Малинов Л.С., Малинов В.Л. Ресурсосберегающие экономнолегированные сплавы и упрочняющие технологии, обеспечивающие эффект самозакалки
Подождите немного. Документ загружается.

111
деформации на 20 %. Дальнейшее увеличение степени теплого наклепа приводит к снижению
пластичности (рис. 3.53). Сопоставление изменения пластичности стали 06Г20, подвергнутой ТПД, и
развития в ней мартенситных превращений при последующем нагружении позволяет заключить, что для
получения наибольшей пластичности необходимо, чтобы при испытаниях происходило образование
мартенситных фаз с оптимальной интенсивностью. Слишком активное образование мартенситных фаз
при нагружении, так же, как и недостаточное развитие фазовых превращений, не позволяет реализовать
запас пластичности.
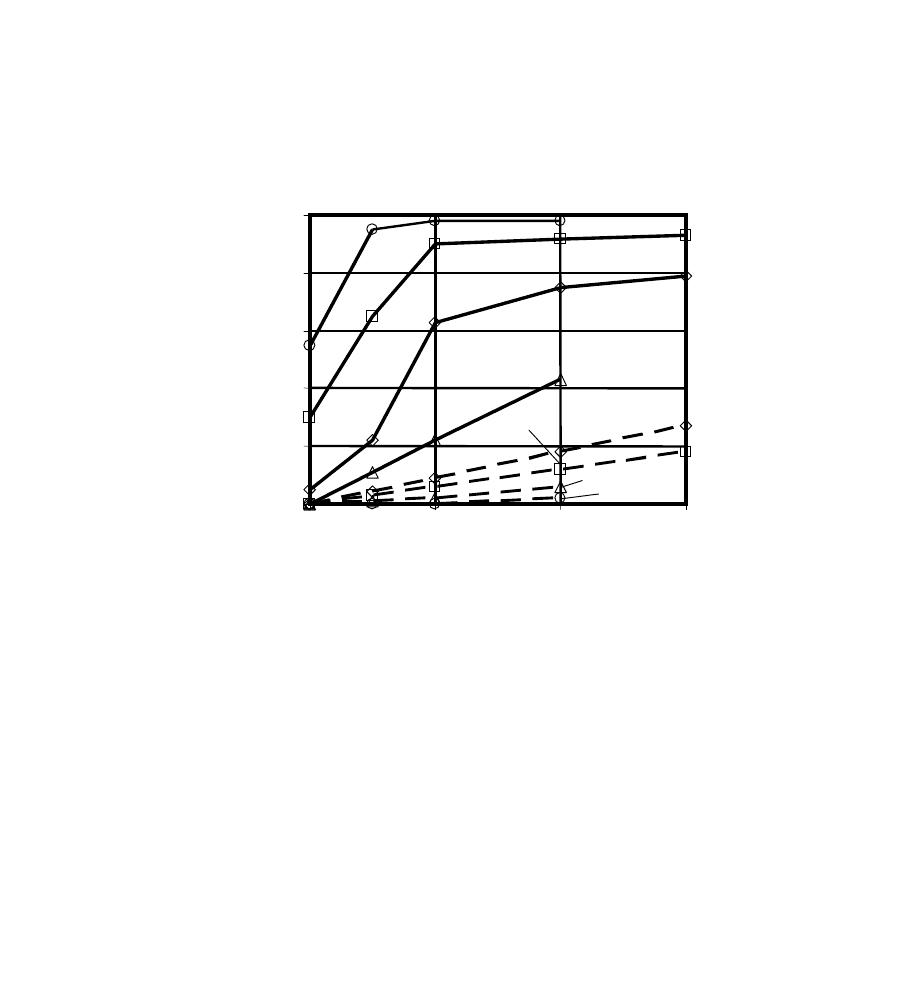
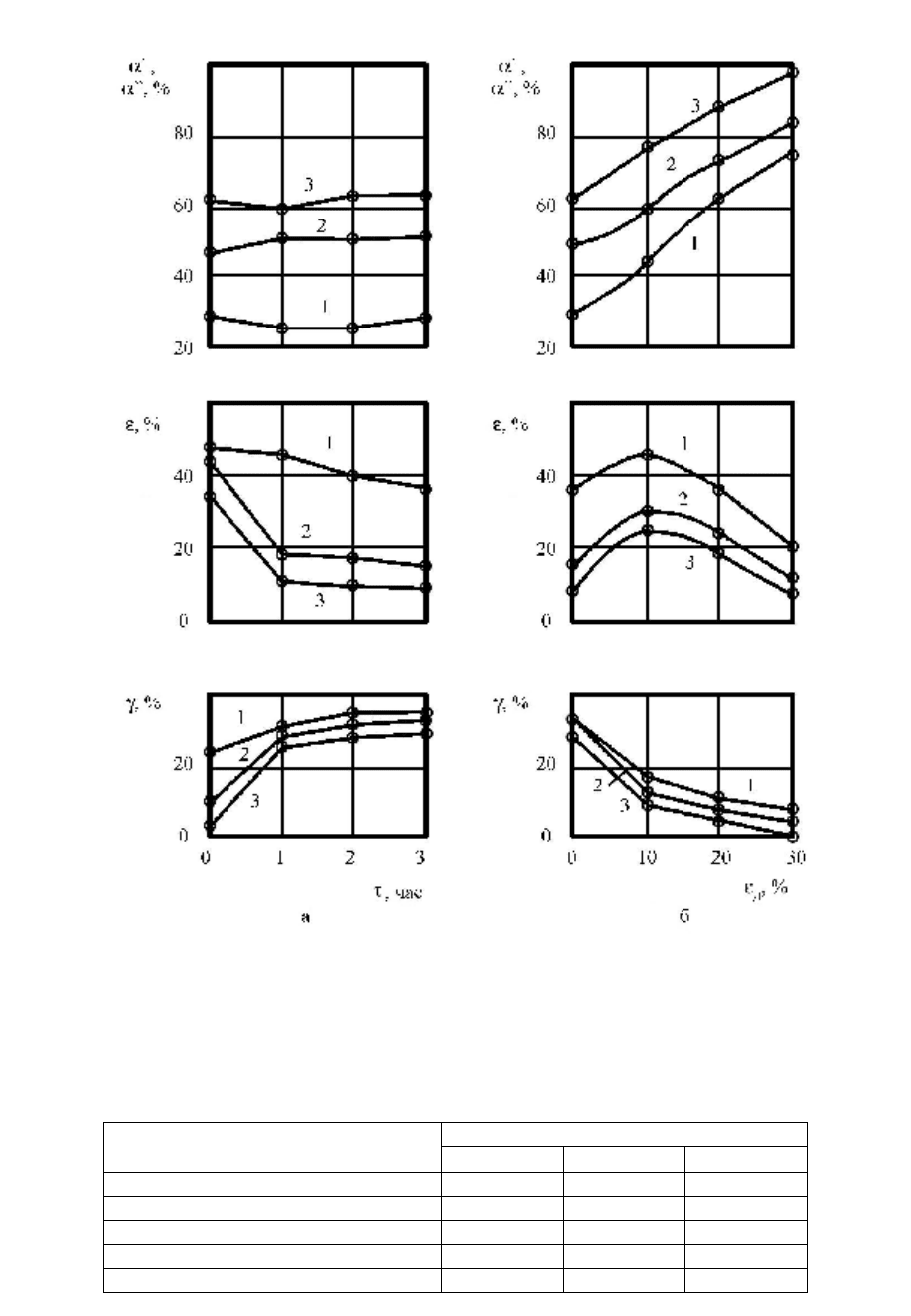
Рис. 3.52. Влияние степени предварительной пластической деформации при 400
о
С на количество
ε- и α″-фаз, образующихся при растяжении (20°
о
С): 1 - без предварительной деформации;
2 - 10 %; 3 – 20 %; 4 – 30 %;
_______
- ε-фаза;
_ _ _ _
- α″-фаза
Способность наклепанного аустенита к γ → ε превращению оказывает существенное влияние на
предел текучести. Так в 06Г20 после предварительной ТПД при 400°
о
С на 10 и 20 % предел текучести
повышается незначительно по сравнению с закаленным состоянием (рис. 3.53). Некоторое его
возрастание происходит при более высоких степенях деформации (30 %), когда аустенит значительно
стабилизируется по отношению к γ → ε превращению. Образование ε-фазы при относительно небольших
напряжениях в нестабильном аустените снижает его сопротивление деформированию. По мере
повышения стабильности роль этого фактора уменьшается. В сталях с повышенной стабильностью
аустенита (04Г20Х12) теплая деформация вызывает более интенсивное нарастание предела текучести,
чем в сталях со структурой γ + ε. При этом обнаруживается существенное снижение относительного
удлинения. Возможные схемы изменения механических свойств в Fе-Мn сталях после предварительной
ТПД при температурах, превышающих интервал ε → γ превращения, представлены на рис. 3.54.
Полученные закономерности необходимо учитывать как при выборе сталей для проведения TПД, так и
назначении режимов обработки применительно к конкретным составам.
0
20
40
60
80
100
0
10
20
30
ε
Д
, %
ε, α
”,
%
2
1
1
3
2
4
3
4
112
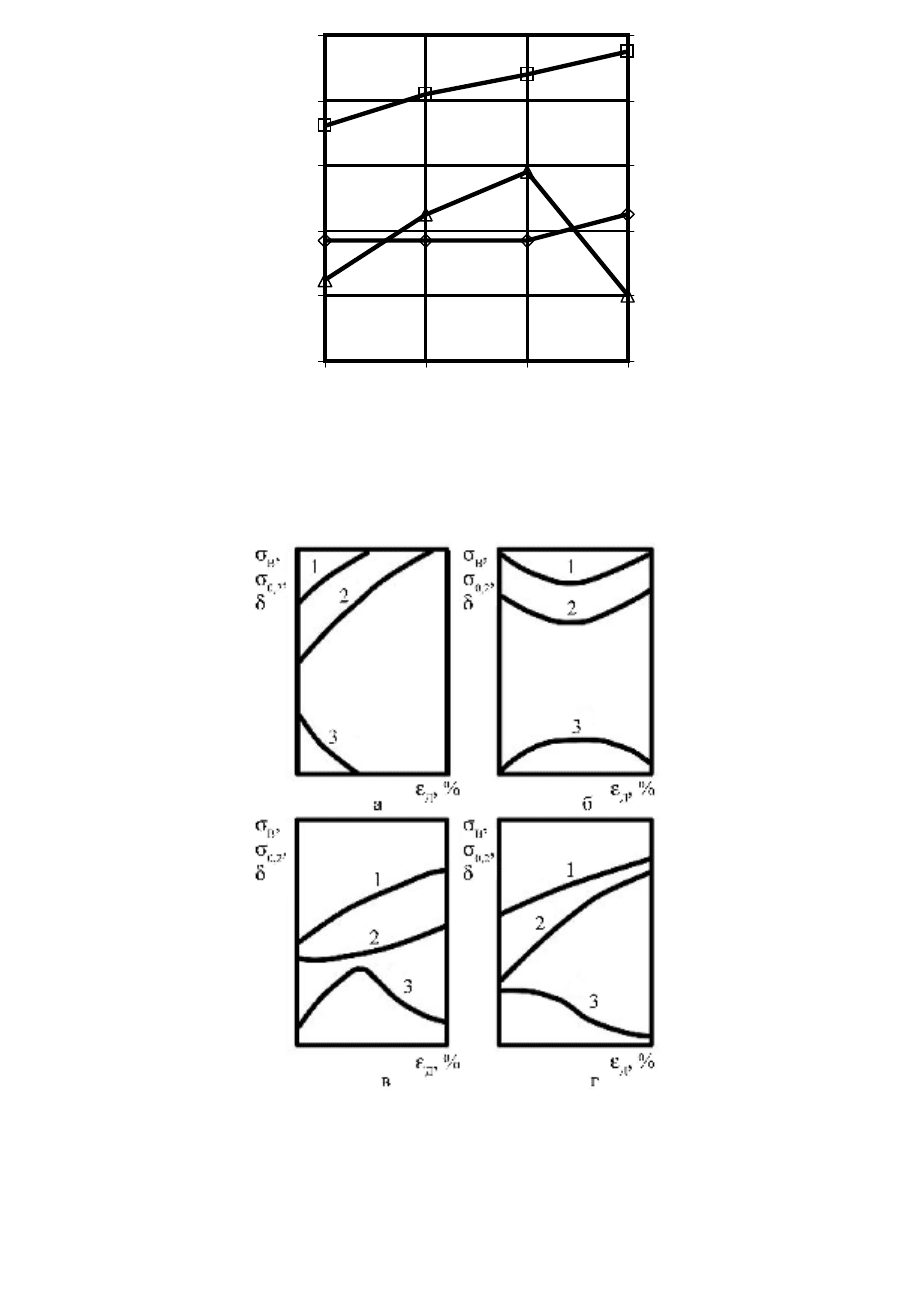
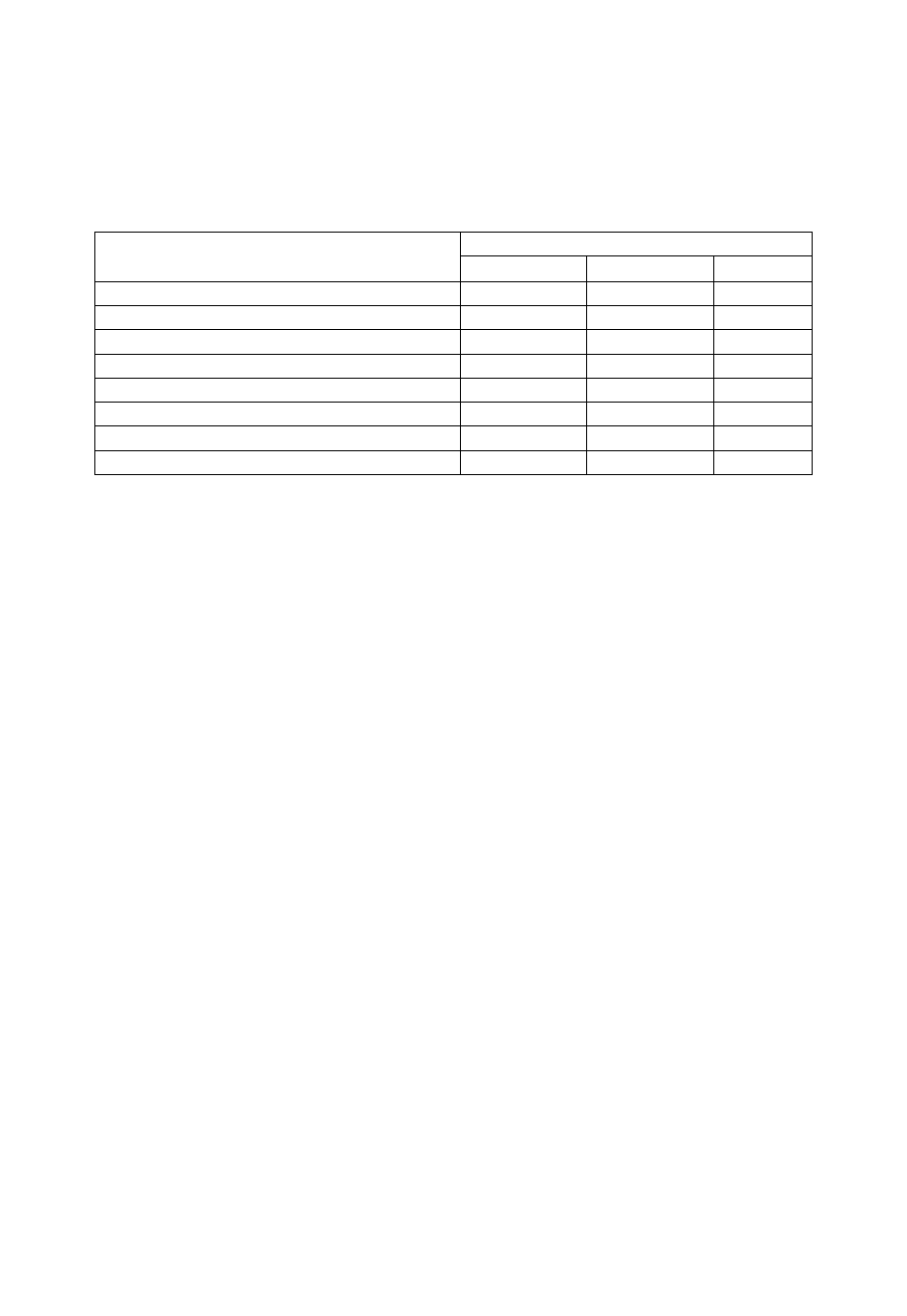
Рис.3.53. Влияние степени предварительной пластической деформации при температуре 400
о
С
на механические свойства стали 06Г20: 1 – σ
B
; 2 – δ; 3 – σ
0,2
Рис. 3.54. Схемы изменения механических свойств в Fе-Мn сталях после предварительной ТПД:
а – с преимущественно α-мартенситной структурой после деформации ниже
αγ
′′
→
Д
М ;
б – то же, что а, но выше
αγ
′′
→
Д
М ; в – с двухфазной γ + ε структурой после деформации выше
αγ
′′
→
Д
М ; г – с повышенной стабильностью аустенита;
1 – временное сопротивление; 2 – предел текучести; 3 – относительное удлинение
0
20
40
60
80
100
0
10
20
30
ε
Д
, %
σ
B
,
σ
0,2
,
МПа
0
20
40
60
δ
, %
1
2
3

113
3.4. Влияние комбинированных обработок
3.4.1. Обработки, включающие пластическую деформацию при различных температурах, и отпуск
Данные о влиянии комбинированных обработок на фазовые превращения в марганцевых сталях и их
механические свойства немногочисленны [20, 102]. В настоящей работе этот вопрос рассмотрен
применительно к сталям 06Г8, 06Г16 и 07Г24 [165, 173, 174]. Для первой применялся отпуск при 630
o
С,
а для двух других - при 400
о
С [173]. Предварительная ХПД проводилась прокаткой с обжатием 10, 20 и
30 %, фазовый состав изучался рентгеновским методом. Отпуск в двухфазном α′ + γ интервале
предварительно деформированной стали 06Г8 не меняет характер изменения фазового состава по
сравнению с закаленным состоянием. Чем больше степень предварительной деформации, тем при
меньшем времени отпуска достигается максимальное количество аустенита, тем больше получается α″- и
меньше ε–фазы при всех выдержках отпуска (рис. 3.55, а).
При возрастании степени предварительного обжатия увеличивается количество α″ и уменьшается
доля ε–мартенсита при испытательной деформации, проводимой после отпуска. Соответственно при
меньших степенях испытательной деформации завершается распад аустенита (рис. 3.55, б). Сталь 06Г8
после закалки от 900
o
С и низкого отпуска 250
o
С 1 ч имеет в структуре 100 % α′-мартенсита и
следующий уровень механических свойств: σ
0,2
= 850 МПа, σ
в
= 1100 МПа, δ = 10 %, ψ = 45 %, КСU =
0,8 МДж/м
2
.
ХПД с обжатием 7 % приводит к возрастанию σ
0,2
и σ
В
на 100 и 150 МПа соответственно и
существенно снижает пластичность (δ = 3 %; ψ = 10 %). Большая, чем указанная выше степень ХПД,
вызывает образование трещин и не может быть использована. Предложенная комбинированная
обработка этой стали [165], включающая нагрев после закалки в МКИ 630
о
С 1 ч, для получения в
структуре наряду с α′-фазой 30-40 % вторичного метастабильного аустенита, последующую ХПД (ε =
10 %) и низкотемпературный отпуск при 250 °С 1 ч, позволяет обеспечить хорошее сочетание
прочностных и пластических свойств: σ
0,2
= 1100 МПа, σ
В
= 1200 МПа, δ = 25 %, ψ = 54 %. Это
обусловлено получением в α′-фазе повышенной плотности дислокаций и развитой субструктуры,
появлением межфазных границ большой протяжённости в связи с образованием вторичного аустенита
(микродуплексная структура).
Кроме того, после ХПД сохраняется вторичный аустенит, постепенно превращающийся в мартенсит
при испытании свойств, что приводит к релаксации микронапряжений. Установлено, что проведение
ХПД после закалки рассматриваемой стали ускоряет образование вторичного аустенита при нагреве в
МКИ температур. Так деформация на 10 % позволяет получить после выдержки 20 мин в нем такое же
количество вторичного аустенита, как и после 1 ч без предварительной ХПД. С учётом этого
комбинированная обработка, включающая закалку, двукратное холодное деформирование (ε = 10 %) с
промежуточным нагревом в МКИ 630
о
С 15-20 мин обеспечивает следующие механические свойства:
σ
0,2
= 1180 МПа, σ
В
= 1300 МПа, δ = 15 %, ψ = 50 %. В рассматриваемой стали аустенит в структуре
может быть получен проведением деформации в МКИ [175].
Деформация 06Г8 при 630
о
С на 20 % позволяет получить в структуре наряду с α′ 40 %
метастабильного аустенита. Последующая ХПД на 10 % вызывает частичное его превращение в α″. Доля
последнего в структуре достигает 25 %. Заключительной обработкой для уменьшения уровня внутренних
напряжений является низкий отпуск при 250
о
С 1 ч. Указанная комбинированная обработка обеспечивает
повышенный по сравнению с закалкой и низким отпуском уровень механических свойств: σ
0,2
=
1120 МПа, σ
В
= 1330 МПа, δ = 14 %; ψ = 45 %. Так же, как и в предыдущих случаях, важную роль в
формировании механических свойств играет наряду с другими факторами эффект самозакалки при
нагружении.
114
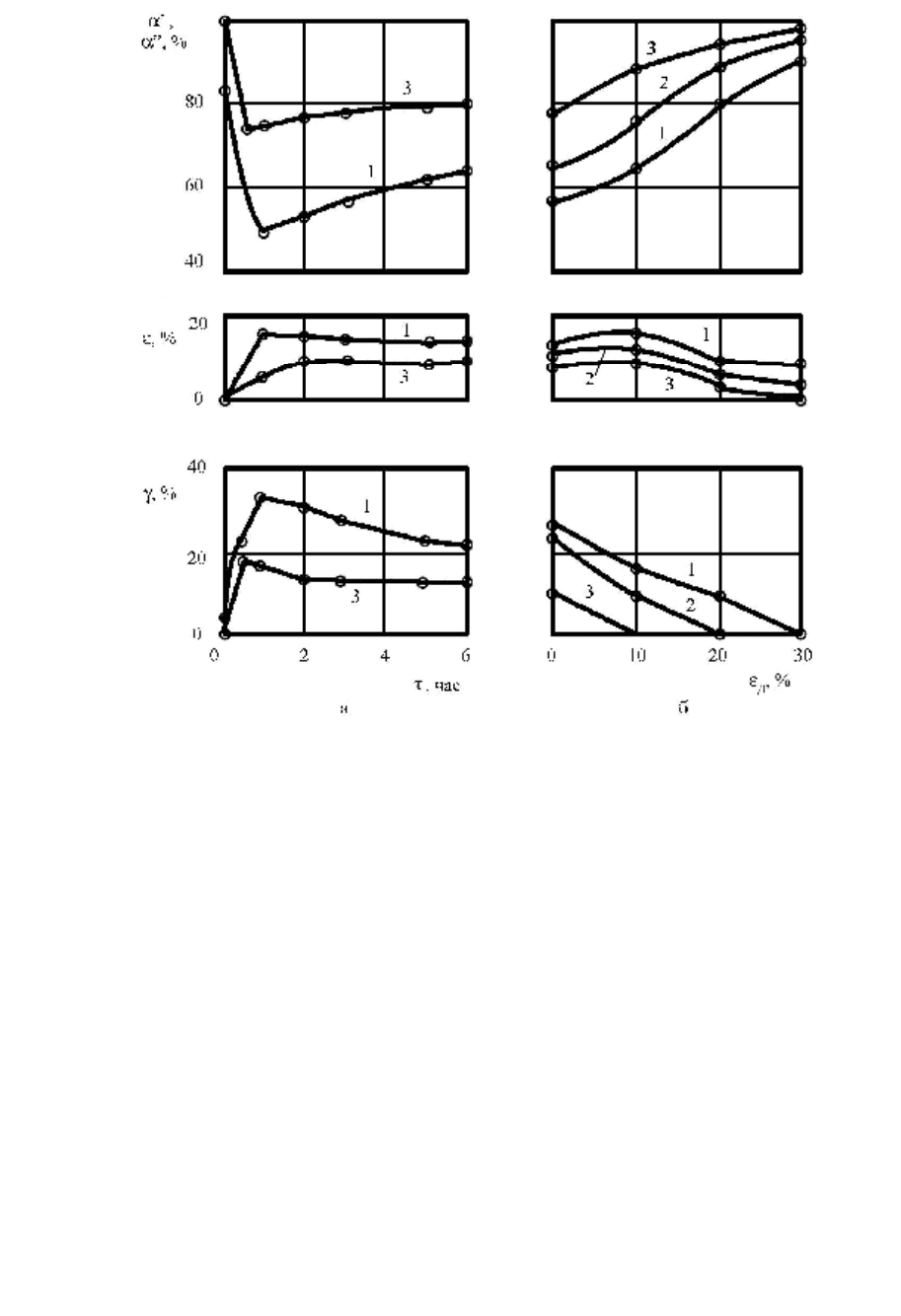
Рис. 3.55. Влияние степени предварительной деформации и последующего отпуска при 630
о
С
на фазовый состав стали 06Г8 (а) и развитие мартенситных превращений
при испытательной деформации (б): 1 – без деформации; 2 – 10 %; 3 – 30 %
Рассмотренная комбинированная обработка целесообразна и для 06Г14 с трёхфазной α + ε + γ
структурой после закалки. При последующей ХПД количество мартенсита возрастает за счёт его
образования при деформации, а доля ε- и γ-фаз в структуре уменьшается. Сравнительно небольшое
количество мартенсита охлаждения в рассматриваемой стали обусловливает более низкий, чем в
предыдущей 06Г8, предел текучести (610 МПа). Временное сопротивление составляет σ
В
= 1100 МПа, а
интенсивное образование α″ при испытаниях механических свойств и его высокая твёрдость являются
причиной сравнительно невысоких пластических характеристик (δ = 8 %, ψ = 15 %). С учётом этого
комбинированная упрочняющая обработка на первом этапе должна предусматривать стабилизацию
аустенита. Это наиболее эффективно достигается деформацией при 400
о
С со степенью 20-30 %, что
снижает М
Н
и увеличивает количество аустенита с 18 до 40-50 %. Одновременно с этим уменьшается
интенсивность деформационного мартенситного превращения. При этом получен следующий уровень
механических свойств: σ
0,2
= 720 МПа, σ
В
= 1050 МПа, δ = 25 %, ψ = 34 %. Последующая ХПД на 10 % и
отпуск при 250
о
С 1 ч ещё больше увеличивают прочностные свойства (σ
0,2
= 1020 МПа, σ
В
= 1320 МПа)
при сохранении достаточной пластичности (δ = 15 %, ψ = 35 %). В стали 06Г16 ХПД и последующий
отпуск 400
о
С 1 ч усиливают эффект стабилизации аустенита по отношению к образованию ε–фазы при
охлаждении [173]. Отпуск практически не влияет на количество α–мартенсита, т.к. его температура ниже
той, которая необходима для α″ → γ превращения. При испытательной деформации после отпуска
холоднодеформированной стали обнаруживается изменение количества ε–фазы по кривой с
максимумом, увеличение доли α″ и уменьшение количества аустенита (рис. 3.56). При одном и том же
режиме последеформационного отпуска увеличение степени предварительной ХПД снижает количество
ε–фазы, образующейся после одних и тех же степеней испытательной деформации, увеличивает
115
количество α–мартенсита деформации. Наилучший результат на стали 06Г16 получен в том случае,
когда вначале деформацией при температурах выше
γε →
Д
A ε-фазу переводили в аустенит, а затем
деформацией ниже
γε →
Д
A упрочняли его и вызывали образование небольшого количества ε-фазы
деформации. Основное развитие γ ↔ ε превращения получают при последующем нагружении в процессе
испытаний механических свойств. Деформация со степенями 50 % при 200
о
С повышает пределы
текучести и прочности, соответственно, в 1,6 и 1,2 раза по сравнению с закаленным состоянием
(σ
0,2
= 420 МПа, σ
В
= 854 МПа), а относительное удлинение (δ = 35 %) примерно соответствует ему (δ =
30 %). ХПД на 10 %, проведенная после этого, еще более увеличивает прочностные свойства (σ
0,2
=
874 МПа, σ
В
= 1200 МПа), поскольку возрастает количество ε- и α″-фаз, а также плотность дислокаций,
но сохраняет пластичность на достаточном уровне (δ = 17 %, ψ = 35 %). Это обусловлено тем, что в
процессе испытаний механических свойств происходит не только упрочнение, но и релаксация
микронапряжений.
В сталях 06Г20 и 07Г24 наблюдается более сильная стабилизация аустенита в результате
последеформационного отпуска по сравнению со сталями, имеющими меньшее содержание марганца.
Чем больше степень предварительной ХПД, тем сильнее эффект стабилизации аустенита [173].
Отличительной особенностью является исчезновение при отпуске не только ε–, но и α″–фазы. Последнее
обусловлено тем, что температура начала α″ → γ превращения в стали 07Г24 находится ниже 400
о
С. В
отличие от того, что наблюдалось в предыдущих случаях, увеличение степени предварительной ХПД
усиливает стабилизацию аустенита по отношению к γ → ε превращению при испытательной деформации
и интенсифицирует γ → α″. Это показывает, что одни и те же дефекты в аустените по разному влияют на
развитие γ → ε и γ → α″ превращений. Последеформационный отпуск позволяет обеспечить
повышенный уровень прочностных свойств и сохранить на более высоком уровне, чем после
предварительной ХПД, пластические свойства. Хороший комплекс механических свойств у стали 06Г20
может быть получен, как и в предыдущих случаях, после дополнительной ХПД. Так деформация при
400
о
С на 20 % и последующая ХПД такой же степени позволяют получить механические свойства: σ
0,2
=
890 МПа, σ
В
= 1040 МПа, δ = 18 %. Чем выше степень предварительной теплой деформации, тем более
высокий уровень прочностных свойств может быть получен после одной и той же степени
окончательной ХПД, которую следует выбирать с учетом величины предварительного упрочнения и
соответственно степени стабильности аустенита.
Комбинированная обработка стали 06Г20, включающая предварительную деформацию при 400
о
С на
30 % и последующую ХПД на 20 %, обеспечивает: σ
0,2
= 960 МПа, σ
В
= 1160 МПа, δ = 18 %. Такое
сочетание свойств не может быть достигнуто у этой стали после обычно применяемой ХПД.
Положительный эффект комбинированной обработки обусловлен созданием в аустените благоприятной
дислокационной структуры, развитием при испытаниях в упрочненном аустените γ → ε и γ → α″
превращений, дисперсностью и равномерным распределением мартенситных фаз и повышенной их
дефектностью.
Хорошее сочетание механических свойств в сталях со структурой ε + γ может быть получено при
комбинированной обработке, включающей предварительную и заключительную ХПД с промежуточным
нагревом, обеспечивающим завершение ε → γ превращения. Установлено, что ХПД с последующим
нагревом до 400
о
С, в результате которого происходит завершение ε → γ превращения и закрепление
дислокаций примесными атомами, вызывает стабилизацию аустенита по отношению к
деформационному γ → ε превращению и не оказывает влияния на γ → α″. Чем больше степень
предварительной ХПД, тем меньшее количество ε-фазы образуется после нагрева на 400
о
С. ХПД и
нагрев на 400
о
С обеспечивают более высокий уровень прочностных свойств, чем закалка, сохраняя
достаточную пластичность. Применение данного способа упрочнения для стали 06Г20, включающего
двукратную ХПД на 30 % при комнатной температуре, промежуточный отпуск при 400
o
С 1 ч и
заключительный – при 170
o
С 1 ч позволяет обеспечить механические свойства: σ
0,2
= 1103 МПа, σ
B
=
1282 МПа, δ = 14 %, ψ = 20 %.
Таким же прочностным свойствам после ХПД без проведения отпусков соответствует сравнительно
невысокая пластичность. Проведенные исследования показывают, что сочетанием ХПД и отпуска можно
регулировать фазовый состав, развитие мартенситных превращений при нагружении и механические
свойства, обеспечивая хорошее сочетание прочностных и пластических характеристик [176]. В табл. 3.19
приведены данные для сталей 06Г22 и 06Г24, подвергнутых аналогичной комбинированной обработке.
Наилучшее сочетание механических свойств достигается после двукратной ХПД на 20 % с
промежуточным нагревом на 400
о
С и завершающим низким отпуском при 250
о
С 1 ч.
116
Рис. 3.56. Влияние степени предварительной ХПД и последеформационного отпуска при 400
о
С
на изменение фазового состава стали 06Г16: а – после отпуска; б – испытательная деформация;
1 – 10 %; 2 – 20 %; 3 – 30 %
Таблица 3.19
Влияние ХПД и нагрева на 400
о
С на механические свойства сталей 07Г22 (числитель)
и 07Г24 (знаменатель)
Механические свойства
Обработка
σ
0,2
, МПа σ
В
, МПа δ, %
1. Закалка от 900
о
С 336/230 756/714 27/45
2. То же, что 1 + ХПД 20 % 726/664 954/926 11/17
3. То же, что 2 + нагрев на 400
о
С 1 ч 450/400 916/855 24/34
4. То же, что 3 + ХПД на 20 % 920/870 1160/1060 15/23
5. То же, что 4 + отпуск 250
о
С 1 ч 985/920 1190/1100 18/25
117
Изучена комбинированная обработка сталей 07Г22 и 07Г24, включающая ХПД, в ряде случаев
дополнительный отпуск на 400
о
С 1 ч и изотермическое γ → ε превращение. Полученные данные
приведены в табл. 3.20. Из нее следует, что вылеживание в течение двух суток при комнатной
температуре исследованных сталей, подвергнутых ХПД, а также отпущенных на 400
о
С, повышает
прочностные характеристики, но несколько снижает пластичность. Это обусловлено изотермическим
образованием ε-фазы, однако не исключено протекание старения.
Таблица 3.20
Влияние комбинированных обработок сталей 07Г22 (числитель) и 07Г24 (знаменатель),
включающих закалку, ХПД, отпуск и вылеживание 48 ч
Механические свойства
Режим комбинированной обработки
σ
0,2
, МПа σ
В
, МПа
δ, %
1. Закалка с 900
о
С + ХПД 10 % 620/588 930/912 21/38
2. То же, что 1 + вылеживание 665/612 965/949 15/28
3. То же, что 1 + отпуск 400
о
С
,
1 ч 390/375 883/731 28/30
4. То же, что 3 + вылеживание 410/379 910/799 24/29
5. Закалка с 900
о
С + ХПД 20 % 726/664 954/926 11/17
6. То же, что 5 + вылеживание 810/782 1033/998 10/16
7. То же, что 5 + отпуск 400
о
С 1 ч 430/400 916/855 24/34
8. То же, что 7 + вылеживание 491/431 996/910 18/32
Обнаружено также, что сочетание многократной деформации (5 %) при комнатной температуре с
промежуточными кратковременными нагревами до 400
o
С обеспечивает уникальное повышение
пластичности. Суммарное удлинение образцов стали 07Г22 достигает 90 %. Приведенные данные
показывают высокую эффективность комбинированных обработок, позволяющих получить в
марганцевых сталях высокий уровень механических свойств, недостижимый применением одного вида
обработки: пластической деформации или термообработки.
3.4.2. Получение макроскопических градиентов структурно-фазового состояния
в марганцевых сталях за счет дифференцированных обработок
В работах [45-49] было предложено перспективное направление по получению регулярных
макроскопических градиентов структурно-фазового состояния в сплавах за счет применения
дифференцированных обработок. Они позволяют создавать чередование в заданной последовательности
прочных и пластичных объемов металла. Это достигается, когда воздействие механических, тепловых,
магнитных и других полей распределяется не равномерно по объему металла, а локализуется в его
отдельных участках или слоях. Дифференцированная обработка заключается в сочетании общего
(объемного) и местного (локального) воздействий на металл. В результате в его различных участках
фазовые и структурные превращения протекают не одновременно, а в разной последовательности и
степени. Задачи общего и локального воздействий различны. Если в результате первого получают
структуру, обеспечивающую высокую твердость и прочность, то при втором – повышенную
пластичность, ударную вязкость и, наоборот [177-179]. В данном разделе приведены результаты
получения регулярных макроскопических градиентов в сталях на Fе-Мn основе. Один из способов
дифференцированной обработки включает локальную деформацию, проводимую выше
εγ →
Д
М и общую,
осуществляемую ниже нее [48, 178]. Объектом исследования служила сталь 07Г22 с двухфазной ε + γ
структурой. Плоские образцы из нее толщиной 2 мм нагревали до 400
о
С (
εγ→
Д
М = 200
о
С) и локально
деформировали с обжатием 30 % в профилированных валках. При этом чередующиеся выступы и
впадины шириной 1,5–2 мм располагались вдоль образца. Деформация при 400
о
С стабилизирует
аустенит по отношению к γ → ε превращению при охлаждении. В результате локальной теплой
деформации получены аустенитные участки, которые чередовались с двухфазными (γ → ε)
недеформированными. Микротвердость аустенитных участков составляет Н
◊0,490
= 2200-2430 МПа. При
этом аустенит является метастабильным и претерпевает γ → ε и γ → α″ превращения при нагружении,
что важно с точки зрения обеспечения его достаточной пластичности после упрочнения. При
118
определенной степени предварительной теплой деформации (20 %) пластичность стали 07Г22
существенно повышается по сравнению с закаленным состоянием, когда структура является двухфазной.
Для получения более высокого предела текучести аустенита степень теплого наклепа должна быть
повышена до 30 %. Для увеличения количества ε–фазы в двухфазных участках и соответственно
повышения прочностных свойств применяется общая ХПД с небольшими степенями обжатая (10 %).
Микротвердость таких участков достигает Н
◊0,490
= 4700-5290 МПа. В результате такой обработки
получается регулярная макронеоднородная структура, состоящая из чередующихся полос
преимущественно ε–фазы (80–85 % ε–фазы, 20-15 % γ) и метастабильного аустенита. Это приводит к
одновременному возрастанию, как прочностных свойств, так и пластичности по сравнению с закаленным
и холоднодеформированным состоянием (табл. 3.21). Дифференцированная структура была получена и
при иной последовательности проведения общей и локальной обработок. Так образцы стали 07Г22
подвергались общей деформации в гладких валках с обжатием 20-30 % при температуре 400
о
С (выше
εγ →
Д
М , но ниже температуры рекристаллизации). В результате этого во всем объеме была получена
структура метастабильного аустенита. Локальную деформацию проводили ниже
εγ →
Д
М при комнатной
температуре с обжатием 10 %, в результате чего было получено 60 % ε–фазы и 8 % α″ (остальное –
аустенит). После обработки по такой схеме [48, 179] сталь обладает хорошим комплексом прочностных
свойств и пластичности (табл. 3.21, п. 4). Еще одним способом получения дифференцированной
структуры в 07Г22 является сочетание локальной деформации, проводимой ниже
εγ →
Д
М , и
последующего отпуска при 400
о
С. В результате такой обработки, как и в ранее рассмотренных случаях,
получается более высокий уровень свойств, чем после закалки (табл. 3.21, п. 5). Возможны и другие
способы дифференцированной обработки, т.к. существуют различные приемы стабилизации и
дестабилизации аустенита, упрочнения и разупрочнения сталей. Необходимо лишь предусмотреть,
чтобы общее и локальное воздействия обеспечивали получение близко расположенных чередующихся
прочных и пластичных структурных составляющих. Если общая обработка направлена на получение
структур с высокой прочностью, то в результате локального воздействия должны быть сформированы
участки пластичных структур и наоборот.
Таблица 3.21
Влияние дифференцированных обработок на механические свойства стали 07Г22
Механические свойства
Режим обработки
σ
0,2
, МПа
σ
В
, МПа δ, %
1. Закалка с 900
о
С 336 756 27
2. То же, что 1 + локальная деформация 30 %
при 400
о
С
500 850 30
3. То же, что 2 + общая деформация 10 %
при 20
о
С
670 930 25
4. Общая деформация 30 % при 400
о
С +
локальная деформация 10 % при 20
о
С
570 930 25
5. Локальная деформация 20 % при 20
о
С +
отпуск при 400
о
С 1 ч
640 820 27
Новые возможности открывает применение локальной термообработки с использованием
источников концентрированной энергии в сочетании с общей. Это позволяет получить
дифференцированную структуру в поверхностном слое по принципу Шарпи, что важно для повышения
износостойкости. Исследовано влияние лазерной обработки на структуру, фазовый состав и
микротвердость сталей 06Г10, 07Г22, 110Г13 и 100Г6Ф2 [180, 181]. Использовалась установка ЛГН-702 с
выходной мощностью 800 Вт. Диаметр лазерного пятна менялся от 1,1 до 3 мм, а скорость перемещения
от 100 до 400 мм/мин. Несомненный интерес представляют данные, полученные в низкоуглеродистой
мартенситной стали 06Г10. Обычно в сталях мартенситного класса под влиянием лазерной обработки
происходит повышение микротвердости. В отличие от этого в исследованной стали при скорости
перемещения образцов 100 мм/мин (∅ пятна 2,1 мм) обнаруживается ее существенное снижение. При
увеличении скорости перемещения образца до 280 мм/мин микротвердость возрастает, но не достигает
значений, получаемых после обычной закалки. Аналогично этому влияет увеличение диаметра пятна. На
рентгенограммах, снятых с поверхности, на которую воздействовал лазерный луч, в случае малой
119
скорости перемещения образца, обнаруживаются линии аустенита. Это позволяет объяснить снижение
микротвердости тем, что происходит высокий отпуск ранее закаленных участков. Лазерная обработка
предварительно закаленных сталей 07Г22, 110Г13 и 100Г6Ф, напротив, вызывает повышение
микротвердости. Наибольший эффект наблюдается при скорости 200 мм/мин и диаметре пятна 2 мм. В
110Г13 микротвердость возрастает с Н
◊0,986
= 2560 МПа до Н
◊0,986
= 5600 МПа, а в 100Г6Ф - с Н
◊0,986
=
3200 МПа до Н
◊0,986
= 6800 МПа. Такое увеличение микротвердости обусловлено наклепом аустенита,
вызванного большими термическими напряжениями и образованием под их влиянием α″, что
обнаружено впервые. Чем меньше стабильность аустенита, тем больше образуется α″ и выше
микротвердость. Предварительное старение стали 100Г6Ф2, вызывающее выделение карбидов и распад
аустенита с образованием ферритокарбидной смеси, позволяет получить после лазерной закалки
наиболее высокие значения микротвердости Н
◊0,986
= 8400-9000 МПа. Последнее можно объяснить тем,
что скоростной нагрев при локальной термообработке не может привести к растворению всех
выделившихся при старении карбидов, и аустенит становится еще менее стабильным, чем в случае
предварительной закалки с 1100
о
С, к образованию α″. Использование общего и последующего
локального воздействий на сталь лучом лазера позволяет получать дифференцированную структуру в
различных сплавах. Присутствие наряду с участками мартенсита высокой твердости аустенитных
участков повышенной пластичности затрудняет развитие микротрещин. Установлено, что
дифференцированная обработка с использованием лазера применима к сталям различных структурных
классов [179]. Чередование в заданной последовательности ферромагнитных и парамагнитных участков
представляет интерес для электротехнической промышленности, как это показано в работе [182].
Дифференцированная обработка может быть использована для создания многослойных структур [183],
которые в настоящее время в основном получают методами сварки, наплавки и литья, являющимися
энергоемкими процессами. В данном разделе приведены способы таких обработок применительно к
высокомарганцевым сталям, имеющим мартенситно-аустенитную и аустенитную структуры. Рассмотрим
это на примере стали 10Г12, имеющей структуру α′ + ε + γ, и 08Г16 со структурой ε + γ. Для получения
нескольких слоев с различной структурой стали подвергали цементации при 930
о
С 8 ч и последующей
закалке с 800
о
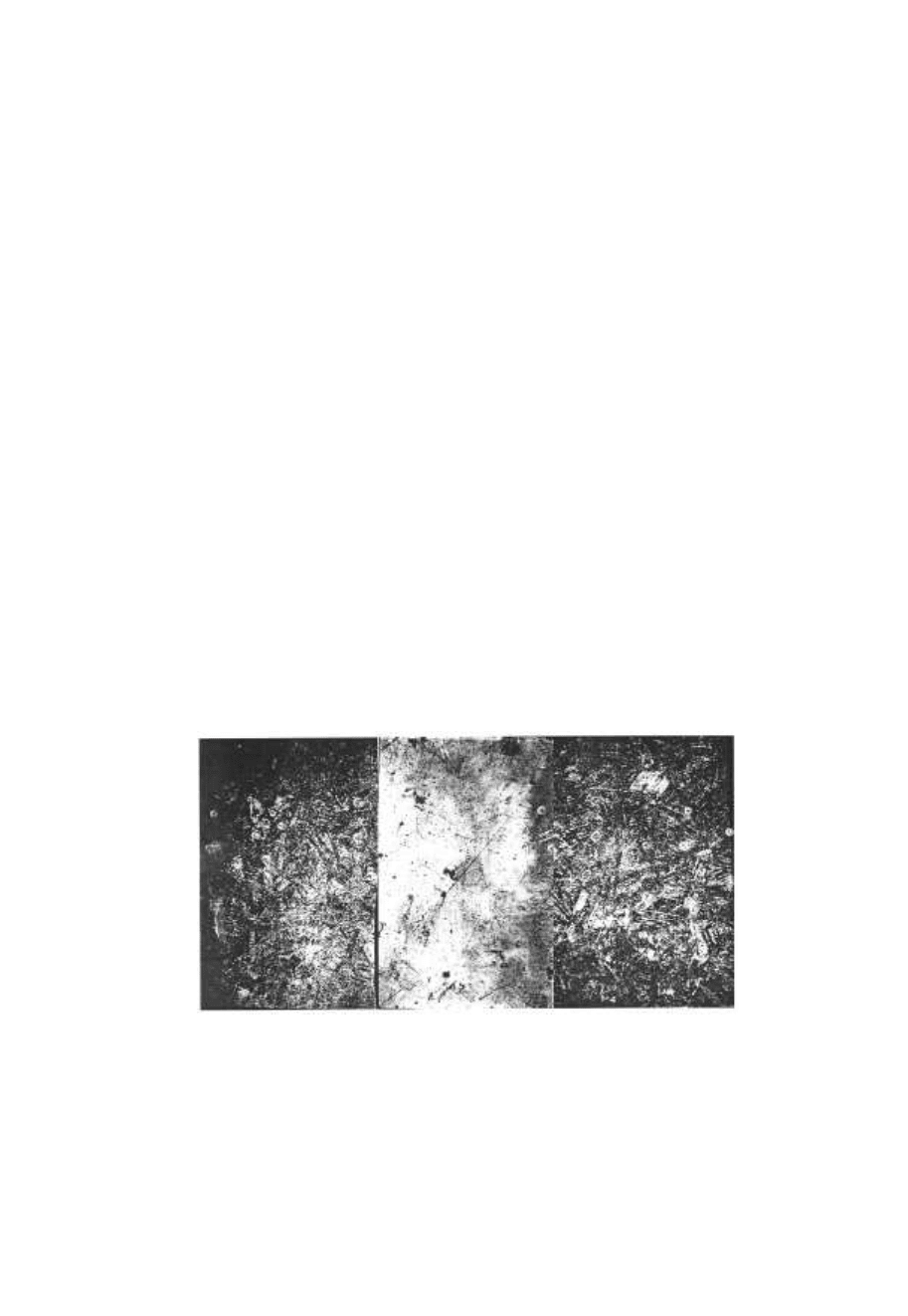
С. После такой обработки микроструктура 10Г12 представлена на рис. 3.57.
Поверхностный слой является преимущественно мартенситно-карбидным. По мере удаления от
поверхности в структуре увеличивается количество остаточного аустенита, который переходит
полностью в аустенитный слой, под ним располагается мартенситная структура основного металла.
а б в
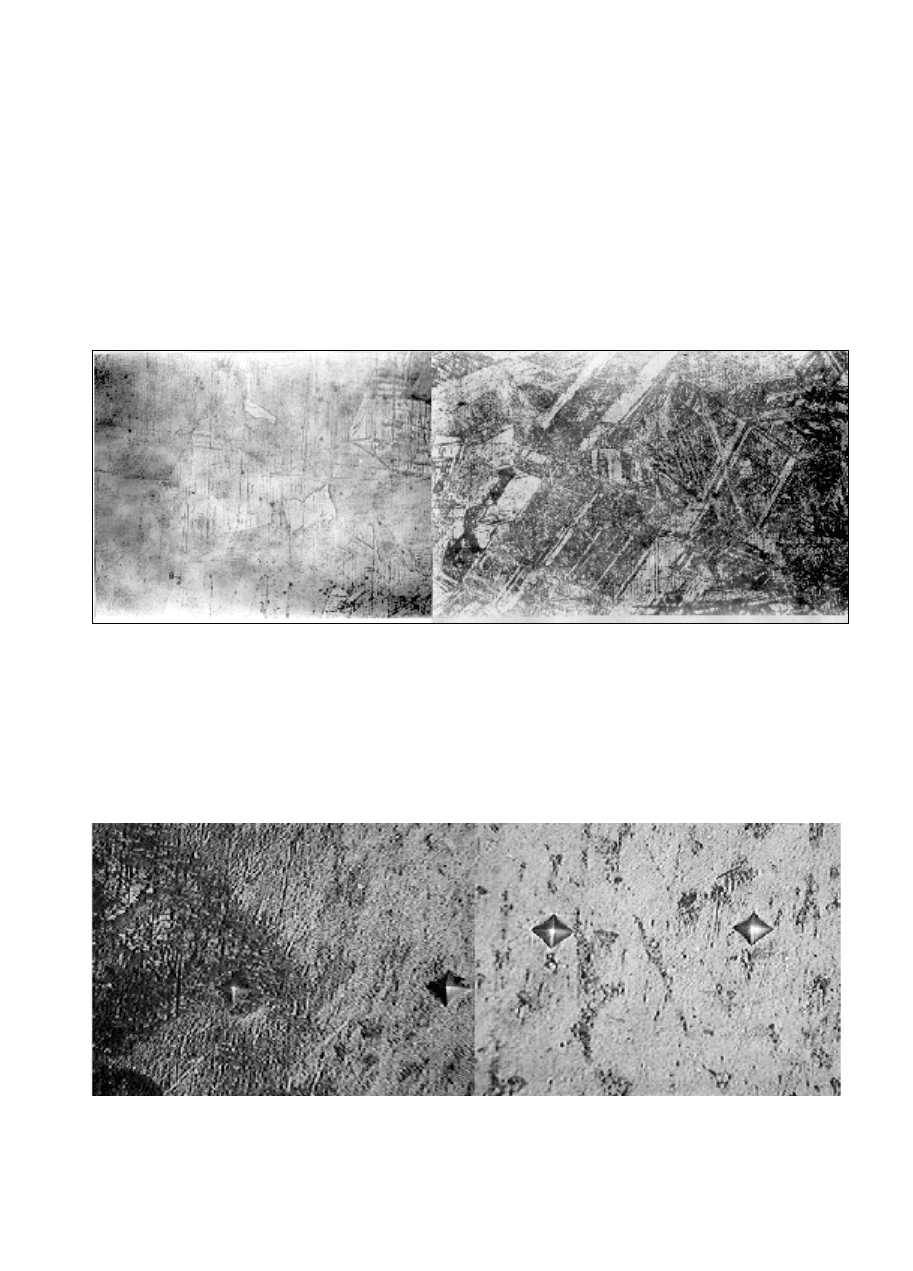
Рис. 3.57. Микроструктура стали 10Г12 после цементации и закалки с 800
о
С:
а - высокоуглеродистый мартенсит + карбиды; б – аустенит; в - низкоуглеродистый мартенсит;
х 500
В случае повышения температуры нагрева под закалку цементированной стали 10Г12 и почти
полного растворения карбидов, находящихся в поверхностном слое, в нем получена структура аустенита,
постепенно переходящая в структуру основного металла. В 08Г16, имеющей повышенную стабильность
аустенита по отношению к образованию α′, цементация и последующая закалка с 800
о
С позволяют
120
получить структуру аустенит + карбиды на поверхности и ε + γ - в сердцевине (рис. 3.58). В переходном
слое структура постепенно меняется от той, которая была в поверхностном слое, до сердцевины. Таким
образом, в исследованных сталях в зависимости от химического состава последовательность слоев может
быть такова: мартенсит + карбиды, переходный слой с мартенситно-карбидно-аустенитной структурой и
аустенит, либо аустенит + карбиды, переходный слой с аустенитно-карбидной-ε-фазной структурой и
ε + γ структура основного металла.
В отличие от вышерассмотренного случая, когда многослойная структура была получена
цементацией и последующей термообработкой, в высокоуглеродистой аустенитной стали 100Г6Ф для ее
получения использовано обезуглероживание поверхности. Для этого осуществлялся
высокотемпературный нагрев на 1000
о
С с выдержкой при этой температуре 3 ч, после чего была
проведена закалка в воде. Из-за существенного снижения содержания углерода в поверхностном слое и
повышения точки М
Н
выше комнатной температуры, образовался мартенсит, что привело к повышению
твердости с НВ 183 до НВ 490. В сердцевине сохранилась аустенитная структура, между ней и
поверхностью имеется переходный слой (рис. 3.59).
а б
Рис. 3.58. Микроструктура стали 06Г16 после цементации и закалки с 800
о
С:
а - аустенит с карбидами; б – ε–мартенсит + аустенит; × 500
а б в
Рисунок 3.59. Микроструктура стали 100Г6Ф после обезуглероживания:
а – поверхность; б - переходный слой; в – сердцевина; × 500