Lyons W.C. (ed.). Standard handbook of petroleum and natural gas engineering.2001- Volume 1
Подождите немного. Документ загружается.

Corrosion and Scaling
1315
pressure rise in the tube is a function of the amount of hydrogen generated by the
corrosion process. Hydrogen probes do not perform well in aerated fluids
[201].
Corrosion Coupons
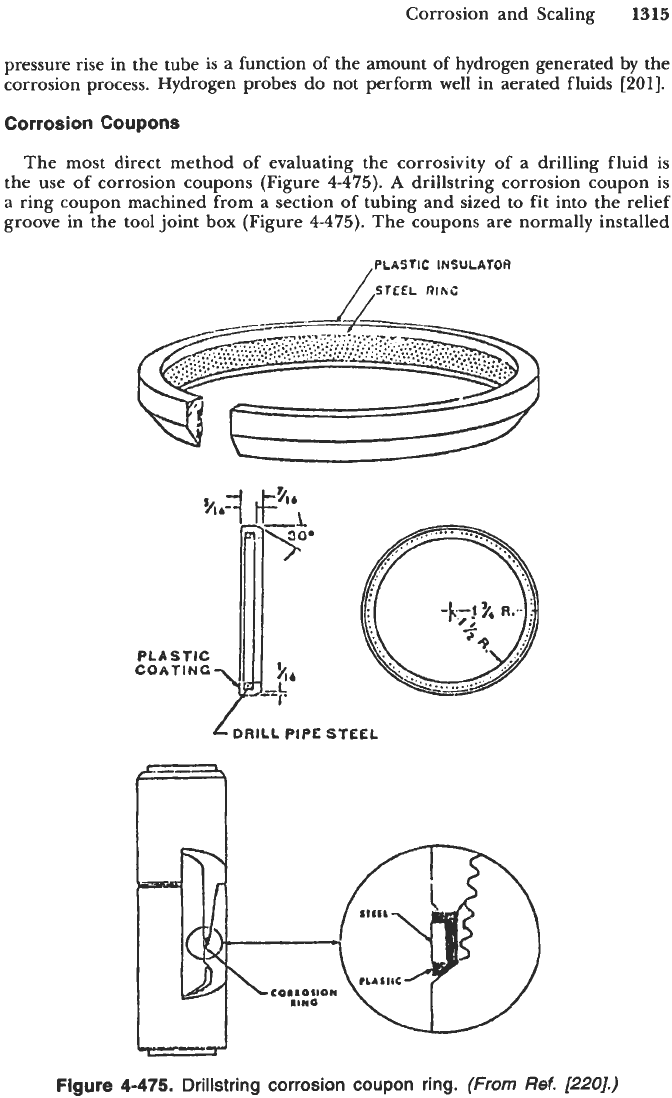
The most direct method of evaluating the corrosivity of a drilling fluid is
the use of corrosion coupons (Figure
4475).
A
drillstring corrosion coupon is
a ring coupon machined from a section of tubing and sized
to
fit into the relief
groove in the tool joint box (Figure
4-475).
The coupons are normally installed
DRILL PIPE
STE€L
Figure
4-475.
Drillstring corrosion coupon ring. (From
Ref.

1316
Drilling and Well Completions
at the beginning of the drilling operations and changed at predetermined
intervals (minimum of
40
h). The surface of the coupon is finished smoothly
so
that the effect of corrosion attack can be easily seen. The coupon is mounted
in thermoplastic, which insulates it from the drillpipe to prevent the formation
of a galvanic cell (Figure
4-472).
Two coupons are generally used per string,
one in the kelly-saver sub and a second at crossover sub above the drill collars
[205].
To employ effective control measure, it is very important to determine the type
of corrosion attack. Spot analysis of the corrosion film and careful visual exami-
nation
of
the coupon surface can help in determining the type and severity of
corrosion attack. Generalized corrosion is represented by continuous attack over
the entire surface, but no pitting. The pitting type of corrosion is represented by a
high concentration of pits on the coupon surface. This type of corrosion attack is
the most serious attack resulting from drilling fluids, as discussed earlier. The
severity of general corrosion attack can be determined by weighing the coupon
before and after exposure, and comparing the change in weight. Before installation
the coupon must be clean (Le., free of any corrosion, grease marks, drops of
perspiration, etc.) and weighed. After exposure to the system for a minimum
of
40
hr, the coupon is retrieved, visually examined, then cleaned and reweighed
within one tenth of a milligram. The difference between the initial and final weights
is attributed to corrosion and converted to the corrosion rate (mpy) using Equa-
tion
4-349.
There are several factors such as handling, surface preparation and
cleaning, etc., which can affect the results of the tests. The results obtained from
this test assume uniform corrosion. Therefore, for proper analysis it becomes very
important to include a complete description
of
the exposed coupons. One of the
most important factors
is
visual inspection of the coupon, describing the form of
attack and identifying the corrosion by-product. It is not very difficult to reduce
the corrosion rate,
so
that overall mpy drops; however, the problem may still persist
due to some pitting. It only takes a few sharp pits to cause failure. API Standard
RF’
13B
contains complete information on this test
[206].
Procedures provided by
manufacturers of corrosion coupons should be followed.
To an appreciable degree the coupon experiences the same downhole condi-
tions as the drillstring does. Therefore, its condition represents the corrosive
effects of the downhole environment. However, limitations of this test are that
the coupon is only exposed to the inside of the drillstring and not subject
to
the same stresses. The results obtained are only for certain depth of exposure,
while the corrosion may vary appreciably up and down the hole. Finally, the
results are not available until the tool is pulled out of the hole.
Chemical Testing
During drilling operations, chemical testing of drilling fluids is routinely carried
out in the field. API
has
published recommended test procedures such as API
RP
13B: “Standard Field Procedure for Testing Drilling Fluids”
[206].
A
number
of
service companies such as
NL
Baroid, Milchem and IMCO Services supply test
kits
for chemical analysis with procedures. These tests conform to standards set in API
RP
13B
[206].
The tests monitor the pH of drilling fluids and detect contaminants,
such as dissolved gases
and
salts. These results are used either
to
detect any potential
problem
or
to
verify the effectiveness
of
remedial measures.
pH
Determination
The two most commonly used methods of measuring the pH of a drilling
fluid are a modified coalorimetric method, such as the pHydrion Dispenser;

Corrosion and Scaling
1317
and the electrometric method using a glass-electrode instrument, such as the
Beckman or Analytical pH meter.
pHydrion Dispenser.
pHydrion Dispenser provides a series of paper indicator
strips that determine pH from
1
through
14.
Once exposed to the medium, the
strip changes color. The color, is matched to the range of color and corre-
sponding pH values provided on the dispenser. The method is sufficiently
accurate to allow the operator to read within 0.5 pH units.
A
limitation of this
method is that it does not give accurate measurements in fluids containing
high-salt concentrations. The method depends on the operator’s ability
to
distinguish between different shades of color, and can vary from one operator
to another [195].
pH Meter.
The analytic pH meter offers a greater degree of accuracy than the
coalorimetric method does. The instrument consists of two half-cells, the glass
electrode half-cell and a reference half-cell. The glass electrode consists of a
platinum electrode in a solution of fixed acidic pH. The electrode
is
placed
inside a thin, glass membrane permeable to
H
ions. The reference half-cell is
usually either a calomel electrode [mercury in contact with mercury(
I)
chloride
in saturated potassium chloride]
or
a silver/silver chloride electrode (silver wire
coated with silver chloride saturated potassium chloride). The two half-cells
are connected to each other through a sensitive voltmeter to form a pH meter.
The electrode potential of the glass electrode is dependent on the (H’) con-
centration of the solution in which it is placed. The electrical potential is
amplified by means of a vacuum tube. In a commercial pH meter the glass
electrode and reference half-cell are normally combined in a single unit that
can be dipped into the solution under test, and the pH reading is indicated
directly on a meter.
Oxygen Meter
Several commercially available oxygen meters are capable of reading dissolved
oxygen concentrations in seconds. They can be calibrated for temperature and
salt concentration for accurate readings. The oxygen probe operates on the same
principle as the pH electrode, and develops a potential proportional
to
oxygen
concentration. The potential is read on the oxygen meter as mg/L or ppm of
dissolved oxygen present in solution [207].
Gas and Specific Ion Meters
Similar to the pH meter, gas meters employ specific ion electrodes. The
electrodes generate a potential proportional to the activity
of
a specific ion in
solution. The calibration is achieved in standard solution and results read in
mV
or
concentration in mg/L or ppm on the meter. The water can be adapted
to monitor the concentration of carbon dioxide, hydrogen sulfide, ammonia,
chloride, calcium, potassium and sodium to name a few.
Hydrogen Sulfide Detection
used in the drilling industry are as follows [195,207]:
Hydrogen
sulfide
can
be
detected
by
several tests. Some of the most commonly

1318
Drilling and Well Completions
1.
An Alka-Seltzer" tablet gives off carbon dioxide when dissolved in aqueous
solution. The gas is used to drive hydrogen sulfide out of drilling fluid
samples. The H,S then reacts with lead acetate paper in the bottle cap. The
degree of discoloration is related to hydrogen sulfide concentrations.
2.
The presence of sulfate-reducing bacteria can be detected by using API
sulfate-reducing broth. If the broth is inoculated with drilling fluid and
the color changes from yellow to black, the result is positive.
3.
Sodium arsenite can be used to detect the presence of iron sulfide on the
metal surface. Iron sulfide is the corrosion product of the reaction between
hydrogen sulfide in drilling fluid and iron in the drillpipe. An acid solution
of sodium arsenite reacts with the sulfide to form a bright yellow precipitate.
4.
When present in low concentrations the presence of hydrogen sulfide can
be detected by its characteristic odor of rotten eggs.
5.
A
prestressed roller bearing is used to detect the presence of hydrogen
sulfide, but more specifically it is used to test for hydrogen embrittlement
tendency of the drilling fluid. When introduced to the environment, the
bearing has sufficient residual stresses to cause failure if sufficient hydrogen
sulfide concentration is present.
6.
A
slight drop in pH level
of
the drilling fluid.
Carbon Dioxide Detection
If the
pH
level of drilling fluid drops and the hydrogen sulfide test result is
negative, there is a good possibility that carbon dioxide will be present. Positive
results of microbial activity tests (described later) also indicate the possibility
of carbon dioxide presence. Carbon dioxide meters are also available commer-
cially
and
can be used.
Ultrasonic Inspection
Ultrasonic inspection is a method of measuring the pipe wall thickness. The
basic concept of the test is that the sound travels through metals at a constant
speed and does not travel well through air. The method consists of clean-
ing the test surface smooth and coating the surface with a layer
of
coupling
fluid such as oil and glycerine. The coupling fluid facilitates the transmission
of sound from the test unit to the metal surface.
A
curved face transducer is
used to convert a high-frequency electrical impulse to sound vibration. The
sound travels through the metal at a known speed and is reflected
or
echoed
back to the sending transducer. The time interval between the initial pulse
and the return echo is calibrated electronically, and the instrument displays a
digital readout
of
the metal thickness. Limitation
of
this method is that it only
gives the wall thickness at the point tested. Thus, there is a possibility of missing
the damaged area. Also, this method does not indicate the type of damage
occurring
[ZOl].
Magnetic Particle Inspection
When iron filings are sprinkled on a bar magnet, they are attracted to the
poles of the magnet (Figure
4-476).
If the bar magnet is notched, each side of
the notch becomes a pole of a magnet as seen in Figure
4-473.
Cracks on
drillpipe and collars behave the same way when magnetized. Magnetic particle
inspection is based on this concept. The method consists of magnetizing the
pipe with a suitable field to cause a magnetic flux. The pipe is then sprayed

Corrosion and Scaling
1319
Figure
4-476.
Principle
of
magnetic particle inspection.
(From
Ref.
[220].)
with a fluid containing fluorescent magnetic particles (fluorescent tracer). Ultra-
violet light is used to detect any buildup of magnetic particles. A limitation
of
this method is that
it
is only good for surface or near-surface areas of the pipe.
Visual Inspection
On-site visual inspection of drilling equipment before use is one
of
the most
important factors for successful operation. The drillpipes and drill collars are
inspected for signs of pitting corrosion, corrosion fatigue cracks and other
damage or defects that may lead to their failure. It is very important to take
notes describing the problem and measuring anything relevant, taking pictures
(with reference scale) of the damage and making sketches. Any other relevant
information helpful in later analysis should be included.
The inspection consists of two tests, the external pipe body and internal pipe
surface. The external pipe body is inspected by thoroughly cleaning the surface
and examining the whole length with either the naked eye or with the help
of
a magnifying glass. Internal inspection is carried out by cleaning the internal
surface and using a borescope optical instrument. This method is limited by
the fact that small cracks may be two small to be detected, and by the speed of
the procedure.

1320
Drilling and Well Completions
Plastic Coatlng inspectlon
Frequent and regular inspections are very important at every step of the
process. Inspections should ensure adequate surface preparation and uniform
coating application with proper curing process. Once completed, the coatings
must be inspected for any pinholes or “holidays” (discontinuities).
A
low-voltage,
wet-sponge, holiday-detector can be used to detect any pinholes in the coating
(Figure
4-477).
The water in the sponge should contain about
0.5%
sodium
chloride. The power source imposes a voltage of up to
90
V
(usually
67.5
V)
across the coating through the wet sponge. The wet sponge is pulled through a
joint of internally coated pipe at low enough speed to detect the holidays. When
the sponge is pulled across a holiday, an alarm in the detector is activated, and
the electrical resistance of the coating drops below 80,000
a.
Care must be taken
to avoid burning holes in the coating by using high voltage. Voltage and current
must be regulated to safe levels for the film thickness involved. Manufacturer’s
instructions should be carefully followed
[ZOl].
Monitoring Microbial Activity
As mentioned earlier, microorganisms can attack drilling fluid additives and
introduce corrosive agents to the system. Therefore, it is very important to
monitor their activity and detect any source of problem as early as possible.
API RP
38
is probably the most widely used testing procedure in the industry
[201]. The methods that can be used to monitor the microbial activity can
include the following [201,208]:
filtration technique
bacterial population count
metal-surface examinations
evaluation of current microbiocide treatment
Flltration Technique.
A
measured quantity of sample water is filtered through
the membrane filter. The filter is dried, cut and sections placed on microscope
slides. The filter sections are rendered transparent by a drop of immersion oil.
The slides are examined to identify the microorganisms listed below:
a. algae and protozoa
b. bacteria
c. fungi
Bacterial Population Count.
Commercially available test media following API
specifications
are
available for field testing. The
two
test sera available for
inoculation by sample solutions are:
1.
clear-yellow broth for anaerobic bacteria (i.e., sulfate-reducing bacteria).
2. phenol red broth for general aerobic bacterial counts.
The test sera are available in sealed bottles. Six bottles are used
in
each test.
They are labeled 1,
lo-],
lo-*,
lo5,
and
loe5,
indicating the dilution factor.
One unit (one ml or one cms) of the sample solution is collected in a disposable,

PIPE
7
I
4
WET
SPONGE
CONTACTOR
INTERNAL
COATING
I-
METAL
PLATE
PLASTIC
TUBE LANCE
B-
R
ETA1
N
ER
S
ELECTR
ICAC
5
LEADS
dl
DC
POWER
AND
I
ALARMBOX
Figure
4-477.
Holiday detector
for
thin film internal pipe coatings.
(From
Ref.
[207].)

1322
Drilling and Well Completions
sterile, plastic syringe. The syringe needle is inserted all the way through the
rubber seal of the bottle labeled
1,
and the contents are injected. One unit from
bottle
1
is drawn into the syringe and injected into the bottle labeled
lo-'.
One
unit of mixture from bottle
1
contains
0.1
or
lo-'
units of the original sample
solution concentration. The procedure is repeated for the remaining four bottles
with one unit of liquid each. Once all six bottles are inoculated, the syringe is
discarded. The inoculated bottles are held at a temperature
of
within
41°F
(or
5°C)
of the original sample temperature in the system being tested. When phenol red
broth changes from red
to
yellow and looks turbid, it indicates growth of aerobic
bacteria. When clear-yellow broth turns
dark,
it shows the growth of anaerobic bac-
teria. The main disadvantage of these methods is the time these tests take, five
days for phenol red broth and
21
days for clear-yellow broth.
Although not very precise, the bacterial count can be estimated by using the
information provided in Table
4-172.
Table 4-1
72
Bacterial
Count
Type
of Bacteria-Anaerobic
Bottle
No.
Estimated
Positive After Count Possible
Twenty-one Days CelisNnit Interpretation
1
1-10
Acceptable count-not
a
problem.
1
0-1
10-102
Low
count-repeat tests.
10-2
102-1 03
Moderate count-possibility
of
some problem.
10-3
103-1
04
Slightly
high
count-great possibility
of
problems.
1
Od
104-1
05
High count-serious problems. Prepare remedial
1
05
105-1
06
Very high count-extremely serious problems.
action.
Initiate remedial action.
Type
of
Bacteria-Aeroblc
Bottle
No.
Estimated
Positive After Count
Five Days CellsNnlt
Possible
Interpretation
1
1
0-'
10-2
105
104
105
1-10
10-102
10~103
103-1
04
1
(r-105
105-1
06
Acceptable count-not a problem.
Low
count-generally not
a
problem.
Low
count-generally not
a
problem.
Moderate count-repeat tests.
High count-probable problem. Prepare remedial
Very high count-problem imminent. Initiate
action.
remedial action.
Source:
Adapted
from
Ref.
[201].

Corrosion and Scaling
1323
Corrosion Control
Corrosion-related problems can be either prevented or reduced by considering
the following important factors:
material selection
design
environmental control
corrosion barriers
personnel training
To have an effective corrosion-control program, the following suggestions should
be considered
Review the previous records of similar situations.
Collect and analyze as much information and corrosion data as possible.
Select compatible materials for the service environment and conditions.
Maintain a program to monitor any signs of corrosion problems, and keep
good records.
Material Selection
One of the most effective methods of preventing corrosion is the selection
of the proper metal
or
alloy for a particular corrosive service. Once the condi-
tions of service and environment have been determined that the equipment must
withstand, there are several materials available commercially that can be selected
to perform an effective service in
a
compatible environment. Some of the major
problems arise from popular misconceptions; for example, the use of stainless
steel. “Stainless” steel is not stainless and is not the most corrosion-resistant
material. Compatibility of material with service environment is therefore
essential. For example, in a hydrogen sulfide environment, high-strength alloys
(Le.. yield strength above
90,000
psi or Rc
20
to
22)
should be avoided. In
material selection some factors that are important to consider are material’s
physical and chemical properties, economics and availability.
Material Properties.
Materials possess various mechanical and chemical prop-
erties, and, therefore, it is possible to select materials appropriate for severe
corrosion conditions. For example, if the equipment is under cyclic loading, a
material with high fatigue strength is desired. Similarly, it is desirable to have
corrosion-resistant materials for the corrosive environments. There are several
sources for obtaining information on materials properties. Some are listed in
Table
4173.
Once materials have been selected, the next step is to compare the required
properties with
a
large data
of
material properties that
look
promising for the
application. One should then analyze test data
(i.e.,
corrosion test data) to obtain
the most suitable material for services.
Economics
of
Material Selection.
Cost is an overpowering consideration in
material selection. The basic cost of
a
material depends upon:

1324
Drilling and Well Completions
Table
4-1
73
Some Sources
of
Material Properties
NACA
Corrosion Engineer’s Reference
Book,
Treseder,
R.
S.,
2nd Edition, National
Association
of
Corrosion Engineers, Houston, Texas, 1991.
Corrosion Control in Petroleum Production,
TPC5, National Association
of
Corrosion
Engineers, Houston, Texas, 1984.
Engineering Materials Properties and Selection,
Budinski,
K.,
2nd Edition, Reston Publishing
Co., Reston, Virginia, 1983.
Betz
Handbook of lndustrial Water Conditioning,
Betz Laboratories Inc., Trevose, Pennsylvania,
1980.
1.
scarcity, as determined by concentrations of metal in the ore
2.
the cost and amount of energy required to process the material
3.
the basic supply and demand for the material; large-volume-usage materials
generally have low prices
The more work invested in the processing of a material, the higher the cost
(value is added). Increases in properties, such as corrosion resistance and yield
strength, beyond the basic material properties, require structural changes. These
structural changes occur due to chemical composition change and additional
processing steps. For example, the cost goes up as expensive alloying elements
are added to the steel or when the steel is heat treated.
As the materials used in drilling processes are produced from depletable
mineral resources, there is a continuous upward trend of cost with time. The
field engineer must make a detailed cost comparison of materials available within
the target cost of the project. The final choice may be a tradeoff between cost
and
performance. This is because the choice may narrow down to two or more
materials with different initial costs and different expected service lives. Trans-
portation costs of selected materials must also be included in the final cost.
Availability
of
Materials.
Availability of the candidate material is
a
very essential
consideration in the decision-making process. There is no sense in specifying
the use of a particular material if it cannot be obtained within the time constraints
of
the project. It is also advisable to select materials that are available from more
than one supplier. If proprietary materials that are only available from one
supplier are used, one can become a captive customer at the mercy of the
supplier on cost and delivery.
It is very important to consult the available literature pertinent to the project.
API and NACE among others publish standards on material selection that should
be reviewed before the material is selected.
Design
The design of service equipment
(Le.,
drillstring) is quite often as important
as the choice of materials for the equipment. The system can be designed to
minimize or totally eliminate the factors contributing to corrosion problems.
Therefore, when designing, it is very important to consider corrosion along with
mechanical and strength requirements. Materials selected for their corrosion
resistance vary widely in their characteristics. Therefore, the design of the system
should be based on selected materials.