Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.

12 TRANSFER MOLDING 985
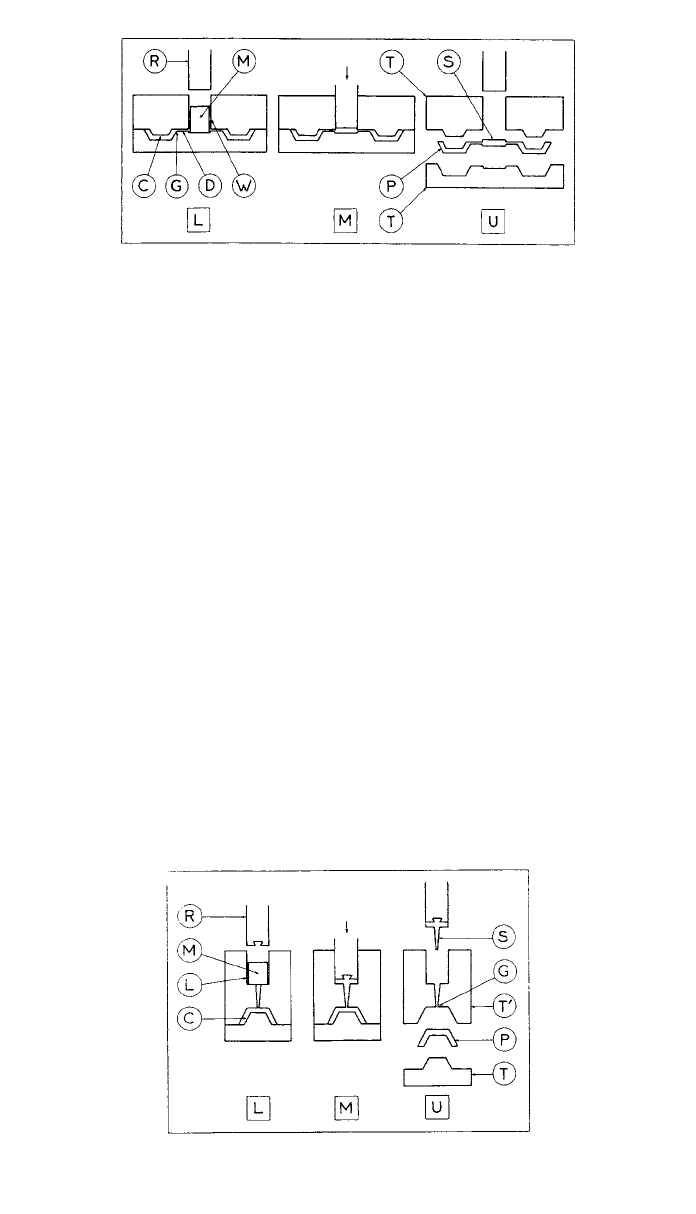
Fig. 26 Plunger transfer molding: , loading; , molding; , unloading; W, loading well;LM U
䡺䡺 䡺
D, distributing channel; G, gate; C, cavity; R, plunger; M, material charge; T⬘, stationary mold
half; S, cull (scrap); P, product; T, moving mold half. (From Charrier, J.-M., Polymeric Materials
and Processing: Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
Fig. 27 Pot transfer molding: , loading; , molding; , unloading; C, cavity; L, pot;LM U
䡺䡺 䡺
M, material charge; R, transfer piston; S, sprue (scrap); G, gate; T, T⬘, mold halves; P, product.
(From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers and
Composites, Hanser Publishers, Munich, 1990.)
Tooling
There are two basic methods for transfer molding. These are plunger transfer
molding and pot transfer molding. In plunger transfer molding (Fig. 26), the
material charge is first placed in a loading well, which extends to the mold
parting line . The plunger then transfers the material to the cavities, through
L
䡺
distributing channels and gates . The material left at the bottom of the loadingM
䡺
well, known as the ‘‘transfer pad’’ (cushion, cull), is essential for pressure control
but should be minimal. Products and a certain amount of material, to be
scrapped, are ejected after mold opening .
U
䡺
In pot transfer molding (Fig. 27), the material charge is loaded into the pot
(chamber), and subsequently transferred through the sprue and gate into the
cavity. The press stroke can normally assure both old clamping and material
transfer functions, without a need for an auxiliary transfer ram.
Materials and Products
Transfer molding is normally used with materials that have fairly high precuring
fluidity, facilitating the flow from the loading areas to mold cavities.
986 PLASTIC PARTS PROCESSING I
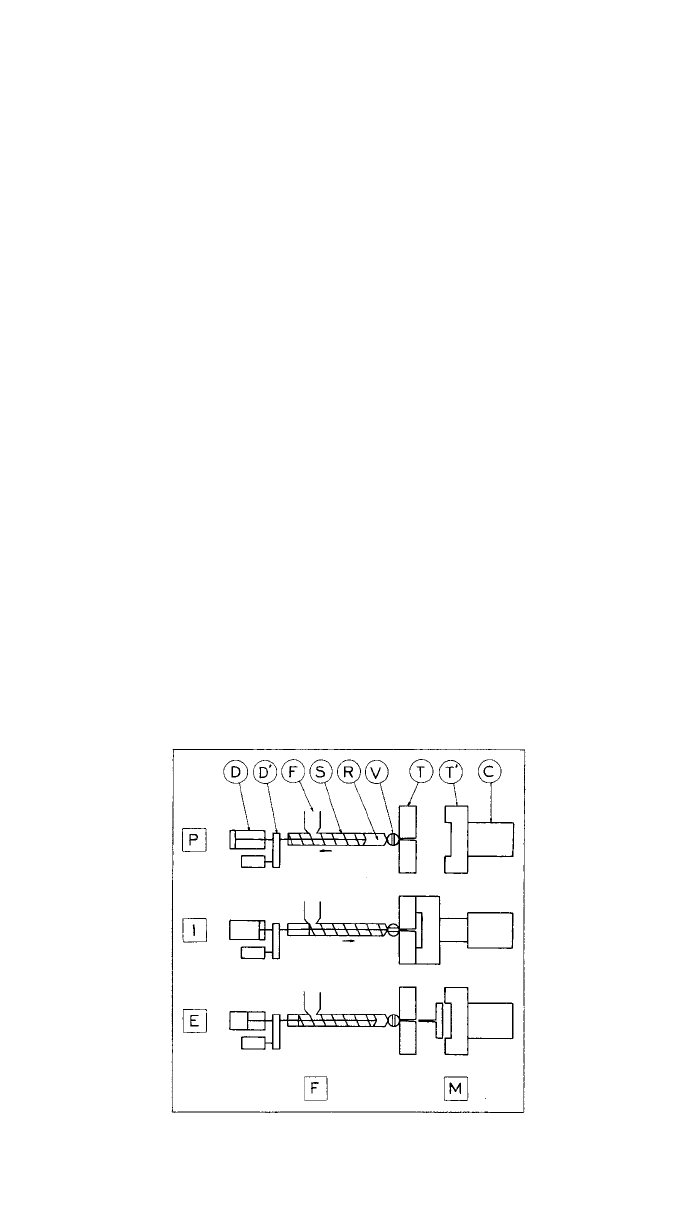
Fig. 28 Injection-molding principle: , feed unit; , mold unit; , plastication stage; ,FM P I
䡺䡺 䡺 䡺
injection;; , product ejection (demolding); D, axial screw drive; D⬘, rotation screw drive; F, feedE
䡺
hopper; S, reciprocating screw; R, material ‘‘reservoir’’; V, valve; T, T⬘, mold halves; C, mold
clamping device. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers
and Composites, Hanser Publishers, Munich, 1990.)
13 INJECTION MOLDING
The injection-molding process involves the rapid pressure filling of a shape-
specific mold cavity with a fluid material, followed by the solidification of the
material into a product. The process is used for thermoplastics, thermosetting
resins, and rubbers.
Principle
The injection molding of thermoplastics can be subdivided into several stages,
as illustrated in Fig. 28. At the plastication stage , the feed unit operates
PF
䡺䡺
in much the same way as an extruder, melting and homogenizing the material
in the screw/barrel system. The screw, however, is allowed to retract, to make
room for the molten material in a space at the cylinder head, referred to here as
the material ‘‘reservoir,’’ between the screw tip and a closed valve or an obstruc-
tion of solidified material from the previous shot. At the injection stage , the
I
䡺
screw is used as a ram (piston) for the rapid transfer of the molten material from
the reservoir to the cavity between the two halves (T and T
⬘) of the closed mold.
Since the mold is kept at a temperature below the solidification temperature of
the material, it is essential to inject the molten material rapidly to ensure com-
plete filling of the cavity. A high holding or packing pressure (10,000–30,000
psi or 600–2000 atm) is normally exerted, to partially compensate for the ther-
mal contraction (shrinkage) of the material upon cooling. The cooling of the
material in the mold is often the limiting time factor in injection molding because
of the low thermal conductivity of polymers. After the cooling stage, the mold
can be opened and the solid product removed (ejection stage ).
E
䡺
Equipment
Injection molding machines are now most commonly of the reciprocating screw
type, as illustrated in Fig. 29. Two distinct units referred to as the feed unit
F
䡺
13 INJECTION MOLDING 987
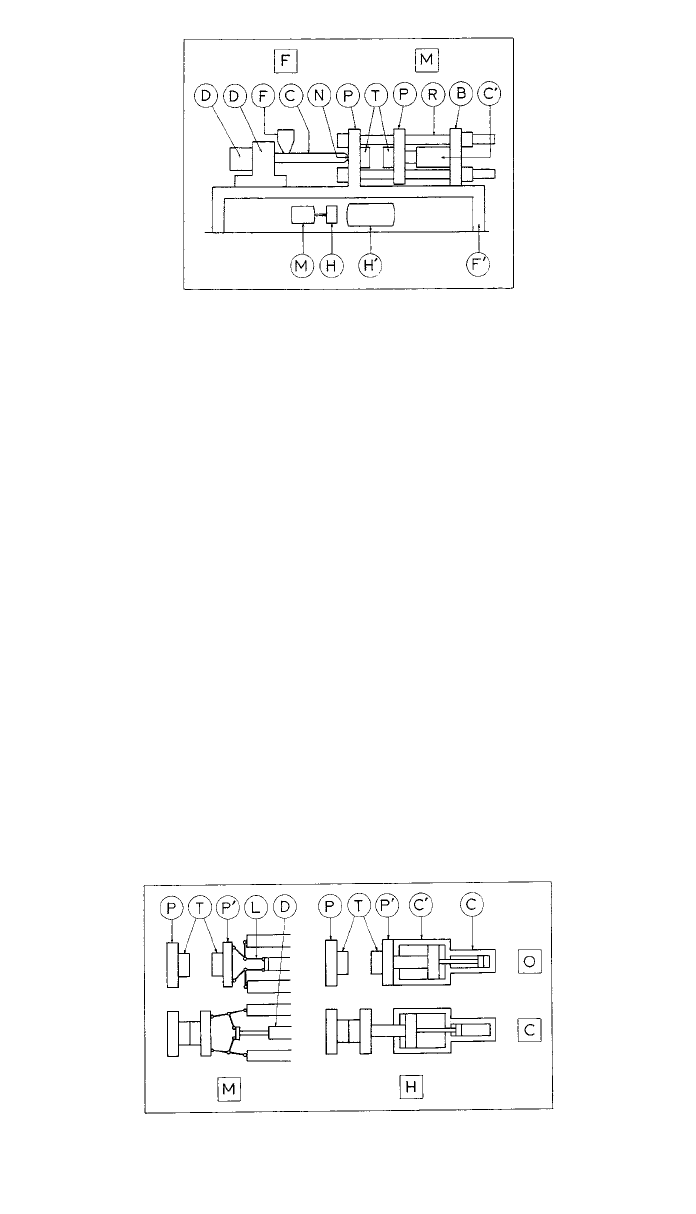
Fig. 29 Injection-molding machine: , feed unit; , mold unit; D, axial screw drive;FM
䡺䡺
D⬘, rotation screw drive; F, feed hopper; C, plastication / injection cylinder; P, stationary platen;
T, mold; P⬘, moving platen; R, tie bars; B, back platen; C⬘, mold clamping mechanism;
F⬘, maching grame; H⬘, hydraulic accumulator; H, hydraulic pump; M, electric motor;
In, injection unit. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers
and Composites, Hanser Publishers, Munich, 1990.)
Fig. 30 Mold-clamping mechanisms: , mechanical (double toggle); , hydraulic (dual cylin-MH
䡺䡺
der); , mold open configuration; , mold closed configuration; P, stationary platen; T, mold;OC
䡺䡺
P⬘, moving platen; L, link, D, toggle drive; C⬘, lock cylinder; C, traverse cylinder. (From Charrier,
J.-M., Polymeric Materials and Processing: Plastics, Elastomers and
Composites, Hanser Publishers, Munich, 1990.)
and the mold unit , are mounted on a frame (F⬘). The feed unit consistsMF
䡺䡺
of the plastication/injection cylinder (screw, barrel, and feed hopper), the axial
screw drive, and the rotation screw drive.
While injection-molding machines may occasionally be dedicated to the
molding of a single product, a machine is normally used with a variety of tools
(molds), which may imply frequent mold changes and the associated costly setup
period. Injection-molding machines are available in a broad range of sizes. They
are normally rated by their maximum clamping force, with normal ranges from
about 25–150 tons for ‘‘small’’ machines, 150–750 tons for ‘‘medium-size’’
machines, and 750–5000 tons for ‘‘large’’ machines; the current maximum is
10,000 tons. Figure 30 shows several common mold-clamping mechanisms em-
ployed in the injection-molding process.
Tooling
The interchangeable injection-molding tool, the mold, must (a) provide a cavity
corresponding to the geometry of the product and (b) allow the ejection of the
988 PLASTIC PARTS PROCESSING I
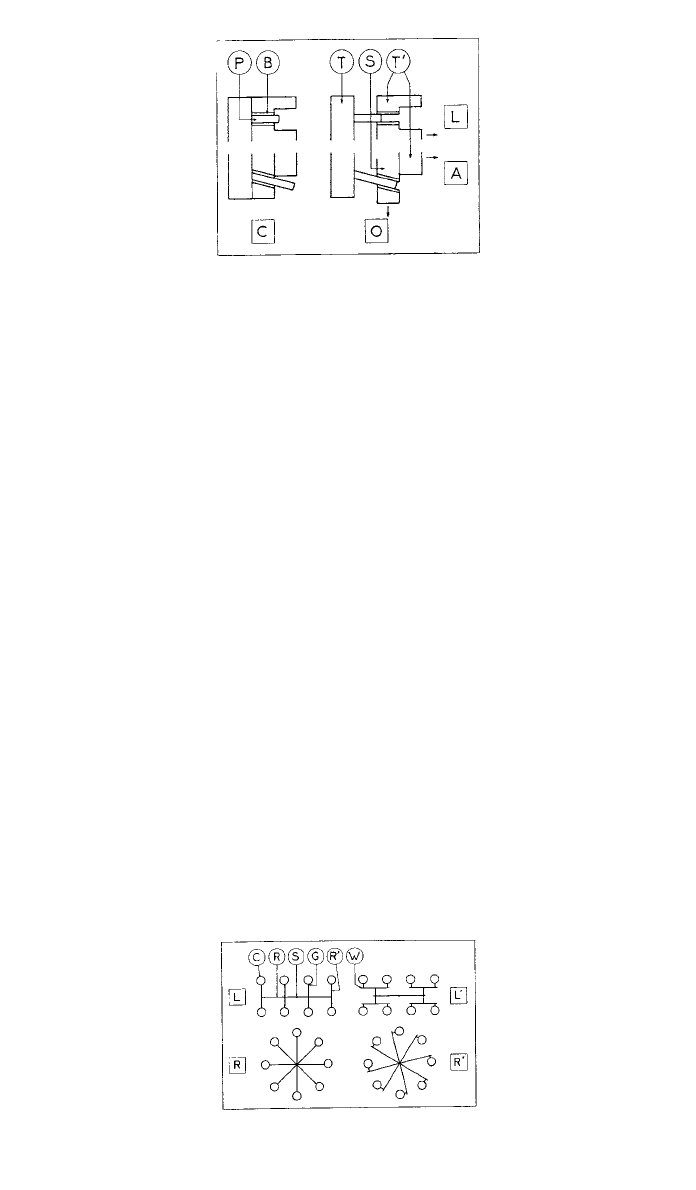
Fig. 31 Pin/ busing: , centering pin; , angled pin; , mold closed configuration; , moldLAC O
䡺䡺䡺 䡺
open configuration; P, pin; B, busing; T, stationary mold half; S, secondary mold section;
T⬘, moving mold half. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics,
Elastomers and Composites, Hanser Publishers, Munich, 1990.)
Fig. 32 Multicavity molding: , , linear arrangements; , , radial arrangements;LL⬘ RR⬘
䡺䡺 䡺䡺
C, cavity; R, main runner; S, sprue; G, gate; R⬘, secondary runner; W, cold slug well.
(From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers and
Composites, Hanser Publishers, Munich, 1990.)
product after its solidification. Primary mold opening is achieved by fastening
one-half of the mold to the stationary platen (T), as shown in Fig. 31, and the
other half to the moving platen (T
⬘). The stationary mold half is sometimes
referred to as the ‘‘front,’’ ‘‘cavity,’’ or ‘‘negative block,’’ and the moving mold
half as the ‘‘rear,’’ ‘‘force,’’ or ‘‘positive block.’’ The removal of a product from
a cavity surface requires, in addition to an ejection system, a suitable surface
finish and an appropriate taper or draft. It need not require a mold release agent.
During injection, the material flows from the nozzle at the tip of the injection
unit to the single cavity, or to each of several cavities, through what is referred
to here as the ‘‘feed system,’’ generally comprising sprues, runners, and gates,
as illustrated in Fig. 32. In most cases, injection-molded products need to be
removed from one mold half by an ejection (knockout, stripping) device. This
device is normally incorporated in the moving mold half. Retractable secondary
mold sections may be required when products feature undercuts, reentrant
shapes, internal or external threads, etc.
Runners are machined in mold halves, next to the parting surface. One so-
lution, applicable to chemically stable thermoplastics, consists of having large
runners cooled in such a way that a sleeve of insulating solid plastic forms
around a molten core, where the intermittent injection flow takes place; this
method is referred to as ‘‘insulated’’ or ‘‘Canadian’’ runner molding. Another
solution referred to as ‘‘hot runner molding’’ involves a heated runner, or man-

13 INJECTION MOLDING 989
ifold block, and is often used in conjunction with valve gating. Gates serve
several purposes in injection molding. Their easily altered, smaller cross section
permits a convenient control of the flow of the molten material, the rapid freezing
of the material to shut off the cavity after injection, and the easy separation of
the products from the feed appendage (degating). Important savings can be made
by using hot runners.
The maximum pressure in injection molds is normally in the range of 4000–
12,000 psi corresponding to a clamping force per unit projected area of cavity
and feed system in the range of 2–6 tons/in.
2
. The construction of injection
molds requires materials with a combination of good thermal conductivity and
resistance to mechanical wear and abrasion. Prototype molds can be cast from
low melting alloys. Short-run molds (about 1000 moldings) can be machined in
aluminum or mild steel. For medium runs (about 10,000–100,000 moldings),
tool steel is normally used. Long runs involving millions of moldings require
special hardened and chrome-plated steels.
A variety of techniques are used to form mold cavities: cutting (machining)
of a solid block, computer-aided machining (CAM) centers, hobbing (cold form-
ing), electrochemical machining (ECM), electrical discharge machining (EDM),
or spark erosion, electroforming, plating, and etching.
Auxiliaries
Many thermoplastic resins require thorough drying prior to molding, to avoid
the formation of voids or a degradation of the material at molding temperatures.
Mold temperature control is often achieved by the circulation of a fluid through
a separate heater/chiller device. With increased interest in automation, robots
have been introduced for the removal of products and feed appendages from
open molds, and for separation (degating) and sorting. Feed appendages, startup
scrap, and occasional production scrap are normally reground in granulators and
recycled as a fraction of the feed material.
Materials
All thermoplastics are, in principle, suitable for injection molding, but since fast
flowrates are needed, grades with good fluidity (high melt index) are normally
preferable.
Products
A major advantage of injection-molded products is the incorporation of fine
details such as bosses, locating pins, mounting holes, bushings, ribs, flanges,
etc., which normally eliminates assembly and finishing operations. Thermoset-
ting resin systems, such as phenolics (PF) or unsaturated polyester (UP), often
used with fillers or reinforcements, are increasingly injection molded at relatively
high speeds. Curing, which involves chemical reactions, takes generally much
longer than the injection, and multimold machines are thus often used with
shuttle or rotary systems. Injection molding is increasingly used for producing
relatively small rubber products significantly faster than by compression molding
and, normally, with a smaller amount of scrap and a better dimensional accuracy.
As in the case of thermosetting resins, a heated mold is needed for vulcanization
(curing).
990 PLASTIC PARTS PROCESSING I
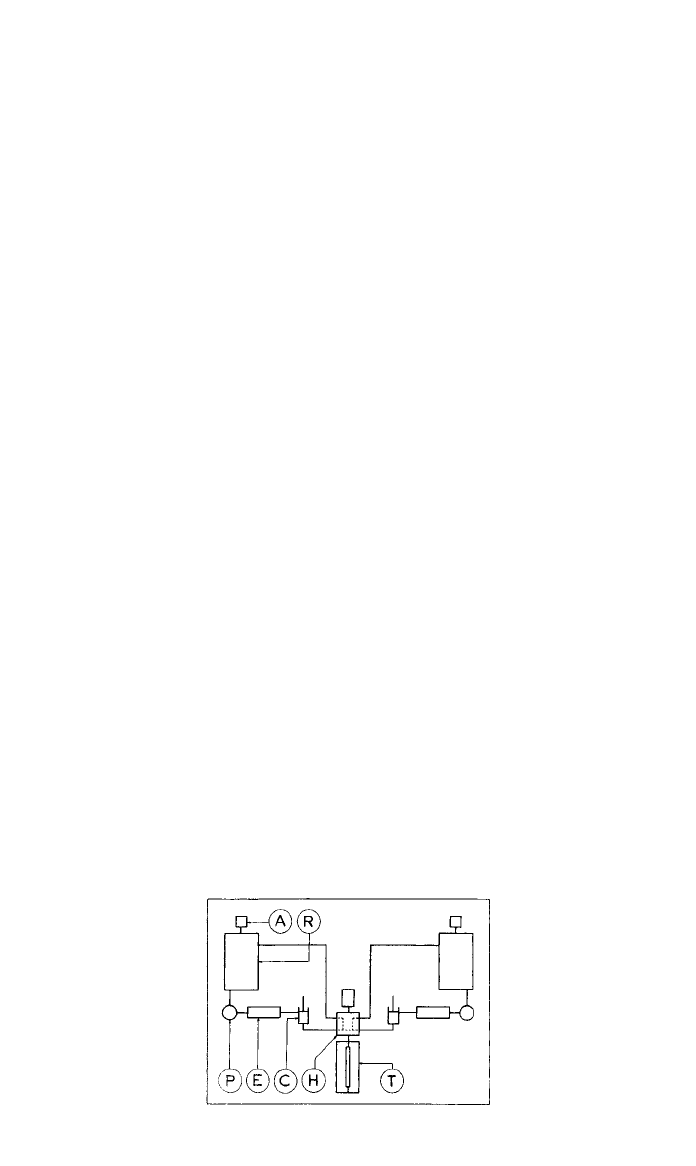
Fig. 33 RIM equipment: T, mold; H, mixing head; E, heat exchanger; R, recirculating pump;
R, material tank; A, stirrer; C, metering cylinder. (From Charrier, J.-M., Polymeric Materials and
Processing: Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
14 REACTION INJECTION MOLDING
Principle
Reaction (or reactive) injection molding (RIM) is a relatively new process that
involves the rapid mixing, in precise proportions, of two or more highly reactive
low-molecular-weight liquid components, and the immediate injection of the
mixture into a closed mold. Polymerization and/or molecular network formation
take place in the mold in a very short time. The RIM process was developed
with urethane resins and is still used primarily with these materials.
Equipment
RIM process equipment involves two, and sometimes more, components, each
one corresponding to a stream up to the mixing head, as illustrated in Fig. 33.
A suitable batch of each component is held in a material tank (day tank, work
tank), which is pressure-rated (about 7.5 atm or
⬃110 psi). Tanks generally
feature a nitrogen gas overlay (blanket) to protect the chemicals from oxygen
or moisture, and a vortex-free stirrer (agitator), particularly for materials con-
taining filler particles. A heat exchanger permits the control of the temperature
of each component. Some resin systems (polyamide systems in particular) re-
quire much higher processing temperatures; corresponding equipment featuring
jacketed tanks and lines is often referred to as ‘‘heat-traced’’ (HT) equipment.
Tooling
RIM molds do not have to withstand high pressures (4–8 atm or ⬃50–100 psi),
and for most polyurethane systems their temperature remains moderate. De-
pending on the number of parts required, mold materials can range from epoxy,
metal-coated epoxy (nickel is common), kirksite, aluminum, and steel.
Materials
Urethane resin systems (RIM-PUR) are most widely used. Urea resin systems
(RIM-PUA) have been developed with a superior temperature resistance that
makes them suitable, for example, for automotive body components subjected
to high-temperature paint ovens.

BIBLIOGRAPHY 991
Products
Because of the low-viscosity fluid involved and the low mold pressure, the RIM
process is particularly well suited to the fabrication of large thin parts, which
include exterior automotive body panels such as front-end fascias and fenders,
as well as furniture, electronic cabinets, and window frames.
15 SUMMARY AND CONCLUSIONS
This chapter has highlighted the most useful of the plastics parts processing
techniques. It has attempted to elucidate the fundamental processing principle
underlying each technique, describe the equipment and tooling employed to
carry out this processing technique, discuss the materials most commonly used
with each processing technique, and point out the most important products man-
ufactured using that technique.
To gain a more complete understanding of plastics parts processing, one
should refer to the core literature on the subject as listed in the following section.
BIBLIOGRAPHY
Belofsky, H., Plastics: Product Design and Process Engineering, Hanser Publishers, Munich, 1995.
Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers and Composites, Hanser
Publishers, Munich, 1990.
Malloy, R. A., Plastic Part Design for Injection Molding, Hanser Publications, Munich, 1994.
McCrum, N. G., C. P. Buckley, and C. B. Bucknall, Principles of Polymer Engineering, Oxford
Science Publications, Oxford, 1997.

993
CHAPTER 33
PLASTIC PARTS PROCESSING II
Dean O. Harper
Department of Chemical Engineering
University of Louisville
Louisville, Kentucky
1 CLASSIFICATION OF PLASTIC
PARTS PROCESSES 993
1.1 Continuous and Cyclic
Processes 994
1.2 Dominating Kinematics
of Flow 994
1.3 Sources of Momentum 996
2 INTRODUCTION 997
2.1 Design Problem 997
2.2 Design Solution Algorithm 998
2.3 Effects of Temperature 1007
2.4 Effects of Pressure 1008
2.5 Extrusion of a Rod as an
Example 1009
PART I. Continuous Processes:
Shear Dominated
3 EXTRUSION: SINGLE SCREW 1011
4 EXTRUSION: TWIN SCREW 1015
5 WIRE COATING 1016
5.1 Drag Flow Only 1017
5.2 Drag and Pressure Flow 1017
6 CALENDERING 1018
PART II. Continuous Processes:
Extension Dominated
7 FIBER SPINNING: MELT 1019
8 FILM BLOWING 1020
PART III. Cyclic Processes:
Shear Dominated
9 MELT INJECTION MOLDING 1022
10 REACTION INJECTION
MOLDING 1025
11 TRANSFER MOLDING 1025
PART IV. Cyclic Processes:
Extension Dominated
12 COMPRESSION MOLDING 1026
13 BLOW MOLDING 1026
14 THERMOFORMING 1027
15 ROTATIONAL MOLDING 1032
PART V. Cyclic Process:
Quiescent
16 CASTING 1032
17 CONCLUSION 1033
REFERENCES 1033
BIBLIOGRAPHY 1035
1 CLASSIFICATION OF PLASTIC PARTS PROCESSES
Plastic parts processes may be classified by the time mode of product formation
and subclassified by the dominating kinematics of the associated flows. Some-
times dimensionality is used, referring to a product as ‘‘one,’’ ‘‘two,’’ or ‘‘three
dimensional.’’
HandbookofMaterialsSelection.EditedbyMyerKutz
Copyright Ó 2002 John Wiley & Sons, Inc., NewYork.
994 PLASTIC PARTS PROCESSING II
1.1 Continuous and Cyclic Processes
The two time mode categories of processing are continuous and cyclic. Products
made continuously are characterized by having one dimension that is ‘‘unend-
ing.’’ Consequently, the other two dimensions constitute an area referred to as
the ‘‘profile.’’ The profile of a rod is a circle; the profile of a pipe is the area
between two concentric circles. Of course, many useful profiles, such as door
closures, are geometrically complicated; however, they share the characteristic
of having the same cross section throughout their length.
These processes are also referred to as steady state. The design equations
used to relate the dimensions of the profile to the plastic’s properties and op-
erating parameters do not include ‘‘time’’ as an independent variable.
Products that are produced cyclically are inherently three dimensional; that
is, no one dimension is unending—each is finite. Every part, though replicated
cycle after cycle, has its own identity.
Such processes are also referred to as unsteady state. There is a start and end
to each cycle, the cycle time. And, the design equations always include time as
an independent variable; however, in terms of the process economics, cycle time
is an important dependent variable.
1.2 Dominating Kinematics of Flow*
Kinematics is the study of motion, per se, without regard to the forces necessary
to produce that motion. In plastics parts processing, there are two such
categories—shear flow and extensional flow. Although these flows are usually
characterized in rectangular, cylindrical, bipolar, or some other appropriate three-
dimensional coordinate system, it is convenient to use a generic ‘‘numerical’’
representation to describe them. Let the fluid’s velocity v, be decomposed into
its three components, (
v
1
,v
2
,v
3
), in the three coordinate directions, N (x
1
,x
2
,x
3
),
where N is used to designate the numerical coordinate system.
Shear-Flow-Dominated Processes
Shear flows are those motions for which (i, j ⫽ 1, 2, 3)
v ⫽ ƒ(x ) i ⫽ j (1.1)
ij
The shear rate
ji
is given by˙
␥
⭸v
i
˙
␥
⬅ (1.2)
ji
⭸x
j
Simple shear has the universally accepted description
v
⫽ (v ,0,0) ⫽ N(0,x ,0) (1.3)
12
There is only one nonzero component of motion, and it is a function of only
*Note: Scalars are italic, vectors are boldface, and tensors are boldface italic.

1 CLASSIFICATION OF PLASTIC PARTS PROCESSES 995
one other, and different, direction. More complicated flows may be characterized
as complex shear, when there are two nonzero components of the velocity, or
total shear, when all three components are nonzero, provided in each case that
Eq. 1.1 is satisfied for each i and j.
Extrusion is a shear-dominated continuous process and injection molding is
a shear-dominated cyclic process.
Extensional-Flow-Dominated Processes
Extensional flows are those motions for which
v ⫽ ƒ(x ) (1.4)
ii
i.e., Eq. 1.1 with i ⫽ j. The extensional rate is
⭸v
i
˙ ⬅ (1.5)
ii
⭸x
i
There are three such extensional flows: uniaxial, planar, and uniform biaxial.
Uniaxial extensional flow has the characteristics
v
⫽ (v ,v ,v ) ⫽ N(x ,x ,x ) (1.6)
123 123
where ⭸v
1
/⭸x
1
⬎ 0 and ⭸v
2
/⭸x
2
⫽ ⭸v
3
/⭸x
3
⫽ (⭸v
1
/⭸x
1
). It is uniaxial because
1
–
⫺
2
only one component of velocity is increasing with position; the other two are
decreasing at rates such that the volume remains constant. Fiber spinning is a
continuous uniaxial-dominated extensional process.
Planar extensional flow has the characteristics
v
⫽ (v ,v ,0) ⫽ N(x ,x ,x ) (1.7)
12 12 3
where ⭸v
1
/⭸x
1
⬎ 0 and ⭸v
2
/⭸x
2
⫽⫺(⭸v
1
/⭸x
1
) and ⭸v
3
/⭸x
3
⫽ 0 since v
3
⫽ 0. It
is planar because only two components of velocity change; one is increasing
with position and another is decreasing at a rate such that the volume remains
constant. The third ‘‘does not change’’ with position because that component is
zero. Sheet extrusion, with pulling to reduce thickness, is a continuous planar-
dominated extensional process.
Uniform biaxial extensional flow has the characteristics
v
⫽ (v ,v ,v ) ⫽ N(x ,x ,x ) (1.8)
123 123
where ⭸v
1
/⭸x
1
⫽ ⭸v
2
/⭸x
2
⬎ 0 and ⭸v
3
/⭸x
3
⫽⫺2(⭸v
1
/⭸x
1
). It is uniform biaxial
because two components of velocity increase with position at the same rate; the
third decreases at a rate such that the volume remains constant. Film blowing is
a continuous process dominated by uniform biaxial extension.
Quiescent Process
A plastic parts process that has no flow is casting; it is a quiescent process and
is inherently cyclic.