
MACHINE/F 240, 2
CLPRT
OUTTOL/0.002
INTOL/0.002
CUTTER/10 $$ FLAT END MILL DIA=10mm
$$ DEFINITION
LN1=LINE/20, 20, 20, 70
LN2=LINE/(POINT/20, 70), ATANGL, 75, LN1
LN3=LINE/(POINT/40, 20), ATANGL, 45
LN4=LINE/20, 20, 40, 20
CIR=CIRCLE/YSMALL, LN2, YLARGE, LN3, RADIUS, 10
XYPL=PLANE/0, 0, 1, 0 $$ XYPLANE
SETPT=POINT/-10, -10, 10
$$ MOTION
FROM/SETPT
FEDRAT/FO1 $$ RAPID SPEED
GODLTA/20, 20, -5
SPINDL/ON
COOLNT/ON
FEDRATE/FO2
GO/TO, LN1, TO, XYPL, TO, LN4
FEDRAT/FO3 $$ CUTTING SPEED
TLLFT, GOLFT/LN1, PAST, LN2
GORGT/LN2, TANTO, CIR
GOFWD/CIR, TANTO, LN3
GOFWD/LN3, PAST, LN4
GORGT/LN4, PAST, LN1
FEDRAT/FO2
GODLTA/0, 0, 10
SPINDL/OFF
COOLNT/OFF
FEDRAT/FO1
GOTO/SETPT
END
$$
PRINT/3, ALL
FINI
Start statement
Comment
Comment
Selection of post processor
Outer tolerance
Inner tolerance
Cutting tool
Definition of geometry
Motion of machine tool
Start point
Feed rate
Tool motion
Spindle on
Coolant on
Feed rate
Tool motion
Feed rate
Tool motion
Tool motion
Tool motion
Tool motion
Tool motion
Feed rate
Tool motion
Spindle off
Coolant off
Feed rate
Tool motion
Stop
Print out
End statement
Fig. 48.17 Example program list in APT
point control. The “X” and “Y” codes indicate the x-
and y-coordinates. The cutting tool moves rapidly to
the position x =20mm and y = 50mm with the sec-
ond statement. Then, the cutting tool moves rapidly
again to the position z = 20mm with the third state-
ment. “G01” means linear positioning at controlled
feed speed. Then the cutting tool moves with the feed
speed, defined by “F100” in this example, to position
z =−20mm.
The positioning control can be classified into two
types, (1) point-to-point control and (2) continuous path
control. “G00” is a positioning command for point-to-
point control. This command only identifies the next
position required at which a subsequent machining op-
eration such as drilling is performed. The path to get
to the position is not considered in point-to-point con-
trol. On the other hand, the path to get to the position is
controlled simultaneously in more than one axis to fol-
low a line or circle in continuous path control. “G01” is
a positioning command for linear interpolation. “G02”
and “G03” are positioning commands for circular in-
terpolation. These commands permit the generation of
two-dimensional curves or three-dimensional surfaces
by turning or milling.
Part F 48.3
846 Part F Industrial Automation
48.3.2 Computer-Assisted Part
Programming: APT and EXAPT
Automatically programmed tools is the most impor-
tant computer-assisted part programming language and
was first used to generate part programs in produc-
tion around 1960. EXAPT contains additional functions
such as setting of cutting conditions, selection of cut-
ting tool, and operation planning besides the functions
of APT. APT provides two steps to generate part
programs: (1) definition of part geometry, and (2) spec-
ification of tool motion and operation sequence. An
example program list is shown in Fig.48.17. The fol-
lowing APT statements define the contour of the part
geometry based on basic geometric elements such as
points, lines, and circles:
LN1 =LINE/20, 20, 20, 70
LN2 =LINE/(POINT/20, 70), ATANGL, 75, LN1
LN3 =LINE/(POINT/40, 20), ATANGL, 45
LN4 =LINE/20, 20, 40, 20
CIR =CIRCLE/YSMALL, LN2,
YLARGE, LN3, RADIUS, 10
where LN1 is the line that goes through points (20, 20)
and (20, 70); LN2 is the line that goes from point (20,
70) at 75
◦
to LN1; LN3 is the line that goes from point
(40, 20) at 45
◦
to the horizontal line; LN4 is the line
that goes through points (20, 20) and (40, 20); and CIR
is the circle tangent to lines LN2 and LN3 with radius
10. Most part shapes can be described using these APT
statements.
On theother hands,tool motionsare specified by the
following APT statements:
TLLFT, GOLFT/LN1, PAST, LN2
GORGT/LN2, TANTO, CIR
GOFWD/CIR, TANTO, LN3
where “TLLFT, GOLFT/LN1” indicates that the tool
positions left (TLLFT) of the line LN1, goes left
(GOLFT), and moves along the line LN1. “PAST, LN2”
indicates that the tool moves until past (PAST) the line
LN2. “GORGT/LN2” indicates that the tool goes right
(GORGT) and moves along the line LN2. “TANTO,
CIR” indicates that the tool moves until tangent to
(TANTO) the circle CIR. GOFWD/CIR indicates that
the tool goes forward (GOFWD) and moves along
the circle CIR. “TANTO, LN3” indicates that the tool
moves until tangent to the line LN3.
Additional APT statements are prepared to de-
fine feed speed, spindle speed, tool size, and toler-
ances of tool paths. The APT program completed by
the part programmer is translated by the computer
to the cutter location (CL) data, which consists of
all the geometry and cutter location information re-
quired to machine the part. This process is called
main processing or preprocessing to generate NC
commands. The CL data is converted to the part
program, which is understood by the NC machine
tool controller. This process is called postprocessing
to add NC commands to specify feed speed, spin-
dle speed, and auxiliary functions for the machining
operation.
48.3.3 CAM-Assisted Part Programming
CAM systems grew based on technologies relating to
APT and EXAPT. Originally, CAM stood for computer-
aided manufacturing and was used as a general term
for computer software to assist all operations while re-
alizing manufacturing. However, CAM is now used to
indicate computer software to assist part programming
in a narrow sense.
The biggest difference between part programming
assisted by APT and CAM is usability. Part program-
ming assisted by APT is based on batch processing.
Therefore, many programming errors are not detected
until the end of computer processing. The other hand,
part programming assisted by CAM is interactive-mode
processing with a visual and graphical environment.
It therefore becomes easy to complete a part program
after repeated trial and error using visual verifica-
tion. Additionally, close cooperation between CAD
and CAM offers a significant benefit in terms of
part programming. The geometrical data for each part
designed by CAD are available for automatic tool-
path generation, such as surface profiling, contouring,
and pocket milling, in CAM through software rou-
tines. This saves significant programming time and
effort for part programming. Recently, some simu-
lation technologies have become available to verify
part programs free from machining trouble. Optimiza-
tion of feed speed and detection of machine crash
are two major functions for part program verification.
These functions also save significant production lead
time.
Part F 48.3
Machine Tool Automation 48.4 Technical Innovation in NC Machine Tools 847
48.4 Technical Innovation in NC Machine Tools
48.4.1 Functional and Structural
Innovation by Multitasking
and Multiaxis
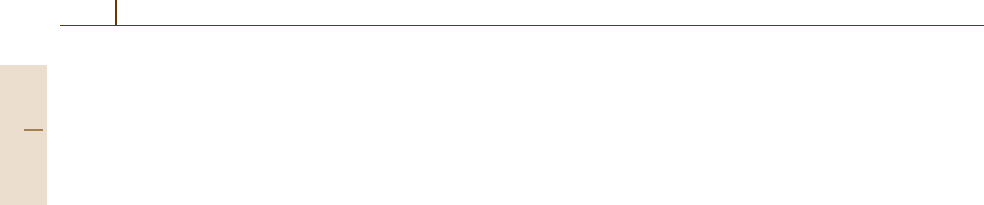
Turning and Milling Integrated Machine Tool
Recently, a turning and milling integrated machine tool
has been developed as a sophisticated turning center.
It also has a rotating cutting tool which can perform
milling operationbesides turning operation, as shown in
Fig.48.18. The benefits ofthe useof turningand milling
integrated machine tools are
1. Reduction of production time
2. Improved machining accuracy
3. Reduction of floor space and initial cost.
As the high performance of these machine tools
was accepted, the configuration became more and
more complicated. Multispindles and multiturrets are
integrated to perform multitasks simultaneously. The
machine tool shown in Fig.48.18 has two spindles: one
milling spindle with four axes and one turret with two
axes. Increasing the complexity of these machine tools
causes the risk of machine crashes during machining
operation, and requires careful part programming to
avoid machine crashes.
Five-Axis Machining Center
Multiaxis machining centers are expanding in practical
applications rapidly. The multiaxis machining center is
applied to generate a workpiece with complex geome-
try with a single machine setup. In particular, five-axis
machining centers have become popular for machining
aircraft parts and complicated surfaces such as dies and
molds. A typical five-axis machining center is shown in
Fig.48.19. Benefits to the use of multiaxis machining
centers are
1. Reduction of preparation time
2. Reduction of production time
3. Improved machining accuracy.
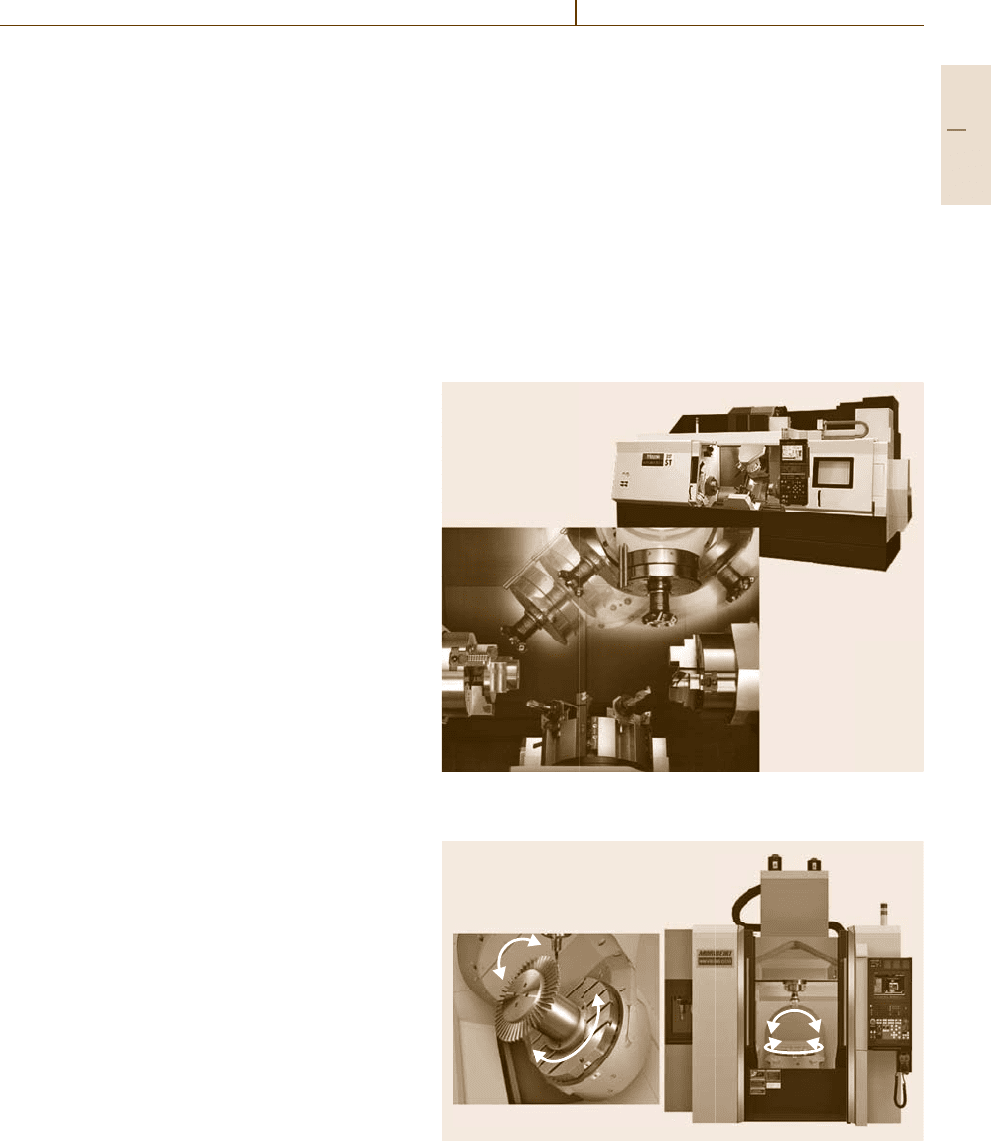
Parallel Kinematic Machine Tool
A parallel kinematic machine tool is classified as a mul-
tiaxis machine tool. In the past years, parallel kinematic
machine tools (PKM) have been studied with inter-
est for their advantages of high stiffness, low inertia,
high accuracy, and high-speed capability. Okuma Cor-
poration in Japan developed the parallel mechanism
machine tool COSMO CENTER PM-600 shown in
Fig.48.20. This machine tool achieves high-speed and
high-degrees-of-freedom machining operation for prac-
tical products.Also, high-speedmilling of a free surface
is shown in Fig.48.20.
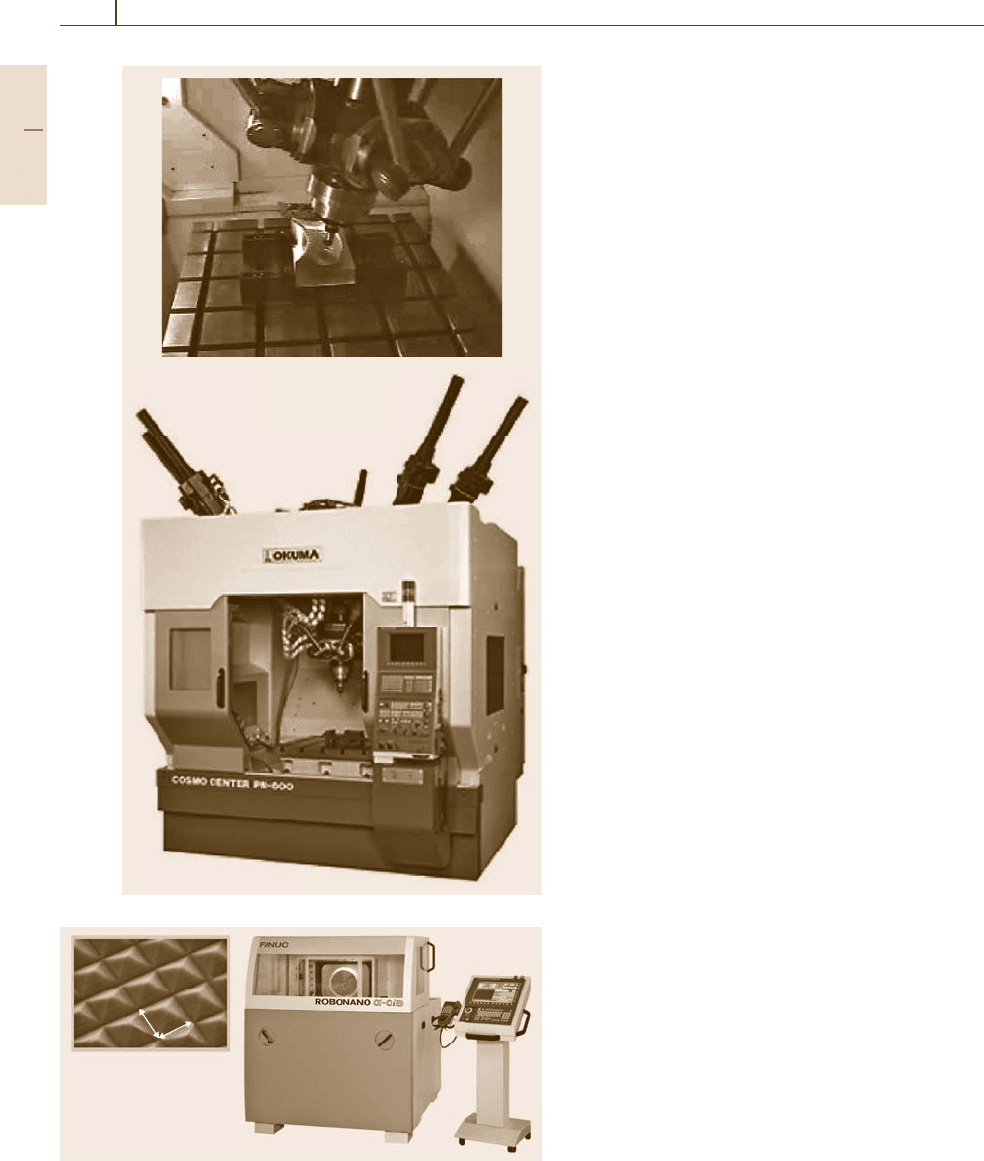
Ultraprecision Machine Tool
Recently, ultraprecision machining technology has ex-
perienced major advances in machine design, perfor-
mance, and productivity. Ultraprecision machining was
successfully adopted for the manufacture of computer
memory discs used in hard-disk drives (HDD), and also
Fig. 48.18 Milling and turning integrated machine tool (courtesy of
Yamazaki Mazak Corp.)
B axis
B axis
C axis
C axis
C axis
C axis
B axis
B axis
Fig. 48.19 Five-axis machining center (courtesy of Mori Seiki Co.
Ltd.)
Part F 48.4
848 Part F Industrial Automation
Cross groove
V-angle : 90°
Pitch : 0.3 µm
Height : 0.15 µm
Material : Ni-P plate
0.3µm
0.3µm
Fig. 48.21 Ultraprecision machine tool (courtesy of Fanuc Ltd.)
Fig. 48.20 Parallel kinematic machining center (courtesy
of OKUMA Corp.)
photoreflector components used in photocopiers and
printers. These applications require extremely high geo-
metrical accuracies and form deviations in combination
with supersmooth surfaces.
The FANUC ROBONANO α-0iB is shown in
Fig.48.21 as an example of a five-axis ultraprecision
machine tool. Nanometer servo-control technologies
and air-bearing technologies are combined to realize
an ultraprecision machine tool. This machine provides
various machining methods for mass production with
nanometer precision in the fields of optical electronics,
semiconductor, medical, and biotechnology.
48.4.2 Innovation in Control Systems
Toward Intelligent CNC Machine
Tools
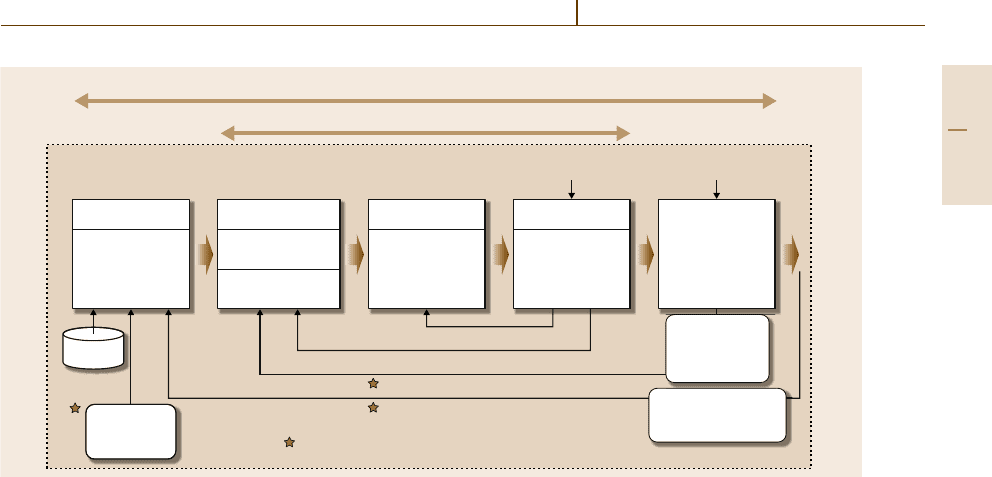
The framework of future intelligent CNC machine tools
is summarized in Fig. 48.22. A conventional CNC con-
trol system has two major levels: the servo control
(level 1 in Fig.48.22) and the interpolator (level 2) for
the axial motion control of machine tools. Certainly, the
conventional CNC control system can achieve highly
sophisticated motion control, but it cannot achieve
sophisticated cutting process control. Two additional
levels of control hierarchy, levels 3 and 4 in Fig. 48.22,
are required for a future intelligent CNC control system
to achieve more sophisticated process control.
Machining operations by conventional CNC ma-
chine tools are generally dominated by NC programs,
and only feed speed can be adapted. For sophisticated
cutting process control, dynamic adaptation of cutting
parameters is indispensable. The adaptive control (AC)
scheme is assigned at a higher level (level 3) of the
control hierarchy, enabling intelligent process monitor-
ing, which can detect machining state independently of
cutting conditions and machining operation.
Level 4 in Fig.48.22 is usually regarded as a super-
visory level that receives feedback from measurements
of the finished part. A reasonable index to evaluate the
cutting results and a reasonable strategy to improve cut-
ting results are required at this level. For this purpose,
the utilization of knowledge, knowhow, and skill related
to machining operations has to be considered. Effec-
tive utilization of feedback information regarding the
cutting results is very important.
Additionally, an autonomous process planning strat-
egy, which can generate a flexible and adaptive working
Part F 48.4
Machine Tool Automation 48.4 Technical Innovation in NC Machine Tools 849
Future intelligent CNC machine tools with adaptive and process control
Current CNC machine tools with/without adaptive control
Computer
• Process planning
• Tool path
generation
(CAPP, CAM)
CNC controller
• Tool path
• Cutting conditions
• Tool position
• Tool velocity
Actuator
• Servo-amplifier
• Servo-motor
• Ball screw
Machine tool
Deformation/vibration/
noise
Servo-control (Level 1)
Interpolation (Level 2)
Cutting process information (Level 3)
Cutting results (Level 4)
: Key issues for future intelligent CNC machine tools
Temperature/vibration
• Relative motion
between tool and
workpiece
• Cutting operation
Cutting process
• Knowledge
• Knowhow
• Skill
• Cutting force
• Temperature
• Vibration
• Noise
• Machining accuracy
• Surface roughness
• Tool condition
Database
Fig. 48.22 Framework of intelligent machine tools (CAPP – computer aided process planning)
plan, is required as a function of intelligent CNC ma-
chine tools. It must be responsive and adaptive to
unpredictable changes, such as job delay, job insertion,
and machine breakdown on machining shop floors. In
order to generate the operation plan autonomously, sev-
eral planning and information processing functions are
needed. Operation planning, cutting tool selection, cut-
ting parameters assignment, and tool-path generation
for each machining operation are required at the ma-
chine level. Product data analysis and machining feature
recognition are important issues as part of information
processing.
48.4.3 Current Technologies
of Advanced CNC Machine Tools
Open Architecture Control
The concept of open architecture control (OAC)was
proposed in the early 1990s. The main aim of OAC
was easy implementation and integration of customer-
specific controls by means of open interfaces and
configuration methods in a vender-neutral standardized
environment [48.2]. It provides the methods and utili-
ties for integrating user-specific requirements, and it is
required to implement several intelligent control appli-
cations for process monitoring and control.
Altintas has developed a user-friendly, reconfig-
urable, and modular toolkit called the open real-time
operating system (ORTS). ORTS has several intelligent
machining modules, as shown in Fig.48.23. It can be
used for the development of real-time signal process-
ing, motion, and process control applications. A sample
tool-path generation using quintic spline interpolation
for high-speed machining is described as an applica-
tion, and a sample cutting force control has also been
demonstrated [48.3].
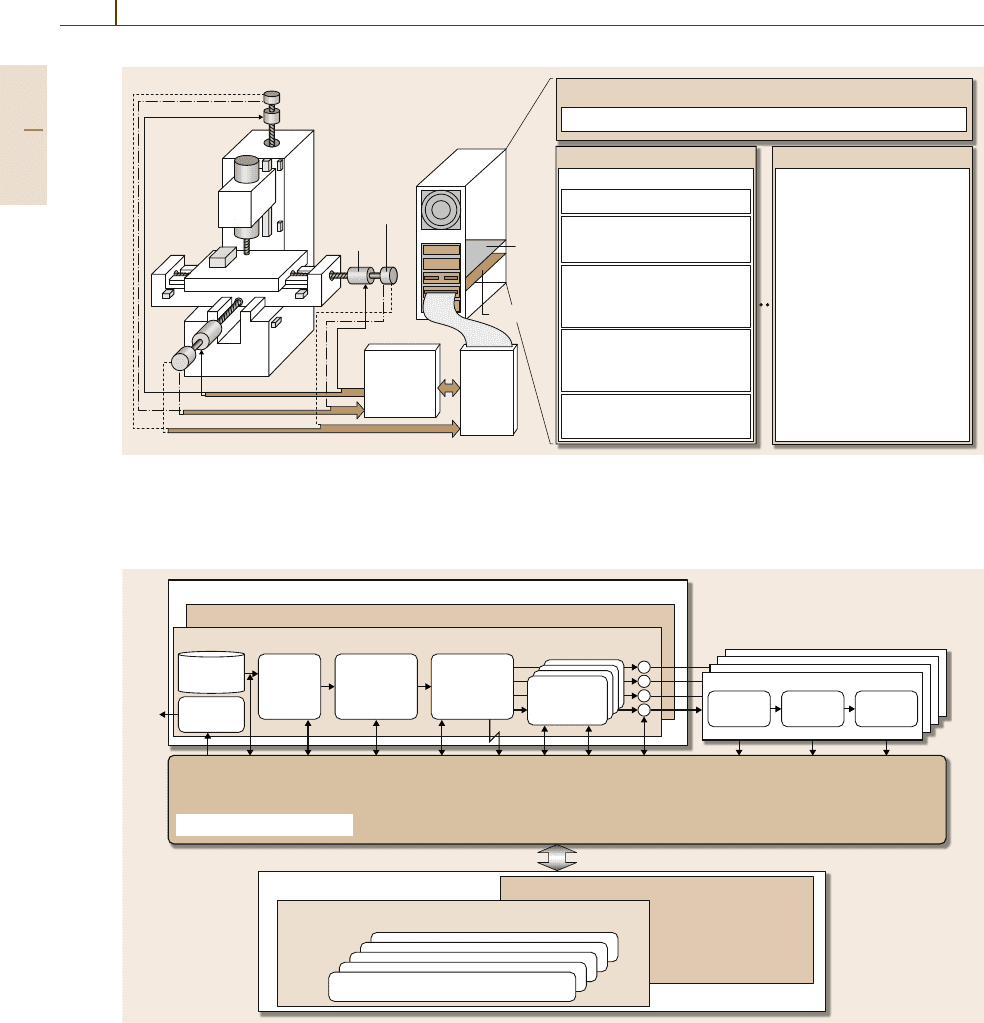
Mori and Yamazaki developed anopen servo-control
system for an intelligent CNC machine tool to mini-
mize the engineering task required for implementing
custom intelligent control functions. The conceptual de-
sign of this system is shown in Fig.48.24. The software
model reference adaptive control was implemented as
a customintelligent function, and a feasibility study was
conducted to show the effectiveness of the open servo
control [48.4]. Open architecture control will reach the
level of maturity required to replace current CNC con-
trollers in the near future. Thecustom intelligent control
functions required for an intelligent machine tool will
be easy to implement with the CNC controller. Ma-
chining performance in terms of higher accuracy and
productivity will thereby be enhanced.
Feedback of Cutting Information
Yamazaki proposed TRUE-CNC as a future-oriented
CNC controller. (TRUE-CNC was named after the
following key words. T: transparent, transportable,
transplantable, R: revivable, U: user-reconfigurable,
and E: evolving.) The system consists of an informa-
tion service, quality control and diagnosis, monitoring,
control, analysis, and planning sections, as shown in
Part F 48.4
850 Part F Industrial Automation
Tacho generator
and encoder
DSP
I/O board
I/O
box
Motor
Servo-
amplifier
Motor power
Velocity feedback
Position feedback
PC/Windows NT-ORTS
- Man machine, communication, CAD/CAM functions, ...
DSP-board 1
Motion control module
NC-code decoding
DSP-board n
Intelligent machining
module
Interpolation
- Linear, circular, spline, ...
- Sensor data collection
- Filtering
- FFT, FRF
- Adaptive control
- Tool wear monitoring
- Tool breakage detection
- Chatter avoidance
- Thermal deformation
compensation
- Probing
- Manipulate machine tool
operating functions
MT operating functions
- Fedd, speed, offsets, ...
Axis control functions
- PID, PPC, CCC,
ZPETC, ...
Sensor functions
- Velocity, torque,
position, force, ...
Fig. 48.23 Application of ORTS on the design of CNC and machining process monitoring (after [48.3]) (DSP – digital
signal processor, FFT – fast Fourier transform, FRF – frequency response function, PID – proportional–integral–
derivative controller, PPC – pole placement controller, CCC – cross coupling controller, ZPETC – zero phase error
tracking controller, I/O – input/output, MT – machine tool)
Program
decode
and
analysis
Preprocess
accel/decel
control
Multiaxis
interpolator
Postprocess
accel/decel
control
NC
program
Display
control
Display
data
NC
program
data
Analised
results
Interpolated
results
Position
command
Axis servo-control
parameters and data
Accl./dcl.
data
Accl./dcl.
parameters
Dual port memory (RAM)
Servo-
control
timing
flag
Position
control
Intelligent control application
Velocity
control
Current
control
Conventional CNC control logic unit
CNC non-real-time processing section
CNC real-time motion control section
Custom real-time execution section
Custom non-real-time execution section
Intelligent control engine
Fig. 48.24 Conceptual design of open servo system (after [48.4])
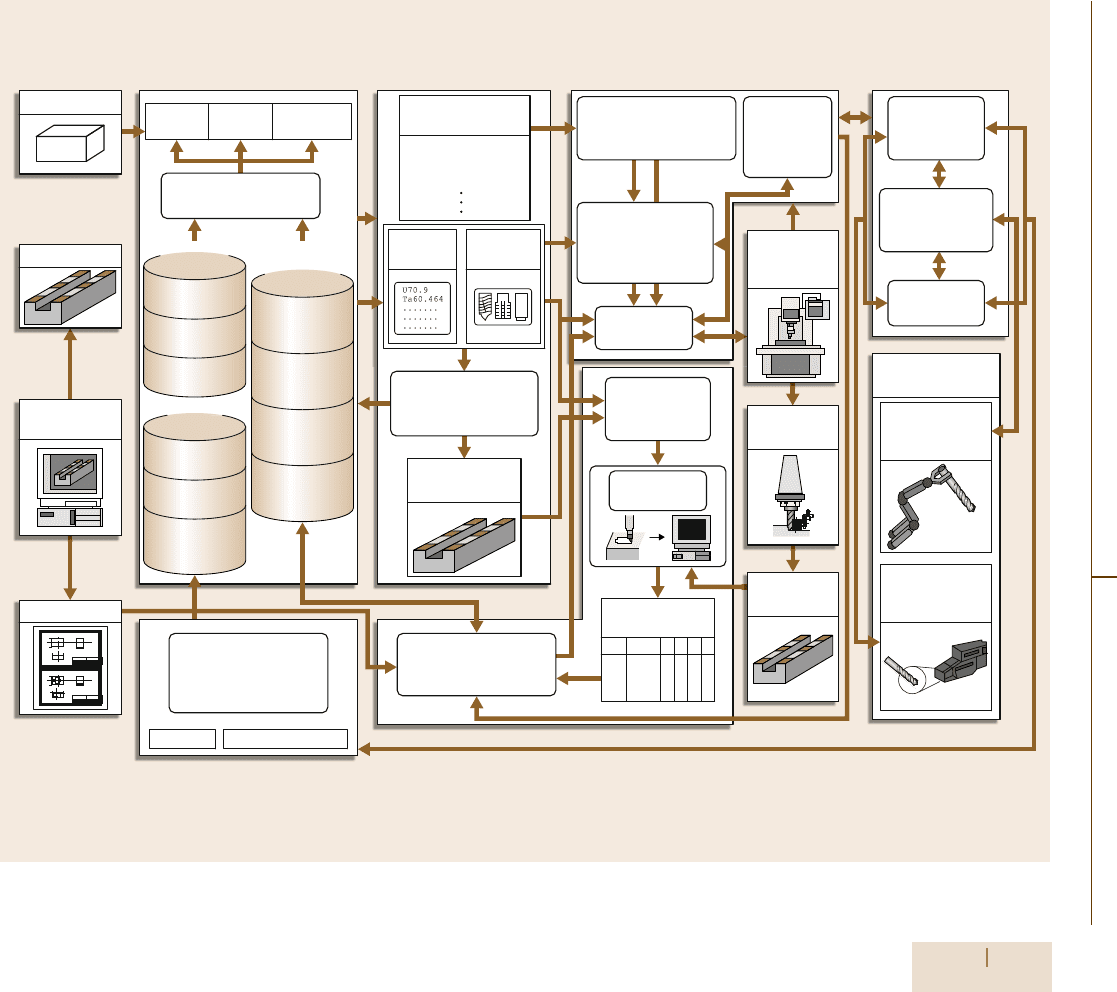
Fig.48.25 [48.5]. TRUE-CNC allows the operator to
achieve maximum productivity and highest quality
for machined parts in a given environment with au-
tonomous capture of machining operation proficiency
and machining knowhow. The autonomous coordinate
measurement planning (ACMP) system is a compo-
nent of TRUE-CNC, and enhances the operability of
coordinate measuring machines (CMMs). The ACMP
generates probe paths autonomously for inline mea-
surement of machined parts [48.6]. Inspection results
Part F 48.4
Machine Tool Automation 48.4 Technical Innovation in NC Machine Tools 851
Blank shape
Product mode
Progressive
product model
Machined
workpiece
Machining
process
Monitoring
system
General-
purpose robot
system
Vision
capture
system
Machine
tool
system
Inspection
result
Hole XYZr#1
CAD based
design
Product mode
Report
Recommendation
Planning section Analysis section Monitoring sectionControl section
Selected
tools
Selected
jigs
Process & operation
planning
Real-time machining
simul. & machining
condition optimization
Machining
environment
recognition
General-
purpose robot
control
Tool wear
recognition
Autonomous
measurement
planning
Real-time machine
motion dynamics
simul. & process
optimization
In-process
& quick
dynamic
calibration
Process analyzer
&
database generator
Main CNC
control
Autonomous
measurement
Evolving information
provision &
consultation service
Quality control &
Machining process
diagnoser
Information service section
QC & diagnosis section
Resource
database
Machine tool
spec. data
Available
tool data
Available jigs
& fixture file
Machining
know-how
database
Operation
sequence
record
Tool
utilization
record
Machining
element
record
Cutting
condition
record
Result
database
Machining
history
Product quality
control
Machining
process
diagnosis
Workpiece
orientation
Operation
procedure list
CNC
program
Tool
data
1. Fix workpiece
2. Setup tools
3. Measure tools
Fig. 48.25 Architecture of TRUE-CNC (after [48.5])
Part F 48.4
852 Part F Industrial Automation
Experimentally obtained
stability lobe diagram
Database
Real-time controller
3-Dimensional
modeler
Design
specification
Tool path generation
with machining
condition information
CAD system
Machining
efficiency
evaluation
Machining
condition
determination
Real-time machining
condition controller
Machining
state judgement
Machining center
NC data interpreter
Modification
of database
(depth of cut,
spindle speed)
Depth of cut,
actual spindle speed
and actual feed speed
Depth of cut,
spindle speed
and feed speed
Geometrical
information
to be machined
Reference
information
Multiaxis force
information
Modified spindle speed
and modified feed speed
Tool path, initial spindle
speed and initial feed speed
Geometrical
information for
a mechanical part
Override value
NC data
Fig. 48.26 Software system configuration of open architecture CNC (after [48.8])
or measurement data are utilized to evaluate the ma-
chining process to be finished and to assist in the
decision-making process for new operation planning.
The autonomous machining process analyzer (AMPA)
system is also a component of TRUE-CNC. In order to
retrieve knowledge, knowhow, and skill related to ma-
chining operations, the AMPA analyzes NC programs
coded by experienced machining operators and gathers
machining information. Machining process sequence,
cutting conditions, machining time, and machining
features are detected automatically andstored inthe ma-
chining knowhow database [48.7], whihc is then used to
generate new operation plans.
Mitsuishi developed a CAD/CAM mutual informa-
tion feedback machining system which has capabilities
for cutting state monitoring, adaptive control, and learn-
ing. The system consists of a CAD system, a database,
and a real-time controller, as shown in Fig. 48.26 [48.8].
The CNC machine tool equipped with a six-axis force
sensor was controlled to obtain the stability lobe dia-
gram. Cutting parameters, such as depth of cut, spindle
speed, and feed speed, are modified dynamically ac-
cording to the sequence for finding stable cutting
states, and the stability lobe diagram is obtained au-
tonomously. The stability lobe diagram is then used to
determine chatter-free cutting conditions. Furthermore,
Mitsuishi proposed a networked remote manufacturing
system which provides remote operating and monitor-
ing [48.9]. The system demonstrated the capability to
transmit the machining state in real time to the operator
who is located far from the machine tool. The operator
can modify the cutting conditions in real time depend-
ing on the machining state monitored.
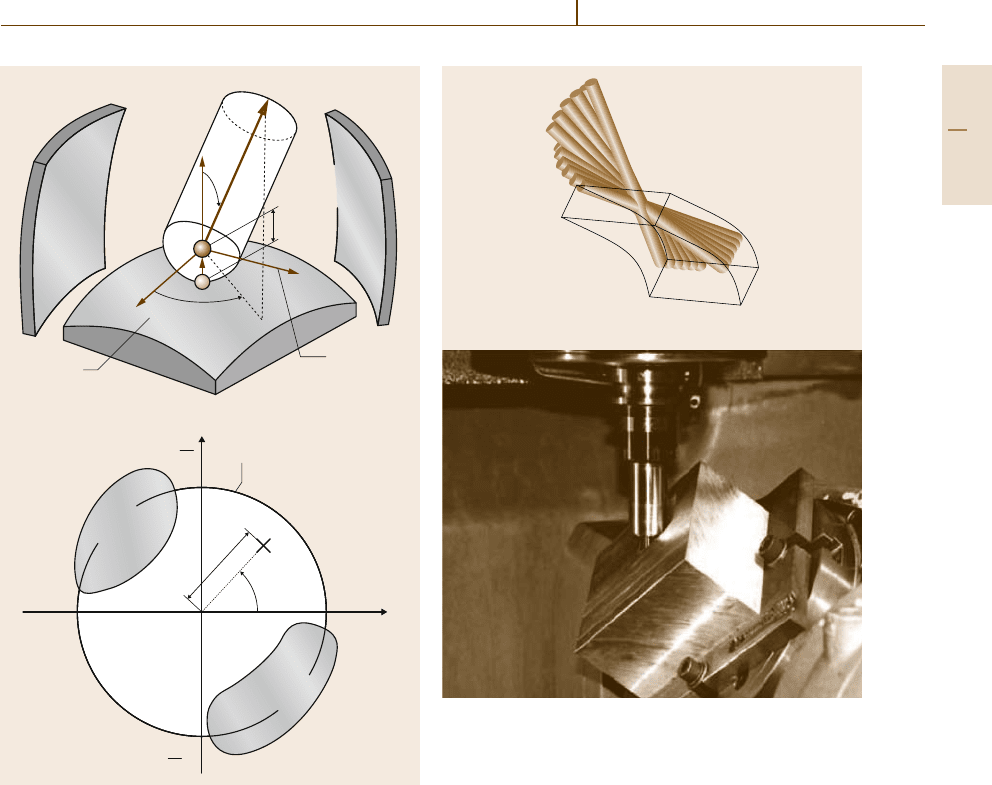
Five-Axis Control
Most commercial CAM systems are not sufficient to
generate suitable cutter location (CL) data for five-axis
control machining. The CL data must be adequately
generated and verified to avoid tool collision with
the workpiece, fixture, and machine tool. In general,
five-axis control machining has the advantage of en-
abling arbitrary tool posture, but it makes it difficult
to find a suitable tool posture for a machining strategy
without tool collision. Morishige and Takeuchi applied
the concept of C-space to generate tool-collision-free
CL data for five-axis control [48.10, 11]. The two-
dimensional C-space is used to represent the relation
between the tool posture and the collision area, as
Part F 48.4
Machine Tool Automation 48.4 Technical Innovation in NC Machine Tools 853
Tool
radius
2
Local
coordinate
system
Surface to
be machined
Boundary of definition area
(limit of inclination angle)
Collision
surface
Collision
area
Collision
area
Free area
Collision
surface
T
Y
X
θ
θ
φ
φ
φ =
φ = 0
θ = 0
φ = 2π
φ = π
π
2
φ =
3
π
Z
O
P
C
Fig. 48.27 Configuration space to define tool posture (af-
ter [48.11])
shown in Fig. 48.27. Also, three-dimensional C-space
is used to generate the most suitable CL data which
satisfy the machining strategy, smooth tool movement,
good surface roughness, and so on. Experimental five-
axis-control collision-free machining was performed
successfully, as shown in Fig.48.28.
48.4.4 Autonomous and Intelligent
Machine Tool
The whole machining operation of conventional CNC
machine tools is predetermined by NC programs. Once
the cutting conditions, such as depth of cut and stepover,
are given by the machining commands in the NC pro-
grams, they are not generally allowed to be changed
Collision-free tool posture
Fig. 48.28 Five-axis control machining (after [48.11])
during machining operations. Therefore NC programs
must be adequately prepared and verified in advance,
which requires extensive amounts of time and effort.
Moreover, NC programs with fixed commands are not
responsive to unpredictable changes, such as job de-
lay, job insertion, and machine breakdown found on
machining shop floors.
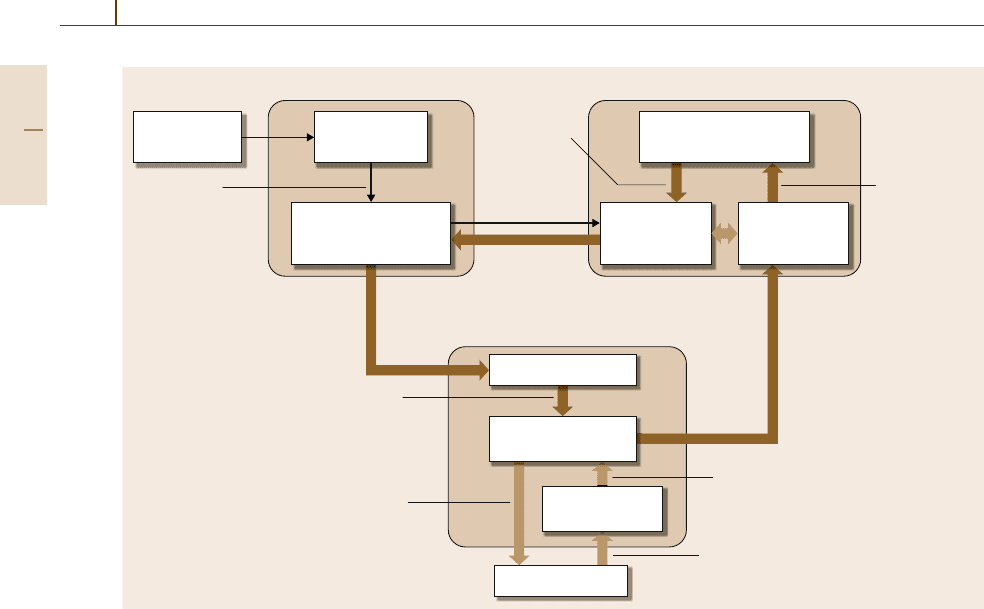
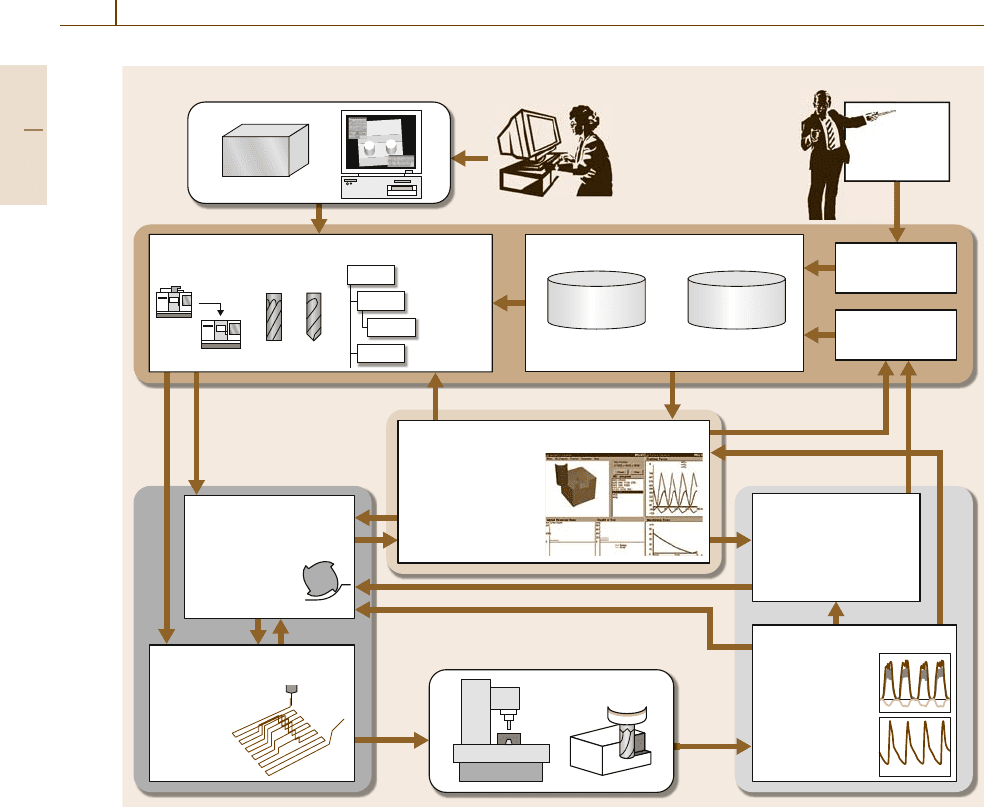
Shirase proposed a new architecture to control
the cutting process autonomously without NC pro-
grams. Figure 48.29 shows the conceptual structure
of autonomous and intelligent machine tools (AIMac).
AIMac consists of four functional modules called
management, strategy, prediction, and observation. All
functional modules are connected with each other to
share cutting information.
Digital Copy Milling
for Real-Time Tool-Path Generation
A technique called digital copy milling has been de-
veloped to control a CNC machine tool directly. The
Part F 48.4
854 Part F Industrial Automation
Machining process
Cutting force
Machining error
Chatter vibration
Cutting temperature
Tool wear, etc.
Feed rate
Spindle speed
Spindle load
Cutting force
Vibration
Temperature
Tool wear, etc.
Machining status
Machining trouble
(chatter vibration,
tool breakage), etc.
Machining sequencePlanning
Cutting condition
maintenance
Real time process stimulation
Tool path generation
Monitoring
Process diagnosis
Database
Database
generation
Database
maintenance
Workpiece model/CAD data
Design
Management
Prediction
Observation
Real machining
Strategy
Tool list
Raw material
Resource
Machining
knowhow
Resource
and
machining data
Machine tool data
Tool data
Machining feature
Cutting condition
Process
---, T2, ---, T5, ---
OP1
T1Face
T2, T3Pocket
T5, T6, T7Hole
T2, T4Step
OP2
--- --- ---
Depth of cut
Stepover
Feed rate
Spindle speed
CL data
Fig. 48.29 Conceptual structure of AIMac
digital copy milling system can generate tool paths in
real time based on the principle of traditional copy
milling. In digital copy milling, a tracing probe and
a master model in traditional copy milling are repre-
sented by three-dimensional (3-D) virtual models in
a computer. A virtual tracing probe is simulated to fol-
low a virtual master model, and cutter locations are
generated dynamically according to the motion of the
virtual tracing probe in real time. In the digital copy
milling, cutter locations are generated autonomously,
and an NC machine tool can be instructed to perform
milling operation without NC programs. Additionally,
not only stepover, but also radial and axial depths of
cut can be modified, as shown in Fig.48.30. Also, dig-
ital copy milling can generate new tool paths to avoid
cutting problems and change the machining sequence
during operation [48.12].
Furthermore, the capability for in-process cutting
parameters modification was demonstrated, as shown in
Fig.48.31 [48.13]. Real-time tool-path generation and
the monitored actual milling are shown in the lower-
left corner and the upper-right corner of this figure.
The monitored cutting torque, adapted feed rate, and
radial and axial depths of cut are shown in the lower-
right corner of this figure. The cutting parameters can
be modified dynamically to maintain the cutting load.
Part F 48.4