Малинов Л.С., Малинов В.Л. Ресурсосберегающие экономнолегированные сплавы и упрочняющие технологии, обеспечивающие эффект самозакалки
Подождите немного. Документ загружается.

151
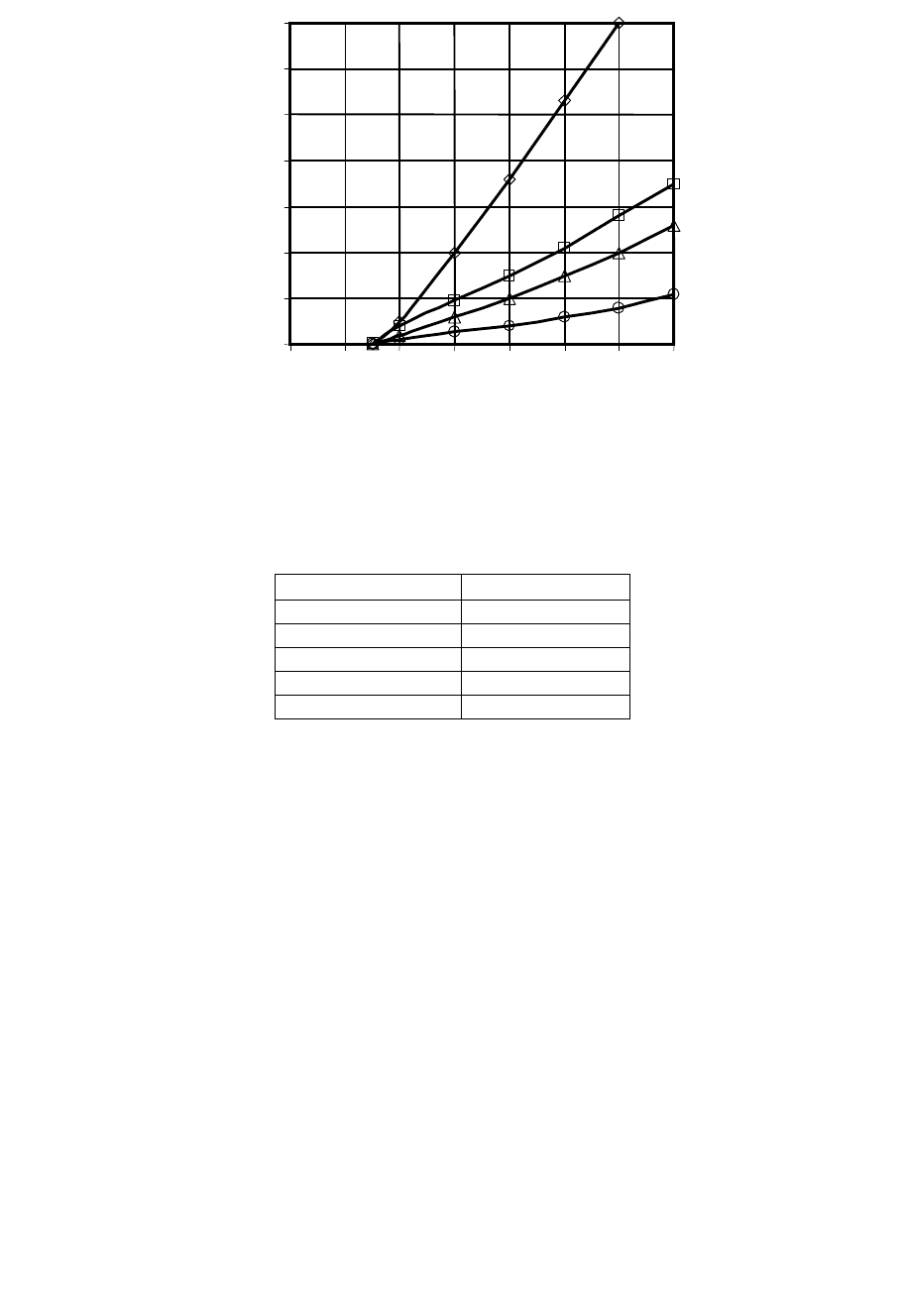
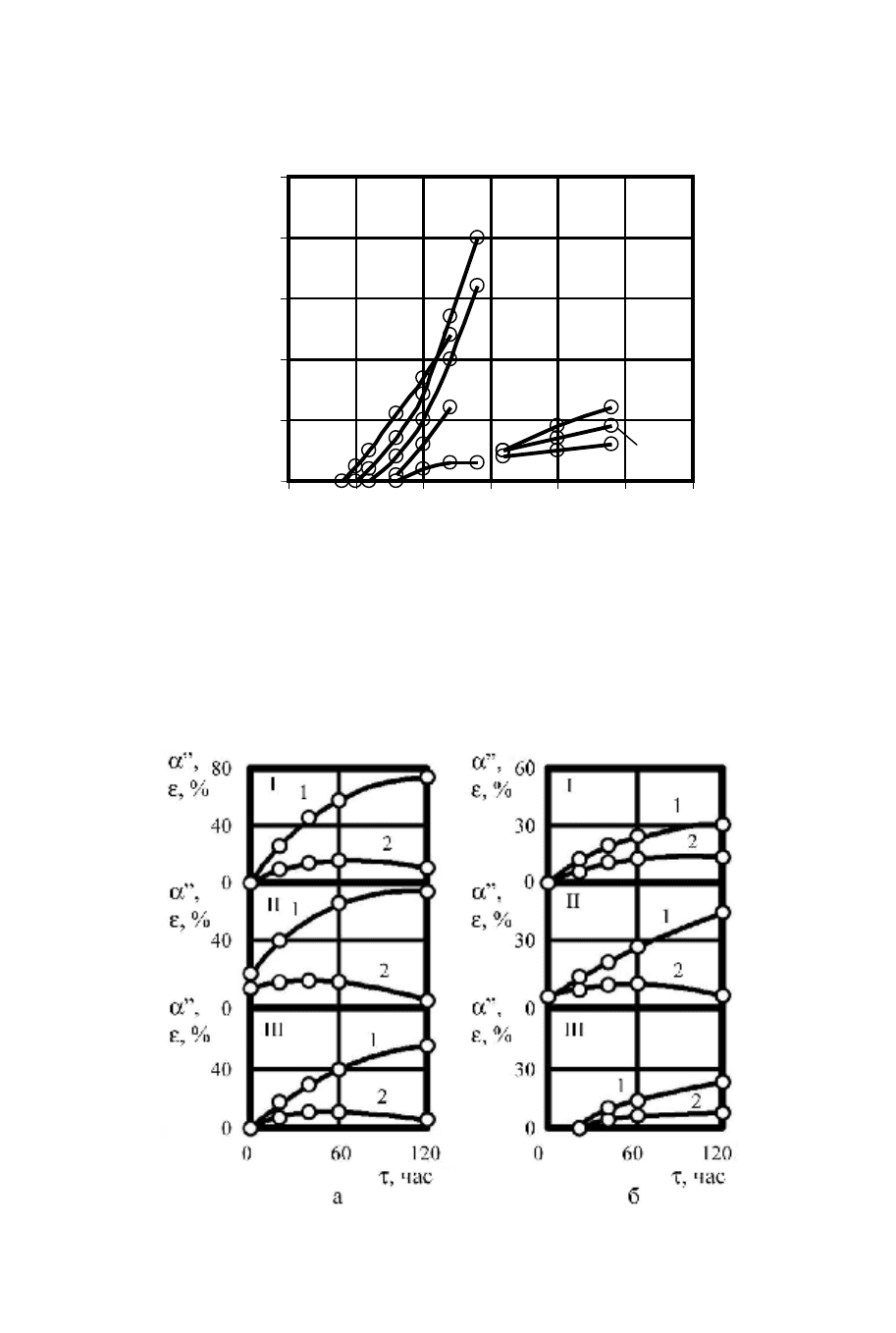
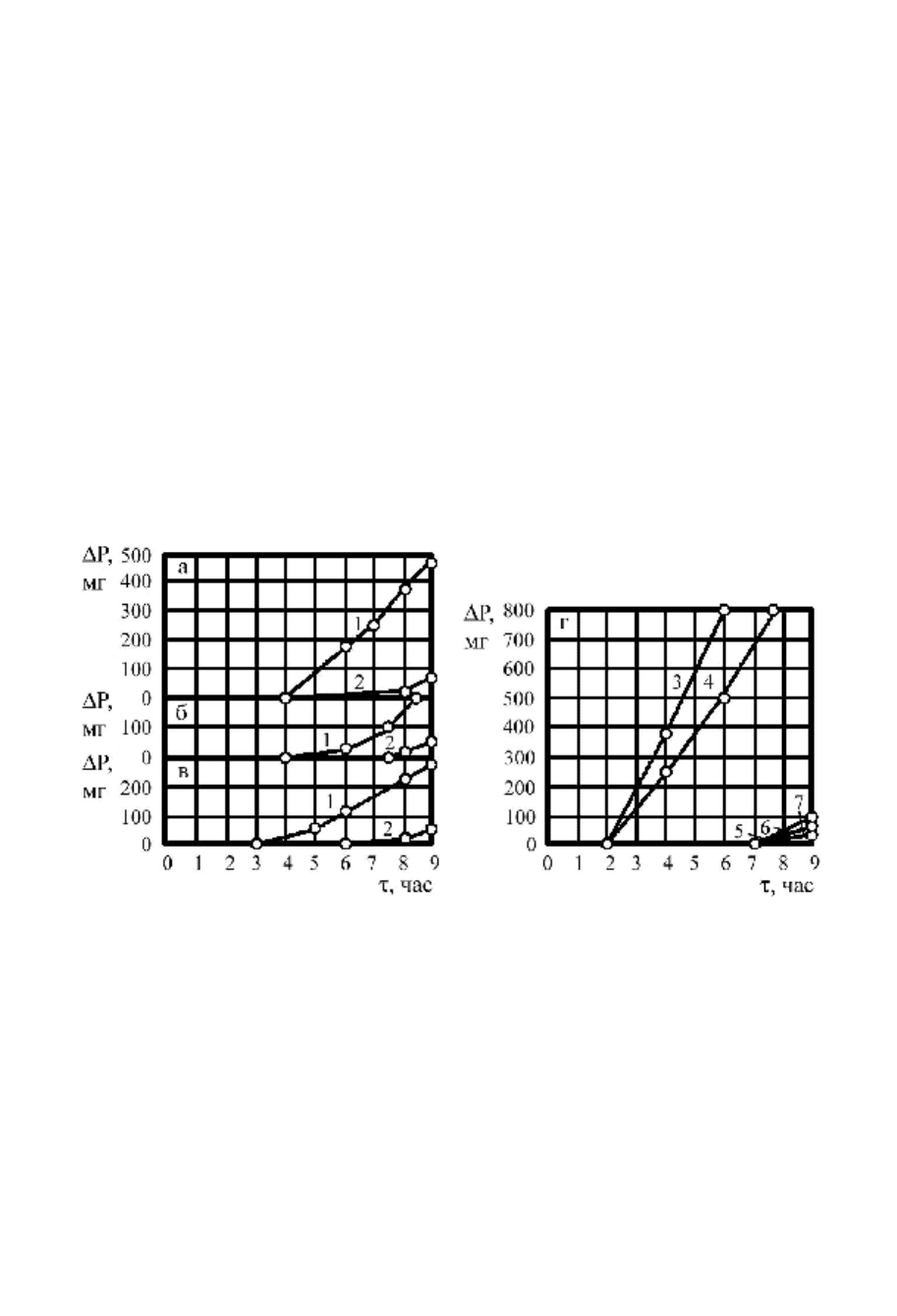
Рис. 5.3. Потеря массы исследованных хромомарганцевых сталей в зависимости
от продолжительности кавитационных испытаний: 1 - 05Х10Г10; 2 - 10Х17АГ10 (0,25 % N);
3 - 10Х14АГ10 (0,12 % N); 4 - 10X12AГ10 (0,18 % N)
Таблица 5.1
Прирост мартенсита деформации за первые 20 мин кавитационного воздействия
Сталь
Прирост α″, %
05Х10Г10 33
05Х17Г10 35
10Х14АГ10 70
10Х12АГ10 19
10Х17АГ10 9
Еще в работе [9] была высказана мысль о двойственной роли мартенситных превращений при
кавитационном воздействии. С одной стороны, образовавшиеся при деформации мартенситные фазы,
упрочняют аустенит, как это принято считать [237, 238], а с другой, - в процессе мартенситных
превращений происходит релаксация напряжений в микрообъемах металла. Это повышает их
работоспособность по сравнению со стабильными сталями. Ранее возможность релаксации
микронапряжений в результате протекания мартенситных превращений при деформации не учитывалась.
Из представлений их двойственной роли вытекает, что только оптимальное развитие деформационных
мартенситных превращений обеспечивает определенное соотношение между процессами упрочнения и
релаксации микронапряжений, происходящими при микроударном воздействии. Становится понятным,
что если фазовые превращения протекают очень интенсивно, то уже в начальный момент
кавитационного воздействия они завершаются, и упрочнение достигает максимума. При последующем
нагружении релаксация микронапряжений затруднена, что приводит к появлению и развитию очагов
разрушения. При повышенной стабильности аустенита так же, как и в предыдущем случае, релаксация
микронапряжений не происходит в достаточной степени, и создаются условия для быстрого разрушения.
Обобщая результаты исследований влияния хрома на сопротивление сталей кавитационному
воздействию, можно заключить, что если его введение уменьшает количество второй фазы (α', ε) и
увеличивает долю метастабильного аустенита, а также обеспечивает определенное развитие
мартенситных превращений, то кавитационная стойкость повышается. Однако когда под влиянием хрома
появляется в микроструктуре феррит или чрезмерно повышается стабильность аустенита в однофазных
аустенитных сталях, обнаруживается противоположный эффект [241, 242].
Легирование никелем двухфазных сталей 05Г20 (ε + γ) и 05Х18Г16 (γ + α) влияет на их
сопротивление кавитационному разрушению также неоднозначно. Небольшие добавки никеля (~ 2 %),
уменьшая количество α-, α'- или ε-фаз в структуре и увеличивая долю метастабильного аустенита,
приводят к повышению кавитационной стойкости, а значительное количество никеля (6, 10 %) вызывает
существенное ее снижение (рис. 5.4).
0
50
100
150
200
250
300
350
0
2
4
6
8
10
12
14
τ
,
ч
∆
P,
мг
1
2
3
4
152
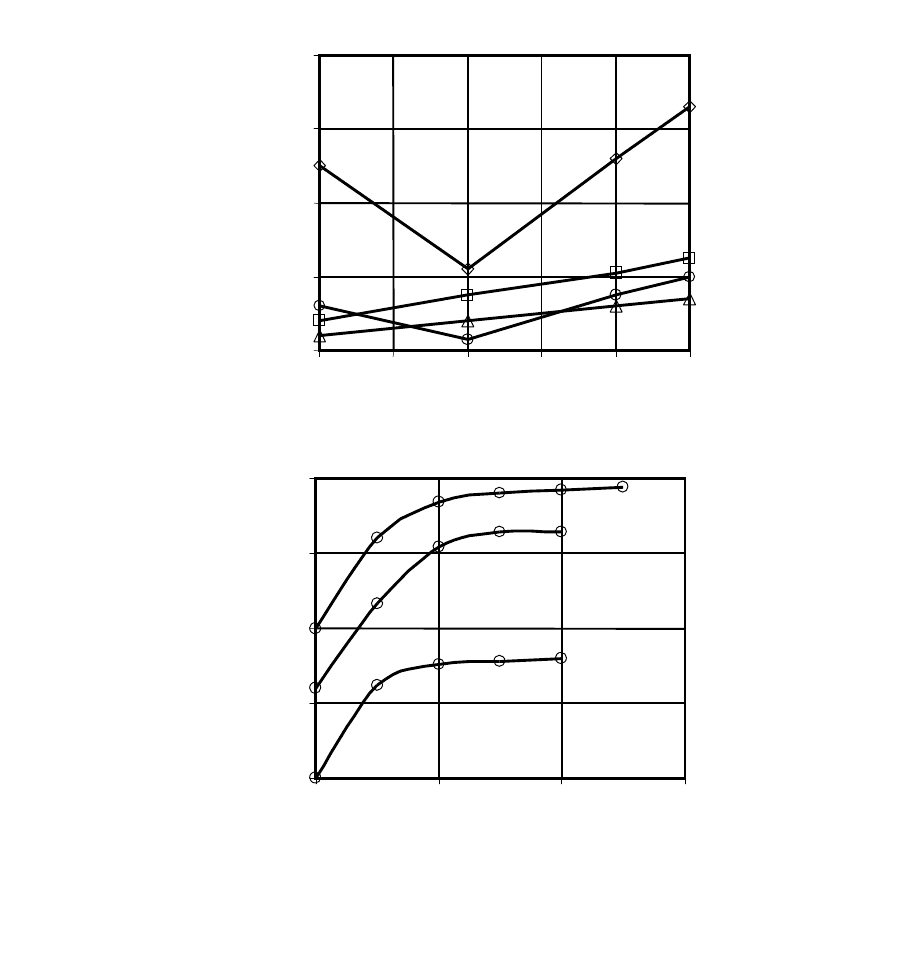
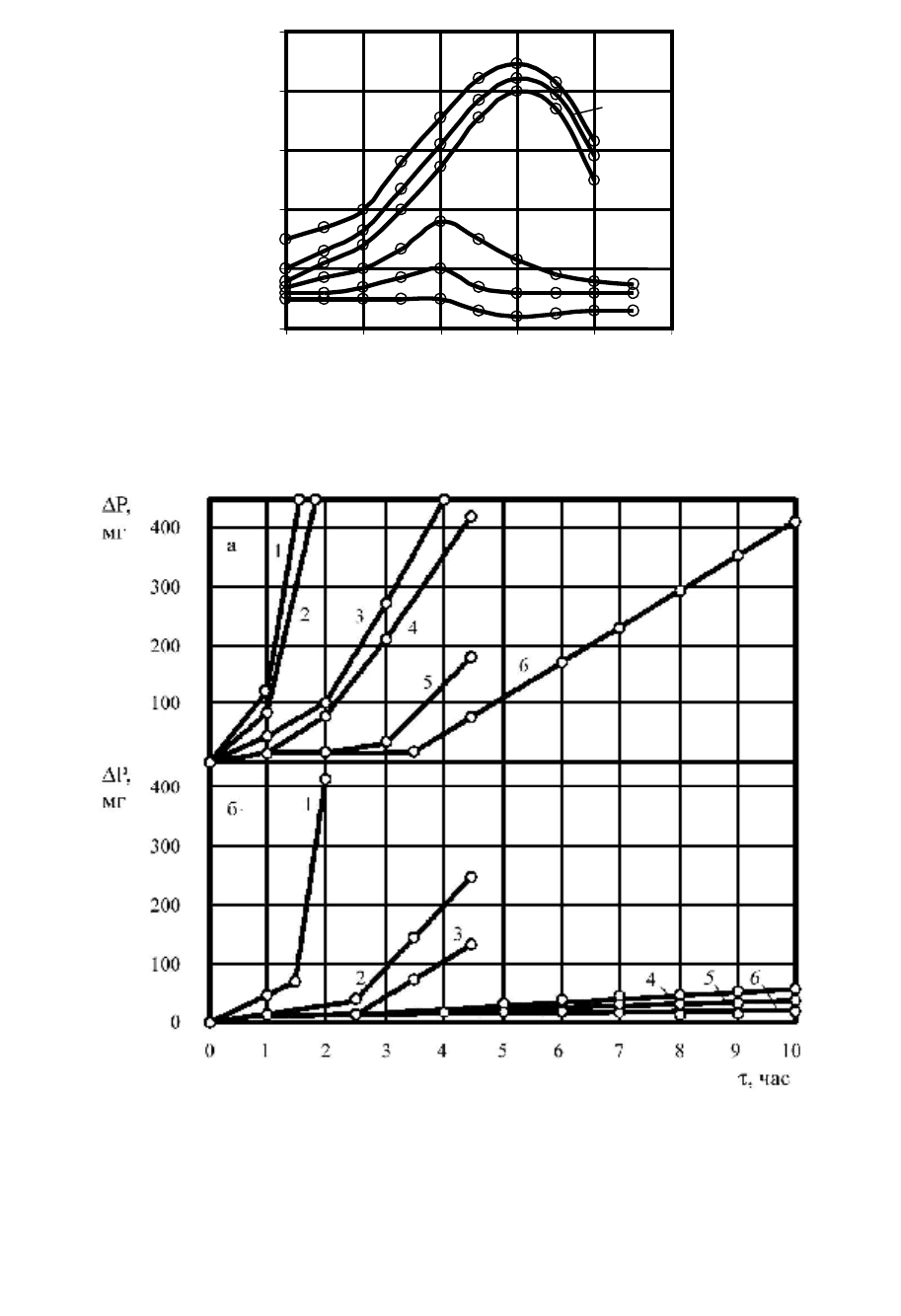
Рис. 5.4. Влияние никеля на потерю массы (а) и упрочнение при кавитационном
воздействии исследованных сталей (б); 1 - 05Х18Г16; 2 – 05Х14Г10; 3 - 05Г20;
4 - 10Х17АГ10; 5 - 05Х18Г16Н2; 6 - 05Х18Г16Н5
Введение никеля в аустенитно-мартенситную (05Х14Г10) и аустенитную (10X17AГ10) стали в
сильной степени снижает их способность сопротивляться разрушению (рис. 5.4, а). Он уменьшает
способность сталей к упрочнению и сокращает период приобретения ими максимальной твердости (рис.
5.4, б), что приводит к быстрому их разрушению. Рельеф, возникающий в начальный период
микроударного воздействия на никельсодержащих аустенитных сталях, характеризуется значительно
большими отклонениями от среднего значения, чем на безникелевых [167, 12, 200, 240]. Это отражает
неравномерность деформации микрообъемов Fe-Mn и Fе-Сr-Мn аустенита, легированного никелем.
Никельмарганцевые аустенитные стали разрушаются очень интенсивно с образованием на поверхности
глубоких кавитационных питингов. Из сопоставления данных, имеющихся в литературе относительно
различий в характере деформации марганцевого и никелевого аустенитов при микроударном нагружении
[238], и результатов, полученных в работах [12, 101, 167, 200, 240-242], можно считать, что никель
снижает способность к упрочнению аустенита и стабилизирует его по отношению к
мартенситообразованию. Это является следствием возрастания под влиянием этого элемента ЭДУ.
Увеличение инкубационного периода и уменьшение потерь массы (продолжительность испытаний до
6 ч) при введении небольшого количества никеля (до 2 %) в сталях со структурой γ + α и γ + ε можно
объяснить тем, что такая концентрация еще мало сказывается на способности твердого раствора к
0
200
400
600
800
0
1
2 3
4
5
Ni, %
∆
P,
мг
1
2
3
4
а
150
175
200
225
250
0
30
60 90
τ
,
мин
HB
1
5
6
б
153
упрочнению, но при этом уменьшается гетерофазность структуры. При более высоком содержании
никеля первый фактор (снижение способности к упрочнению аустенита и увеличение его стабильности)
начинает играть решающую роль, и кавитационная стойкость снижается. Хромомарганцевый аустенит
значительно превосходит никельхромомарганцевый по сопротивлению кавитационной эрозии. С этой
точки зрения в сталях, работающих в условиях интенсивного кавитационного воздействия в
слабоагрессивных средах, присутствие никеля (> 2 %) нежелательно. Этот вывод важен, поскольку
объясняет причину того, что применяемая в промышленности аустенитная сталь 12X18H10T,
содержащая повышенное количество никеля, обладает невысоким сопротивлением кавитационной
эрозии. Как уже отмечалось, наибольшую кавитационную стойкость имеют хромомарганцевые стали с
однофазной структурой метастабильного аустенита.
Легирование азотом аустенитно-ферритных сталей повышает их кавитационную стойкость за счет
уменьшения или полного устранения в их структуре феррита. Этим объясняется более высокое
сопротивление разрушению аустенитных сталей 05Х17АГ10 (0,25 % N) и 05Х17АГ16 (0,3 % N) по
сравнению с аустенитно-ферритными 05Х17Г10, 05Х17АГ10 (0,15 % N) и 05Х18Г16 (рис. 5.5, а) [12,
240].
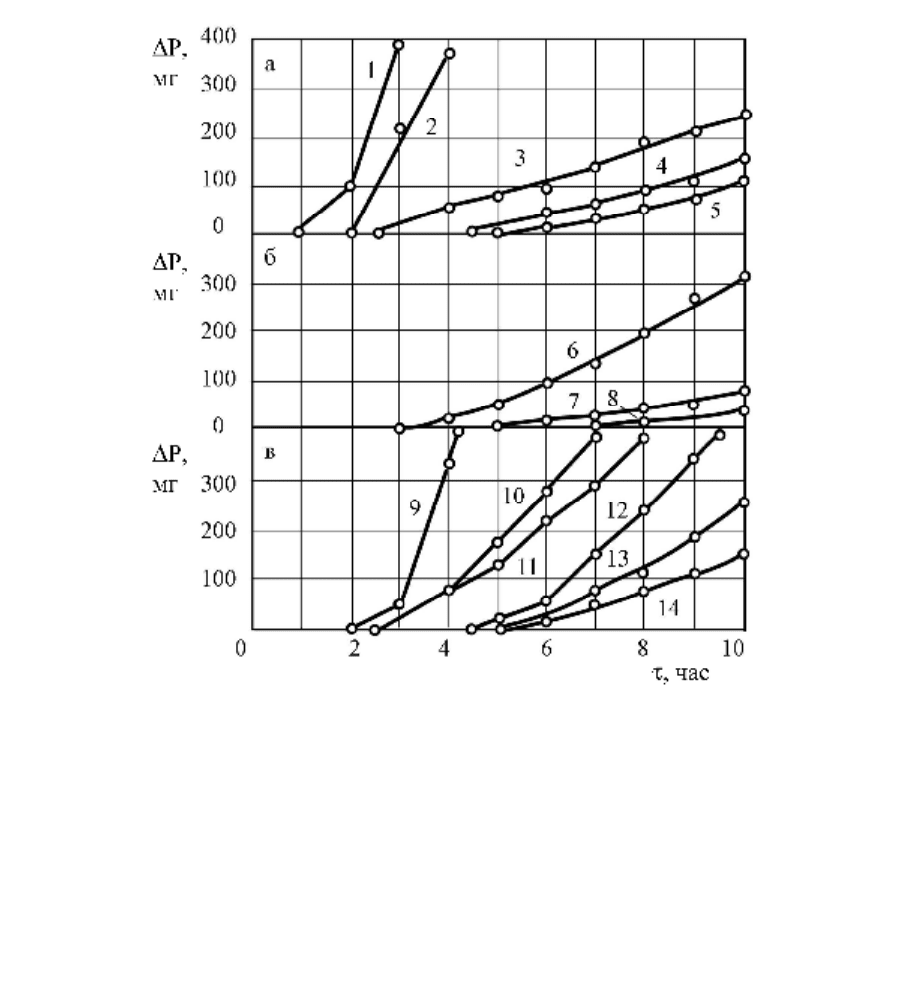
Рис. 5.5. Влияние азота на потери массы хромомарганцевых cталей при кавитационном воздействии:
а: 1 - 05Х17Г10; 2 - 05Х18Г16; 3 - 05Х17АГ10 (0,15 % N); 4 - 05Х17АГ16 (0,30 % N);
5 - 05Х17АГ10 (0,25 % N); б: - 6 - 10Х14Г10; 7 - 10Х14АГ10 (0,12 % N); 8 - 10Х12АГ10 (0,18 % N);
в: 9 - 05Х18Г16Н5; 10 - 05Х14Г10Н5; 11 - 05Х18АГ16Н5 (0,30 % N); 12 - 05Х14АГ10Н5 (0,25 % N);
13 - 05Х12Г20; 14 - 05Х12АГ20 (0,10 % N)
Высокую кавитационную стойкость можно получить при введении азота (0,12-0,18 %) в стали,
содержащие 0,1 % С; 10 % Мn и 12-14 % Сr (рис. 5.5, б) [9, 12, 200, 240-244]. В этом случае после закалки
обеспечивается структура метастабильного аустенита, который под действием микроударов распадается
с образованием преимущественно α″-мартенсита. Кавитационная стойкость сталей в общем случав не
столько зависит от количества вводимого азота, сколько от получаемой при этом исходной структуры и
кинетики мартенситных превращений при кавитации. Сталь 05Х18АГ13М содержит 0,22 % N, что выше,
чем аустенитная 05Х14АГ10М (0,15 % N), но имеет после закалки в структуре феррит. Кроме того,

154
аустенит в первой стали стабильнее, чем во второй. Эти причины обусловливают существенно более
низкую кавитационную стойкость стали 05Х18АГ13М по сравнению с 05Х14АГ10М.
При введении азота в аустенитные метастабильные хромомарганцевые стали их сопротивление
разрушению под действием гидравлических ударов может снизиться в результате повышения
устойчивости аустенита по отношению к мартенситным превращениям. Примером является введение
0,1 % N в 30Х10Г10. За 18 ч испытаний она теряет 172 мг, а без азота - 84 мг. Это же обнаруживается при
сравнении кавитационной стойкости метастабильной аустенитной стали 05Х17АГ10 (0,25 % N) и
значительно более стабильной 05Х19АГ16 (0,44 % N). За 10 ч испытаний потеря веса у образцов второй
стали в ∼ 2 раза больше, чем у первой. Итак, в том случае, когда введение азота приводит к устранению
гетерофазности исходной структуры или упрочнению аустенита, оно оказывается полезным для
повышения сопротивления сталей кавитационному разрушению. В случае же значительного повышения
устойчивости аустенита в однофазных метастабильных аустенитных сталях (особенно по отношению к
образованию α″) кавитационная стойкость снижается.
Молибден и медь - элементы, часто используемые для повышения коррозионной стойкости [245].
Первый - сильный ферритообразуюший элемент. Концентрация его, приводящая к значительному
увеличению количества ферритной составляющей в стали, снижает ее сопротивление разрушению.
Введение 1 % Мо в 05Х17АГ16 приводит к появлению в структуре после закалки ~ 30 % феррита, что
вызывает увеличение потерь массы за 10 ч испытаний почти в 2 раза. В том случае, когда введение
молибдена в небольших количествах (0,5 %) в 05Х17АГ16 приводит к незначительному увеличению
феррита в структуре, сопротивление разрушению меняется мало. Легирование молибденом повышает
кавитационную стойкость, если делает развитие мартенситного превращения более благоприятным. Так
сталь 10Х14АГ12М со значительно более постепенным развитием γ → α″ превращения при
кавитационном воздействии, чем в 10Х14АГ12, обладает более высоким сопротивлением разрушению по
сравнению с последней [12, 200, 240-244]. Медь - аустенитообразующий элемент. Поэтому при ее
введении в двухфазные аустенитно-ферритные стали следовало ожидать повышения кавитационной
стойкости по мере снижения количества феррита. Однако введение1 % Си в 05Х18АГ15М, вызывающее
уменьшение количества ферритной составляющей с 15 до 5 %, практически не изменяет сопротивление
разрушению. Можно предположить, что положительное влияние, которое оказывает уменьшение
ферритной составляющей на кавитационную стойкость стали, ослабляется повышением стабильности
аустенита по отношению к мартенситным превращениям. Другим примером может служить более низкая
кавитационная стойкость стали 05Х18АГ15Д по сравнению с 05Х17АГ16. Исследования показывают,
что основным элементом, повышающим коррозионную стойкость сталей в морской воде, является хром.
Эффективно влияет добавка 1 % Мо. Медь никаких преимуществ в коррозионном отношении не дает
(табл. 5.2). Добавка никеля до 2 % к высокохромистым марганецсодержащим сталям приводит к
повышению коррозионной стойкости в сравнении с безникелевыми. Данные по кавитационной и
коррозионной стойкости ряда исследованных сталей (табл. 5.2) позволяют сделать вывод, что между
ними не существует однозначной зависимости. Стали с повышенной антикоррозийностью часто имеют
более низкое сопротивление разрушению при микроударном воздействии, чем менее
коррозионностойкие [12, 200, 240-244].
Таблица 5.2
Кавитационная и коррозионная стойкость исследованных сталей
Сталь
Потери веса за 10 ч
испытаний на
ударно-эрозионном
стенде, г
Скорость коррозии
в синтетической
морской воде, г/м
2
⋅ч
05Х17АГ16 0,164 0,0095
05Х15Г14М 0,192 0,0038
05Х16АГ16Н2 0,430 0,0026
05Х16АГ14МН2
0,729 0,0045
05Х16АГ14МД2
0,928 0,0076
05Х16АГ16НД 0,655 0,0060
155
Были проведены испытания Cr-Мn-N сталей в сравнении с 20X13 и 12X18H10T, предусматривающие
чередование кавитационного и коррозионного воздействий. Первое осуществлялось на ударно-
эрозионном стенде, время испытания между циклами коррозионного воздействия составляло 5 мин. В
качестве коррозионной среды применялась синтетическая морская вода, время пребывания образцов в
ней между кавитационными испытаниями составляло от месяца до недели, а затем до суток. Общая
длительность испытания образцов в коррозионной среде составила 10 месяцев, кавитационного
воздействия - 2,5 ч. Результаты показывают, что после таких испытаний стали 20X13 и 12X18H10T
имеют более высокие потери массы, чем Сr-Мn-N, хотя и отличаются достаточной коррозионной
стойкостью (табл. 5.3) [246].
Таблица 5.3
Потери массы после кавитационно-коррозионных
испытаний исследованных сталей
Сталь Потери массы, г
20X13 105,4
12XI8H10T 98,0
10XI2AГ10 41,7
Cr-Mn-N стали могут быть дополнительно легированы элементами, повышающими коррозионную
стойкость (Ni, Мо, Cu и др.), в таких количествах и при такой комбинации, когда бы исключалось
появление феррита в структуре или минимизировалось его количество, а также обеспечивалась
оптимальная кинетика мартенситных превращений при микроударном воздействии. Если учесть
отрицательное влияние никеля (> 2 %) на кавитационную стойкость хромомарганцевых сталей, то
следует считать нецелесообразным легирование им в количестве, превышающем 2 %. Легирование
медью ни в отношении коррозионной, ни кавитационной стойкости не дает преимуществ перед
молибденсодержащими сталями. Возможно, что для работы в других средах с целью повышения
антикоррозийности введение Cu может быть полезно. На основании проведенных исследований
установлено, что наиболее высокой кавитационной и коррозионной стойкостью (в морской воде)
обладают низкоуглеродистые азотсодержащие метастабильные аустенитные стали [167, 12, 200, 240-
243]. Благоприятное сочетание механических и служебных свойств обеспечивается при следующем
соотношении компонентов: 0,1 % С, 14-17 % Сr, 9-14 % Мn, 0,12-0,3 % N, 0,8-1,3 % Мо [247, 248]. Стали
10Х14AГ12М и 10Х17АГ14М по этим характеристикам значительно превосходят применяющуюся в
промышленности 12X18H10T (табл. 5.4).
Таблица 5.4
Механические свойства, кавитационная и коррозионная стойкости некоторых
хромомарганцевых сталей в сравнении с 12X18H10T
Сталь Термообработка
σ
0,2
,
МПа
σ
В
, МПа
δ, % ψ, %
KCU,
МДж/м
2
∆Р, мг
К
М
,
г/м
2
⋅ч
10Х14Г12М 343 676,2 19,6 17,1 1,5 30 0,0124
10Х17АГ14М
Нормализация от
1050
o
С
372 680,0 30,0 40,0 2,1 120 0,0087
12X18H10T Закалка с 1050
о
С 235 509,6 35,0 55,0 1,9 650 0,0004
При этом, если важно повысить сопротивление коррозии, то следует ориентироваться на стали с
содержанием хрома и молибдена на верхнем пределе. Соответственно для исключения появления в
структуре феррита должно быть повышено содержание азота (до 0,3 %). Напротив, при необходимости
увеличить кавитационную стойкость количество Mn, Cr, Mo, и N желательно иметь ближе к нижнему
пределу. Последнее целесообразно реализовать, когда необходимо обеспечить высокое сопротивление
микроударному воздействию при работе деталей в пресной воде. В этом случае Мо может быть вообще
исключен из состава стали.
В качестве одного из способов регулирования стабильности аустенита и кавитационной стойкости,
исследовалась предварительная пластическая деформация. Соответствующие данные применительно к
Fе-Сr-Мn сталям по этому вопросу в литературе отсутствовали. Исследовались стали 40Х10Г8,
10X17AГ10 и 30Г20Х6, характеризующиеся различной стабильностью аустенита, которая была
наименьшей в первой, а наибольшей - в последней [13]. Сталь 47Х10Г8 в закаленном состоянии обладает
156
высокой кавитационной стойкостью. ХПД этой стали прокаткой на 11 % при комнатной температуре и
ТПД на 32 % при 400
о
С снижают ее сопротивление разрушению (рис. 5.6), несмотря на то, что
повышаются предел прочности и твердость. ХПД вызывает образование ~ 20 % α″, уменьшает прирост
его количества в процессе кавитационного воздействия (рис. 5.7, а, II). ТПД приводит к стабилизации
аустенита по отношению к деформационному мартенситному превращению (рис. 5.7, a, III).
Рис. 5.6. Влияние пластической деформации на потерю массы Fе-Сч-Мn сталей
с различной стабильностью аустенита: 47Х10Г8: 1 - без деформации; 2 – ХПД, ε
Д
= 11 %;
3 – ТПД при 400
о
С, ε
Д
= 32 %; 10Х17АГ10: 4 - без деформации; 5 –ХПД, ε
Д
= 30 %;
6 – ТПД при 400
о
С, ε
Д
= 33 %; 30Г20Х6: 7 - без деформации; 8 –ХПД, ε
Д
= 28 %
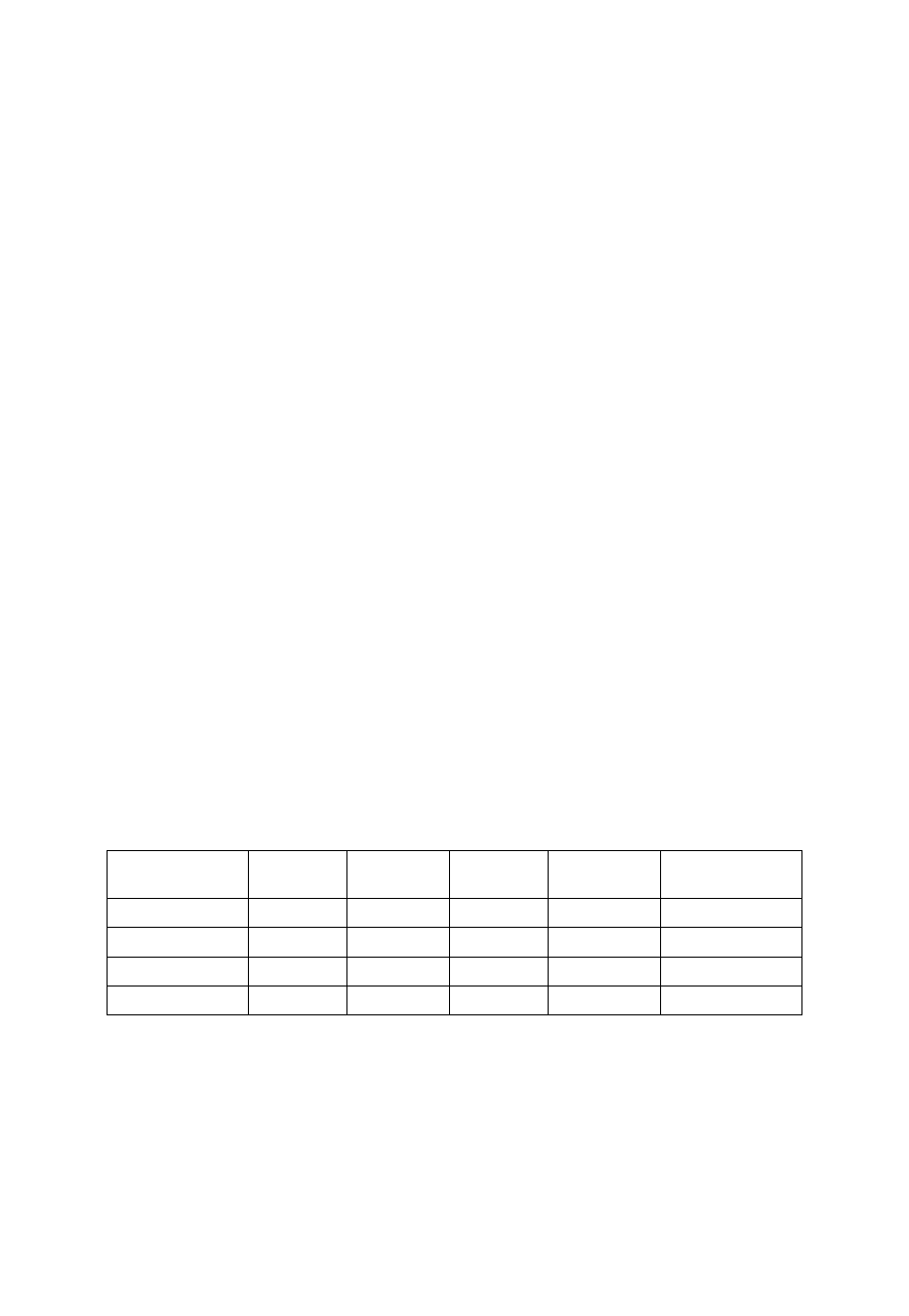
Рис. 5.7. Влияние пластической деформации на кинетику фазовых превращений при микроударном
воздействии в сталях 47Х10Г8(а) и 10XI7A10 (б): а I - без деформации; II – ХПД, ε
Д
= 11 %;
III –ТПД, ε
Д
= 32 %; б: I - без деформации; II –ХПД, ε
Д
= 30 %; III –ТПД, ε = 33 %; 1 - α″-фаза; 2 - ε
0
50
100
150
200
250
0
5
10
15
20
25
30
τ
,
ч
∆
P,
мг
1
3
2
8
5
4
6
7
157
В отличие от рассмотренного случая, предварительная пластическая деформация стали 10XI7AГ10,
более стабильной по отношению к деформационным мартенситным превращениям, чем 47Х10Г8 (рис.
5.7, а, б, I), неоднозначно влияет на ее эрозионную стойкость. Предварительная ХПД стали 10Х17АГ10
повышает ее сопротивление разрушению (рис. 5.6). Это можно объяснить тем, что согласно
рентгеновским данным она активизирует γ → α″ превращение (рис. 5.7, б, II). В результате
увеличивается прирост твердости при микроударном воздействии. Он за 60 мин испытаний для
недеформированной стали 10X17AГ10 составляет НВ 60, а после деформации на 30 % достигает НВ 110.
Предварительная деформация этой стали при 400
о
С, несмотря на повышение исходной твердости,
уменьшает ее эрозионную стойкость (рис. 5.6) и тем больше, чем выше степень деформации. Причина
этого повышение стабильности аустенита [13]. Предварительная ХПД стали 30Г20Х6, имеющей
повышенную стабильность аустенита, увеличивает ее эрозионную стойкость, но в значительно меньшей
степени, чем у 10X17AГ10 (рис. 5.6). Подытоживая полученные экспериментальные данные, можно
заключить, что предварительная ХПД сталей с метастабильным аустенитом, вызывающая появление
мартенсита в структуре еще до испытаний и уменьшающая его прирост в процессе кавитационного
воздействия сверх оптимального уровня, снижает сопротивление этих сталей разрушению. То же
происходит, если предварительная ТПД чрезмерно стабилизирует в них аустенит и уменьшает
интенсивность образования мартенсита деформации, при этом снижение кавитационной стойкости
происходит, несмотря на повышение прочностных характеристик. По иному влияет предварительная
ХПД на стойкость метастабильных сталей, имеющих после закалки относительно слабое развитие
γ → α″ превращения при кавитационном воздействии. Если пластическая деформация активизирует
образование мартенсита в этих сталях и приближает кинетику превращения к оптимальной, их
кавитационная стойкость возрастает. Для обеспечения требуемой кинетики мартенситного превращения
при микроударном воздействии следует за счет предварительной пластической деформации управлять
ею, изменяя в нужном направлении стабильность аустенита [242].
Как уже отмечалось, исследование низкоуглеродистых хромомарганцевых азотсодержащих сталей
было предпринято для получения более высокого уровня механических свойств, чем у 30Х10Г10 в
отливках большого сечения [12, 244, 246, 248]. Изучались стали 12X14AГ12, 07X14AГ12M,
06X15AГ12M в отливках сечением 150 мм. В их микроструктуре наблюдается выделение карбидов по
границам аустенитных зерен. В зависимости от соотношения легирующих элементов может
образовываться феррит. Чем ниже концентрация углерода в стали, тем меньше карбидов. Исключить их
выделение удается также нормализацией с 1000-1050
o
С. После этой обработки стали имеют более
высокий уровень механических свойств, чем 30Х10Г10 (табл. 5.5).
Таблица 5.5
Механические свойства хромомарганцевых азотсодержащих сталей и 30Х10Г10
в отливах сечением 150 мм после нормализации с 1050
о
С
Марка стали
σ
0,2
, МПа
σ
В
, МПа δ, % ψ, %
KCU, МДж/м
2
12X14AГ12 320 702 22,0 18,9 1,25
07Х14АГ12М 445 934 50,5 45,2 1,40
06Х15АГ12М 398 628 36,0 30,6 2,60
30Х10Г10 360 560 8,0 13,5 0,80
Следует подчеркнуть, что в исследованных низкоуглеродистых сталях механические свойства мало
меняются по сечению отливки и не зависят от направления вырезки образцов. Отпуск в интервале 600-
800
о
С вызывает снижение механических свойств. Это проявляется тем в большей степени, чем выше в
них содержание углерода и обусловлено выделением карбидов по границам аустенитных зерен и
субзерен, а также распадом феррита, если он присутствует в структуре [248]. Однако даже при наиболее
неблагоприятных режимах отпуска рассматриваемые Cr-Мn-N стали сохраняют достаточно высокую
пластичность (δ > 12 %) и существенно превосходят в этом отношении 30Х10Г10. Они имеют высокую
ударную вязкость после нормализации не только при комнатной, но и отрицательных температурах
вплоть до –70
о
С (КСU
−70
= 0,9-1,6 MДж/м
2
). Стали (10-12)X14AГ10 и (07-10)X14AГ12M обладают
хорошими литейными свойствами. Их прокатка и волочение не вызывают каких-либо затруднений [249].
Инструменты, оснащенные твердыми сплавами, позволяют осуществлять все операции механической
обработки низкоуглеродистых Cr-Мn-N сталей [243]. По данным работы [249] сталь 10Х14АГ12М
158
обрабатывается резаньем в 1,7-2,5 раза лучше, чем 30Х10Г10. Это может быть объяснено меньшей
способностью к наклепу аустенита, имеющего низкое содержание углерода. Исследование стали
10X14Г12M, проведенное на Ленинградском металлическом заводе им. ХХII съезда КПСС и институте
электросварки им. Е.О. Патона, показало, что эта сталь сваривается без предварительного и
сопутствующего подогрева электрошлаковым, ручным и полуавтоматическим способами в среде
углекислого газа. При сварке образуется равнопрочное соединение, не требующее термообработки. Не
вызывает затруднений и резка газопламенным способом [249]. Стали 10Х14АГ12 и 10X14AГ12M были
рекомендованы для отливок гидротурбин и гребных винтов [12, 240, 243, 244]. В работах [250-253] также
подтверждается хороший комплекс служебных и технологических свойств этих сталей. Они вошли в
учебник «Специальные стали» [2]. Сталь 10Х14АГ12М внедрена Проблемной лабораторией
металловедения УПИ им. С.М. Кирова в виде листа для облицовки лопастей гидротурбин Усть-
Илимской ГЭС.
5.1.2. Кавитационная стойкость мартенситностареющих сталей
В 60-х годах было предложено новое перспективное направление, заключающееся в создании
экономнолегированных нержавеющих мартенситностареющих кавитационностойких сталей [12, 87]. В
это время появились публикации о высоконикелевых мартенситностареющих сталях. Позднее сведения о
них были обобщены в работе [17]. Данные о кавитационной стойкости мартенситностареющих сталей в
литературе отсутствовали. В связи с этим вначале изучалось влияние химического состава и
термообработки на сопротивление микроударному воздействию высоконикелевых сталей (табл. 5.6), а
затем исследовались свойства экономнолегированных мартенситностареющих сталей. После закалки
(нормализации) все стали имели структуру низкоуглеродистого реечного мартенсита и относительно
невысокую твердость (220-270 НВ).
Таблица 5.6
Химический состав исследованных мартенситностареющих сталей
Содержание элементов, мас. %
Марка стали
C Ni Co Mo Ti Al
03Н20 0,03 19,7 – – – 0,03
03Н20М2 0,03 19,7 – 1,9 – 0,03
03H20KI5 0,03 19,8 14,75 – – 0,40
03Н20ТЮ 0,03 19,8 – – 1,4 0,40
03Н20М3ТЮ 0,03 19,8 – 2,8 1,4 0,40
03Н20К10М5ТЮ 0,03 19,7 9,70 4,8 1,0 0,30
Старение в определенном температурном интервале легированных Fе-20 % Ni сталей после закалки
вызывает их упрочнение, степень которого определяется характером легирования [17, 87]. Упрочнение
стали 03Н20 в процессе старения наблюдается уже при введении 10 % Со или 2 % Mo, 1 % Ti и 0,8 % Al.
Увеличение концентрации этих элементов усиливает этот эффект. Влияние молибдена на упрочнение
значительно сильнее, чем кобальта. Еще большее увеличение твердости достигается при введении титана
и алюминия. Легирование стали 03Н20 кобальтом и молибденом в сочетании с титаном и алюминием
(03Н20К10М5ТЮ) позволяет получить твердость при старении до 630 НВ. Оптимальный интервал
температур для исследованных сталей составляет 400-500
о
С (рис. 5.8). Исследования сопротивления
сталей микроударному разрушению при кавитационном воздействии в закаленном и состаренном на
максимальную твердость состоянии показало, что кавитационная стойкость зависит от характера
легирования стали 03Н20, количества вводимых элементов и термической обработки. Наибольшие
потери массы в закаленном состоянии имеет сталь 03Н20. Легирование 2 % Мо практически не изменяет
кавитационную стойкость (рис. 5.9, а). Введение 10 % Со значительно ее повышает. Особенно
эффективно комбинированное легирование Co, Mo. Ti и Al (03Н20К10М5ТЮ). Повышение
кавитационной стойкости при легировании связано с увеличением сопротивления микроударам
мартенсита. Такой вывод может быть сделан, исходя из того, что стали 03Н20, 03Н20М2, 03H20K10 и
03Н20ТЮ, имеющие примерно одинаковое после закалки количество мартенсита, характеризуются
различной кавитационной стойкостью.
159
Рис. 5.8. Влияние температуры старения на упрочнение мартенситностареющих сталей на основе
Fе-20 % Ni: 1 - 03Н20; 2 - 03Н20М2; 3 - 03H20K15; 4 - 03Н20ТЮ; 5 - 03Н20МТЮ; 6 - 03Н20К10М5ТЮ
Рис. 5.9. Потери массы мартенситностареющих сталей на основе Fе-20 % Ni при кавитационном
воздействии: а - закалка с 1100
о
С в воде; б – то же и старение на максимальную твердость:
1 - 03Н20; 2 - 03Н20М2; 3 - 03H20K15; 4 - 03Н20ТЮ; 5 - 03Н20МТЮ; 6 - 03Н20К10М5ТЮ
Значительный интерес представляют данные, показывающие, что 03Н20К10М5ТЮ с меньшим, чем в
предыдущих сталях количеством мартенсита (~ 75 %), и повышенным содержанием остаточного
аустенита, превосходит их по стойкости. Это обусловлено образованием мартенсита деформации в
процессе кавитационного воздействия. Полученные данные показывают возможность и перспективность
разработки сталей мартенситно-аустенитного класса, в которых одновременно используется принцип
200
300
400
500
600
700
200
300
400
500
600
700
t,
°
C
HB
1
2
3
4
6
5
160
получения низкоуглеродистого состаренного мартенсита и метастабильного аустенита, претерпевающего
в процессе нагружения превращение в мартенсит [87].
Еще в большей мере проявляется влияние легирования на кавитационную стойкость состаренных
сталей. Чем сильнее они упрочняются термообработкой, тем выше их сопротивление кавитационному
разрушению (рис. 5.9, б). Наиболее высокую кавитационную стойкость после термообработки по
оптимальному режиму имеют стали 03Н20ТЮ, 03Н20М3ТЮ и 03Н20К10М5ТЮ. По сопротивлению
микроударному нагружению при кавитации эти стали близки к хромомарганцевой 30Х10Г10 [12, 87,
200]. Однако исследованные высоконикелевые мартенситностареющие стали очень дороги, т.к. содержат
большое количество Ni, Со, Мо. Это ограничивает их применение в качестве кавитационностойкого
материала для гидротурбин и насосов. Все исследованные экономнолегированные стали (см. табл. 2.9)
имеют преимущественно мартенситную структуру. Старение в интервале температур 300-550
о
С после
нормализации (закалки), как уже отмечалось (разд. 2), приводит к повышению твердости. Для каждой
стали существуют оптимальная температура и время старения [87]. Максимальная твердость, которая
может быть получена, составляет 450-500 НВ. Ряд исследованных хромоникелевых МСС в состаренном
на максимальную твердость состоянии имеют высокие прочностные характеристики в сочетании с
хорошей пластичностью. По кавитационной стойкости в нормализованном (закаленном) состоянии они
значительно уступают 30Х10Г10. Старение исследованных Cr-Ni сталей, вызывающее увеличение их
твердости, повышает способность сопротивления микроударному нагружению. Чем больше твердость,
тем выше их кавитационная стойкость (рис. 5.10). При твердости 450-500 НВ они по сопротивлению
эрозии значительно превосходят применяемые стали 12X18H10T, 20X13 после типовой для них
термообработки и приближаются к 30Х10Г10. Следует иметь в виду, что для обеспечения необходимой
коррозионной стойкости в речной воде достаточно иметь содержание хрома 12-14 %. В более
агрессивных средах может оказаться целесообразным повышение его до 16-17 %.
Рис. 5.10. Потери массы хромоникелевых МСС после нормализации и старения (а, б, в) в сопоставлении
с применяемыми сталями (г): а - 03Х12Н6ТЮ; б - 03Х14Н6ТЮ; в – 03Х16Н4МД2; 1 - нормализация с
1000
о
С; 2 – то же, что 1 и старение на максимальную твердость; г - 12X18H10T (3), 20X13 (4),
03Х12Н6ТЮ (5), 03Х14Н6М2ТЮ (6), 03Х16Н4МД2 (7)
На основании проведенных исследований была разработана новая мартенситностареющая
кавитационностойкая сталь 03Х12Н8МТЮ [12, 89, 200]. Ее оптимальный химический состав таков:
≤ 0,05 % С; 11-13,5 % Сr; 7-9 % Ni; 0,7-1,1 % Мо; 0,2-0,4 % Ti; 0,3-0,5 % Аl. В литом состоянии после
нормализации с 950
o
С и старения при 450
o
С эта сталь имеет следующие механические свойства:
σ
0.2
≥ 900 МПа; σ
B
≥ 950 МПа; δ ≥ 12 %, ψ ≥ 40 %; KCU ≥ 0,75 МДж/м
2
; в поковках - σ
0.2
≥ 1050 МПа;
σ
B
≥ 1100 МПа; δ ≥ 15 %, ψ ≥ 60 %; KCU ≥ 1,2 МДж/м
2
. Исследование технологических свойств этой
стали, выполненное в работе [254], показало, что выплавка, ковка, прокатка не отличаются существенно
от таковых для освоенной промышленностью стали 08Х15Н9Ю. При сварке 03Х12Н8МТЮ не требует
предварительного или сопутствующего подогрева. Замена применяемых нержавеющих сталей
экономнолегированной мартенситностареющей позволяет существенно повысить долговечность деталей
машин, работающих в условиях кавитационной эрозии. Она внедрена Проблемной лабораторией УПИ
им. С.М. Кирова для облицовки лопастей 4-го колеса Червакской ГЭС и турбонасосных агрегатов.