Малинов Л.С., Малинов В.Л. Ресурсосберегающие экономнолегированные сплавы и упрочняющие технологии, обеспечивающие эффект самозакалки
Подождите немного. Документ загружается.

141
приросту мартенсита в процессе испытания соответствует и большая пластичность. В 10Х13Г8 уже
после деформации на 10 % относительное удлинение не превышает 2 %.
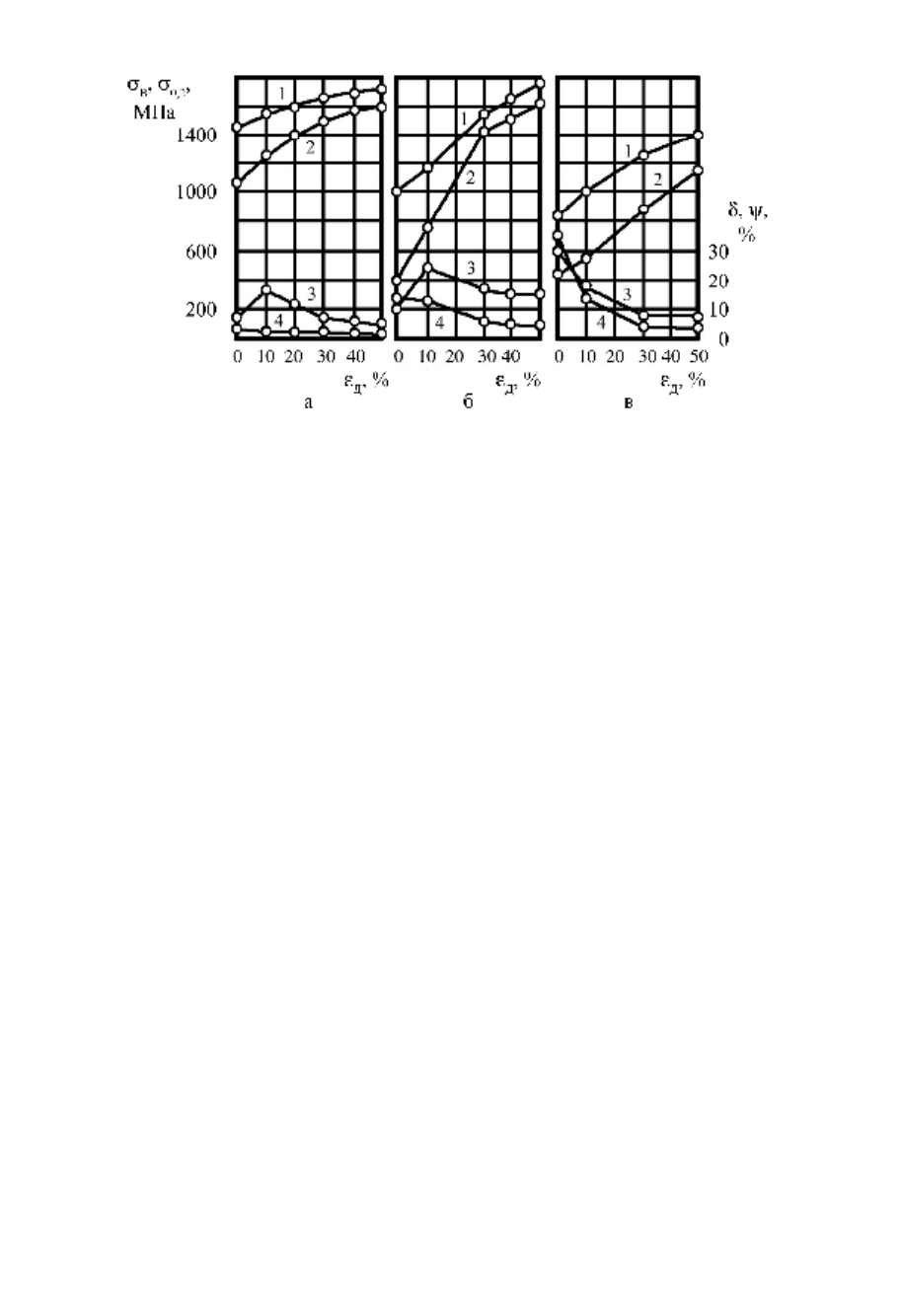
Рис. 4.14. Влияние степени ХПД на механические свойства сталей 10Х13Г12 (а),
30Х13Г12 (б), 50Х13Г12 (в): 1 – σ
В
; 2 – σ
0,2
; 3 – δ; 4 – ψ
В сталях с повышенной стабильностью аустенита (50Х13Г12) происходит существенное снижение
пластичности (δ, ψ) при увеличении степени ХПД (рис. 4.14, в). В зоне разрыва образцов,
предварительно деформированных на 50 %, прирост мартенсита не превышает 5 %. Аналогичная
зависимость обнаруживается и в 30Х10АГ8М3Д2ФС [223, 224]. Наилучшее сочетание прочностных и
пластических свойств после больших обжатий (50 %) при предварительной ХПД (рис. 4.14) можно
получить лишь в сталях с определенной стабильностью аустенита после закалки. Мартенсит в них
образуется при деформации со степенями, превышающими 10 %. Наиболее высокая интенсивность
образования мартенсита составляет 2,5. Степень деформации предварительной ХПД для каждой стали
необходимо выбирать с учетом стабильности аустенита после закалки. В 10Х10АГ8МД2ФС после
обжатия 20 % обеспечивается повышенный уровень прочностных свойств (σ
0,2
= 1100 МПа, σ
В
=
1450 МПа) и пластичности (δ = 27 %). При ХПД с обжатием 30 % σ
В
увеличивается до 1800 МПа при
сохранении достаточной для ряда случаев пластичности (δ = 6 %). Аналогичный уровень свойств
получен в сталях 10Х13Г12, 20Х13Г12 после обжатия 50 %. В общем случае степень обжатия при ХПД
необходимо выбирать такой, чтобы она соответствовала величине участка I или началу участка II МКД, а
основной участок II, а также участки III и IV получили развитие в процессе нагружения при
последующих механических испытаниях на растяжение. В том случае, когда химический состав стали не
обеспечивает получение требуемой стабильности аустенита, и она сильно отличается от оптимальной,
перед ХПД необходимо изменить в нужном направлении способность аустенита к образованию
мартенсита деформации. Эго можно обеспечить, например, предварительной термической обработкой.
ХПД следует использовать также для управления стабильностью аустенита и соответственно свойствами
сталей. ХПД волочением часто применяется для получения высокопрочной проволоки. Известно, что
хромомарганцевые стали сильно наклёпываются; что существенно затрудняет волочение. Для снижения
склонности к наклепу в качестве легирующего элемента используют никель, который дорог. Нами
изучалось влияние алюминия и меди на свойства сталей типа 30Х13Г8 после волочения. Стали
30Х13Г8Д2 и 30Х13Г8Ю2 удается деформировать с обжатиями 70 % без промежуточных отжигов и
обеспечить хороший комплекс прочностных и пластических свойств. Например, проволока диаметром
1,6 мм из 30Х13Г8Ю2, полученная волочением при нормальной температуре с суммарным обжатием
70 %, имеет значение σ
В
= 2070 МПа, она выдерживает 3 перегиба и 18 скручиваний [195].
4.3.2. Влияние деформации при повышенных температурах
Проведенные исследования [8, 13, 222] показывают, что в зависимости от состава хромомарганцевых
сталей и режима предварительной деформации при повышенных температурах может наблюдаться как
стабилизация, так и дестабилизация аустенита [225]. В том случае, когда сталь характеризуется МКД,

142
имеющей II, III и IV участки, а деформация проводится при температурах ниже
α
′′
Д
M , в результате чего
значительно уменьшается протяженность II участка или он исчезает совсем, происходит снижение
интенсивности γ → α″ превращения при последующем нагружении. Это обнаруживается в сталях
10Х14Г8 и 08Х10АГ8МД2ФС после деформации в интервале 100–200
o
С [196]. Так во второй стали в
результате деформации при 100
о
С с обжатием 40 % образуется 70 % мартенсита. МКД после такой
обработки в процессе последующей испытательной деформации имеет преимущественно IV участок,
который характеризует завершение мартенситного превращения при деформации. Повышение
устойчивости аустенита происходит и в том случае, когда деформация проводится выше температуры
α
′′
Д
M (300–500
о
С). Чем больше в стали углерода, тем при меньших обжатиях в указанном
температурном интервале проявляется стабилизация аустенита. В стали 10Х13Г12 повышение
устойчивости аустенита наблюдается после обжатий 80 %, а в 30Х13Г12 - после деформации со степеням
50 %. В подобной стали с 0,5 % С максимальное обжатие, после которого проявляется стабилизация
аустенита, не превышает 20 %. Повышению его устойчивости соответствует формирование ячеистой
дислокационной субструктуры, обусловленной увеличением ЭДУ. У стали 10Х10АГ8МД2ФС после
закалки с 1100
o
С она равна 0,009 Дж/м
2
, а деформация на 5–10 % при 300–400
o
С увеличивает ЭДУ до
0,020 Дж/м
2
[194]. Если в стали после закалки образуется большое количество α′, а МКД характеризуется
малой протяженностью II участка, III и IV, то ТПД, уменьшающая долю мартенсита охлаждения в
структуре, приводит при последующем нагружении к активизации γ → α″ превращения, что
характеризуется увеличением угла наклона II участка к оси абсцисс (рис. 4.15). Реализуется случай,
когда аустенит стабилизируется по отношению к γ → α′ превращению и дестабилизируется - к γ → α″
[225]. Такое неоднозначное влияние ТПД можно объяснить действием двух факторов. С одной стороны,
в деформированном аустените вследствие возникновения дефектов структуры и повышения его
прочностных свойств образование мартенсита охлаждения затрудняется. Этому способствует
закрепление дислокаций сегрегациями атомов и дисперсными частицами. С другой стороны, деформация
при повышенных температурах приводит к увеличению числа потенциальных зародышей мартенсита,
что должно интенсифицировать γ → α″ превращение при последующем нагружении. Аналогичный
эффект наблюдается в аустенитных сталях, когда теплая деформация проводится ниже
α
′′
Д
M и вызывает
появление дефектов упаковки, ε–фазы и небольшого количества мартенсита [196]. Важную роль в
дестабилизации аустенита играет также динамическое старение. Выделение карбидов при деформации
может происходить даже в сталях с относительно невысоким содержанием углерода (£ 0,1 %) [194].
Динамическое старение и связанная с ним активизация мартенситного превращения проявляется тем в
большей мере, чем выше концентрация углерода, степень деформации и температура в исследованном
интервале.
В работе [226] обнаружена активизация мартенситного превращения при нагружении в случае
образования в аустените развитой полигональной субструктуры. Поскольку факторы, вызывающие
стабилизацию и дестабилизацию аустенита, являются конкурирующими, результат зависит от того,
какой из них после конкретной обработки оказывается превалирующим. Деформация при повышенных
температурах неоднозначно влияет и на механические свойства. В низкоуглеродистых сталях, в
структуре которых после закалки наряду с аустенитом присутствует α′-мартенсит, предварительная ТПД
выше
α
′′
Д
M уменьшает количество последнего, приводит к снижению предела текучести и повышению
пластичности. Это не согласуется с общепринятым представлением о том, что ТПД вызывает только
упрочнение стали. При больших степенях деформации, выше
α
′′
Д
M , когда происходит дестабилизация
аустенита в результате динамического старения и сильное его упрочнение, происходит повышение
прочностных свойств и снижение пластических [225]. Аналогичная закономерность обнаружена и в
сталях 10Х13Г8, 10Х13Г10, 10XI3Г12.
143
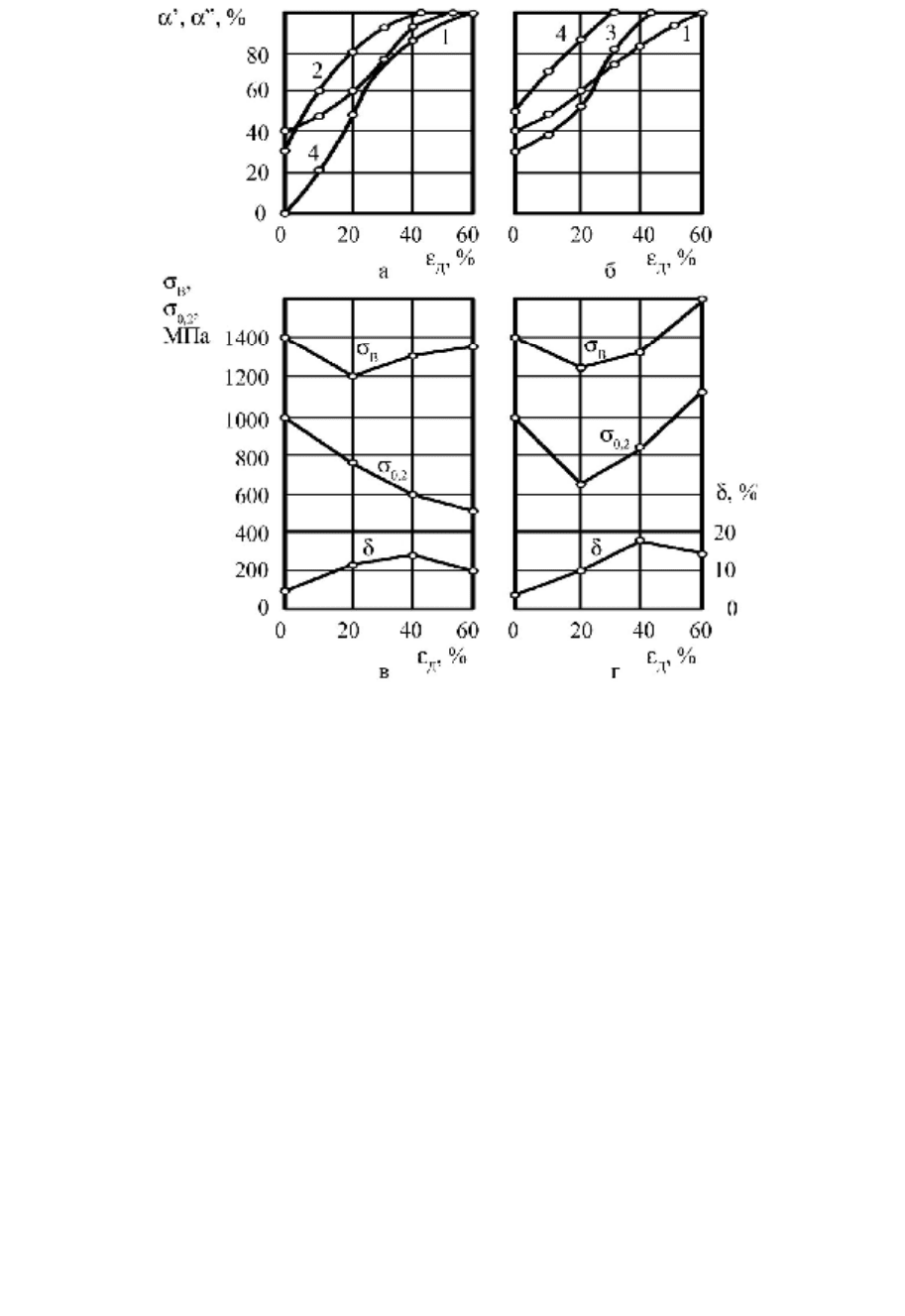
Рис. 4.15. Влияние предварительной ТПД при 200
о
С (а, в) и 600
о
С (б, г) на развитие γ → α″
превращения при последующем нагружении и механические свойства стали 10Х14АГ6Д2 (в, г):
1 – нормализация с 1000
o
С; 2, 3, 4 – то же, что 1 и ТПД со степенями соответственно: ε = 20, 40, 60 %
В аустенитных сталях, характеризующихся повышенной стабильностью аустенита (30Х13Г12,
50Х13Г12), теплая деформация должна быть направлена на упрочнение аустенита и его дестабилизацию.
Рассмотрим это на примере стали 50Х13Г12, имеющей на МКД после закалки лишь участок I. Ее
деформация при 500
о
С с обжатием 80 % приводит к формированию развитой ячеистой субструктуры и
выделению карбидов. Последнее интенсифицирует γ → α″ превращение при испытании механических
свойств растяжением. Это позволяет получить высокий уровень свойств: σ
0,2
= 1450 МПа, σ
В
=
1620 МПа, δ = 8 %, ψ = 20 %, KCU = 0,8 МДж/м
2
. Эффективной является деформация подобных сталей
на 50–80 % при 800
о
С. Хотя уровень свойств при этом ниже, чем в предыдущем случае, но легче
осуществима сама деформация. После нее при 800
о
С с обжатием 50 % в 50Х13Г8 получены
механические свойства: σ
0,2
= 930 МПа, σ
В
= 1350 МПа, δ = 10 %, ψ = 18 %. Уровень прочностных
свойств значительно выше, чем после закалки (σ
0,2
= 450 МПа, σ
В
= 880 МПа). Температура деформации
может быть еще выше (900
о
С) при условии, что не происходит рекристаллизация аустенита. Для этого в
состав сталей необходимо вводить сильные карбидообразующие элементы (например, ванадий) [201,
211]. Из полученных данных следует, что режим упрочнения обязательно должен назначаться с учетом
исходной стабильности аустенита и ее изменения под влиянием теплой деформации.
4.4. Влияние комбинированных обработок
В работах [220, 222, 227] изучено влияние комбинированных обработок (ХПД и
последеформационный нагрев) на развитие мартенситного превращения при последующем нагружении и
механические свойства хромомарганцевых сталей. Исследованы стали 07Х15АГ13, 20Х10Г10,
144
30Х10Г10. ХПД сталей 07Х15АГ13 и 20Х10Г10, как до нагрева, так и после него, проводилась
кручением, а 30Х10Г10 – прокаткой в ручьевом стане. Кратковременный нагрев деформированных
образцов до температуры ε → γ и α → γ превращений осуществлялся в соляной и свинцовой ваннах. В
зависимости от химического состава, степени предварительной ХПД, и режима последующего нагрева в
самом общем случае может наблюдаться как стабилизация, так и дестабилизация аустенита по
отношению к образованию ε– и α″–фаз при последующей деформации. Нагрев при 150
о
С
продолжительностью до 8 ч и кратковременный нагрев при 450
o
С стабилизируют аустенит (рис. 4.16). В
случае кратковременного нагрева на 700
о
С низкоуглеродистой стали 07Х15АГ13 наблюдается
стабилизация аустенита, степень которой уменьшается с увеличением выдержки при температуре
нагрева. В 20Х10Г10 и 30X10Г10 аналогичный нагрев приводит к активизации мартенситного
превращения. Последнее связано с карбидообразованием, приводящим к обеднению аустенита
углеродом и легирующими элементами.
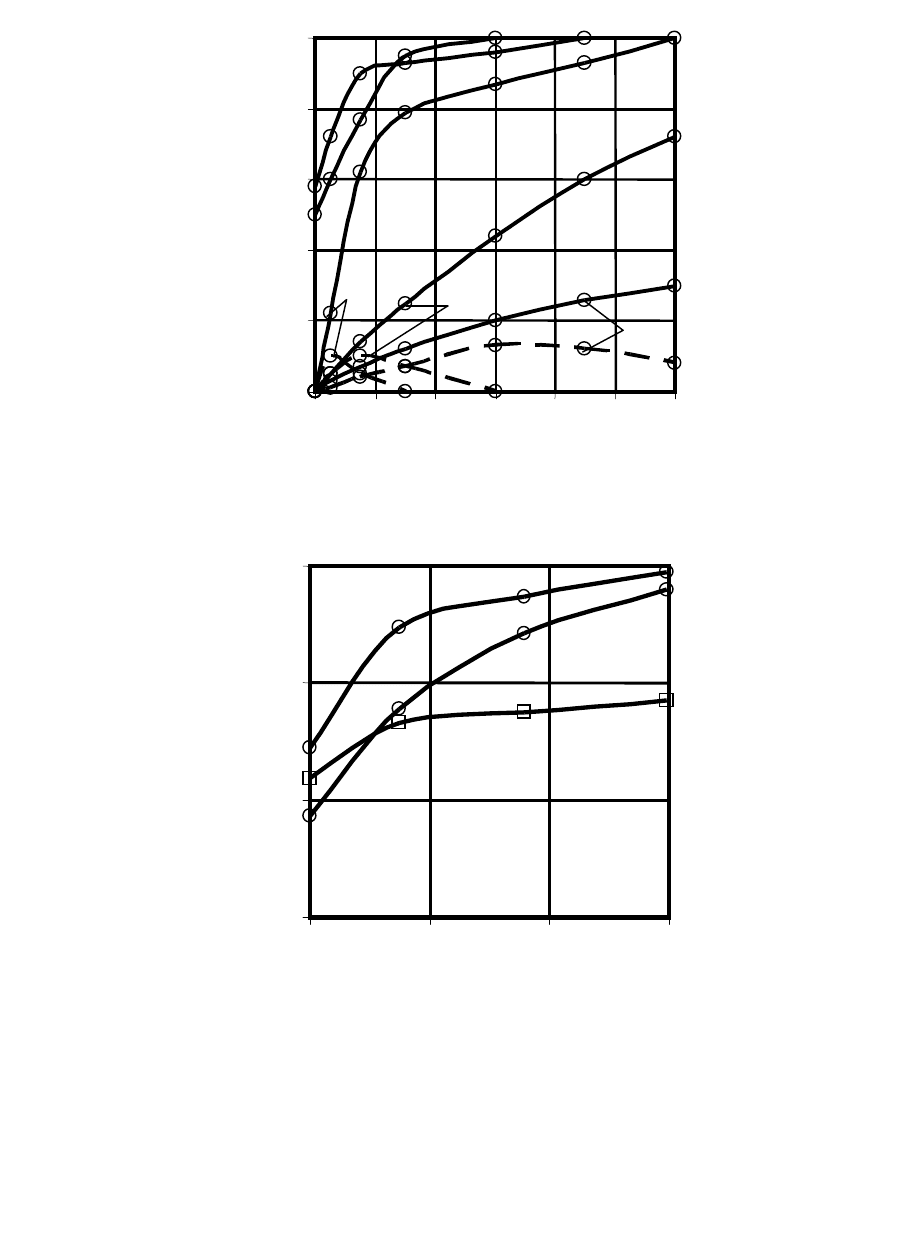
Рис. 4.16. Влияние степени ХПД и последующего нагрева на количество α′ и α″
при последующей испытательной деформации стали 07X15АГ13: 1 – нормализация с 1050
o
С;
2 – то же, что 1 и ХПД ε
Д
= 50 %; 2′ – то же, что 2 и нагрев на 150
o
С 8 ч;
3 – то же, что 1 и ХПД ε
Д
= 35 %; 3′ – то же, что 3, и нагрев на 450
o
С 1 мин
Полученные данные свидетельствуют о том, что с помощью предварительной деформации и
последующего нагрева можно управлять развитием мартенситных превращений при нагружении.
Рассмотрим на примере ряда сталей влияние предварительной ХПД и последеформационного нагрева на
их механические свойства. Так в стали 30Х10Г10 деформация на относительно небольшую величину
(13 %) приводит к существенному повышению прочностных свойств и резкому снижению пластичности
(табл. 4.7).
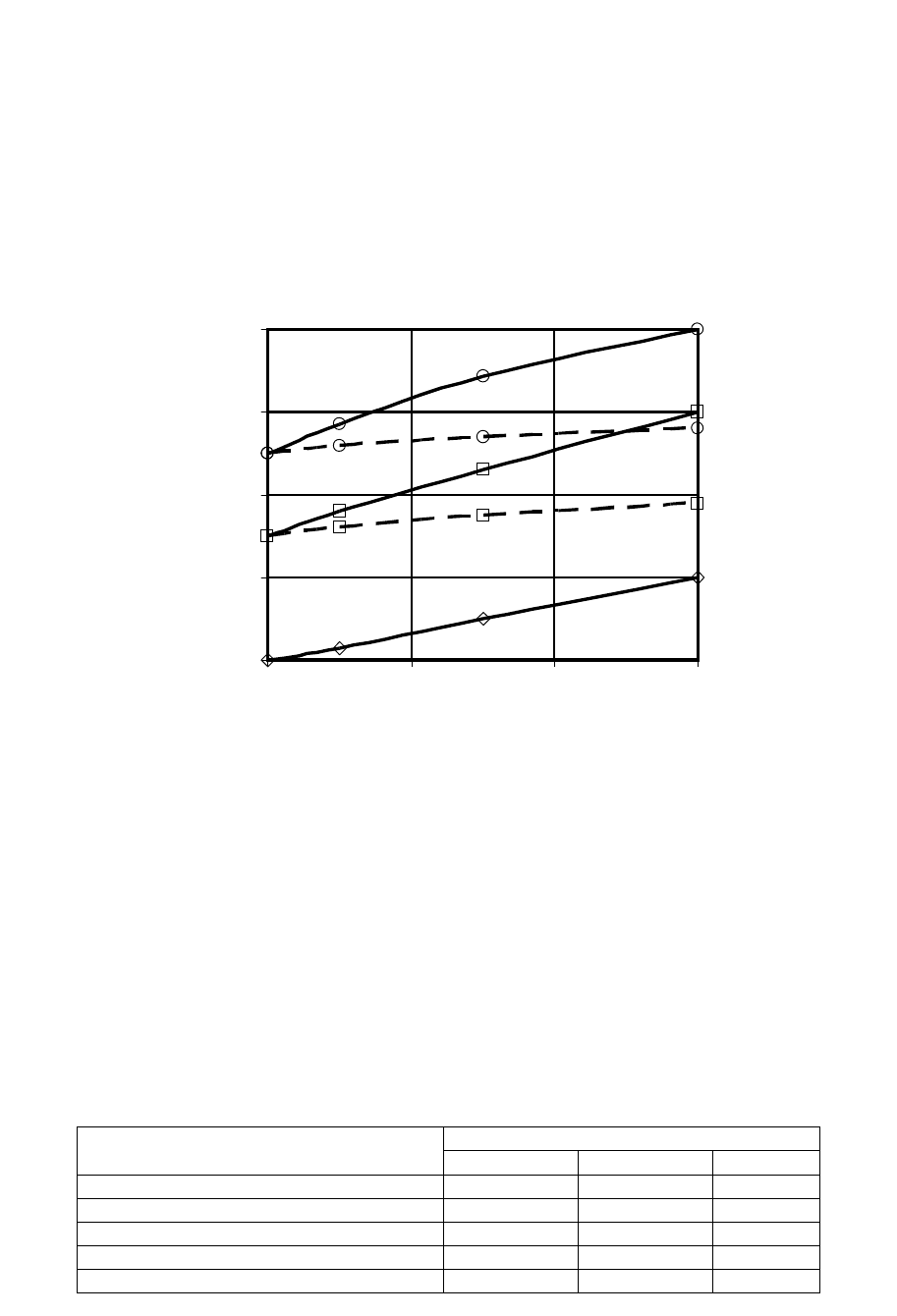
Таблица 4.7
Влияние предварительной ХПД и последеформационного нагрева
на механические свойства стали 30Х10Г10
Механические свойства
Режим обработки
σ
0,2
, МПа σ
В
, МПа δ, %
1. Закалка с 1150°
o
С 270 660 15
2. Закалка с 1150°
о
С, ХПД на 13 % 1000 1000 2
3. То же, что 2, нагрев на 250
o
С 1 ч 940 1260 11
4. То же, что 2, нагрев на 450°
o
С 1 мин 880 1140 9
5. То же, что 2, нагрев на 725
о
С 30 сек 500 950 12
0
10
20
30
40
0
10
20
30
α
′
,
α″, %
2
2'
3'
3
1
ε
Д
, %

145
Это обусловлено наклепом аустенита, образованием мартенсита деформации и чрезмерной
активизацией γ → α″ превращения при последующих механических испытаниях. Нагрев
холоднодеформированных образцов на 250
о
С 1 ч и 450
о
С 1 мин, стабилизирующий аустенит по
отношению к мартенситному превращению при нагружении, повышает пластичность и предел
прочности. Кратковременный нагрев прокатанных на 13 % образцов до температуры завершения α″ → γ
превращения (725
о
С 30 сек) снижает предел текучести. Однако он остается значительно более высоким,
чем после закалки, несмотря на отсутствие в структуре после такого нагрева упрочняющих ε– и α″–фаз
[221, 222]. Это свидетельствует о сохранении повышенной плотности дислокаций в аустените.
Относительное удлинение становится по величине близким к таковому у закаленной стали. Аналогичная
закономерность обнаружена и в стали 10Х16АГ12. Так после ХПД с обжатием 46 % и последующего
кратковременного (1 мин) нагрева на 660–750
о
С, обеспечивающего завершение α → γ превращения, но
исключающего рекристаллизацию, удается получить значительно более высокие прочностные свойства
(σ
0,2
= 925–1050 МПа, σ
В
= 1320–1440 МПа), чем после закалки (σ
0,2
= 450 МПа, σ
В
= 1220 MПa) при
повышенной пластичности (δ = 25–32 %). Учитывая, что запас пластичности велик, для повышения
прочностных свойств целесообразно проводить после кратковременного безрекристаллизационного
нагрева повторную ХПД с обжатием 20-25 %. В этом случае достигается высокий уровень прочностных
свойств (σ
0,2
= 1690–1840 МПа, σ
В
= 1720–1870 МПа, δ = 10–13 %) [8, 228]. Такая обработка названа
механико-термомеханической (МТМО), поскольку между предварительной и заключительной
деформациями проводится термообработка. Ее положительное влияние может быть следствием
образования дислокационной субструктуры и оптимального развития мартенситных превращений при
нагружении. Аналогичный принцип был использован для упрочнения сталей переходного класса [229]. В
ряде случаев нет необходимости в проведении повторной деформации. Достаточными являются ХПД и
последующий нагрев, снижающий напряжения и стабилизирующий до определенного уровня аустенит
по отношению к мартенситным превращениям. В работе [230] было показано, что у сталей 10Х13Г12 и
20Х13Г12 после ХПД с обжатием 50 % и последующего нагрева на 350
о
С 1–2 ч получен высокий
уровень механических свойств: σ
0,2
= 1680–1730 МПа, σ
В
= 1850–1890 МПа, δ = 8–10 %, ψ = 35–40 %.
Выше были рассмотрены случаи, когда последеформационный нагрев оказывал стабилизирующее
воздействие на аустенит. Если в закаленной стали в процессе деформации γ → α″ превращение протекает
с малой интенсивностью, целесообразна обработка, включающая предварительную ХПД и нагрев,
вызывающий дестабилизацию аустенита. В стали 15Х13АГ12МД2Ф после ХПД с обжатием 34 % и
нагрева на 500
о
С 5 ч получены следующие свойства: σ
0,2
= 1240 МПа, σ
В
= 1560 МПа, δ = 16 %, ψ =
50 %. При более низкой температуре последеформационного нагрева (450
о
С) в недостаточной степени
дестабилизируется аустенит и сохраняется относительно низкая пластичность. При более высокой
температуре (700
о
С) существенно снижаются прочностные характеристики. Высокий уровень свойств
может быть получен при сочетании ТПД, ХПД и нагрева. У стали 10X13Г12, обработанной по режиму:
ТПД при 300
о
С с обжатием ε
Д
= 50 %, ХПД на ε
Д
= 20 %, нагрев на 350
о
С 1 ч, получены механические
свойства: σ
В
= 1630 МПа, δ = 15 %, ψ = 37 %. У 20Х13Г12 после упрочнения по той же схеме, но с
большими степенями обжатия (ε
Д
= 60 % при 300
о
С и ε
Д
= 30 % при 20
о
С) удалось реализовать еще
более высокие свойства (σ
В
= 2000–2100 МПа, δ = 8–10 %). Эти данные показывают, что у
экономнолегированных сталей после комбинированной обработки может быть достигнут уровень
свойств, близкий к таковому у ПНП-сталей на хромоникелевой основе. Последнее позволяет сделать
вывод, что они – это не особый класс, как принято считать [231], а разновидность сталей с
метастабильным аустенитом. Такой подход позволяет ориентироваться на разработку и внедрение в
промышленность экономичных безникелевых высокопрочных сталей с метастабильным аустенитом. В
работе [232] предложена комбинированная обработка, отличающаяся тем, что ТПД проводится при
температурах ниже
α
′′
Д
M на 20–100
о
С, когда сталь в результате постепенного γ → α″ превращения
обладает повышенной пластичностью. Так у стали 20Х13Г8 после закалки с 1100
о
С, деформации при
250
о
С (
α
′′
Д
M = 300
о
С) с обжатием 50 %, последующей ХПД на 20 % и нагрева на 350
о
С 1 ч получены
механические свойства: σ
В
= 1890 МПа, δ = 10 %, ψ = 25 %. К низкоуглеродистым сталям может быть
применена комбинированная обработка, включающая предварительную деформацию при 800–900
о
С,
последующую ХПД и низкотемпературный нагрев. У 10Х10АГ8МД2ФС деформация при 900
о
С с
суммарным обжатием 80 %, последующая ХПД на 20 % и нагрев при 250
о
С 1 ч позволяют получить:
σ
0,2
= 1270 МПа, σ
В
= 1640 МПа, δ = 26,7 %, ψ = 25,5 %, КСU = 0,74 МДж/м
2
. Если степень ХПД
увеличить до 30 %, то могут быть получены еще более высокие прочностные свойства (σ
0,2
= 1550 МПа,
σ
В
= 1740 МПа) и сохранена достаточная пластичность (δ = 9,0 %, ψ = 25 %).

146
В сталях с повышенной устойчивостью аустенита по отношению к деформационному
мартенситному превращению (15Х13АГ12МД2ФС, 20Х13АГ10М2ФС) хорошее сочетание прочностных
(σ
0,2
= 1600–1620 МПа, σ
В
= 1660–1680 МПа) и пластических свойств (δ = 9-11 %, ψ = 22-25 %) позволяет
получить обработка, включающая на первом этапе ХПД и старение, а на заключительном – теплую
деформацию при температурах 200–450
о
С, повышающую стабильность аустенита [233]. Для
сокращения первого этапа обработки, вызывающей упрочнение и дестабилизацию аустенита,
целесообразно осуществлять деформацию в интервале температур протекания старения [234].
Эффективность комбинированных обработок для повышения свойств сталей подтверждена в работах
[165, 235].
Разновидностью комбинированных обработок являются дифференцированные, предложенные в
работах [45-49, 178, 179]. Как уже отмечалось (см. гл. 3), они предусматривают сочетание общего и
локального воздействий на металл для получения чередующихся прочных (мартенсита) и пластичных
(аустенита) структурных составляющих. В аустенитной стали 10Х10АГ8МД2ФС с метастабильным
аустенитом мартенсит может быть получен лишь в результате ХПД, т.к. мартенситная точка находится
ниже температуры жидкого азота. Локальный кратковременный нагрев до 750
о
С обеспечивает переход
мартенсита в аустенит [236]. После ХПД с обжатием 40 % и такого нагрева в профилированных роликах
на электроконтактной машине были получены повышенные прочностные и пластические свойства (σ
0,2
=
1100 МПа, σ
В
= 1350 МПа, δ = 20 %). Важно подчеркнуть, что пластичность в 2 раза выше, чем после
ХПД. Возможно применение и другой схемы. Мартенсит в заданных участках образуется при локальной
деформации в области отрицательных температур [178]. В сталях с повышенной стабильностью
аустенита для облегчения получения мартенсита при локальной деформации необходимо
предварительно проводить общую пластическую деформацию в температурном интервале выделения из
аустенита карбидов [234].
Полученные данные показывают, что для достижения наилучшего комплекса механических свойств
необходимо учитывать исходную структуру и стабильность аустенита. Разработка эффективных
способов упрочнения сталей, в структуре которых присутствует метастабильный аустенит, должна
предусматривать не только упрочнение, но и управление кинетикой мартенситных превращений для их
оптимизации [190, 194, 196, 220-222]. С этой целью наиболее эффективно применять комбинированные
обработки.

147
ГЛАВА 5
СЛУЖЕБНЫЕ СВОЙСТВА ЭКОНОМНОЛЕГИРОВАННЫХ
СПЛАВОВ С МАРТЕНСИТНЫМИ ПРЕВРАЩЕНИЯМИ
ПРИ ОХЛАЖДЕНИИ И/ИЛИ ДЕФОРМАЦИИ
В промышленности в качестве кавитационно- и износостойких материалов широко применяются
сплавы, содержащие дорогие элементы (Ni, Со, W и др.). Их служебные характеристики зачастую не
удовлетворяют возросшим требованиям. В данном разделе рассмотрены экономнолегированные
сплавы с повышенным уровнем служебных свойств, важную роль в которых играют мартенситные
превращения, протекающие при охлаждении и/или нагружении.
5.1. Влияние химического состава и обработок на кавитационную стойкость
экономнолегированных сталей
Детали машин и механизмов, работающие в контакте с потоком жидкости, подвергаются
кавитационному разрушению. При определенных гидродинамических условиях происходит нарушение
сплошности потока. и образуются полости, пузыри. Затем они, попадая в области повышенного
давления, сокращаются и исчезают [237]. В результате поверхность металла, контактирующая с
жидкостью, подвергается гидравлическим ударам, под воздействием которых и происходит эрозия.
Кавитационное воздействие жидкости на металл отличается рядом особенностей. Они заключаются в
том, что действующие нагрузки являются импульсными, ударными, т.е. характеризуются очень быстрым
возрастанием давлений до значительной величины, за которыми следует столь же быстрое их
уменьшение. Воздействие отличается многократностью и распространяется на микроскопические
площади. Распределение напряжений, вызываемое им, отличается локальностью и сильной
неравномерностью [237, 238]. На процесс разрушения дополнительное влияние оказывают агрессивность
среды и присутствие в ней взвешенных частиц. От микроударного нагружения разрушаются детали
гидротурбин, насосов, гидропрессов, гребных винтов и т.д. В гидротурбостроении для лопастей рабочих
колес и насосов используются в основном нержавеющие стали 20Х13НЛ, 09Х12НДЛ, 10Х18Н3Г3Д2Л, а
для облицовки лопастей, изготавливаемых из углеродистой стали, - 12X18H10T [239]. Однако эти стали
не обладают высоким сопротивлением гидроэрозии. При их разработке полагали, что более высокое
сопротивление их коррозии должно обеспечить и кавитационную стойкость. Однако, как показано в
работах [200, 238], коррозионная стойкость является лишь необходимым, но недостаточным условием.
И.Н. Богачевым и Р.И. Минцем впервые была высказана и реализована идея разработки
кавитационностойких сталей, имеющих структуру метастабильного аустенита, который под действием
микроударов превращается в мартенсит [167, 186]. На этом принципе ими была разработана сталь
30Х10Г10, которая по кавитационной стойкости превосходила известные нержавеющие стали. Она
имела ряд недостатков, а именно: относительно невысокий уровень предела текучести (£ 420 MПa);
существенное снижение пластичности после нагрева в интервал температур 600-800
о
С или замедленного
охлаждения в нем, что особенно проявлялось в крупных отливках; трудную обрабатываемость резанием
и недостаточную коррозионную стойкость в средах, более агрессивных, чем речная вода. Указанные
недостатки ограничивали область применения 30Х10Г10. В связи с этим возникла необходимость в
разработке новых кавитационностойких сталей, не имеющих отмеченных выше недостатков,
большинство из которых связано, как показали исследования, с содержанием в ней ~ 0,3 % углерода. В
данном разделе обобщены результаты исследований низкоуглеродистых безникелевых метастабильных
аустенитных и мартенситностареющих кавитационностойких сталей, лишенных указанных недостатков.

148
5.1.1. Кавитационная стойкость низкоуглеродистых сталей с метастабильным аустенитом
К началу работ в литературе отсутствовали сведения о кавитационной стойкости низкоуглеродистых
сталей на Fе-Мn и Fе-Сr-Мn основах с метастабильным аустенитом. Это потребовало проведения
системных исследований влияния легирующих элементов на структуру, развитие мартенситных
превращений при микроударном воздействии и сопротивление кавитационному разрушению. Изучались
стали на Fe-Mn и Fе-Сr-Мn основах. В них аустенит был метастабильным и под влиянием микроударов
распадался с образованием α″- и ε-фаз. Кавитационные испытания проводились на ударно-эрозионном
стенде [238]. Скорость вращения образцов составляла 78 м/сек. Диаметр сопла - 3 мм. Сравнительная
стойкость оценивалась весовым методом. Интенсивность упрочнения при микроударном воздействии
определялась по изменению твердости поверхности в зоне кавитации через каждые 15 мин. Количество
фаз оценивалось рентгеновским методом. Коррозионные испытания проводились в синтетической
морской воде следующего состава: 77,8 % NaCl; 10,9 % МgСl
2
; 4,7 % MgSO
4
; 3,6 % CaSO
4
; 2,5 % K
2
SO
4
;
0,5 % CaCO
3
. Двухфазные стали в зависимости от свойств структурных составляющих обладают
различной кавитационной стойкостью. Наибольшее сопротивление разрушению оказывает структура
метастабильного аустенита, а наименьшее - феррита. Промежуточное положение занимают двухфазные
структуры α′ + γ, ε + γ, γ + α [12, 240]. Во всех случаях очаги разрушения возникают в месте контакта фаз
и развиваются в сторону менее прочной составляющей. При увеличении концентрации хрома от 10 до
17 % в стали 05Г10 кавитационная стойкость изменяется неоднозначно. Сталь 05Х10Г10 имеет
мартенситно-аустенитную структуру (α' ~ 50 %). Увеличение содержания хрома до 14 % (05Х14Г10)
приводит к уменьшению количества мартенсита в структуре после закалки до 20 %. При этом возрастает
его количество, получаемое при микроударном воздействии. Это вызывает повышение кавитационной
стойкости второй стали по сравнению с первой. При легировании хромом в количестве, превышающем
14 %, в структуре появляется феррит. В результате этого существенно снижается кавитационная
стойкость (рис. 5.1). Последнее подтверждается также сравнением потерь в весе за одно и то же время у
образцов сталей 05Г10 и 05Г10 (0,15 % N) при увеличении в них хрома от 14 до 17 %. При содержании
14 % Cr эти стали имеют аустенитно-мартенситную (10Х14Г10) или аустенитную (10Х14АГ10)
структуру, а при 17 % Cr- аустенитно-ферритную. Феррит, как это было показано еще в работе [238],
характеризуется наиболее низким сопротивлением кавитационному воздействию и быстро разрушается.
Увеличение концентрации хрома в 05Г20, имеющей структуру γ + ε, вызывает повышение
кавитационной стойкости (рис. 5.1). Наиболее эффективно влияет добавка 12 % Cr, при которой
структура стали 05Х12Г20 после закалки представляет собой метастабильный аустенит,
превращающийся при кавитационном воздействии преимущественно в ε-мартенсит [240, 241]. Наряду с
исходной структурой большую роль в сопротивлении микроударному разрушению играет кинетика
мартенситных превращений, протекающих в процессе кавитационного воздействия. Этому вопросу не
уделялось внимания. На рис. 5.2, а приведена кинетика образования мартенситных α″- и ε-фаз в процессе
кавитационного воздействия для ряда Сr-Мn сталей, имеющих ~ 10 % Mn и различное содержание
хрома.
Кривая изменения количества α″ характеризуется двумя основными участками. Первый
соответствует интенсивному развитию γ → α″ превращения, а второй - его затуханию. В двухфазных
сталях со структурой γ + α (05XI7Г10), α′ + γ (05Х10Г10) и γ + α′ (10Х14Г10) образование мартенсита
при микроударном воздействии протекает с большой интенсивностью и почти полностью завершается в
течение 30 мин испытаний.
В аустенитных сталях 10Х14АГ10, 10Х12АГ10 и 10Х17АГ10 развитие мартенситного γ → α″
превращения зависит от степени стабильности аустенита. Наиболее продолжительным во времени
является образование α″ в стали 10X12AГ10 с промежуточной стабильностью аустенита. Интенсивное
мартенситообразование в стали 10X14AГI0 по сравнению с его развитием в 10X12AГI0, имеющей
меньше хрома, чем в предыдущей, обусловлено более высоким содержанием в ней азота (0,18 % против
0,12 %). В метастабильных аустенитных сталях 10X14AГ12, 10X12AГ10 и 10Х17АГ10 количество ε-
фазы при увеличении времени кавитационного воздействия изменяется по кривой с максимумом (рис.
5.2, а). При этом более интенсивному образованию α″- соответствует меньшее время кавитационного
воздействия, при котором обнаруживается максимум. В двухфазных (γ + α и γ + α') сталях ε-фаза
рентгеновским методом не выявлена. Существует тесная взаимосвязь между кинетикой γ → α″
превращения при кавитационном воздействии и изменением твердости.

149
Рис. 5.1. Влияние хрома на кавитационную стойкость (а) и упрочнение при микроударном
воздействии (б) Fe-Mn сталей: 1 – 05Г20; 2 – 05Г10; 3 – 05Г10 (0,15 % N);
4 – 05Х12АГ10; 5 – 05Х12Г20; 6 – 05Г20; 7 - 05Х17АГ10;
продолжительность испытания:
___________
- 6 ч;
__ __ __
- 10 ч
На рис. 5.2, б приведены кривые изменения твердости в процессе микроударного воздействия у
сталей 10X14AГ10, 10Х12АГ10, 10X17AГ10. Нарастание твердости происходит до тех пор, пока имеет
место прирост α″. После того, как γ → α″ превращение полностью прекращается, твердость изменяется
незначительно. Чем меньше времени при кавитационном воздействии протекает образование мартенсита
деформации, тем быстрее твердость достигает максимума. Это характерно для сталей с очень
метастабильным аустенитом (10X14AГ10). Аналогичное изменение твердости обнаруживается и в
10X17AГ10 с повышенной устойчивостью аустенита. Последнее обусловлено слабым развитием γ → α″
превращения при нагружении. Только в случае определенной стабильности аустенита, когда образование
мартенсита протекает постепенно в течение длительного времени (10Х12АГ10), достижение максимума
твердости происходит после продолжительного кавитационного воздействия [242].
0
200
400
600
800
0
5
10
15
20
Cr, %
∆
P,
мг
3
1
2
а
0
40
80
120
160
0
30
60
90
τ
, мин
HB
4
5
6
7
б
150
Рис. 5.2. Кинетика изменения количества α″- и ε-фаз (а) и поверхностной твердости (б)
при кавитационном воздействии: 1 – 05Х10Г10; 2 – 05Х17Г10; 3 – 10Х14АГ10 (0,12 % N);
4 – 10Х12АГ10 (0,18 % N); 5 – 10Х17АГ10 (0,25 % N);
________
- α″;
__ __ __
- ε
Этому соответствует и наибольшая кавитационная стойкость стали 10Х12АГ10 (рис. 5.3). При
большей или меньшей интенсивности мартенситного превращения она снижается. Прирост мартенсита
деформации за первые 20 мин кавитационного воздействия, когда γ → α″ превращение протекает
наиболее интенсивно, приведен в табл. 5.1.
0
20
40
60
80
100
0
20
40
60
80
100
120
τ
,
мин
α
′
, α
″
,
ε, %
1
2
3
4
5
а
100
200
300
400
0
40
80
120
τ
, мин
HB
3
4
5
б