Научный вестник ДГМА 2009 № 01
Подождите немного. Документ загружается.


НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
125
Легирующие элементы в разной степени повышают прочность металла швов. Так, пластиче-
ские свойства существенно снижаются железа свыше 11 масс. %, а предел прочности повы-
шается. Структура металла определяется режимами его горячей пластической деформации
и термической обработки, в первую очередь – от отжига. В зависимости от состава сплава
и назначения полуфабриката и изделия отжиг может быть полным и неполным, ступенчатым
и изотермическим. Предел прочности титана значительно увеличивается при деформации.
При 80 %-ом обжатии технический титан упрочняется в 3 раза, титановые сплавы можно уп-
рочнить в 2 раза [1–4].
Целью работы является анализ результатов исследований причин возникновения де-
фектов и определение влияния технологии изготовления полуфабрикатов на качество метал-
ла шва.
Влияние технологии изготовления полуфабрикатов из титанового сплава на качество
сварного соединения исследовали на образцах одинаковой плавки. Деформацию металла
первой плавки начинали при температуре выше Т
п.п.
(температура полиморфного превраще-
ния), а заканчивали в двухфазной α + β – области. Металл второй плавки деформировали
в температурном интервале ниже Т
п.п.
Степень деформации в обоих случаях составляла –
50 %. Таким образом, образцы основного металла отличались лишь температурными усло-
виями прокатки и, как результат этого, установлены особенности микроструктуры. Для об-
разцов сплава первой плавки характерно пластинчатое строение α-фазы, которая располага-
ется в пределах высокотемпературных β-зерен в виде блоков различной ориентации. Образ-
цы сплава второй плавки имели волокнистое строение за счет вытянутых в направлении про-
катки α-зерен. Пространственная ориентация оси текстуры при прокатке титановых сплавов
влияет на процесс формирования сварного соединения, поэтому, в частности, при раскрое
элементов конструкций из текстурированных листовых материалов и назначении параметров
режимов сварки необходимо учитывать этот фактор. Наиболее благоприятной является кон-
струкция, при которой оси кристаллов вытянуты в направлении действующей нагрузки
[5, 6].
Вследствие недостаточной термомеханической обработки в середине полуфабрикаты
большой толщины (плиты, поковки 8...40 мм, например, сплава ВТ20), часто содержат мик-
ропоры и газовые коллекторы размером 2·10
-3
– 1·10
-2
мм, не обнаруживаемые ультразвуком
и рентгеновским контролем из-за малых размеров, и несплошности других видов. Структура
сердцевины крупнозернистая [7].
На качество сварки листового проката титановых сплавов, в частности ВТ1-0, оказы-
вает влияние отжиг. При исследовании структурных изменений и газонасыщения в различ-
ных условиях вакуума и температуры было установлено, что насыщение поверхности
кисло-
родом, азотом и углеродом снижает циклическую долговечность и сопротивляемость замед-
ленному разрушению. Тем не менее, отжиг необходим для улучшения структуры проката
и при любой технологии сварки плавлением металл околошовной зоны находится в услови-
ях, идентичных условиям отжига. В целях обеспечения высокой эксплуатационной долго-
вечности для сварных соединений листового титанового сплава ОТ1 отжиг проводят в тече-
ние одного часа при 430–450 ºС, а для сварных листовых соединений ОТ4 – отжиг на воздухе
при 450–500 ºС.
Следует отметить, что для полуфабрикатов установлены допустимые безопасные
концентрации водорода. Однако при оценке безопасных концентраций необходимо учиты-
вать возможность: а) неравномерного распределения по объему металла уже при изготовле-
нии; б) перераспределения в процессе сварки и другой технологический обработки; в) на-
правленную диффузию в процессе эксплуатации изделия. Опасность водородной концентра-
ции и водородной хрупкости снижается благодаря предварительному отжигу полуфабрика-
тов [8–12].

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
12
6
Существенное снижение пористости в сварных швах достигается при применении
ультразвуковых колебаний и электромагнитного перемешивания сварочной ванны [13, 14].
При изготовлении листовых сварных конструкций часто возникает необходимость
деформации участков со сварными швами, например, путем формообразования, рихтовки.
Вместе с тем в литературных источниках практически не содержатся сведения о влиянии
степени деформации на циклическую долговечность, определяющую ресурс конструкций
летательных аппаратов. Существенное значение имеет выбор оптимальной температуры от-
жига, обеспечивающий максимальную циклическую долговечность деформированных свар-
ных соединений. Установлена возможность холодной деформации листовых сварных соеди-
нений из титановых сплавов различных групп прочности без значительного снижения по-
вторно-статической долговечности [15].
От состава и структуры, а также примесных элементов в литых и обработанных заго-
товках зависит не только снижение механических свойств сварных соединений, но и корро-
зионное растрескивание. Чувствительность титановых сплавов к такому эффекту зависит от
специфических растворов – галогенидов, окисляющих кислот и др. На растрескивании осо-
бенно сказывается сегрегация микроэлементов.
Высокой коррозионной стойкостью обладает титан-никель-циркониевый сплав 4207,
изделия из которого работают в горячих солевых растворах. После горячей штамповки
и вальцовки в холодном состоянии он сильно выраженную анизотропию по толщине листа,
тем не менее, конструкции, выполненные аргонодуговой сваркой с присадочными прутками,
обеспечивают равнопрочность и трещиностойкость.
Особый раздел сварочного производства составляет изготовление и подготовка к при-
менению электродных и присадочных проволок. Схема изготовления: горячая прокатка заго-
товок на мелкосортном стане в катанку диаметром 8,0 мм, теплое и холодное волочение до
требуемых диаметров с промежуточными отжигами, с окончательным травлением и отжигом
в вакуумных печах. На поверхности проволоки остаются дефекты исходной заготовки в виде
закатов, рисок, включений и расслоений, что отрицательно сказывается на качестве металла
шва (пористость, включения).
Листовой прокат титановых сплавов марок ВТ-1-0, ОТ4, ПТ3В, АТ3, АТ6 и 4201 при-
меняется, в частности в химическом машиностроении. Химическая неоднородность распре-
деления примесей и легирующих элементов основного металла и металла шва может явиться
причиной разрушения аппаратуры, эксплуатирующейся при высоких температурах в среде
повышенной агрессивности. Готовыми зародышами газовой
фазы при сварке гидридообра-
зующих химически активных металлов могут быть дефекты обработки торцовых поверхно-
стей свариваемых кромок и присадочной (электродной) проволоки; наследственные внут-
ренние дефекты металла (газовые коллекторы и поры). По статистическим данным в тонко-
листовых качественных полуфабрикатах такие дефекты металла, такие дефекты как газовые
коллекторы и поры, образуются редко. В
условиях расплавления стыковых соединений из
активных металлов, в частности титана, зародыши газовой фазы возникают на стадии нагре-
ва перед сварочной ванной в закрытых (герметичных) полостях, заполненных плохо раство-
римым или не успевшим раствориться газом. Эти полости образуются в результате сближе-
ния дефектов на шероховатых торцовых поверхностях кромок и сжатия последних под дей-
ствием усилий, возникающих при нагреве и остывании металла шва в процессе сварки.
В момент расплавления стыка кромок из закрытых полостей формируются готовые зароды-
ши пузырьков, которые попадают в объем ванны, резко увеличиваясь в размерах. В эти заро-
дыши может диффундировать растворенный водород [16]. В околошовной зоне и шве про-
исходят неблагоприятные изменения структуры и механических свойств металла, что требу-
ет применения особых режимов сварки и термообработки. Основные трудности сварки тита-
на и его сплавов вызваны поглощением жидким или нагретым металлом газов, их диффузией
в зону сварки из основного металла, повышенным содержанием газов в основном или приса-
дочном металле.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
12
7
Для сварки титановых сплавов в основном применяются почти все созданные для
сварки сталей и цветных металлов способы. Обязательным условием получения качествен-
ных соединений является регулирование механических свойств и структуры металла швов
и зоны термического влияния путем выбора рациональной технологии и режимов сварки,
обеспечивающих ее выполнение при минимальной погонной энергии. Качество сварных со-
единений во многом определяется технологией подготовки кромок под сварку. Обязатель-
ным условием получения качественных изделий из титана является точное определение ра-
циональной технологии обработки, в частности режимов сваривания [17].
Благодаря своим уникальным свойствам титановые сплавы применяют как конструк-
ционный материал в авиационной и космической технике, в химической и нефтяной про-
мышленности, судостроении, автомобилестроении и т. п. Жаропрочные сплавы ВТ3-1, ВТ8
и другие применяют для дисков и лопаток компрессоров, кожуха авиационных двигателей,
при строительстве судов малого каботажа, мачт и корпусов яхт, а также при производстве
товаров народного потребления. Используется для изготовления теплообменной аппаратуры
АЭС, подводных крыльев, гребных винтов, напряженных элементов донной части
морских
платформ, бурильных платформ и др. Из титановых сплавов изготовляют конструкции бое-
вых самолетов и больших подводных лодок, благодаря чему удается уменьшить массу изде-
лий при большой прочности и соответственно повысить их эксплуатационные, технические
качества. Эти материалы хорошо выдерживают динамические нагрузки, имеют достаточную
жаропрочность и жаростойкость. Титановые сплавы удовлетворяют требованиям,
которые
предъявляются к материалам ответственных узлов ракетных конструкций. Была создана тех-
нология упрочняющей термической обработки крупногабаритных заготовок из титановых
сплавов ВТ3-1 для корпусов соплового блока, крышек, фланцев. Полученные крупногаба-
ритные титановые заготовки имеют стабильные характеристики. Вместе со специалистами
института электросварки им. Е. О. Патона, Южного машиностроительного завода и ряда дру-
гих организаций разработали технологию электронно-лучевого сваривания корпусов сопло-
вых блоков из титановых сплавов, которая разрешила повысить конструктивную прочность
узла, уменьшить его массу и снизить трудоемкость изготовления. Прочные корпуса указан-
ных подводных лодок представляют собой полностью сварные пространственные конструк-
ции из титановых сплавов большой толщины. Послесварочная термическая обработка (оста-
точные сварочные напряжения достигают 40 %, диаметр 0,2 мм) таких конструкций невоз-
можна из-за больших габаритов и массы. Замедленное разрушение и коррозионное растрес-
кивание на корпусах не наблюдались благодаря рациональному конструированию и пра-
вильному выбору технологии сварки, а также высоким показателям пластичности корпусных
материалов и культуре производства [17, 18].
ВЫВОДЫ
Титан и его сплавы имеют ряд преимуществ, по сравнению с большинством традици-
онных конструкционных материалов. Сплавы на основе титана с добавками ряда элементов
отличаются высокой механической прочностью, жаропрочностью, коррозионной стойкостью
во многих естественных, биологических и технологических средах. Существенного повыше-
ния коррозионной стойкости титана можно достичь путем микролегирования. В настоящее
время полуфабрикаты получают всеми основными способами обработки металлов давлением
из губки. Губка, кроме титана, содержит ряд других элементов и прессуется вместе с ними.
Включения в различной степени влияют на прочностные характеристики материала. Меха-
нические свойства титановых сплавов зависят также от фазового состава и структуры.
Пространственная ориентация оси текстуры при прокатке титановых сплавов влияет на про-
цесс формирования сварного соединения, поэтому, в частности, при раскрое элементов кон-
струкций из текстурированных листовых материалов и назначении параметров режимов
сварки необходимо учитывать этот фактор. Наиболее благоприятной является конструкция,

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
128
при которой оси кристаллов вытянуты в направлении действующей нагрузки. Для полуфаб-
рикатов установлены допустимые безопасные концентрации водорода, при оценке которых
необходимо учитывать характер распределения по объему металла уже при изготовлении;
перераспределения в процессе сварки и другой технологической обработки; направленную
диффузию в процессе эксплуатации изделия. Опасность водородной концентрации и водо-
родной хрупкости снижается благодаря предварительному отжигу полуфабрикатов. Для
сварки титановых сплавов в основном применяются почти все созданные для сварки сталей
и цветных металлов способы. Обязательным условием получения качественных соединений
является регулирование механических свойств и структуры металла швов и зоны термиче-
ского влияния путем выбора рациональной технологии и режимов сварки, обеспечивающих
ее выполнение при минимальной погонной энергии. Существенное снижение пористости
в сварных швах достигается при применении ультразвуковых колебаний и электромагнитного
перемешивания сварочной ванны.
ЛИТЕРАТУРА
1. Металлургия и технология сварки титана и его сплавов / Под ред. С. М. Гуревича. – Киев : Наукова
думка, 1978. – 457 с.
2. Introduction of titanium and its alloys // Metallurgia. – 1997. – № 3. – Р. 88–92.
3. Калачев Б. А. Титановые сплавы, легированные железом / Б. А. Калачев, Д. В. Рынденков // Обработ-
ка легких и специальных сплавов. – М. : ВИЛС, 1996. – С. 134–148.
4. Fujii H. Development of high performance Ti-Fe-Al alloy series / H. Fujii, K. Takahashi // Nippon Steel
Technical Report № 85. – 2002. – № 1. – Р. 113–117.
5. Влияние технологии изготовления
полуфабрикатов из титанового сплава АТЗ на коррозионную
стойкость сварных соединений / В. Е. Блащук, В. Н. Замков, Л. М. Оноприенко и др. // Автоматическая сварка. –
1994. – № 1. – С. 33–35.
6. Влияние технологии изготовления полуфабрикатов и режимов отжига на коррозионную стойкость
и коррозионное растрескивание титанового сплава АТЗ / В. Е. Блащук, В. Н. Замков, И. Б. Лавровская
,
Л. М. Оноприенко // Расшир. тез. докл. Конгресс «Защита-92». – Москва, сентябрь 1992 г. – Т. 3. – М. : 1992. –
С. 165–167.
7. Повторно-статическая долговечность деформированных сварных соединений титановых сплавов /
А. Б. Коломенский, В. А. Саликов, А. Н. Рощупкин, А. В. Дегтярев, А. В. Шамаев // Сварочное производство. –
1996. – № 10. – С. 9–11.
8. Рязанцев В. И. Сварка конструкций орбитального самолета «Буран
» / В. И. Рязанцев, В. А. Федосеев //
Сварочное производство. – 1997. – № 4. – С. 31–36.
9. Патон Б. Е. Современное состояние и новые технологии электронно-лучевой сварки конструкций /
Б. Е. Патон, А. А. Бондарев // Автоматическая сварка. – 2004. – № 11. – С. 23–31.
10. Фридляндер И. Н. Конструкционные алюминиевые сплавы / И. Н. Фридляндер // Металловедение
и термическая обработка металлов. – 1990. – № 4. – С. 2–8.
11. Heinz A. Innovative aluminium materials and components for aerospace application / A. Heinz, A. Haszler,
O. Muller // Int. Conf. New Dev. Met. Process Technol., June 13–15 1999, Dusseldorf. – Dusseldorf, 1999. – Р. 412–416.
12. Редчиц А. В. Оценка качества полуфабрикатов из титановых сплавов по технологической пробе на
наличие несплошности и загазованности металла / А. В. Редчиц, В. В. Редчиц // Сварочное производство. –
1993. – № 10. – С. 35–36.
13. Никифоров Г. Д. О механизме образования пор при сварке титановых сплавов / Г. Д. Никифоров,
В. В. Редчиц // Сварочное производство. – 1971. –
№ 9. – С. 48–50.
14. Блащук В. Е. Плазменная сварка титановых сплавов / В. Е. Блащук, Л. М. Оноприенко, Г. М. Ше-
ленко // Автоматическая сварка. – 1993. – № 3. – С. 31–33.
15. Долотов Б. И. О возможности получения плотных швов на титановых сплавах / Б. И. Долотов,
В. И. Муравьев, Б. Н. Марьин // Сварочное производство. – 1996. – № 12. – С. 6–8.
16. Редчиц В.
В. Основные закономерности образования пор при сварке плавлением титана и его спла-
вов / В. В. Редчиц, Г. Д. Никифоров, В. В. Фролов // Сварочное производство. – 1987. – № 5. – С. 28–30.
17. Замков В. Н. Достижения в области технологии сварки титана / В. Н. Замков, В. П. Прилуцкий,
Ю. К. Новиков // Автоматическая сварка. – 1993. – № 5. – С. 25–27.
18. Братухин А
. Г. Применение свариваемых титановых сплавов в отечественной авиации / А. Г. Бра-
тухин // Сварочное производство. – 1997. – № 5. – С. 17–20.

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
129
ПРОЕКТИРОВАНИЕ ПОЛЬЗОВАТЕЛЬСКОГО ИНТЕРФЕЙСА НА ОСНОВЕ
СЕМАНТИЧЕСКОЙ МОДЕЛИ ПРЕДМЕТНОЙ ОБЛАСТИ
Лютакова Е. М.
Рассмотрены проблемы проектирования информационных систем, предложен вариант
проектирования на основе семантической модели предметной области. Предложен процесс
проектирования базы данных на основе выделения сущностей из семантических объектов.
Раскрыто понятие семантического объекта и приведены их примеры. Разработана методика
проектирования пользовательского интерфейса на основе представлений семантических объ-
ектов. Предложены формализованные правила для проектирования
пользовательского ин-
терфейса на основе семантической модели предметной области.
Розглянуті проблеми проектування інформаційних систем, запропоновано варіант
проектування на основі семантичної моделі предметної області. Запропоновано процес прое-
ктування бази даних на основі відокремлення суті з семантичних об’ектів. Розкрито поняття
семантичного об’екту та наведені їх приклади. Розроблена методика проектування інтерфей-
су користувача на основі уявлень семантичних об’ектів. Запропоновані правила проектуван-
ня інтерфейсу користувача на основі семантичної моделі предметної області.
Problems of design information systems are considered. Using semantic model of domain
for database design is offered. Method for design user interface based on presentation of semantic
object is developed. The concept of semantic objects is exposed. Examples of semantic objects are
illustrated. Formal rules for design user interface with using semantic objects are described. Per-
spective decisions of computer-aided design user interface are suggested. Formal methods for de-
sign user interface in educational aims are offered.
Лютакова Е. М. ст. преп. кафедры КИТ ДГМА
elena_lyut@mail.ru
ДГМА – Донбасская государственная машиностроительная академия

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
130
УДК 004.5.3.06
Лютакова Е. М.
ПРОЕКТИРОВАНИЕ ПОЛЬЗОВАТЕЛЬСКОГО ИНТЕРФЕЙСА НА ОСНОВЕ
СЕМАНТИЧЕСКОЙ МОДЕЛИ ПРЕДМЕТНОЙ ОБЛАСТИ
Современный программный продукт находит своего потребителя только в том случае,
если пользователя удовлетворяет интерфейс программного продукта. Свойство интерфейса
отвечать потребностям пользователя называется usability. В переводе с английского это сло-
во означает удобство работы, простота использования. Вопрос разработки пользовательского
интерфейса не формализован. Обычно предлагается набор рекомендаций, правил, подходов
к разработке интерфейса [1–2]. Однако таким образом невозможно в условиях обучения фор-
мализовать требования к разработке пользовательского интерфейса программных продуктов
в рамках курсовых и дипломных проектов. Таким образом, актуальность вопроса формали-
зации подходов при проектировании пользовательского интерфейса имеет с одной стороны
методический характер, с другой стороны – научный, поскольку данный вопрос активно об-
суждается ИТ-разработчиками.
Предлагаемая методика проектирования пользовательского интерфейса основана на
семантических объектах. Понятие семантических объектов и семантической модели пред-
метной области рассматривается Д. Кренке в базовой книге «Теория и практика построения
баз данных», как один из возможных подходов при проектировании базы данных [1]. Семан-
тическая модель основана на принципах, опубликованных Хаммером и Маклеодом [3]. В це-
лях обучения семантическая объектная модель предметной области имеет преимущества пе-
ред другими моделями, т. к. понятна и основывается на реальных объектах предметной об-
ласти. Это позволяет студентам проявлять самостоятельность при анализе предметной об-
ласти, а преподавателям формализовать подходы проектирования информационной системы
в целом, в том числе пользовательского интерфейса.
Целью статьи является создание методики проектирования пользовательского интер-
фейса, которую можно использовать в учебных целях, на основе семантической модели
предметной области.
Информационная система может быть представлена тремя уровнями:
− уровень представлений;
− уровень бизнес-логики;
− уровень доступа к данным [2].
При проектировании информационной системы, прежде всего, необходимо изучить
предметную область. Методы изучения предметной области ограничены и включают:
− анализ документооборота в предметной области;
− интервьюирование специалистов исследуемой предметной области [4].
Заканчивается изучение документированием изученной предметной области при по-
мощи различных видов диаграмм и сопровождающего текстового описания, назначение ко-
торых заключается в описании предметной области в различных аспектах. Главные из них
отражают последовательность и вид преобразование данных, функциональное содержание
системы, последовательность выполнения функционала, участников системы (актеров) и их
связь с функционалом.
При выполнении курсовых и дипломных проектов, связанных с проектированием ин-
формационных систем по различной тематике предметных областей преподаватель выступает
в качестве источника информации об этой предметной области. Такой способ «изучения»
предметной области для студента является недостаточным, поскольку используется только
один метод – интервьюирование. Реально же изучение предметной области начинается с изу-
чения документов, которые имеют место в предметной области, а метод интервьюирования

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
131
используется только для уточнения, «деталировки». Документы предметной области для ра-
ботника данной области являются теми смысловыми объектами, которыми он оперирует
в своей деятельности постоянно. Например, чек для продавца имеет смысл с точки зрения
денежного подтверждения полученной суммы, свидетельства выполнения его обязанностей,
как продавца, является подтверждением отсутствия проданного товара и т. д. Продавец сво-
бодно оперирует этим понятием, использует его для решения возникших проблем и готов
к восприятию этого понятия при внедрении продавца во вновь создаваемую информацион-
ную среду, как пользователя. Следовательно, чек можно отнести к семантическим объекта
предметной области, связанной с торговлей. Требование к описанию семантических объек-
тов в методиках изучения предметных областей практически отсутствует. По сути, семанти-
ческие объекты являются началом изучения и итогом проектирования информационной сис-
темы предметной области.
На рис. 1 показан наглядный пример того, как через изучение семантических объектов
производится проектирование системы хранения данных (в частности реляционной БД). Ри-
сунок иллюстрирует процесс работы проектировщика БД. Он начинается с изучения и опи-
сания семантических объектов, которые имеют реальное воплощение в виде документов
предметной области, на их основе выделяются сущности, на основе сущностей строятся таб-
лицы БД. Предложенная система имеет обратную связь, когда на базе спроектированных
таблиц строятся семантические объекты, они сравниваются с исходными в предметной об-
ласти, при несоответствии производится коррекция БД. Такой итеративный процесс гаран-
тирует соответствие спроектированной БД смысловому содержанию предметной области.
Рис. 1. Процесс проектирования базы данных на основе семантической модели
предметной области
С того момента, когда семантический объект стал рассматриваться не только, как не-
кий документ, понятный пользователю, а как основа для проектирования информационной
системы, у него выявились новые качества. Рассматривая семантический объект с различных
позиций, его можно определить по-разному, что способствует целостному восприятию се-
мантического объекта, как исходной точки проектирования информационной системы. Так,
с точки зрения проектировщика БД семантический объект – это совокупность атрибутов, объ-
единенных под общим именем феномена, понятным для пользователя. С точки зрения проек-
тировщика программного кода семантический объект – это способ доступно изложить кар-
тину предметной области в виде диаграмм семантических объектов, на основе которых мож-
но построить систему классов программного обеспечения. С точки зрения проектировщика
Сущность
Семантический
объект
Сущность
Семантический
объект
Семантический
объект
добавить или
изменить
спроектировать
таблицы
таблица
таблица
таблица
таблица
получить
Семантический
объект
Семантический
объект
Семантический
объект
Сравнить с исходными
ИЗУЧЕНИЕ ПО
БД
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
132
пользовательского интерфейса семантический объект это представление предметной облас-
ти. Следовательно, семантический объект является тем фундаментом, на основе которого все
участники – разработчики отдельных слоев системы могут находить контакт между собой,
работа между ними может быть распараллелена и, самое главное,- появляется возможность
осуществлять взаимодействие между разработчиками, опираясь на заведомо реальное пред-
ставление предметной области.
Особенный интерес представляет семантический объект при проектировании интер-
фейса пользователя, поскольку в данном вопросе полагаются и ссылаются исключительно на
опыт разработчика интерфейса и неформализованные рекомендации по его проектированию.
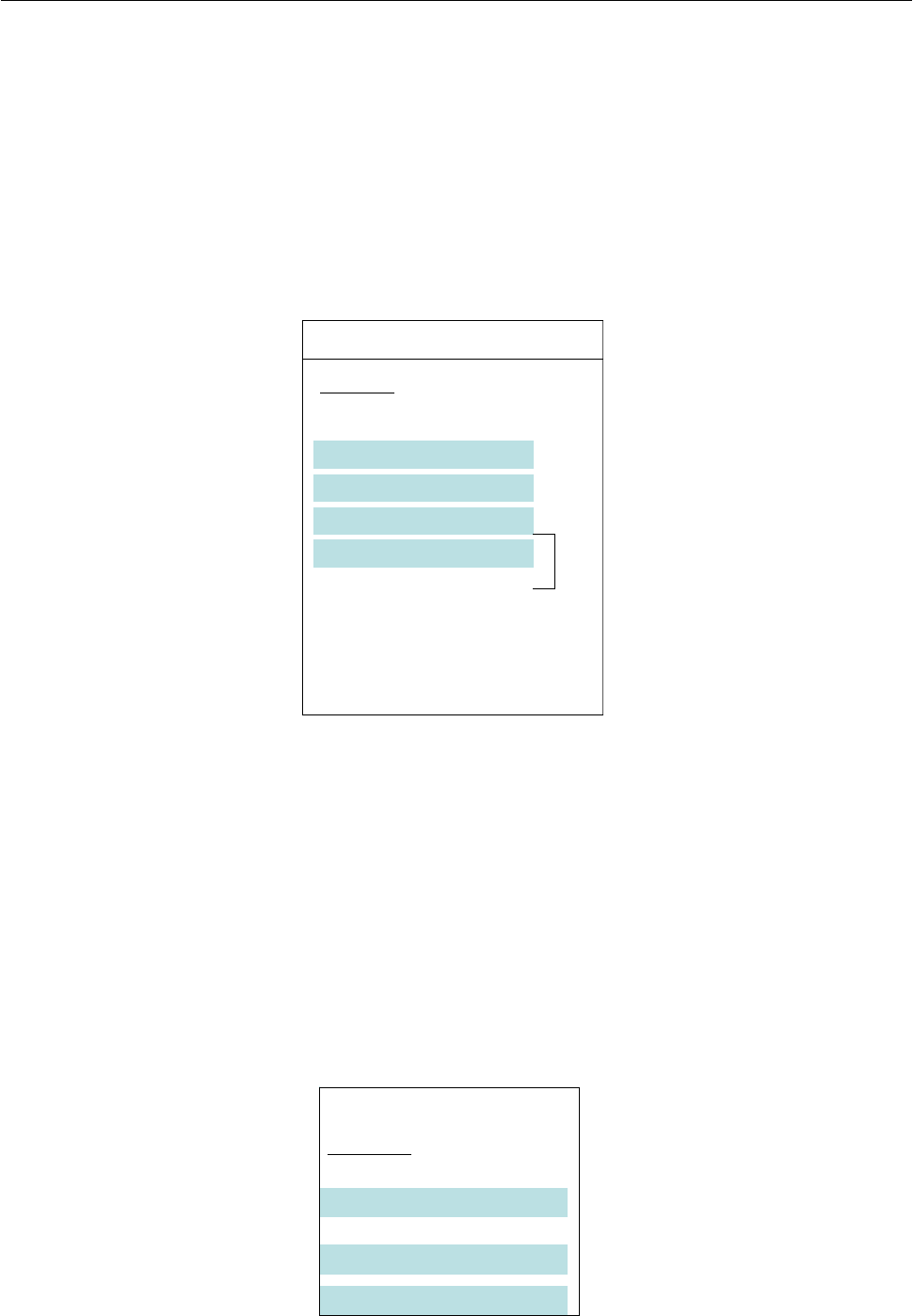
Рассмотрим на примере вид семантического объекта «Ведомость».
ВЕДОМОСТЬ
Тип ведомости
ID Номер
Дисциплина
Дата
Преподаватель
Студент
Группа
Балл
1.N
Количество явившихся
Количество не явившихся
Всего хорошо
Всего отлично
Всего удовлетворительно
Всего неудовлетворительно
1.3
Рис. 2. Семантический объект «Ведомость»
Данный семантический объект показывает, как данные соотносятся между собой.
Студент и его балл находятся в одной группе, и эта группа повторяется много раз (карди-
нальность N). Преподаватель, дисциплина, группа, студент сами являются семантическими
объектом в исследуемой предметной области. Ведомость без связи с этими семантическими
объектами не имеет смысла. Преподаватель имеет кардинальность 3, т. к. в ведомости могут
быть ссылки на лектора и преподавателей, которые ведут практику. Все остальное содержа-
ние ведомости представлено одиночными атрибутами. Среди атрибутов особый смысл имеет
ID номер, который является уникальным для каждой ведомости.
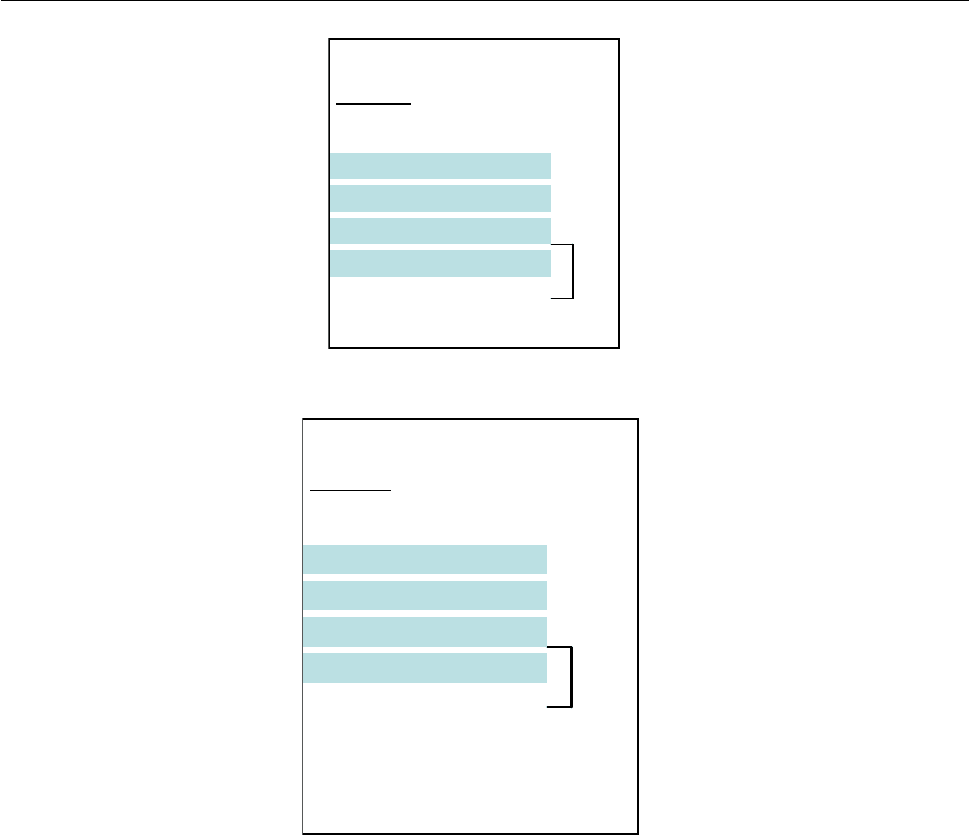
При работе с ведомостью имеют место три прецедента: получение, заполнение и пе-
чать ведомости. Для каждого прецедента можно создать свое представление. Их вид приве-
ден на рис. 3–5.
ВЕДОМОСТЬ (получение)
Тип ведомости
ID Номер
Дисциплина
Преподаватель
Группа
Рис. 3. Представление для прецедента «Получение ведомости»
НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
133
ВЕДОМОСТЬ
Тип ведомости
ID Номер
Дисциплина
Дата
Преподаватель
Студент
Группа
Балл
1.N
Количество явившихся
Количество не явившихся
1.3
Рис. 4. Представление для прецедента «Заполнение ведомости»
ВЕДОМОСТЬ
Тип ведомости
ID Номер
Дисциплина
Дата
Преподаватель
Студент
Группа
Балл
1.N
Количество явившихся
Количество не явившихся
Всего хорошо
Всего отлично
Всего удовлетворительно
Всего неудовлетворительно
1.3
Рис. 5. Представление для прецедента «Печать ведомости»
На основании спроектированных представлений можно, руководствуясь формальны-
ми правилами, выбрать, какие визуальные компоненты должны быть установлены на форме
или, как должен выглядеть отчет. Само оформление формы и отчета являются творческой
работой и могут выполняться в соответствии со вкусом разработчика.
В целом алгоритм проектирования пользовательского интерфейса можно описать сло-
весно следующим образом:
1. Согласно прецедентам, которые зафиксированы в диаграмме прецедентов, состав-
ляются представления, основанные на ранее разработанных семантических объектах.
2. Определяются владельцы прецедента и, если владельцев два, то уточняется их
взаимодействие при работе с представлением. Если их совместная работа не возможна, пере-
делывается представление для каждого.
3. Производится проектирование форм для каждого представления:
3.1 Выбор компонента управления осуществляется следующим образом:
3.1.1 определяются, является ли атрибут изменяемым значением, или нет. Если нет, то
для него выбирается компонент типа Label;
3.1.2 для простого модифицируемого атрибута компонентом может быть текстовое
окно ввода;
3.1.3 для группового атрибута компонентом может быть список, либо другая форма;
3.1.4 групповые атрибуты должны быть оформлены в явные группы;

НАУЧНЫЙ ВЕСТНИК ДГМА № 1 (4Е), 2009
134
3.1.5 если атрибут или группа атрибутов имеет минимальную кардинальность, рав-
ную 0, то такой атрибут или группа не должны присутствовать на форме вообще или должны
быть отделены от всегда заполняемых данных;
3.1.6 если атрибут или группа атрибутов имеет и минимальную и максимальную кар-
динальность, равную 1, то такие атрибуты помещаются на одну форму;
3.1.7 если максимальная кардинальность атрибутов или группы равна N, то такие ат-
рибуты должны заполняться с использованием элементов, которые имеют возможность
мультивыбора. Если визуальный компонент не позволяет в пределах формы видеть сделан-
ный выбор, то результат выбора должен фиксироваться в другом, доступном для целостного
восприятия выбора компоненте, например форме;
3.1.8 для атрибутов типа семантического объекта обеспечивается возможность про-
смотра атрибутов выбранного объекта либо в другом окне, либо в сплывающей подсказке,
либо другим образом;
3.1.9 если атрибут или группа атрибутов должны изменяться (вводиться, удаляться,
модифицироваться), то необходимо разместить на форме элементы для управления такими
операциями.
4. Разработанные формы группируются таким образом, чтобы они обслуживали соот-
ветствующий прецедент.
5. Прецеденты объединяются по определенным признакам с целью проектировки
главного меню.
6. Разрабатывается главное меню:
6.1 обеспечивается семантически понятные пользователю имена пунктов меню;
6.2 максимально приближается структура меню к общепринятому виду.
7. Согласно диаграмме последовательностей обеспечивается связь между формами:
7.1 путем вызова форм одной из другой;
7.2 автоматическим вызовом форм друг за другом.
8. Разработанные формы анализируются с точки зрения дизайна.
9. Анализируется созданный интерфейс на соответствие диаграммам предметной
области.
10. Интерфейс улучшается.
ВЫВОДЫ
Построение семантической модели предметной области способствует разработке
формального, интуитивно-понятного языка общения заказчика и разработчика.
Предложенная методика проектирования пользовательского интерфейса способствует
качественному проектированию информационной системы на основе целевых функций ми-
нимизации затрат времени и максимального удовлетворения пользователя.
Формализация проектирования пользовательского интерфейса позволит в дальней-
шем автоматизировать этот процесс.
ЛИТЕРАТУРА
1. Кренке Д. Теория и практика построения баз данных [8-е изд] / Д. Кренке. – СПб. : Питер, 2003. – 800 с.
2. Фаулер Мартин. Архитектура корпоративных программных приложений [ пер. с англ] / Мартин
Фаулер. – М. : Вильямс, 2005. – 544 с.
3. Конноли Томас Базы данных : проектирование, реализация, сопровождение. Теория и практика [2-е
изд.] / Томас Конолли, Бегг Каролин, Страчан Анна. – М
. : Вильямс, 2000. – 1120 с.
4. Ролланд Фред Д. Основные концепции баз данных [ пер. с англ] / Ф. Д. Ролланд. – М. : Вильямс, 2002. –
256 с.