Kutz M. Handbook of materials selection
Подождите немного. Документ загружается.


6 SHEET THERMOFORMING 975
Fig. 8 Calendering process: R, R⬘, feed rolls; Rⴖ,R⬘ⴖ, gauge / finishing rolls; M, feed material;
B, material bank; N, feed nip; N⬘, intermediate nip; Nⴖ, gauge nip; P, product. (From Charrier,
J.-M., Polymeric Materials and Processing: Plastics, Elastomers and
Composites, Hanser Publishers, Munich, 1990.)
Fig. 9 Calendering rolls configurations: , vertically aligned; , inverted L; , Z-like. (FromILZ
䡺䡺䡺
Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers and
Composites, Hanser Publishers, Munich, 1990.)
arranged in a variety of configurations (roll axis pattern or sheet path) as shown
in Fig. 9 The last roll, or pair of rolls, in the calendering stack determines the
surface finish of the product.
Materials and Products
Vinyl thermoplastics (PVC and copolymers) and vulcanizable rubbers are the
most commonly calendered materials. Film thickness is not normally below
about 0.05 mm. Sheets can be as thick as about 6 mm. Examples of applications
include vinyl films made into products such as baby pants, inflatable toys,
shower curtains, tablecloths, pool liners, wall covering, and veneered panels as
well as vinyl sheets for credit cards, blister packaging, floor tiles, and floor
covering (linoleum).
6 SHEET THERMOFORMING
Principle
Sheet thermoforming, or simply thermoforming, involves the heating of a flat
thermoplastic sheet to a softened state (above the glass transition temperature T
g
for noncrystallizing thermoplastics or near the melting temperature T
m
for crys-
tallizing ones), followed by the deformation (forming) of the softened sheet into
a desired shape by pneumatic or mechanical means, and finally its solidification
into this shape by cooling. Thermoforming transforms a flat sheet of uniform
thickness into a contoured product of variable thickness resulting from the non-
uniform biaxial stretching. Figure 10 illustrates this concept.
976 PLASTIC PARTS PROCESSING I
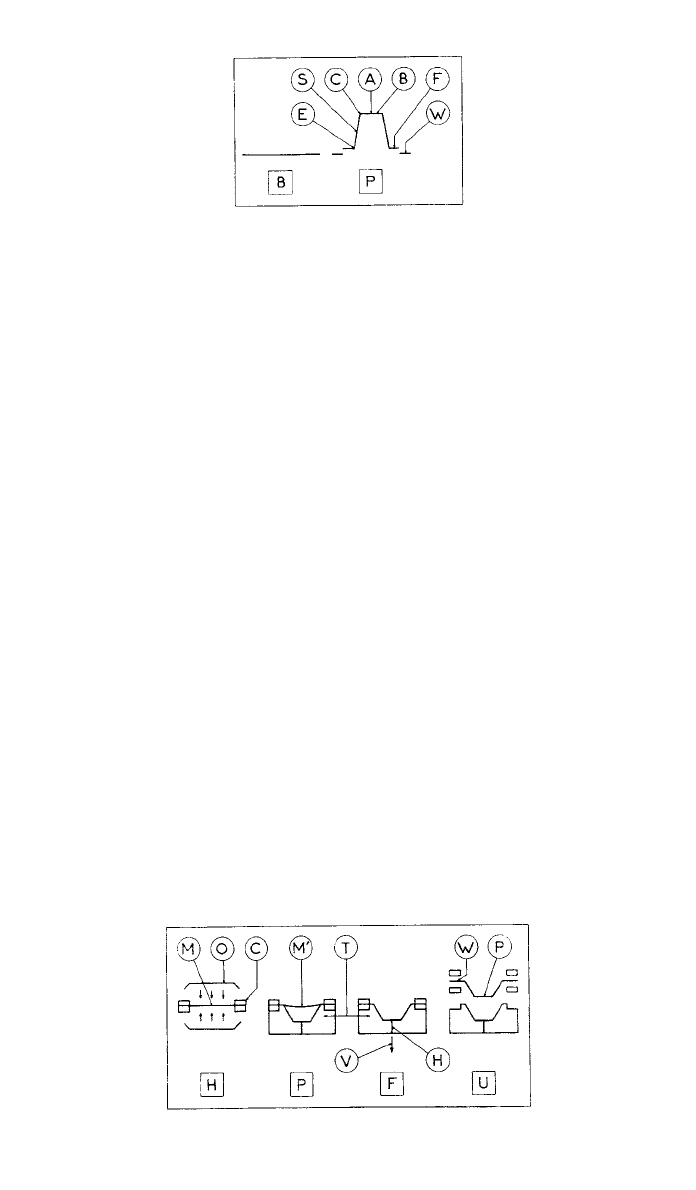
Fig. 10 Typical cuplike product: , blank; , product; E, edge; S, side; C, corner; A, apex;BP
䡺䡺
B, bottom; F, flange; W, web. (From Charrier, J.-M., Polymeric Materials and Processing:
Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
Fig. 11 Straight vacuum thermoforming: , heating; , positioning; , forming; , unload-HP F U
䡺䡺 䡺䡺
ing; M, blank; O, oven; C, clamp; M⬘, softened blank; T, tool (mold); V, vacuum; H, vacuum
hole(s); W, web; P, product. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics,
Elastomers and Composites, Hanser Publishers, Munich, 1990.)
Thermoforming normally involves a one-surface (single-surface) tool, and it
is convenient to distinguish between negative (female, cavity) tools, which are
basically concave and into which the sheet is formed (drawn), and positive (male,
plunger) tools, which are basically convex and over which the sheet is formed
(draped). Pneumatic deformation is most commonly done by vacuum (suction).
Mechanical deformation tends to be used primarily for preforming or prestretch-
ing, before final vacuum or air pressure forming. The simplest thermoforming
technique is perhaps that referred to as straight vacuum thermoforming, which
is illustrated in Fig. 11.
Equipment
The simplest commercial type is probably the single-station shuttle thermo-
former, shown in Fig. 12. The two-station (double-end) shuttle thermoformer is
a variation that uses a single oven with two workstations.
Tooling
Tools for thermoforming are not normally subjected to high stresses since the
pressure differential is often limited to 1 atm in vacuum forming or 3–4 atm in
pressure forming. They are often made from cast or machined aluminum for
small and medium sizes. Epoxy and polyester resins, with fiber reinforcement
and a heat-conductive filler, are suitable for the relatively slow production of
large parts. Tools are generally water-cooled to temperature in the range 40–
95
⬚C, while mechanical assist devices (plugs) are usually maintained at a some-

7 BLOW MOLDING 977
Fig. 12 Single-station shuttle thermoformer: O, oven; M, blank; C, clamp; V, air cylinder;
R, rack; P, P⬘, platens; B, frame. (From Charrier, J.-M., Polymeric Materials and Processing:
Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
what higher temperature (60–150⬚C). Vacuum is applied through fine holes,
slots, or ports that do not leave significant marks on products.
Auxiliaries
Heating of the sheet stock (blank) is most commonly carried out with radiant
electric heaters (nichrome wire, calrod, ceramic, quartz, etc.), which correspond
to electric power densities around 15–25 kW/m
2
. After forming, products must
be separated from the surrounding web by a trimming operation.
Materials
Noncrystallizing thermoplastics are normally easier to thermoform then crystal-
lizing ones because of their highly elastic behavior over a fairly wide range of
temperature above T
g
. They include styrenics such as high-impact (HI) or crys-
talline polystyrene (PS), and copolymers such as acrylonitrile-butadiene-styrene
(ABS).
Products
Products made by sheet thermoforming fall into two distinct categories. Small
products made in high-output machines, often of the roll-fed, in-line type, using
multicavity tools, are associated primarily with packaging and disposable items
such as those used in the food industry and for medical applications. Larger
products are generally made from cut sheets at much slower rates.
7 BLOW MOLDING
Principle
The basic principle of the blow-molding process is to inflate a softened ther-
moplastic hollow preform against the cooled surface of a closed mold, where
the material solidifies into a hollow product. The extrusion blow-molding (EBM)
process, depicted in Fig. 13, involves an extruder fitted with a die or die head
that produces the preform by extruding downward a tube of thermoplastic gen-
erally called preform or parison at stage . While the preform is still soft, it is
E
䡺
then pinched (stage between the two halves of a mold; the bottom is pinchedP)
䡺
shut and sealed, while the top is pinched around a metal tube or blow pin
protruding from the die core. At the following stage the soft preform is
B,
䡺
blown against the cooled mold surfaces by air injected through the blow pin.
978 PLASTIC PARTS PROCESSING I
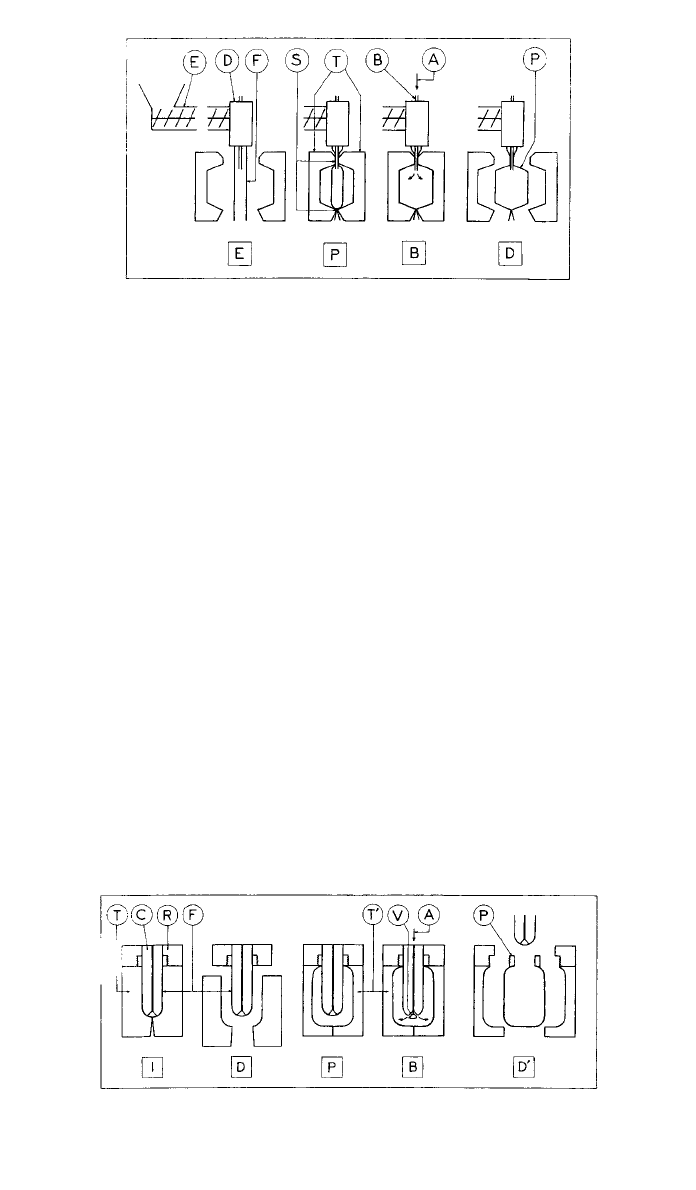
Fig. 13 Extrusion blow molding: , extrusion; , pinching; , blowing; , demolding;EPBD
䡺䡺䡺䡺
E, extruder; D, die; F, preform; S, squeezed area; T, tool; B, blow pin; A, air pressure;
P, product. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers
and Composites, Hanser Publishers, Munich, 1990.)
Fig. 14 Injection blow molding: , preform injection; , preform demolding; , tool replace-ID P
䡺䡺 䡺
ment; , product blowing; , product demolding; T, injection tool, C, core pin; R, neck ring;BD⬘
䡺䡺
F, preform; T⬘, blowing tool; V, air valve; A, air pressure; P, product. (From Charrier, J.-M.,
Polymeric Materials and Processing: Plastics, Elastomers and Composites,
Hanser Publishers, Munich, 1990.)
After the thermoplastic material has solidified, the mold is opened and the prod-
uct is pulled out (demolded) at stage .
D
䡺
The injection blow-molding (IBM) process, illustrated in Fig. 14, first involves
an injection stage , during which the thermoplastic material is injected into
I
䡺
an injection mold featuring two important elements, a split neck ring and a core
pin. Upon demolding , the preform remains attached to the neck ring and core
D
䡺
pin, but the injection mold is replaced by a blow mold (stage ). Air is sub-P
䡺
sequently injected through a valve in the core pin, to blow the soft preform
against the cooled blow mold surface, to form the product. The core is retracted
and the neck ring and the mold simultaneously split open to demold the product.
Equipment
Extrusion blow-molding (EBM) machines basically consist of two major ele-
ments: (1) the parison former, which comprises an extruder, a die, and sometimes
a special accumulating device; and (2) the mold-handling device (mold carrier).
Injection blow-molding (IBM) machines often feature the rotary system with
stationary injection mold as well as blow mold and revolving hub, which trans-
fers the preform from the injection station to the blowing station, and the product
7 BLOW MOLDING 979
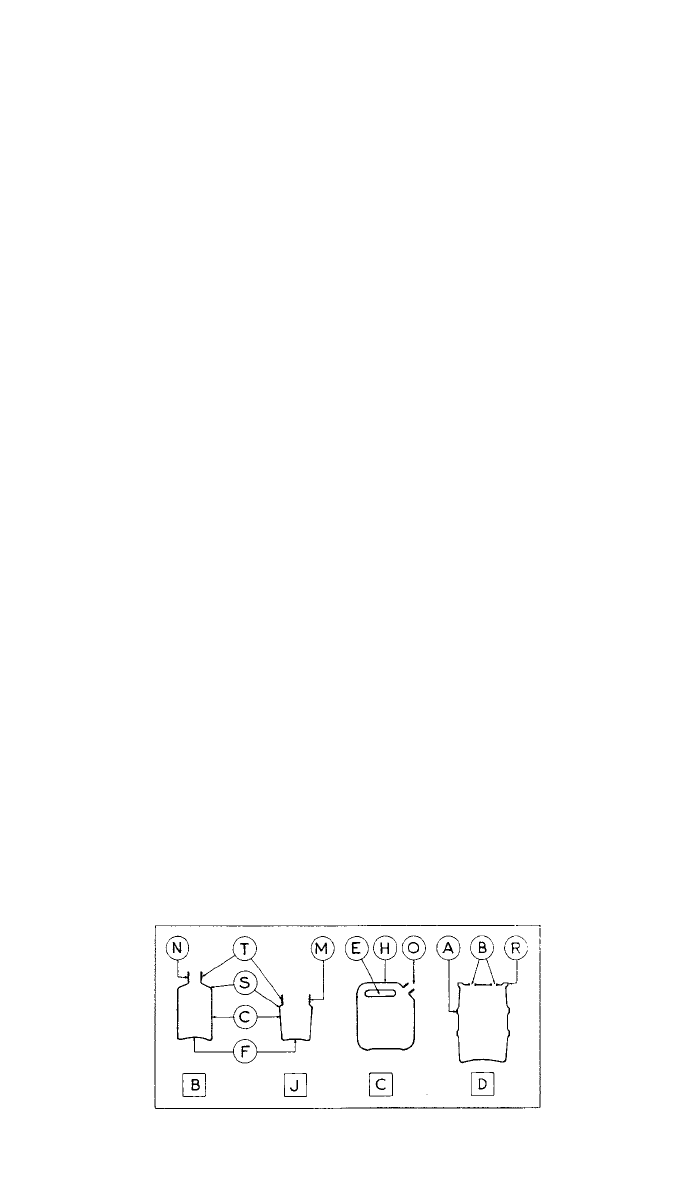
Fig. 15 Blow-molded products: , bottle; , jar; , canister; , drum; N, narrow neck;BJC D
䡺䡺䡺 䡺
T, thread; S, shoulder; C, body; F, base; M, wide mouth; E, eye; H, handle; O, off-center neck;
A, annular rib; B, bungs; R, ring. (From Charrier, J.-M., Polymeric Materials and Processing:
Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
to the demolding station. Blowing pressures are often limited to normal plant
air pressure (about 120 psi) and clamping forces are thus relatively small (typ-
ically about 1 ton for a bottle and about 50 tons for a shipping drum).
Tooling
Tooling for a specific extrusion blow-molded product involves the mold as well
as the die to produce the parison. In the case of injection blow molding, an
injection mold is needed for the preform, in addition to the blow mold. Blow
molds are subjected to moderate pressures and clamping forces, compared to
injection molds; they can thus be constructed more lightly, and aluminum is
often used, which has advantages in terms of weight and thermal conductivity.
Auxiliaries
Extrusion blow molding produces a significant amount of process scrap, which
is usually recycled after regrinding. Process scrap is most often associated with
the flash resulting from the pinching operation. Such scrap can amount to as
much as 25% for bottles and 50% for toys.
Materials
The process of blow molding requires a good stretchability of the softened ther-
moplastic (melt strength) over a reasonable temperature range. A relatively high
molecular weight material is normally required, particularly for crystallizing res-
ins. Polyethylene (PE) is, by far, the most widely used resin for large products.
Polyvinyl chloride (PVC) is widely used for bottles. Thermoplastic polyester
(PET) is primarily used in injection blow molding.
Products
Blow-molded products have certain inherent design limitations, concerning
shapes and wall thickness in particular. While the blow-molding process nor-
mally yields one-piece, closed, hollow products, pairs of open, hollow products
have been made by splitting closed moldings. Packaging is the major area of
application of small to medium-size disposable blow-molded products. Figure
15 shows several typical blow-molded products.

980 PLASTIC PARTS PROCESSING I
Fig. 16 Planar coating: , roller technique; , knife technique; W, web; C, coating material;RK
䡺䡺
R, pressure rolls; B, doctor blade; P, product. (From Charrier, J.-M., Polymeric Materials and
Processing: Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
Fig. 17 Liquid dip coating: , dipping; , conditioning; S, substrate; L, coating liquid; T, tank;DC
䡺䡺
C, conditioning chamber; P, product. (From Charrier, J.-M., Polymeric Materials and Processing:
Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
8 COATING
Coating may be defined as the formation (application) of a layer (coat) of
polymer on a substrate; ‘‘planar coating,’’ is used for flat film and sheet substrates
and ‘‘contour coating,’’ for general three-dimensional objects.
Planar Coating
A variety of flexible flat substrates (webs) are coated with polymers for a variety
of reasons, including appearance, waterproofness, electrical insulation, and seal-
ability. The adhesion between substrate and coat is always important, and various
methods are used to favor a good bond.
Two basic techniques, as illustrated in Fig. 16, are used to form the coating
and control its thickness. The roller (roll) technique squeezes the fluid coating
R
䡺
material against the substrate web in the wedge (nip), between counterrotating
pressure (nip) rolls. In the knife technique , a blade (doctor blade) holds an
K
䡺
excess of coating material, allowing the entrainment of a suitable amount
through a small gap.
Contour Coating
Objects of complex shapes can be coated by dipping them in suitable fluids as
shown in Fig. 17 or by fluidized-bed dip coating as illustrated in Fig. 18.
9 ROTATIONAL MOLDING
Principle
The process of rotational molding is depicted in Fig. 19. At the loading stage
, a suitable powdery thermoplastic material charge is introduced in the open
L
䡺
9 ROTATIONAL MOLDING 981
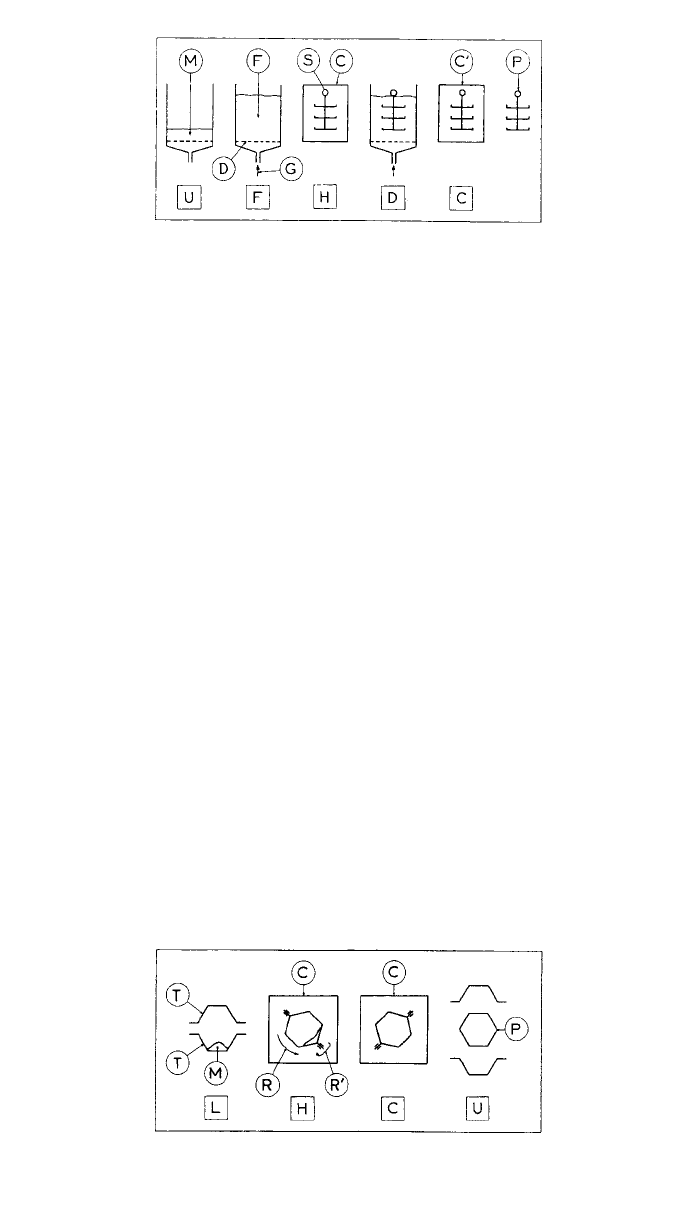
Fig. 18 Fluidized-bed dip coating: , unfluidized bed; , fluidized bed; , substrate heating;UFH
䡺䡺䡺
, dipping; , conditioning; M, powdered coating material; F, fluidized particles; D, porousDC
䡺䡺
diaphragm; G, gas inlet; S, substrate; C, heating chamber; C⬘, conditioning chamber;
P, product. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers
and Composites, Hanser Publishers, Munich, 1990.)
Fig. 19 Rotational molding process: , loading; , heating; , cooling; , unloading; T, T⬘,LHCU
䡺䡺䡺䡺
mold halves; M, material charge; R, R⬘, axes of rotation; C, conditioning chamber; P, product.
(From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers
and Composites, Hanser Publishers, Munich, 1990.)
mold (mold halves T and T⬘). The mold is then closed and mounted on a holding
device, which permits its double, biaxial, rotation around two perpendicular axes
(R and R
⬘) to produce a tumbling action. A heating stage follows in whichH
䡺
the exterior of the mold is subjected to a high temperature in a suitable chamber,
while being roasted. Heat transfer through the mold wall eventually raises the
temperature of the inner mold surface to a level sufficient to cause superficial
melting of the thermoplastic particles and their sticking to the mold surface.
Equipment
The mold-handling device, which is capable of imparting double rotation, is the
central element of rotational molding equipment. There are two major types of
equipment: (1) the ‘‘shuttle cart system’’ and (2) the ‘‘swing/rotary arm system.’’
The shuttle cart system, shown in Fig. 20, features a cart (wagon), incorporating
the mold rotation device, which can be rolled in and out of the heating or cooling
chamber (bay). The swing/rotary arm system, illustrated in Fig. 21, features
arms or spindles that rotate in a horizontal plane around a hub.
Tooling
Molds for rotational molding are normally split (two-half, two-piece) negative
molds, with built-in mechanical locking. The need for rapid heat transfer, and
minimum weight to facilitate rotation, calls for relatively thin walls, which are
acceptable in view of the low pressures involved. Large molds are generally

982 PLASTIC PARTS PROCESSING I
Fig. 20 Shuttle cart rotational molding: C, conditioning chamber; R⬘, rotation axis; R, tilting
axis; W, cart; T, mold. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics,
Elastomers and Composites, Hanser Publishers, Munich, 1990.)
Fig. 21 Swing/ rotary arm rotational molding: , one-arm (swing); , three-arm (rotary);OT
䡺䡺
O, oven; H, hub; C, cooling chamber; T, mold; A, arm. (From Charrier, J.-M., Polymeric Materials
and Processing: Plastics, Elastomers and Composites, Hanser Publishers, Munich, 1990.)
fabricated from steel or sometimes aluminum in sheet form. Smaller molds are
generally made from aluminum, which is light and heat conductive.
Materials
The nature of the process normally calls for the use of a relatively thin powder
of a thermoplastic polymer. Particles featuring sharp edges and corners process
better than purely spherical ones, probably because of the rapid softening of
those areas. Polyethylene is widely used, particularly in its high-density form
high-density polyethylene (HDPE). Polypropylene (PP) and polymethyleneoxide
(PMO) are among other crystallizing thermoplastics used in this process.
Products
The part thickness, which is heat-transfer-controlled, can be quite uniform and
is usually in the range of 3–6 mm. Corners and edges are often thicker as a
result of concentrated heat transfer, and, conversely, insulated areas do not be-
come covered with polymer, thus forming openings.
10 CASTING
Principle, Materials, and Products
Casting corresponds to the pouring or casting of the liquid resin system into a
mold (gravity or atmospheric pressure casting), as illustrated in Fig. 22. In some
cases, the chemical reaction that is taking place during a casting process converts
a low-molecular-weight monomer into a high-molecular-weight thermoplastic;
the most common examples are acrylics and polyamides. Problems often asso-
ciated with the chemical reactions involved in casting include cure shrinkage,
11 COMPRESSION MOLDING 983
Fig. 22 Casting molds: , open mold; , two-piece mold; F, feed runner; C, cavity; V, vent.OT
䡺䡺
(From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers
and Composites, Hanser Publishers, Munich, 1990.)
Fig. 23 Compression-molding presses: , downstroking; , upstroking; P, stationary platen;DU
䡺䡺
P⬘, moving platen; F, frame; C, clamping cylinder; L, bolster plate; B, tie bar. (From Charrier,
J.-M., Polymeric Materials and Processing: Plastics, Elastomers and
Composites, Hanser Publishers, Munich, 1990.)
which can be as high as about 20% for acrylics, and heat evolution (exothermic
reactions), which can lead to runaway situations through autoacceleration.
11 COMPRESSION MOLDING
Principle
The compression-molding process is used almost exclusively for temperature-
activated thermosetting polymers. Compression molding basically involves the
pressing of a deformable material between the two halves of a heated mold, as
shown in Fig. 23, and its transformation into a solid product under the effect of
the elevated mold temperature. Compression molding temperatures are often in
the range of 140–200
⬚C; mold pressures can vary from about 35 atm (⬃500 psi)
to 700 atm (
⬃10,000 psi); and setting (curing, vulcanization) times can vary
widely from about 1 min for relatively thin phenolic parts to over 1 h for very
thick rubber components. Material charges are often preheated or preplasticated
to speed up the initial softening stage.
Equipment
Compression-molding molds are used on compression presses that may be of
the downstroking or upstroking types, and are generally slow-acting and
DU
䡺䡺
hydraulically operated (clamping ram or cylinder).
Tooling
Compression molds for thermosetting resins and vulcanizable rubbers are heated
to temperatures typically in the range of 140–200
⬚C(⬃280–400⬚F) and are

984 PLASTIC PARTS PROCESSING I
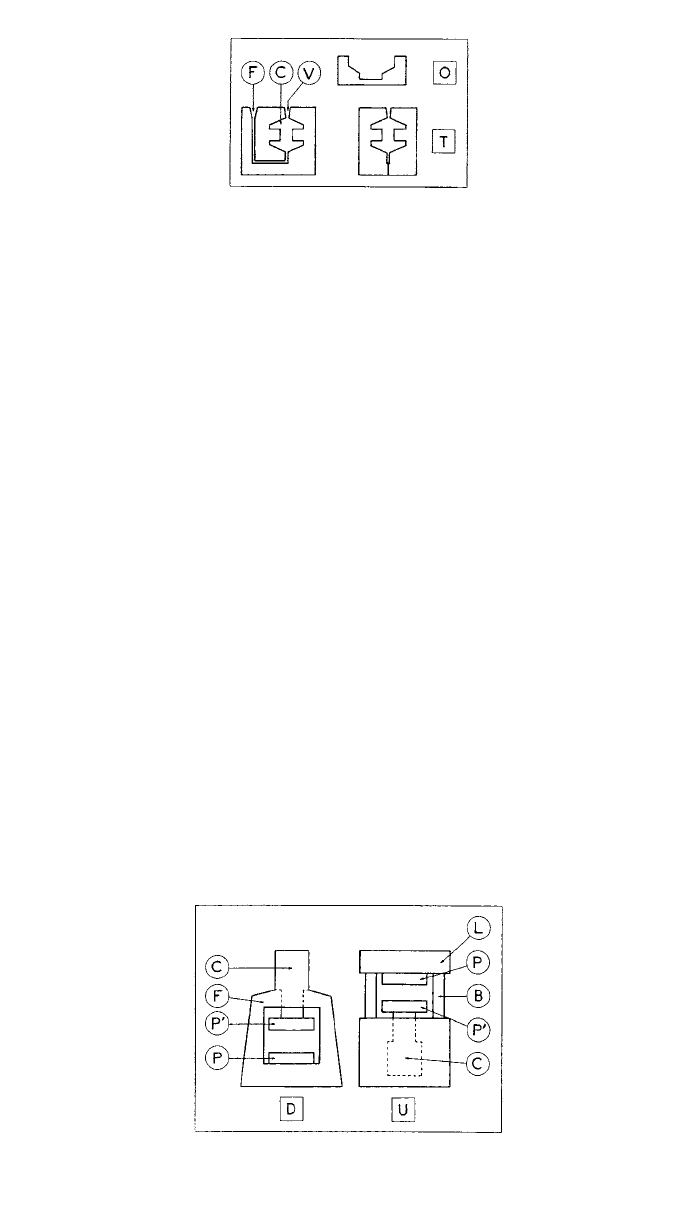
Fig. 24 Flash-compression mold: C, cavity; J, parting line; T, T⬘, mold halve; L, flash land;
R, flash recess. (From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers
and Composites, Hanser Publishers, Munich, 1990.)
Fig. 25 Flash molding: , loading; , unloading; M, material charge; P, product.LU
䡺䡺
(From Charrier, J.-M., Polymeric Materials and Processing: Plastics, Elastomers and
Composites, Hanser Publishers, Munich, 1990.)
subjected to high forces and pressures. In compression molding, it is the closing
of the two-half mold that shapes the material charge and establishes the pressure
required to obtain a good molded part. Flash molds are illustrated in Figs. 24
and 25.
Auxiliaries
The starting material for compression molding is often in powder form for ther-
mosetting systems such as phenolic resins and amino resins. The commercial
molding of small parts calls for the use of multiple cavity molds. Material
charges are generally preheated to temperatures somewhat below those initiating
rapid curing.
Materials
Temperature-activated thermosetting plastics most commonly processed by com-
pression molding include phenolic, amino and alkyd resins, and diallyl phthalate
(DAP), as well as unsaturated polyesters (UP) and epoxy resins (EP). They are
often associated with particulate fillers and fiber reinforcement.
12 TRANSFER MOLDING
Principle
In transfer molding, a softened temperature-activated thermoset, or a vulcaniz-
able rubber, is transferred through a narrow gate into the closed cavity of a
heated mold, where it cures to a solid state.
Equipment
Hydraulic presses similar to compression-molding presses are used for transfer
molding.