Martin P.M. Handbook of Deposition Technologies for Films and Coatings, Third Edition: Science, Applications and Technology
Подождите немного. Документ загружается.


Unfiltered and Filtered Cathodic Arc Deposition 531
[290] V.I. Gorokhovsky, D.G. Bhat, R. Shivpuri, K. Kulkarni, R. Bhattacharya, A.K. Rai, Characterization of large
area filtered arc deposition technology: Part II – Coating properties and application, Surf. Coat. Technol. 140
(2001) 215–224.
[291] M.W. Barsoum, T. El-Raghy, Synthesis and characterization of a remarkable ceramic: Ti
3
SiC
2
,J.Am.
Ceram. Soc. 79 (1996) 1953–1956.
[292] J. Ros
´
en, L. Ryves, P.O.
˚
A. Persson, M.M.M. Bilek, Deposition of epitaxial Ti
2
AlC thin films by pulsed
cathodic arc, J. Appl. Phys. 101 (2007) 056101–56102.

CHAPTER 11
Vacuum Polymer Deposition
Mark E. Gross and Peter M. Martin
11.1 Introduction 532
11.2 Polymer Deposition Process 534
11.2.1 Vacuum Polymer Deposition 534
11.2.2 Monomer Degassing 536
11.2.3 Atomization 537
11.2.4 Cryocondensation Efficiency 537
11.2.5 Monomer Cure 538
11.2.6 Adhesion: Plasma Treatment 538
11.2.7 Polymer Thickness Dependence 540
11.3 Plasma Vacuum Polymer Deposition and Liquid Multilayer Processes 540
11.3.1 Plasma Polymer Multilayer Process 540
11.3.2 Extrusion Process Liquid Multilayer Process 543
11.4 Surface Morphology 544
11.5 Multilayer Coatings 546
11.5.1 Ultrabarrier Coating 548
11.5.2 Nanolaminate Coatings 551
11.5.3 Advanced Applications 551
11.1 Introduction
Because of their unique physical, optical, and mechanical properties, thin film polymers have
numerous technological and consumer product applications. They offer several advantages
over inorganic thin film materials, including low cost, high deposition rates, low optical
absorption, high smoothness, wide variety of compositions, formation of composites, high
breakdown voltage, and high ductility. Disadvantages, however, are low mechanical strength
and wear resistance, low chemical resistance in some cases, high gas permeability, low melting
temperature, small range of refractive indices, and numerous optical absorption bands between
near-infrared and infrared wavelengths. Thus, applications are restricted by many of the above
properties, but are also expanded in many areas. Recent applications include
ultralow-permeability gas and water barrier coatings for organic electronics, thin film solar
cells, thin film batteries, multilayer optical coatings, thin film capacitors, nanocomposites and
nanolaminates on plastic. Among the numerous methods used to deposit organic materials and
Copyright © 2010 Peter M. Martin. Published by Elsevier Inc.
All rights reserved.
532

Vacuum Polymer Deposition 533
polymers, vacuum polymer deposition (VPD), also known as the polymer multilayer (PML)
process, produces ultrasmooth, nonconformal, and pinhole-free films at very high deposition
rates over large areas.
Unlike any other vacuum deposition process, VPD films actually smooth the surface of the
substrate [1]. All other vacuum deposition techniques essentially bombard the substrate with
species from a source that can bond immediately to the surface (low energy), bond after
moving some distance on the surface, or reflect off the surface. These traditional processes
‘grow’ the coating atom by atom or molecule by molecule from the substrate surface outward,
and produce films that tend to reproduce the substrate surface on the length scale of the
bombarding species. As a result, substrate surface roughness, from atomic scale upward, is
replicated by the growing film. Furthermore, this adatom growth can increase surface
roughness through mechanisms such as shadowing, dislocations, and grain boundary growth
(see Chapters 2, 4, 5, and 12). These growth mechanisms usually increase the roughness as the
film grows thicker. A VPD layer, in contrast, does not grow atom by atom upward from the
substrate; a gas of monomer vapor condenses on the substrate as a full-thickness liquid film
that covers the entire substrate surface and its features. The liquid film is then cross-linked into
a solid layer by ultraviolet (UV) or electron beam (e-beam) radiation. The resulting surface is
glassy with virtually no defects or pinholes. The VPD layer can be combined with
conventional physical or chemical vapor deposition layers (PVD, CVD, PECVD, etc.) to form
low-defect, ultrasmooth thin film structures.
VPD technology permits ultrafast deposition of polymer films in the same vacuum
environment as conventional physical vapor deposition (sputtered or evaporated) thin films.
With this technology, polymer films can be deposited on moving substrates at speeds up to
1000 feet/min (∼ 300 m/min) and thicknesses ranging from a few angstroms to 1.3 mm with
excellent adhesion to substrates and thickness uniformity of ± 2%. The VPD process has two
forms, evaporative and non-evaporative. Each begins by degassing the working monomer,
which is a reactive organic liquid. In the evaporative process, the monomer is metered through
an ultrasonic atomizer into a hot tube where it flash evaporates and exits through a nozzle as a
monomer gas. The monomer gas then condenses on the substrate as a liquid film that is
subsequently cross-linked to form a solid polymer by exposure to UV radiation or an electron
beam. In the non-evaporative process the degassed liquid monomer is extruded through a
slotted die orifice onto the substrate. It is then cross-linked in the same fashion as in the
evaporative process. Salts, graphite, or oxide powders, and other non-volatile materials can be
deposited in a homogeneous mixture with the monomer. Such mixtures cannot be flash
evaporated, but are required for electrolyte, anode, cathode, and capacitor film layers. The
evaporative process can produce thicknesses up to approximately 10 m at speeds as great as
1000 feet/min (∼ 300 m/min). The non-evaporative process can deposit thicknesses from
10 m to about 1.3 mm at substrate speeds approaching several hundred feet per minute.

534 Chapter 11
The VPD process has several distinct advantages over conventional organic and
organic/inorganic deposition processes:
Polymer thin films are more cost-effective since polymer layers can be deposited
10–100 times more quickly.
VPD technology permits polymer, polymer electrolyte, metal, and even oxide and
nitride films to be deposited in a single pass through a vacuum coater, as a monolithic
structure, in an integrated manufacturing process.
The VPD process eliminates all of the unnecessary handling and laminations involved
in conventional processes, and it also results in better adhesion between layers and
defect-free interfaces.
It is amenable to virtually all types of deposition processes, including roll-to-roll,
in-line, and batch planetary substrate rotation
Capital equipment and raw material costs are comparable to or less than those of
conventional processes.
Another advantage of conventional VPD is that it has been found to be quite efficient at
smoothing rough substrates. Surfaces with a roughness less than 10
˚
A RMS (Roughness
Measurement System) are routinely obtained with UV-cured PML/oxide/PML barrier films
deposited on both 150
˚
A RMS polyethylene terephthalate (PET) substrates and 5 m RMS
metal plates. With e-beam cure the roughness on PET is 180
˚
A RMS, higher than the initial
substrate surface roughness. The increased surface roughness with e-beam curing is due to the
electrostatic repulsion of the curing electrons trapped in the liquid setting up a standing wave
pattern prior to full solidification.
11.2 Polymer Deposition Process
11.2.1 Vacuum Polymer Deposition
The VPD process involves vacuum flash evaporation of a monomer liquid which is
subsequently condensed as a liquid film onto a substrate and then radiation cross-linked to
form a solid film. The VPD process can be implemented in either batch or roll-to-roll web
mode. Additionally, VPD can be combined with PVD processes to form novel hybrid
deposition processes. This process works best for monomers with evaporation points less than
∼ 500
◦
C. The process used to flash evaporate the monomer is as follows.
Liquid monomer is first degassed and stirred while atmospheric gasses are pumped
away to a suitable base pressure.
Vacuum Polymer Deposition 535
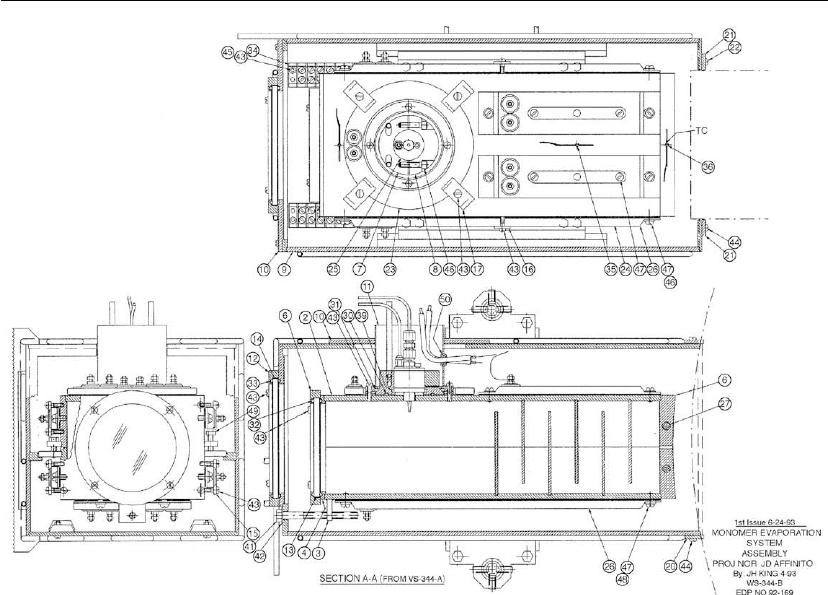
Figure 11.1: Schematic diagram of monomer evaporator [2].
The heart of this process is the monomer flash evaporator shown schematically in
Figure 11.1 [2]. The degassed monomer is then sprayed into the interior of a very hot
enclosure that has a heated pressure baffling expansion nozzle on one end (Figure
11.1). By ‘very hot’, it is meant that the enclosure walls are hot enough to instantly
vaporize the monomer spray, without a pool of liquid forming, yet not hot enough to
pyrolize and/or polymerize the monomer on contact (between 100
◦
C and 500
◦
C,
depending on the monomer used). Under these conditions the monomer evaporates as
quickly as it is introduced into the enclosure. Thus, the mass flow of monomer gas
exiting the nozzle is directly calculable from the monomer fluid feed rate. Baffles in
the enclosure/nozzle system serve to build up pressure (of the molecular gas of
monomer molecules) in the nozzle expansion chamber and to homogenize the
monomer gas. Building the pressure serves to make the molecular gas stream exiting
the slit in the nozzle more uniform across the length of the nozzle slit.
The flow of monomer into the hot enclosure is controlled with a precision metering
pump. Liquid monomer is fed through a capillary tube into an atomizer that distributes
a mist of microdroplets into a heated enclosure. The monomer spray can be created by

536 Chapter 11
a variety of techniques, including an ultrasonic atomizer, fuel injector, or by dripping
onto a high-speed rotating disk. Dispersion with an ultrasonic atomizer gives the best
thickness uniformity
In a web coating process the monomer gas exits the evaporator through a narrow slit as
a uniform line source, condenses as a liquid film on a cooled substrate that is moving
past the slit, and the liquid film is subsequently polymerized when the substrate passes
a UV or e-beam radiation source. The substrate must be at a lower temperature than
the monomer gas for condensation to occur. Since the evaporator/slit can be
constructed to emit a uniformly dense line of gas then, as long as the total fluid input is
constant, the thickness of the polymer coating on web will be uniform in thickness
along both its length and width. The monomer fluid is atomized to a fine mist and
sprayed over as large an area as possible on the interior of a very hot enclosure to
reduce cooling effects of the liquid on the hot interior surface of the evaporator. If the
rate of monomer mass impingement per unit area is too high, the surface cools too
rapidly and monomer liquid may build up on the interior surfaces of the evaporator. If
such liquid build-up occurs, and the monomer resides on the surface for too long, the
monomer will polymerize inside the evaporator. When the monomer polymerizes
inside the evaporator the resultant polymer film interferes with heat transfer between
the surface and the subsequently atomized liquid. Gradually more and more
polymerization occurs, causing heat transfer to continuously degrade, and the rate of
monomer retention within the evaporator continuously increases over the duration of
the run. The VPD process has produced 1 m thick films at line speeds of 600 m/min.
The film thickness range known to be obtainable with the VPD process extends from a
few tens of angstroms up to tens of micrometers, with the upper thickness limit
largely imposed by the penetration depth of the cross-linking radiation
employed.
11.2.2 Monomer Degassing
The degassing step is necessary to properly introduce the liquid monomer into the vacuum
environment, and is necessary to maintain the vacuum integrity of the chamber, although it is
always good practice to minimize the amount of the atmospheric gasses in order to minimize
contamination of concurrent processes. If the liquid monomer is not degassed prior to injection
into the vacuum, violent expansion occurs as the gas containing liquid enters the vacuum. The
violent expansion causes pulsing and spitting at the injection port, which leads to large, erratic
pulses in the flow of liquid into the evaporator. This subsequently leads to variations of the film
thickness along the length of the linearly translating substrate. Several experiments have been
performed to verify that no monomer components are removed during the vacuum degassing
process.

Vacuum Polymer Deposition 537
11.2.3 Atomization
A number of atomizers can be used with the VPD process. For some low flow-rate VPD
methods the liquid monomer will be passed through an ultrasonic atomizing nozzle. The
amount of liquid monomer atomized by the nozzle is controlled by the liquid delivery system
used with a nozzle. There are several liquid delivery systems suitable for this application,
including gear pump, syringe pump, pressurized reservoir, peristaltic pump, and gravity feed.
The flow rate range can be as low as a few microliters per second to up to several gallons per
hour. Ultrasonic atomization produces a low-velocity controlled spray pattern attaining a
narrow distribution of droplet size, normally in the micrometer range.
Factors to consider when selecting an ultrasonic atomizing system for each application are
listed below:
spray pattern desired – frequency of nozzle (25–120 kHz)
characteristics of the liquid monomer, viscosity
flow rate desired – bore of nozzle
frequency generation – most companies that provide ultrasonic atomization equipment
use a broadband frequency generator enabling the use of several different nozzles with
one supply.
Ensuring an uninterrupted flow of liquid monomer and tuning the correct power setting for the
ultrasonic nozzle to produce a uniform spray are critical to achieving a uniform polymer
deposition. A monomer flow that is erratic and does not keep the nozzle bore full will result in
pulsed deposition and resulting non-uniform polymer films, and the deposition will pulse.
Tuning the power for the ultrasonic nozzle has an effect on the spray pattern and monomer
droplet size. For process development purposes, it is important to be able to see the
atomization process while adjusting the nozzle power, typically from 2 to 10 W. A power
setting too low will result in monomer dripping off the nozzle, a power setting too high may
produce the incorrect spray pattern and damage heat-sensitive monomers.
11.2.4 Cr yocondensation Efficiency
The extremely high polymer deposition rate is not due solely to the rate at which the monomer
is metered into the VPD flash evaporator, but also depends on condensation efficiency,
substrate temperature, evaporation temperature, and other process conditions, as described
below. High molecular weight monomers have dew points well above ambient temperatures so
that monomer gas readily cryocondenses at ambient and higher temperatures. Thus, when the
stream of monomer gas exiting the flash evaporator strikes the cooled substrate, a very high
percentage of the gas immediately condenses as a liquid film. Condensation efficiencies as

538 Chapter 11
high as 95% have been demonstrated for hexane diol diacrylate monomer (or HDODA),
MW = 214, evaporated at 230
◦
C and condensing on a substrate held at 5
◦
C. However, when
the substrate temperature is raised to 25
◦
C, condensation efficiency for HDODA drops below
60%. When the substrate temperature is raised to 66
◦
C virtually no HDODA condenses.
However, tripropyleneglycol (400) diacrylate monomer, MW = 508, condenses on a 66
◦
C
substrate at 36% efficiency when evaporated at 290
◦
C. Therefore, the VPD rate is a very
strong function of both the evaporation and condensation temperatures, monomer species, line
speed, and monomer feed rate.
11.2.5 Monomer Cure
Once condensed onto the substrate, the liquid monomer must be cross-linked to form a
polymer. Liquid monomer is cured, or cross-linked, using either high-intensity UV light
radiation or an electron beam. Because temperature-sensitive substrate materials are generally
used, and because it is too slow, thermal curing is not used in this process. However, as film
thicknesses exceed 2–3 m, only UV cure must be employed owing to the low energy
distribution of the VPD e-beam source. The e-beam source is typically a diode sputter cathode
enclosed in a grounded enclosure that has a slit in the wall facing the sputter glow discharge,
and operated at about 15 kV. Low-energy electrons emitted from the plasma impinge upon the
open slit, exit the box and initiate polymerization of the liquid monomer film. These electrons
have energies ∼ 15 keV and below, and cannot penetrate more than 2–3 m into the liquid
monomer.
UV wavelengths most suitable for photoinitiators used to cure acrylate monomers range
between 200 and 400 nm. Several types of lamp are suitable for generating these wavelengths,
including high-pressure mercury arc, and electrodeless and medium-pressure mercury arc
lamps. A typical UV source is a fusion variable power supply lamp system. This system can
vary 600 W/in (240 W/cm) power from 25% to 100%, and is designed to generate intense UV
radiation in the 200–400 nm range. The wavelength can be tuned to optimize absorption by the
photoinitiator used by selecting the correct bulb; type V 400–500 nm, type D 350–400 nm,
type H 240–320 nm, and type H+ 210–320 nm. Output power can also be tuned for the cure
desired. High-intensity UV light initiates a chemical reaction that cures the ink or the coating
almost instantaneously.
11.2.6 Adhesion: Plasma Treatment
Polymer/metal or polymer/oxide multilayer stack structures have a wide range of optical,
packaging, semiconductor, and display applications. A primary concern in the deposition of
such stacks is adhesion at polymer–substrate, polymer–metal and metal–polymer interfaces.
This is particularly critical for noble metals such as silver (Ag) because of the low chemical
Vacuum Polymer Deposition 539
reactivity and absence of physical interlocking effects due to smooth substrate surfaces created
by VPD coatings. The substrate surface must be sufficiently activated to promote an
interaction with the depositing metal atoms. By removing surface contaminants, incorporating
new and more reactive functional groups, and cross-linking weak subsurface layers,
low-temperature plasma has proven to be very efficient for such applications. In addition, the
plasma process is fully compatible with all other vacuum technologies, allowing in-line and
high-speed processing of polymer/metal multilayer structures. The interaction of a plasma
with the substrate surface results from the synergetic actions of energetic electrons, ions,
atoms, molecules, and UV photons. Depending on the gas used, the interaction of plasma
species with a polymer surface can lead to etching, surface activation, and deposition of thin
films. Surface activation is generally accomplished with O
2
,N
2
, or Ar gases, and is strongly
dependent on the chemical structure of the substrate surface. Table 11.1 summarizes adhesion
studies using these gases and e-beam bombardment. In situ X-ray photoelectron spectroscopy
(XPS) measurements indicate that plasma exposure causes destruction of initial C
O and
O
C O groups in the film and substrate. Other functional groups such as amide (NH C O)
structures are also created, but at a much slower rate [3]. As a result, activation treatment
conditions differ and must be optimized for each substrate surface. Plasma treatment can also
influence the surface roughness of the substrate material, also shown in Table 11.1 [3]. This
topic is addressed in Section 11.4.
Table 11.1: Summary of plasma adhesion enhancement [3]
Sample Gas/EB Treatment O/C
a
RMS surface roughness
(J/cm
2
) (nm)
PET 0.67 13.2
PET Ar 8 0.85 7.9
PET Ar 34 2.04 5.2
PET EB 10 0.67 6.8
PET EB 40 2.05 4.7
PET N
2
80.40 2.5
PET N
2
34 1.81 9.6
PET O
2
80.93 10.6
PET O
2
34 1 20.2
VPD 0.43 0.1
VPD Ar 34 0.41 0.1
VPD EB 34 0.39 0.1
VPD O
2
34 0.69 0.1
VPD O
2
34 0.42 0.2
a
Ratio determined by X-ray photoelectron spectroscopy. High O/C indicates increased plasma damage compared to native PET
(C/O = 1.5).

540 Chapter 11
Adhesion of metal layers to VPD thin films can be enhanced by plasma pretreatment of the
cross-linked polymer, and depends on the chemistry of the plasma [3]. For example, adhesion
of silver to a VPD acrylate film was excellent when it was pretreated with a nitrogen (N
2
)
plasma, while poor when exposed to an argon (Ar) plasma. Similar findings were reported for
several other polymeric systems [4]. Thus, both the incorporated nitrogen and plasma
enhanced surface energy due to plasma bombardment contribute to the improved Ag/polymer
adhesion.
11.2.7 Polymer Thickness Dependence
Polymer thickness depends on two factors: substrate temperature and monomer pressure at the
substrate surface. Increasing the substrate temperature decreases the deposited thickness,
while increasing monomer pressure at the substrate surface increases the deposited thickness.
Thickness is directly proportional to cryocondensation efficiency, as presented earlier, and
decreases rapidly with increased substrate temperature. An increased number of monomer
molecules directly results in increased monomer pressure and higher deposition rate.
During the VPD process, substrate temperature can be monitored by several methods, the most
widely used of which is an infrared sensor located in the vacuum system. Film thickness is a
strong function of substrate temperature, particularly at lower temperatures. The components
of the monomer blend used can also shift this thickness versus temperature plot.
Monomer pressure is normally measured in the evaporation chamber with a heated
capacitance manometer. Pressure in the evaporation source is directly proportional to the flow
of monomer into the source.
11.3 Plasma Vacuum Polymer Deposition
and Liquid Multilayer Processes
11.3.1 Plasma Polymer Multilayer Process
The plasma polymer multilayer process (PPML) is a hybrid deposition process that combines
key features of three existing vacuum deposition methods: the VPD process, plasma
polymerization and plasma-enhanced chemical vapor deposition (PECVD). PPML is a high
deposition rate process for solid films used for high molecular weight/low vapor pressure
liquid, or even liquid/solid suspension, monomer precursors. The gas resulting from flash
evaporation of a liquid monomer mixture, or from a suspension of insoluble solid particles in
liquid monomer, is used as the support medium for a glow discharge in a PECVD-like process.
Owing to the high molecular weight/low vapor pressure nature of the precursors, the plasma of
the flash-evaporated gas cryocondenses at an extremely high rate on substrates at ambient and
lower substrate temperatures. Upon condensation, the liquefied plasma immediately begins to