Малинов Л.С., Малинов В.Л. Ресурсосберегающие экономнолегированные сплавы и упрочняющие технологии, обеспечивающие эффект самозакалки
Подождите немного. Документ загружается.

91
В.Ф. Еголаева [20] и дополняют их. Однако они отличаются от данных Ю.Н. Макагона и Б.И. Николина
[160]. Согласно им с увеличением числа фазовых переходов прочностные свойства возрастают, а
пластические - снижаются. Такое расхождение результатов авторами работы [160] объясняется тем, что
термоциклическая обработка в их исследовании проводилась с охлаждением до –196
о
С, а не до 20
о
С,
как в работе [20]. Однако причина может быть в другом, а именно, в разном времени, прошедшем после
термоциклической обработки и испытаниями механических свойств. Если они проведены не сразу после
завершения циклов, а вылеживания, обеспечивающего образование ε–мартенсита в изотермических
условиях при комнатной температуре, то с увеличением числа предшествующих этому фазовых
переходов прочностные свойства возрастают, а пластические – снижаются, что показано для стали 07Г22
в табл. 3.16 [161]. Наиболее высокая пластичность в исследованной стали достигнута после
многократного термоциклирования и последующего нагрева на 400
о
С с выдержкой 1 ч. Это можно
объяснить постепенным развитием деформационных мартенситных превращений при испытании
механических свойств.
Таблица 3.16
Механические свойства стали 07Г22, полученные непосредственно после
различного числа циклов 400 ↔ 20
о
С и изотермической выдержки при 20
о
С 48 ч
Условия проведения
испытаний
Количество
циклов
σ
0,2
, МПа
σ
В
, МПа δ, %
0 320 720 28
3 360 830 26
6 335 785 25
Испытания сразу же
после ТЦО
10 320 755 29
0 360 800 27
3 410 780 26
6 420 790 26
Испытания после ТЦО
и выдержки
при 20
о
С 48 ч
10 455 815 25
Исследовалось влияние изотермической выдержки после закалки и термоциклирования на
механические свойства стали 07Г22. После закалки от 900
о
С она имеет двухфазную структуру γ + ε. В
публикациях, в которых приводятся данные о количестве этих фаз в сталях близкого состава, не
указывается время, прошедшее с момента закалки до определения их количества [20, 102, 160]. Так через
35 мин после закалки (времени, необходимого для приготовления шлифа, электрополировки с целью
удаления поверхностного наклепанного слоя и установки в рентгеновский аппарат) количество ε-фазы в
стали 07Г22 составляет 30 %. Через двое суток ее количество возрастает до 50 %, что свидетельствует об
изотермическом γ → ε превращении в процессе вылеживания при комнатной температуре. По данным
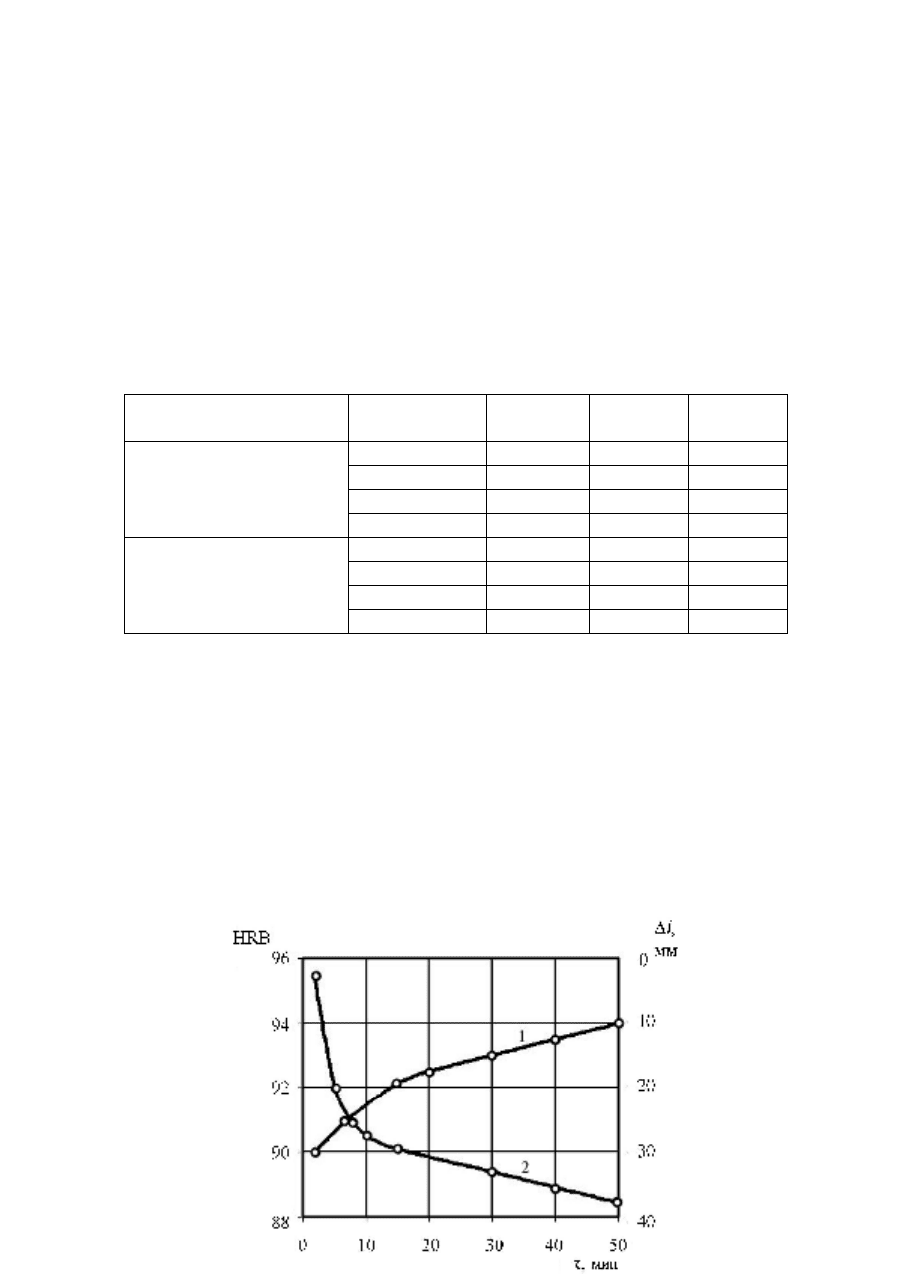
дилатометрического и дюрометрического анализов наиболее интенсивно γ → ε превращение в
изотермических условиях протекает первые 10 мин, затем оно замедляется (рис. 3.34).
Рис. 3.34. Изменения твердости HRB (1) и длины ∆l образца (2) в зависимости от продолжительности
выдержки при комнатной температуре в стали 07Г22, закаленной с 900
о
С
92
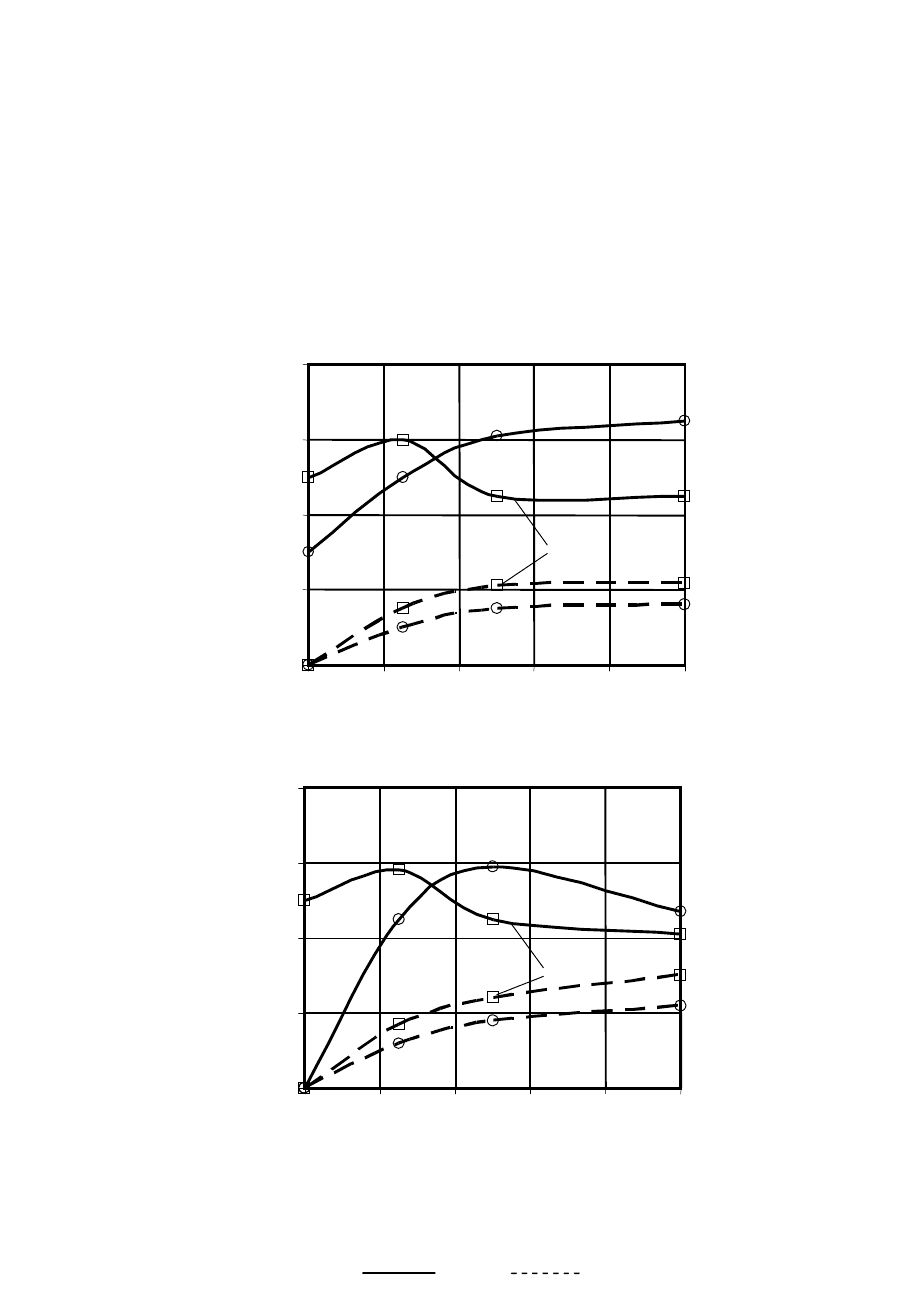
Изменение фазового состава в процессе растяжения образцов непосредственно после закалки и
выдержки при нормальной температуре в течение двух суток имеет некоторое различие (рис. 3.35). Оно
заключается в том, что в последнем случае, когда исходного количества ε-фазы больше, ее максимальное
содержание наблюдается при меньших степенях деформации растяжением и несколько больше
образуется α-мартенсита деформации. Сравнительный анализ механических свойств стали 07Г22
показал, что по сравнению с закаленным состоянием после выдержки 48 ч прочностные характеристики
возрастают: σ
0,2
от 320 до 360 МПа, σ
В
от 720 до 800 МПа, а пластичность изменяется незначительно.
Повышение предела текучести после длительной выдержки связано с увеличением количества ε-фазы,
образовавшейся в изотермических условиях. Более высокое значение σ
В
, кроме того, обусловлено
большим количеством α-мартенсита деформации (рис. 3.35, а). Приведенные данные показывают, что
протекание изотермического γ → ε превращения в процессе выдержки закаленной стали 06Г22 при
нормальной температуре заметно влияет на механические свойства, что не всегда учитывается
исследователями.
Рис. 3.35. Изменение фазового состава стали 07Г22 после деформации образцов растяжением:
а – закалка с 900
о
С в воде; б - термоциклирование по схеме 400 ↔ 20
о
С 10 циклов;
1 - съемка непосредственно после термической обработки; 2 - после выдержки при 20
о
С 48 ч;
- ε; - α″
0
20
40
60
80
0 4
8
12 16 20
ε
д
, %
α
″
,
ε
,
%
2
1
1
а
0
20
40
60
80
0
4 8
12 16 20
ε
д
, %
2
1
1
б
α
″
,
ε
,
%

93
Ранее приведенные данные показывают, что наиболее существенное развитие изотермическое γ → ε
превращение получает после стабилизации аустенита, вызванной многократными γ → ε переходами. В
связи с этим исследовали влияние числа циклов по схеме 400 ↔ 20
о
С на изменение твердости и
фазового состава стали 07Г22 в процессе последующей выдержки при нормальной температуре.
Увеличение числа термоциклов снижает исходную твердость и приводит к образованию аустенитной
структуры, но после двух суток вылеживания твердость достигает исходного уровня. Количество ε-фазы
при этом соответствует 50 %, но ее образование происходит более постепенно, чем в закаленном
состоянии. Изменение фазового состава в процессе растяжения образцов непосредственно после 10
термоциклов 400 ↔ 20
о
С и после выдержки в течение двух суток при нормальной температуре
приведено на рис. 3.35, б. Мартенситные кривые деформации после термоциклов по характеру
аналогичны полученным после закалки и длительной выдержки при нормальной температуре. Различие
заключается лишь в том, что прирост количества ε-фазы до максимального значения при растяжении
образцов после термоциклирования и выдержки двух суток существенно больше, чем после закалки и
аналогичной выдержки. Деформация, при которой образуется максимальное количество ε-фазы,
составляет 5 %. В том случае, когда растяжение образцов проводилось непосредственно после 10
термоциклов, максимальное количество ε-фазы составляло 58 %, а деформация, при которой оно
наблюдалось, - 10 %. Механические свойства 07Г22 определяли как непосредственно после различного
количества термоциклов 400 ↔ 20
о
С, так и после выдержки 48 ч при нормальной температуре (табл.
3.16). Предел текучести и временное сопротивление разрыву в первом случае достигают наибольшего
значения после трех термоциклов и при дальнейшем увеличении их количества снижаются. Повышение
прочностных характеристик после трех термоциклов обусловлено фазовым наклепом, приводящим к
росту дефектности кристаллических решеток γ- и ε-фаз и увеличением количества последней [117, 158].
Наименьший предел текучести получен после 10 термоциклов вследствие почти полного исчезновения в
структуре ε-фазы, что обусловлено стабилизацией аустенита. Относительное удлинение с увеличением
числа термоциклов изменяется незначительно. Можно предположить, что различие данных,
приведенных в работах [20, 102], обусловлено тем, что в первой из них механические свойства
определяли непосредственно после термоциклирования, а во второй - после длительного вылеживания
образцов при нормальной температуре. Полученные результаты показывают, что при проведении
различных обработок и оценке механических свойств необходимо учитывать дополнительное
образование ε-фазы в изотермических условиях.
Установлено, что в изучаемой стали после обычной закалки и особенно после термоциклической
обработки (10 циклов 400 ↔ 20
о
С ) и длительной выдержки, в результате которой образуется ε-фаза,
кратковременный нагрев до 400
о
С, приводящий к ε → γ превращению, восстанавливает способность
аустенита снова превращаться в ε-фазу в изотермических условиях. При этом можно многократно после
выдержки при нормальной температуре уменьшать твердость стали за счет нагрева до 400
о
С и
наблюдать ее повторное повышение после вылеживания. Данный эффект напоминает возврат в
стареющих сталях. Однако он связан не с процессами растворения и выделения фаз, а с переходом
изотермически образовавшейся ε-фазы в аустенит при нагреве и повторном протекании γ → ε
превращения при нормальной температуре. Полученные в настоящей работе данные показывают, что за
счет многократных фазовых переходов можно регулировать не только фазовый состав непосредственно
после термообработки, но и развитие мартенситных превращений при последующем нагружении, а
также механические свойства.
3.3. Влияние пластической деформации
3.3.1. Холодная пластическая деформация
Поскольку ХПД является распространенным способом упрочнения Fе-Мn сталей, установление ее
влияния на фазовый состав, стабильность аустенита и механические свойства этих сталей является
актуальной задачей. Однако такие сведения были малочисленны. В этом разделе обобщены результаты
исследований влияния ХПД на структуру и свойства железомарганцевых сталей, содержащих от 8 до
29 % Mn. Фазовый анализ проводился рентгеновским и магнитометрическим методами. Основные
закономерности в изменении фазового состава холоднодеформированных сталей (степень обжатия ε
д
- 10
и 20 %) с увеличением концентрации марганца те же, что и после закалки. Отличие носит
количественный характер. В деформированных сталях, содержащих ≥ 10 % Mn, увеличивается

94
количество α–мартенсита деформации и уменьшается доля аустенита. На долю ε–фазы ХПД влияет
неоднозначно. В сталях, в которых при нагружении развиваются мартенситные превращения, с
увеличением степени предварительной ХПД сокращается протяженность соответствующих участков
МКД. Отдельные из них могут исчезнуть и, кроме того, изменяется интенсивность
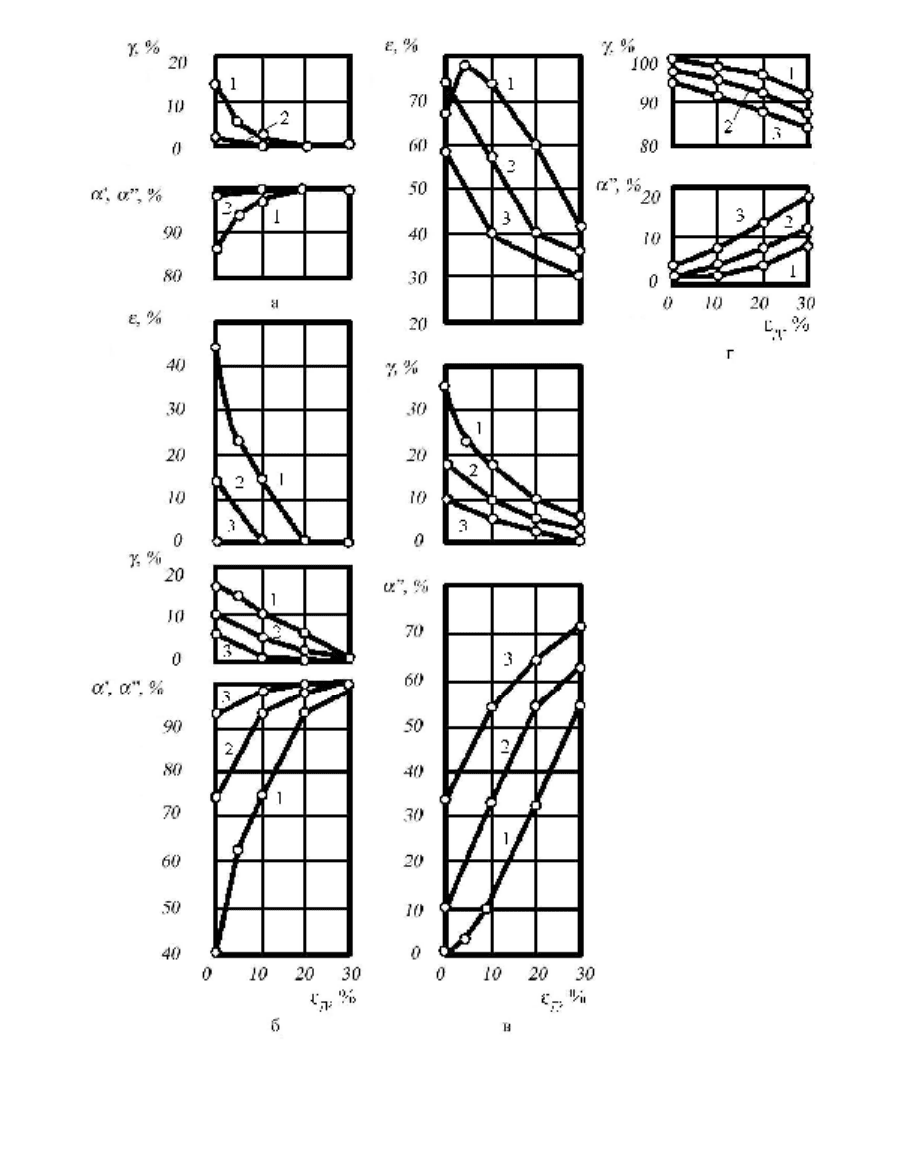
мартенситообразования (рис. 3.36).
Предварительная ХПД может стабилизировать или дестабилизировать аустенит по отношению к
мартенситному γ → α″ превращению при последующем деформировании. Первое проявляется в сталях,
МКД которых характеризуется III или II и III участками и может быть обусловлено образованием
большого количества α″, а также существенным увеличением плотности дислокаций в аустените.
Напротив, в сталях с повышенной после закалки стабильностью аустенита, МКД которых имеет I и II
участки, предварительная деформация, равная по величине I и началу II участка МКД, инициирует
мартенситообразование. Предварительная ХПД снижает интенсивность γ → ε превращения на I участке
МКД изменения ε–фазы, если он был после закалки. Дальнейшее увеличение степени предварительного
наклепа приводит последовательно к исчезновению I участка МКД, сокращению II и снижению
интенсивности уменьшения ε–мартенсита на этом участке. В сталях с повышенной стабильностью
аустенита, в которых I участок МКД образования ε–фазы растянут на значительный интервал
деформации, предварительная ХПД может активизировать γ → ε превращение. Определение
механических свойств исследованных Fе-Мn сталей после предварительной ХПД показало, что они
тесно связаны с исходным фазовым составом и развитием мартенситных превращений при нагружении.
На рис. 3.37 показано влияние марганца после предварительной ХПД на механические свойства Fe-Mn
сталей.
В работе [134] изучалось влияние различных видов ХПД (прокатка, растяжение и кручение) на
развитие фазовых превращений при ХПД и механические свойства. Исследовались стали 06Г8, 06Г10,
06Г14, 016Г16, 06Г20, 07Г22 и 07Г24. Большой диапазон изменения концентрации марганца позволял
варьировать в широких пределах фазовый состав сталей после термической обработки и степень
стабильности аустенита по отношению к мартенситным превращениям, протекающим при деформации.
Образцы исследуемых сталей подвергались закалке с 900
о
С. Деформация проводилась прокаткой,
растяжением и кручением при нормальной температуре. Фазовый состав изучался рентгеновским
методом. На рис. 3.38 приведено изменение фазового состава в исследованных сталях, деформированных
растяжением, прокаткой и кручением. Полученные данные свидетельствуют о том, что развитие
мартенситных превращений при различных видах испытания в основном подобно. Некоторые различия
наблюдаются лишь в 07Г22 и 07Г24 при кручении. В 06Г8 с исходной α-мартенситной структурой
фазовый состав при деформации не изменяется. В 06Г10, имеющей после закалки двухфазную α′ + ε
структуру, получению 100 % α-мартенсита предшествует некоторое приращение его количества под
влиянием деформации. Увеличению количества α″-фазы соответствует уменьшение доли ε- до нуля.
Сравнивая изменение фазового состава при различных видах деформирования, можно заключить, что
при переходе от растяжения к прокатке и кручению интенсивность протекания мартенситного
превращения снижается и для его завершения требуются большие степени деформации. В стали 06Г14,
имеющей трехфазную α′ + ε + γ структуру, при всех видах нагружения нарастанию количества α″
соответствует снижение доли ε- и γ-фаз. Отличие от предыдущих случаев, относящихся к сталям с
меньшим содержанием марганца, заключается в том, что интенсивность мартенситного превращения
существенно возрастает. Однако она тем меньше, чем «мягче» нагружение. Такая же закономерность
обнаруживается и в стали 06Г16 при деформации ее растяжением и прокаткой.
В сталях 06Г20, 07Г22, 07Г24 при растяжении и прокатке наблюдается иная закономерность в
развитии γ → ε превращения. Так в 06Г20 и 06Г22 количество ε-фазы при увеличении степени
деформации изменяется по кривой с максимумом. Нисходящему участку кривой, который был
характерен для сталей с меньшим содержанием марганца, предшествует участок увеличения количества
ε-фазы. Чем больше содержание марганца в стали, тем меньше величина максимума, тем при больших
степенях деформации он обнаруживается. Характерно, что увеличению количества ε-фазы при
деформации соответствует малая интенсивность γ → α″ превращения.
Снижение жесткости нагружения при прокатке по сравнению с растяжением позволяет в сталях
06Г20 и 06Г22 выявить на кривой изменения количества α″-фазы следующие участки: начало ее
образования, интенсивное развитие γ → α″ превращения и его затухание.
95
Рис. 3.36. Влияние предварительной ХПД на развитие мартенситных превращений
в Fе-Мn сталях: а – 06Г10; б – 06Г14; в – 06Г20; г – 06Г29; 1 – без предварительной деформации;
предварительная деформация: 2 – 10 %, 3 – 20 %
96
Рис. 3.37. Влияние содержания марганца на механические свойства Fe-Mn сталей
после предварительной ХПД с различными степенями: а – предел прочности и предел текучести;
б – относительное сужение и относительное удлинение; 1 – σ
В
; 2 – σ
0,2
; 3 – δ; 4 – ψ
________
- 20 %;
_ _ _ _
- 50 %
0
400
800
1200
1600
2000
8
12
16
20
24
Mn, %
σ
В
,
σ
0,2
,
МПа
1
2
а
0
10
20
30
40
50
8
12
16
20
24
Mn, %
δ, ψ,
%
4
3
б
97
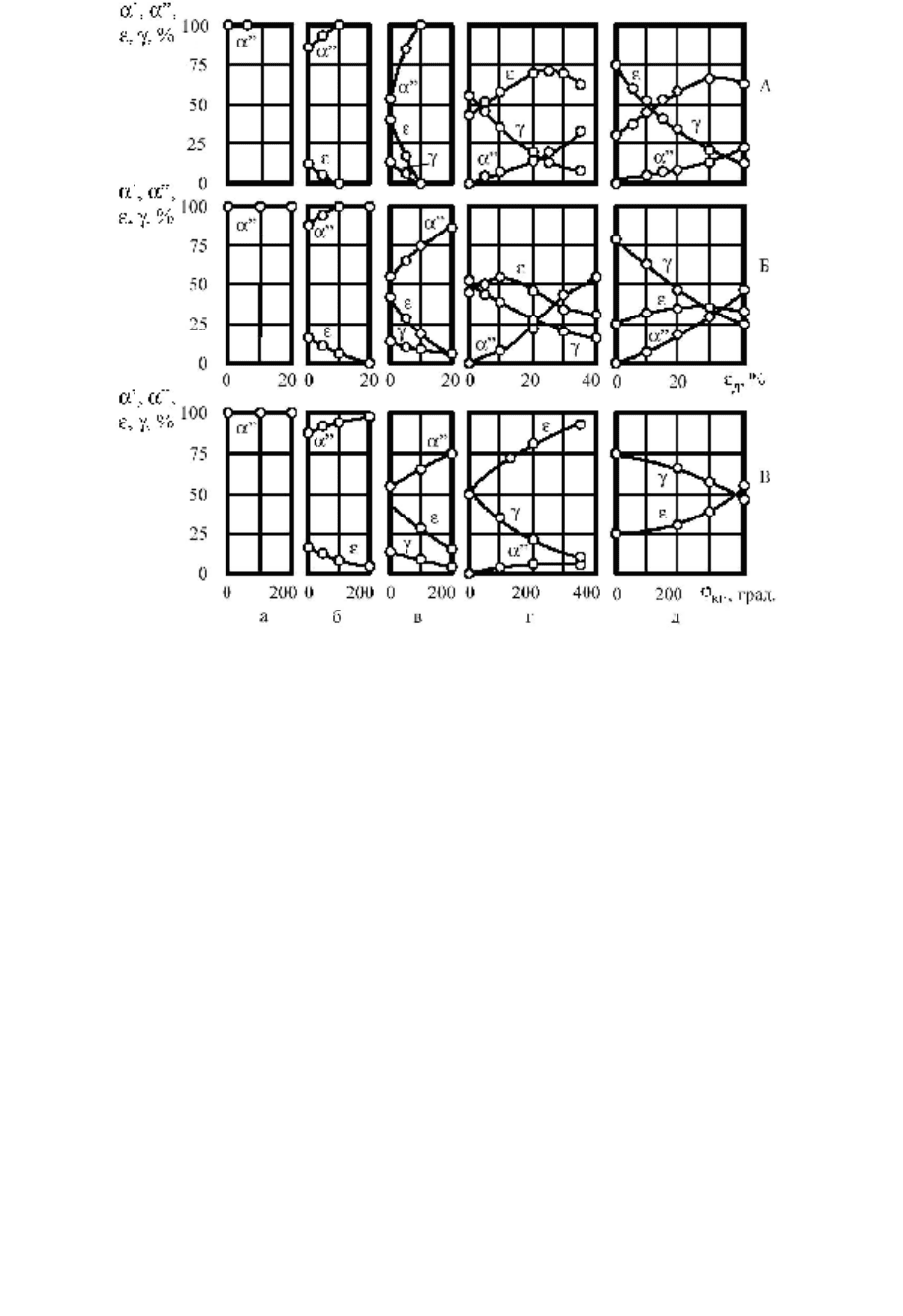
Рис. 3.38. Изменение количества α″-, ε- и γ-фаз в сталях 06Г8 (а), 06Г10 (б), 06Г14 (в),
07Г22 (г), 07Г24 (д) при нагружении растяжением (А), прокаткой (Б) и кручением (В)
В 06Г22 при кручении, а в 06Г24 при всех видах нагружения уменьшение количества ε-фазы не
происходит или выражено очень слабо. Характерно, что при кручении в этих сталях обнаруживается
только восходящая ветвь на кривой изменения количества ε-фазы при деформации. Причем, в 06Г22
количество α″-мартенсита даже при больших степенях деформации кручением не превышает 5 %, а в
06Г24 отсутствует полностью. В последнем случае при деформации происходит лишь γ → ε
превращение. Обобщая полученные данные, можно заключить, что при деформации по мере повышения
концентрации марганца в стали от 8 до 24 % на кривых γ → α″ превращения последовательно
появляются новые участки затухания, интенсивного развития и начала образования α″, а на кривых
изменения количества ε-фазы нисходящая ветвь последовательно перемещается в область все больших
степеней деформации и исчезает совсем. В ряде случаев уменьшению количества ε-фазы при
деформации предшествует период ее возрастания. Переход к более мягкому виду нагружения
качественно оказывает такое же влияние, как и увеличение содержания марганца в стали, вызывающее
стабилизацию аустенита. Важно подчеркнуть, что в 07Г24, изменяя характер нагружения, можно
наблюдать образование α″- и ε-фаз или только последней в отсутствие первой. Ранее[110] было
обнаружено, что в одной и той же марганцевой стали при изменении температуры деформирования
реализуются γ → ε, γ → α″ или только γ → α″ превращения в отсутствие ε-фазы. Это подтверждает, что
ε-фаза не обязательно является промежуточной в реакции γ → α″, как это принято считать. Даже в том
случае, когда происходит уменьшение количества ε-фазы, сопровождающееся увеличением доли α″-
мартенсита, еще нельзя однозначно утверждать, что имеет место непосредственный ε → α″ переход. Не
исключается возможность ε → γ → α″ превращения. В связи с неоднородностью деформационного
состояния микрообъемов и различным соотношением уровней свободных энергий фаз одновременно или
последовательно в стали могут протекать при нагружении γ → ε, γ → α″, ε → γ, а в ряде случаев и α″ → γ
превращения. Существует тесная взаимосвязь между исходным фазовым составом, развитием
мартенситных превращений при нагружении и механическими свойствами. Их определение при
растяжении и кручении свидетельствует о том, что наиболее высокие прочностные свойства достигаются
в сталях с преимущественно мартенситной структурой (06Г8, 06Г10). Прочностные свойства при
98
растяжении в случае увеличения содержания марганца с 8 до 10 % возрастают (рис. 3.39, а). Повышение
предела текучести связано с упрочнением α-мартенсита под влиянием марганца, а предела прочности - с
возможностью образования при испытании дисперсного мартенсита деформации, который не образуется
в 06Г8. Характерно, что этому соответствует некоторое повышение относительного удлинения.
Последнее можно объяснить увеличением возможности для релаксации микронапряжений при
мартенситном превращении.
Изменение концентрации марганца с 10 до 14 %, вызывающее появление трехфазной (γ + ε + α′)
структуры и интенсивное, завершающееся при относительно небольших деформациях (до 10 %)
образование α″, которому соответствует уменьшение количества ε- и γ-фаз, приводит к существенному
снижению прочностных свойств по сравнению с их уровнем у стали 06Г10 при незначительном
повышении относительного удлинения. Снижение предела текучести объясняется уменьшением
количества α′-фазы в исходном состоянии (48 % в 06Г14 вместо 87 % в 06Г10) и образованием при
малых напряжениях мартенситных фаз. Уменьшение временного сопротивления обусловлено чрезмерно
интенсивным γ → α″ превращением при испытании на растяжение, в результате чего релаксация
микронапряжений затруднена. Это приводит к возникновению и развитию микротрещин, вызывающих
разрушение материала при сравнительно небольших напряжениях. Увеличение содержания в стали
марганца с 14 до 16 % вызывает образование после закалки двухфазной γ + ε структуры и небольшое
снижение интенсивности изменения количества α″- и ε-фаз при нагружении. Этому соответствуют
некоторое уменьшение прочности и повышение пластичности по сравнению с их значениями у 06Г14. В
двухфазных сталях с более высоким содержанием марганца (06Г20, 07Г22) и благоприятным развитием
мартенситных превращений обнаруживается некоторое увеличение прочностных свойств и
относительного удлинения. Снижение прочностных характеристик обнаруживается лишь в 07Г24 в связи
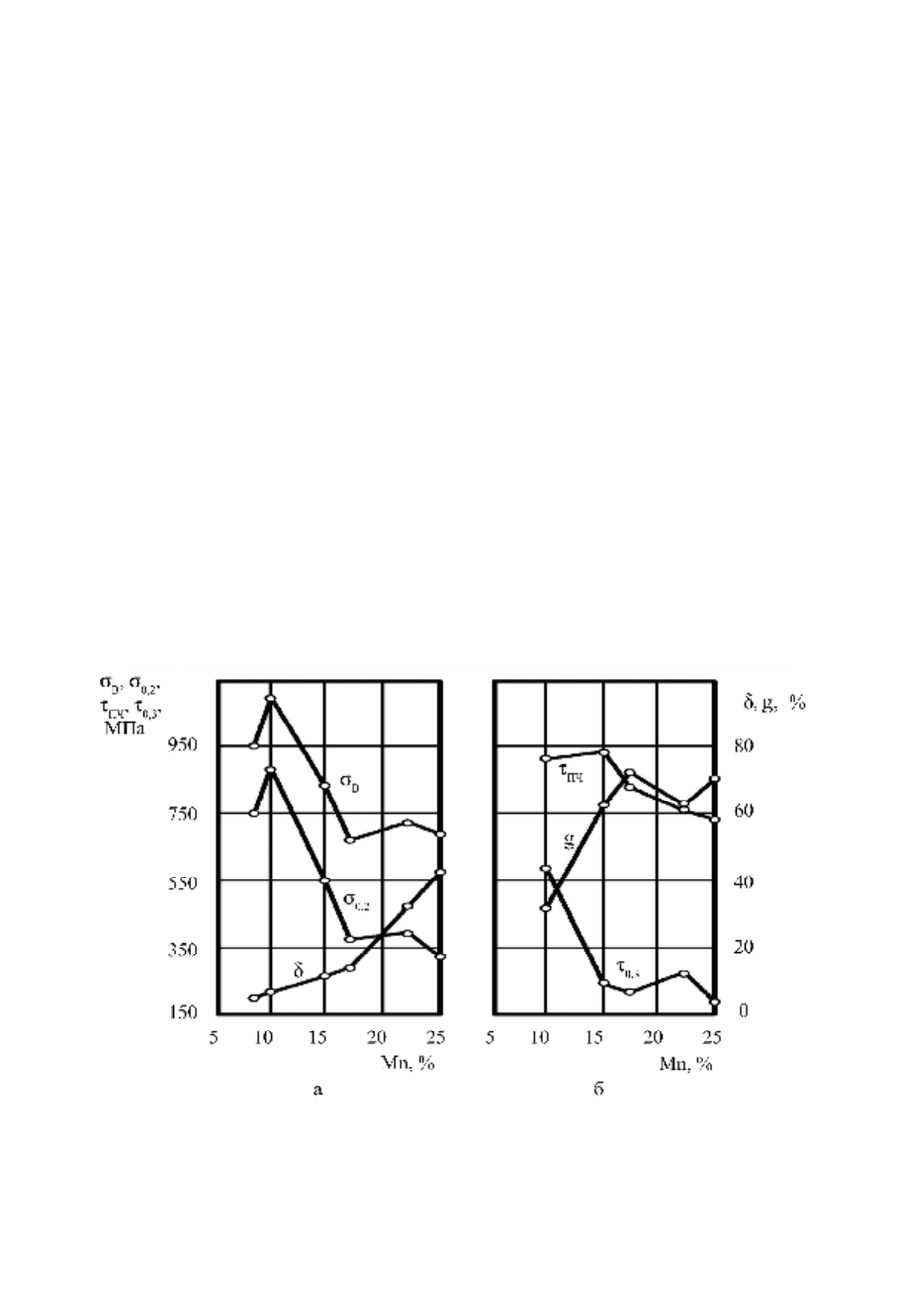
с повышением в ней стабильности аустенита. Испытания на кручение (рис. 3.39, б) обнаруживают
аналогичную связь механических свойств с исходным фазовым составом и образованием мартенситных
фаз при нагружении. Таким образом, при объяснении изменения механических свойств в марганцевых
сталях необходимо учитывать не только исходный фазовый состав, как это делается в настоящее время,
но и развитие мартенситных превращений при нагружении, которое зависит от его характера.
Рис. 3.39. Влияние содержания марганца в стали на ее механические свойства
при растяжении (а) и кручении (б)
В работе [162] изучено влияние ХПД на изменение фазового состава и механические свойства
сталей, содержащих 20 % Mn, дополнительно легированных Cr и Ni. Стали 06Г20, 06Г20Х2, 04Г20Х6 и
06Г20Н2 в закаленном состоянии являются двухфазными и имеют структуру, состоящую из аустенита и
ε-фазы. Стали 04Г20Х12, 04Г20Н6 и 04Г20Н10 после закалки имеют аустенитную структуру. Под
влиянием пластической деформации аустенит в некоторых из них частично превращается в ε- или ε- и
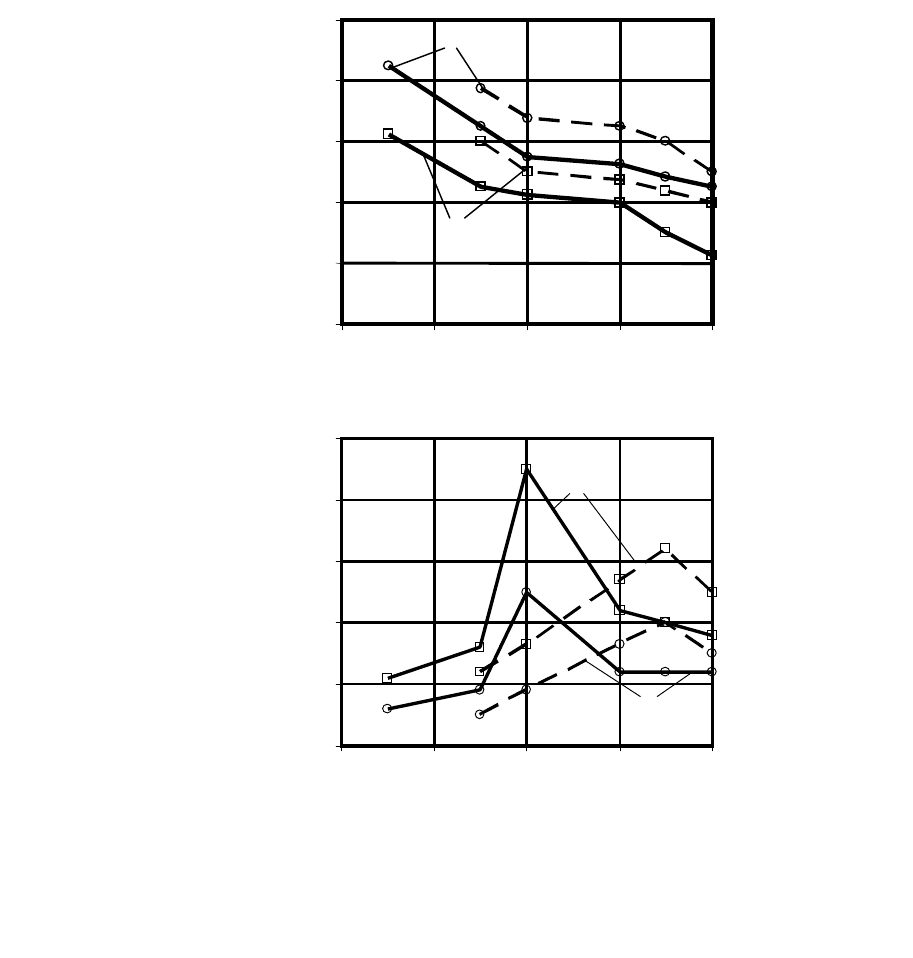
α″-фазы. На рис. 3.40 показано изменение количества ε-фазы в процессе деформации различных сталей.
99
Из него следует, что наибольшее ее количество при деформации образуется в 06Г20. По мере увеличения
в ней содержания хрома и никеля уменьшается количество ε-фазы после закалки, а также снижается
интенсивность ее образования при деформации. В 04Г20Х12 первые линии ε-фазы появляются на
рентгенограммах после 4 % деформации. Никель в несколько раз сильнее, чем хром, стабилизирует
аустенит. Сталь 06Г20Н2 по интенсивности образования ε-фазы при деформации занимает
промежуточное положение между 04Г20Х6 и 04Г20Х12.
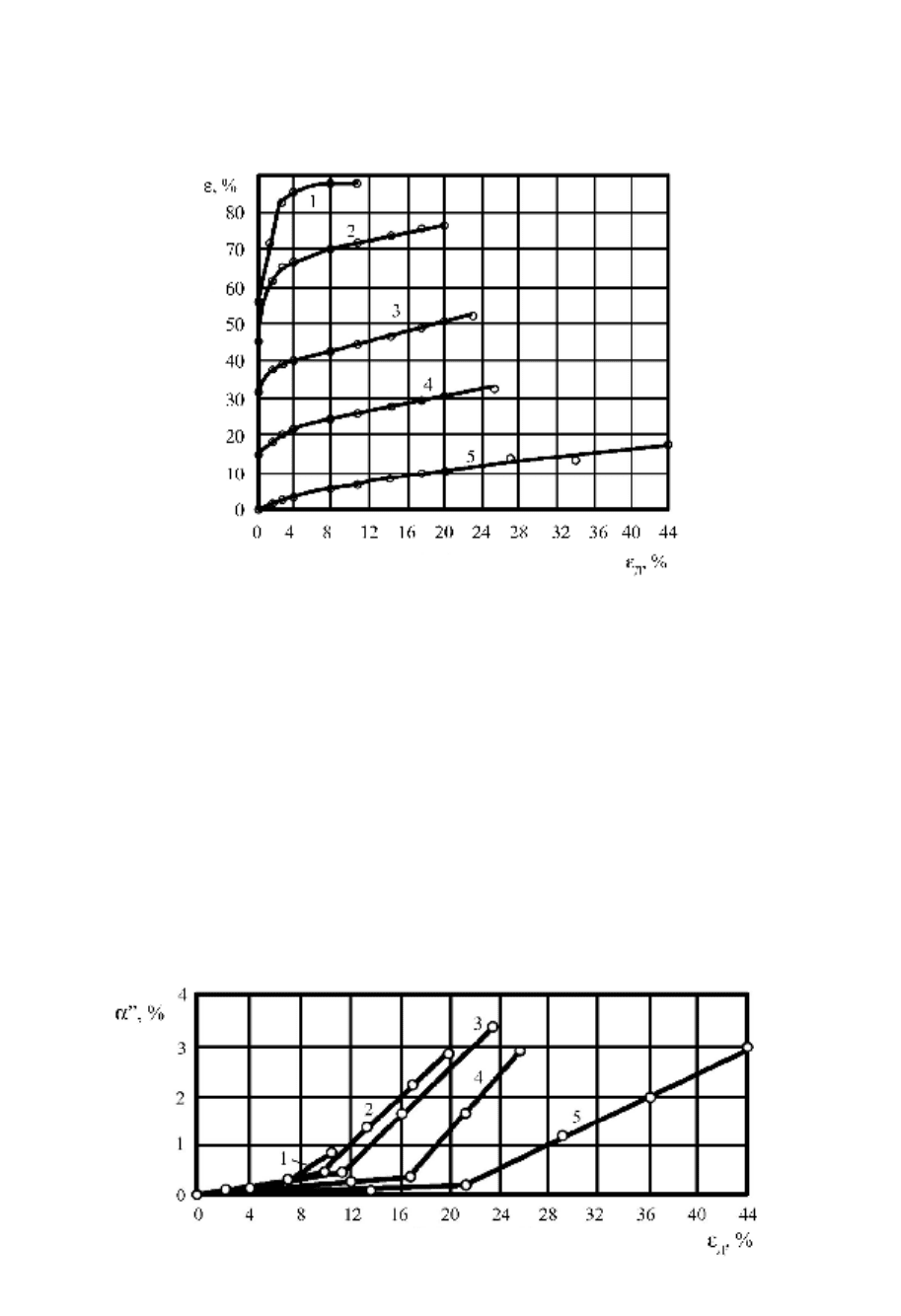
Рис. 3.40. Влияние хрома и никеля на количество ε-фазы в стали 06Г20 при деформации прокаткой:
1 - 06Г20; 2 - 06Г20Х2; 3 - 04Г20Х6; 4 - 06Г20Н2; 5 - 04Г20Х12
В сталях, содержащих 6 и 10 % Ni, обнаружить ε-фазу после деформации рентгеноструктурным
методом не удается. Появление ее пластин в отдельных зернах можно наблюдать лишь в 04Г20Н6 после
деформации 10 %, а в 04Г20Н10 - после 40 %. По мере увеличения степени деформации количество
пластин ε-фазы в зернах увеличивается и число зерен, в которых она присутствует, возрастает. Однако ее
количество даже при максимальной деформации, достигнутой до разрушения образца, по-видимому, не
превышает в этих сталях 2-3 %. Характер изменения количества ε-фазы от степени деформации почти во
всех сталях аналогичен. В 06Г20Х2, 04Г20Х6, 06Г20Н2, так же как и в 06Г20, наиболее интенсивный ее
прирост наблюдается при деформации до 4 %. При дальнейшем увеличении ее степени интенсивность
образования ε-фазы значительно уменьшается. Об изменении количества α″-фазы в процессе
деформации можно судить по рис. 3.41. Для каждой стали существует определенная степень
деформации, выше которой интенсивность образования этой фазы возрастает. Количество α″-фазы
невелико и для всех сталей не превышает 5 %. В связи с этим обнаружить ее рентгеновским методом не
удается. В сталях 04Г20Н6 и 04Г20Н10 она отсутствует.
Рис. 3.41. Влияние хрома и никеля на количество α″-фазы в стали 06Г20 при деформации:
1 - 06Г20; 2 - 06Г20Х2; 3 - 04Г20Х6; 4 - 06Г20Н2; 5 - 04Г20Х12
100
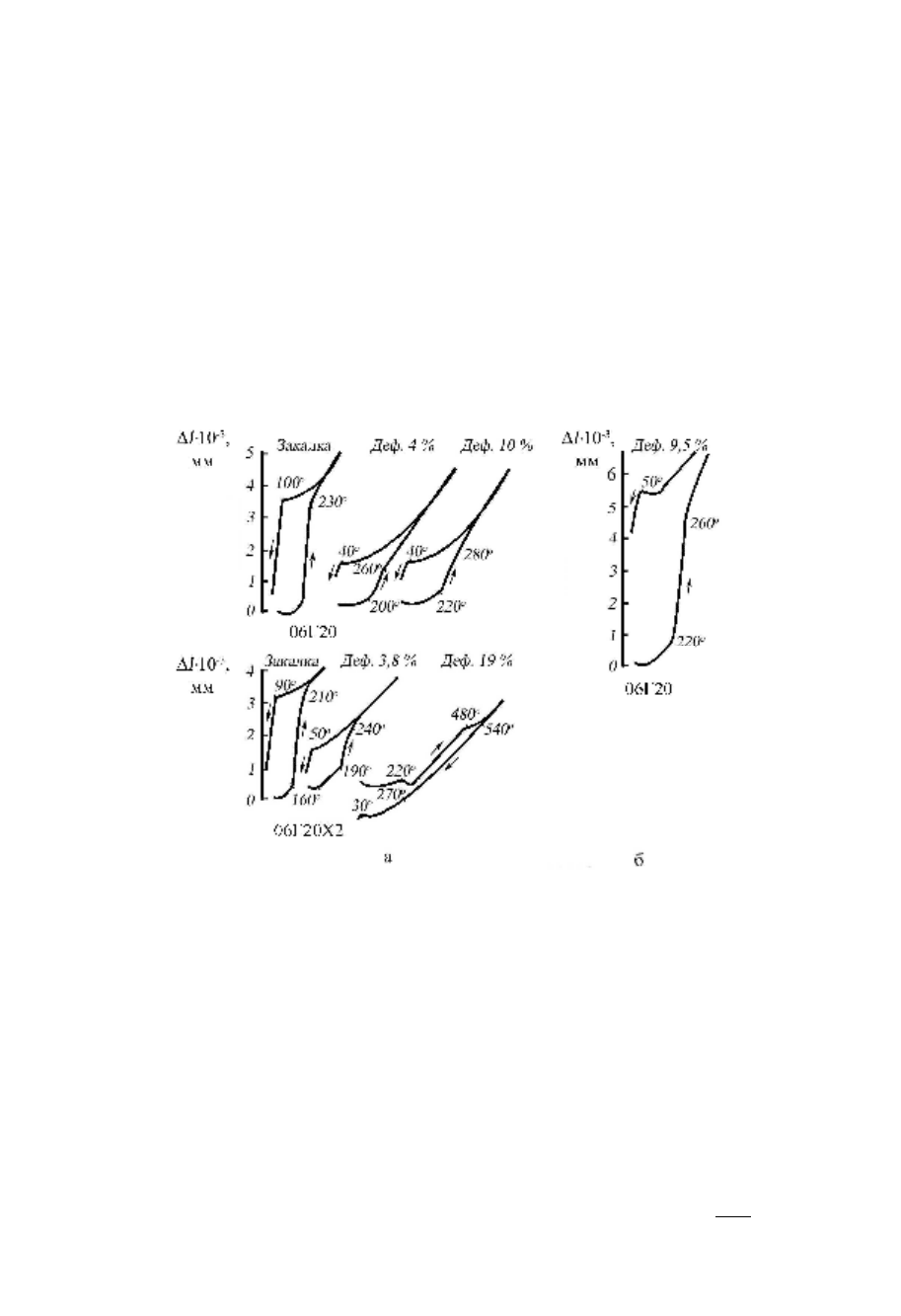
На рис. 3.42, а приведены дилатометрические кривые для образцов, ось которых совпадает с
направлением растягивающей силы. Нагрев проводился до 600
о
С. Из кривых видно, что у стали 06Г20
наибольшие объемные эффекты γ ↔ ε превращений наблюдаются после закалки. В 06Г20Х2, 04Г20Х6 и
06Г20Н2 имеет место аналогичная картина, однако объемные эффекты значительно меньше, чем в
предыдущей стали. В 04Г20Х12, 04Г20Н6, 04Г20Н10 обнаружить ε-фазу дилатометрическим методом
после закалки не удается. В двух последних она не выявляется даже после деформаций, приводящих к
разрушению образцов. В сталях 06Г20Х2, 04Г20Х6 и 06Г20Н2 при пластической деформации объемные
эффекты прямого и обратного γ ↔ ε превращений уменьшаются, причем наиболее существенно влияют
деформации до 4 % [113]. При определенных для каждой стали степенях деформации характер кривой
нагрева меняется. Подъем кривой, связанный с ε → γ превращением, исчезает и появляется своеобразный
перегиб. Это иллюстрирует для стали 06Г20Х2 рис. 3.42, а. Уменьшение объемного эффекта обратного
превращения, а затем появление перегиба можно объяснить релаксацией ориентированных
микронапряжений, возникших в результате деформации [164]. Это подтверждается тем, что при одной и
той же степени деформации сжатие в отличие от растяжения приводит к сильному увеличению
дилатометрического эффекта ε → γ превращения (рис. 3.42, б) [113]. Эта дилатометрическая аномалия
является проявлением эффекта памяти формы, обнаруженного впервые в работах [113, 164]. Этот эффект
в настоящее время широко используется в промышленности и на его основе разрабатываются
специальные стали.
Рис. 3.42. Дилатометрические кривые сталей 06Г20 и 06Г20Х2
после закалки и ХПД: а – растяжением; б - сжатием
Рост степени деформации вызывает снижение температуры начала γ → ε превращения при
охлаждении после нагрева и смещение температурного интервала ε → γ в сторону более высоких
температур. Последнее вызвано, по-видимому, тем, что в процессе деформации в ε-фазе возникают
дефекты кристаллического строения, препятствующие ее превращению в аустенит. Уменьшение
объемного эффекта и снижение температуры начала γ → ε перехода при охлаждении обусловлены рядом
причин. В процессе этого превращения происходит релаксация напряжений, инициирующих
образование ε-фазы при деформации. В то же время дефекты кристаллической структуры аустенита,
вызванные деформацией, еще в достаточной мере сохраняются. Легирование стали 06Г20 хромом и
никелем приводит к тому, что при одной и той же степени деформации превращения протекают при
более низких температурах, чем в закаленном состоянии. О характере упрочнения сталей различного
химического состава можно судить по значениям коэффициентов упрочнения
∆
e
S
K :
1
K
(от 0,2 до
4 % деформации) и
2
K (от 4 до 18 %), приведенным в табл. 3.17, и кривым истинных напряжений при
растяжении (рис. 3.43).