Ковтун Л.Г. Технология отделки трикотажа
Подождите немного. Документ загружается.

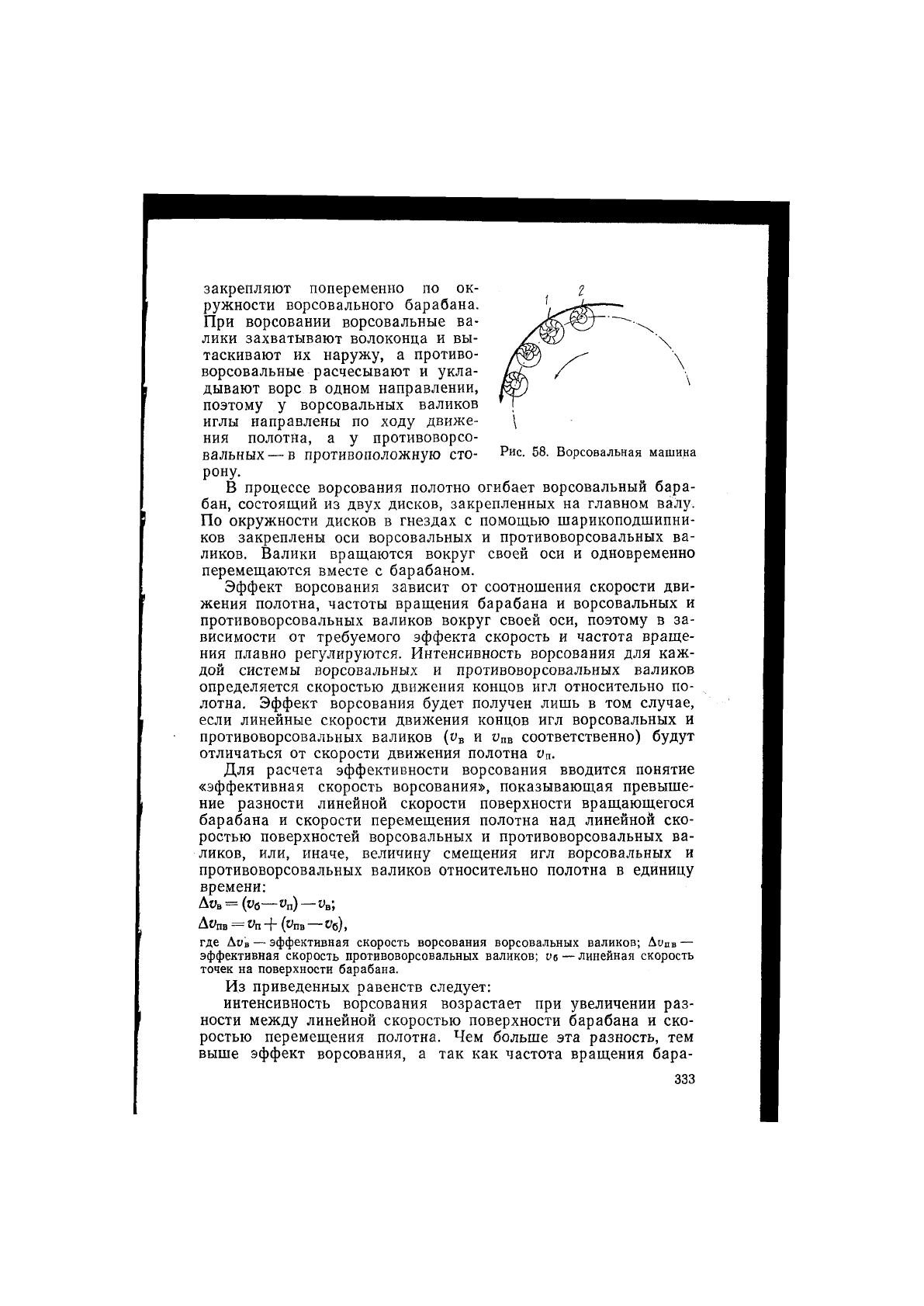
Рис. 58. Ворсовальная машина
закрепляют попеременно по ок-
ружности ворсовального барабана.
При ворсовании ворсовальные ва-
лики захватывают волоконца и вы-
таскивают их наружу, а противо-
ворсовальные расчесывают и укла-
дывают ворс в одном направлении,
поэтому у ворсовальных валиков
иглы направлены по ходу движе-
ния полотна, а у противоворсо-
вальных —в противоположную сто-
рону.
В процессе ворсования полотно огибает ворсовальный бара-
бан, состоящий из двух дисков, закрепленных на главном валу.
По окружности дисков в гнездах с помощью шарикоподшипни-
ков закреплены оси ворсовальных и противоворсовальных ва-
ликов. Валики вращаются вокруг своей оси и одновременно
перемещаются вместе с барабаном.
Эффект ворсования зависит от соотношения скорости дви-
жения полотна, частоты вращения барабана и ворсовальных и
противоворсовальных валиков вокруг своей оси, поэтому в за-
висимости от требуемого эффекта скорость и частота враще-
ния плавно регулируются. Интенсивность ворсования для каж-
дой системы ворсовальных и противоворсовальных валиков
определяется скоростью движения концов игл относительно по-
лотна. Эффект ворсования будет получен лишь в том случае,
если линейные скорости движения концов игл ворсовальных и
противоворсовальных валиков (УВ и Vnn соответственно) будут
отличаться от скорости движения полотна Un.
Для расчета эффективности ворсования вводится понятие
«эффективная скорость ворсования», показывающая превыше-
ние разности линейной скорости поверхности вращающегося
барабана и скорости перемещения полотна над линейной ско-
ростью поверхностей ворсовальных и противоворсовальных ва-
ликов, или, иначе, величину смещения игл ворсовальных и
противоворсовальных валиков относительно полотна в единицу
времени:
АУв^С^б—Уп)—Ив;
AVm =
V„-{-{VuB
— Vs),
где ADB — эффективная скорость ворсования ворсовальных валиков; Аидв —
эффективная скорость противоворсовальных валиков; vs — линейная скорость
точек на поверхности барабана.
Из приведенных равенств следует:
интенсивность ворсования возрастает при увеличении раз-
ности между линейной скоростью поверхности барабана и ско-
ростью перемещения полотна. Чем больше эта разность, тем
выше эффект ворсования, а так как частота вращения бара-
бана постоянна, то эффект ворсования будет возрастать при
снижении скорости перемещения полотна;
интенсивность ворсования со стороны ворсовальных валиков
повышается при уменьшении частоты их вращения и скорости
перемещения полотна;
интенсивность ворсования со стороны противоворсовальных
валиков увеличивается при увеличении частоты вращения этих
валиков и скорости перемещения полотна.
Для повышения интенсивности ворсования уменьшают ча-
стоту вращения ворсовальных и увеличивают частоту вращения
противоворсовальных валиков.
Большое влияние на эффект ворсования оказывает натяже-
ние полотна: при увеличении натяжения происходит снижение
эффективности ворсования и длины ворса.
Режим ворсования характеризуется числом ворсующих ва-
ликов; частотой вращения барабана; скоростью движения по-
лотна в машине и степенью его натяжения; номером кардо-
ленты; числом проходов полотна и эффективной скоростью
ворсования.
Число ворсующих валиков определяется конструкцией ма-
шины. Машина ИВ-36-180 имеет 18 ворсовальных и 18 противо-
ворсовальных валиков, т. е. соотношение между числом ворсо-
вальных и числом противоворсовальных валиков 1:1.
За рубежом в настоящее время выпускаются машины с дру-
гим соотношением этих чисел. В частности, фирма «Комет»
(Италия) выпускает машину модели P8/S с шестью ворсоваль-
ными и 18 противоворсовальными валиками, т. е. соотношение
их чисел равно 1:3. По данным фирмы, это обеспечивает хо-
рошее качество начеса без потери массы.
Частота вращения ворсовального барабана у машины
ИВ-36-180 85 мин->, а у машины ИВ-24-180 90—100 мин-'.
Скорость перемещения полотна зависит от вида полотна и
требуемого эффекта и составляет для кругловязаных полотен
И—13 м/мин, а для основовязаных 8—12 м/мин. Натяжение
регулируется изменением соотношения частоты вращения пе-
реднего и заднего транспортных валов и выражается в про-
центах.
В трикотажной промышленности применяют кардоленты
номеров 18—28 с диаметром проволоки от 0,38 до 0,22 мм. Наи-
более широко применяют кардную ленту № 22. Более высокий
номер обеспечивает большую интенсивность ворсования. Число
проходов полотна колеблется от одного до трех в зависимости
от требуемого эффекта и вида сырья. При необходимости
многократного ворсования полотен их или ворсуют на одной и
той же машине сшитыми в бесконечную ленту, или агрегируют
машины по две-три в линию.
В табл. 23 приведены примеры разработанных ВНИИТП
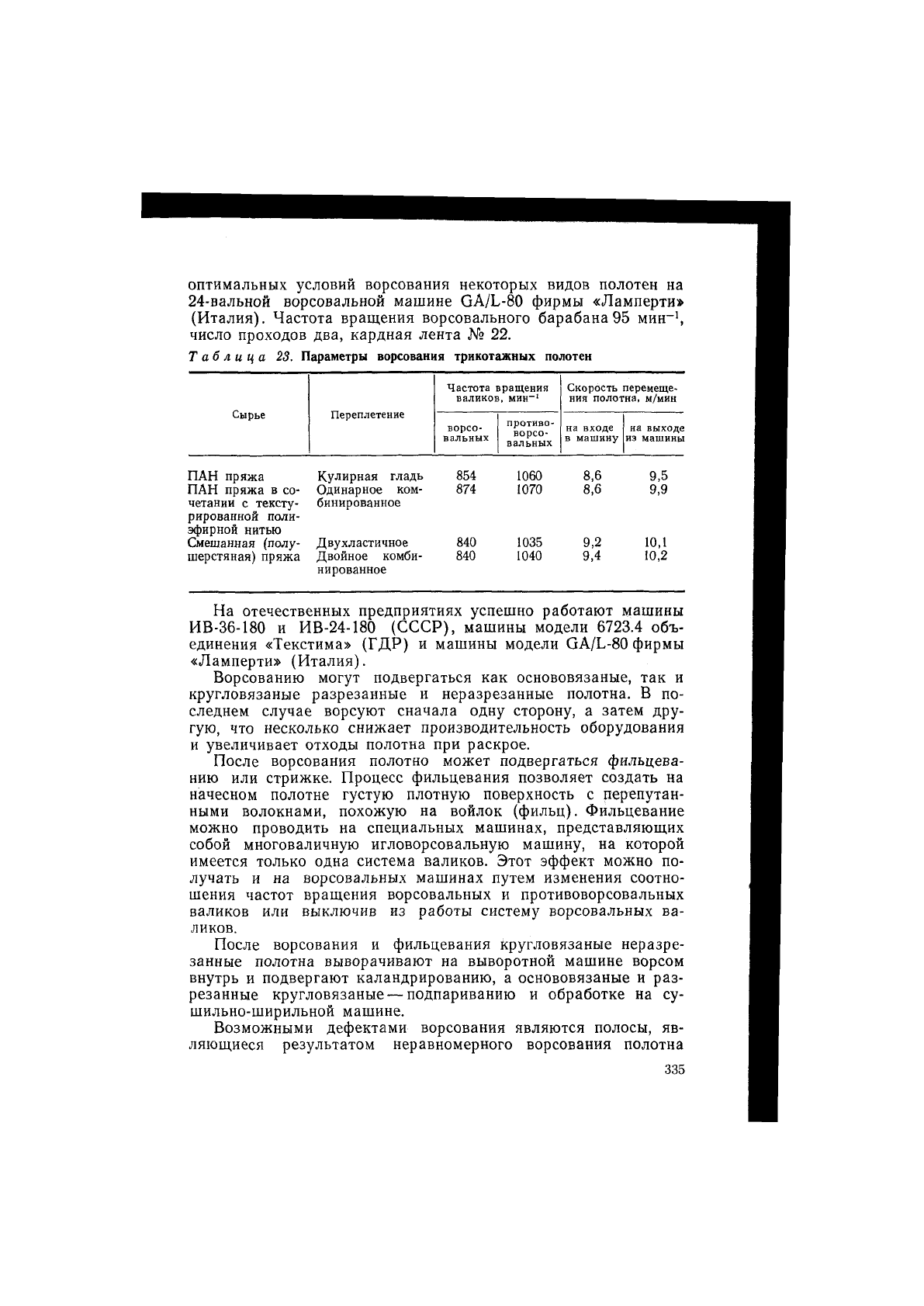
оптимальных условий ворсования некоторых видов полотен на
24-вальной ворсовальной машине GA/L-80 фирмы «Ламперти»
(Италия). Частота вращения ворсовального барабана 95 мин->,
число проходов два, кардная лента № 22.
Таблица 23. Параметры ворсования трикотажных полотен
Сырье
Переплетение
Частота вращения
валиков, МИН"'
Скорость перемеще-
ния полотна, м/мин
Сырье
Переплетение
ворсо-
вальных
противо-
ворсо-
вальных
на входе
в машину
на выходе
из машины
ПАН пряжа Кулирная гладь
854
1060
8,6
9,5
ПАН пряжа в со-
Одинарное ком- 874 1070
8,6
9,9
четании с тексту- бинированное
рированной поли-
эфирной нитью
Смешанная (полу-
Двухластичное
840
1035
9,2
10,1
шерстяная) пряжа
Двойное комби- 840 1040
9,4 10,2
нированное
На отечественных предприятиях успешно работают машины
ИВ-36-180 и ИВ-24-180 СССР), машины модели 6723.4 объ-
единения «Текстима» (ГДР) и машины модели GA/L-80 фирмы
«Ламперти» (Италия).
Ворсованию могут подвергаться как основовязаные, так и
кругловязаные разрезанные и неразрезанные полотна. В по-
следнем случае ворсуют сначала одну сторону, а затем дру-
гую, что несколько снижает производительность оборудования
и увеличивает отходы полотна при раскрое.
После ворсования полотно может подвергаться фильцева-
нию или стрижке. Процесс фильцевания позволяет создать на
начесном полотне густую плотную поверхность с перепутан-
ными волокнами, похожую на войлок (фильц). Фильцевание
можно проводить на специальных машинах, представляющих
собой многоваличную игловорсовальную машину, на которой
имеется только одна система валиков. Этот эффект можно по-
лучать и на ворсовальных машинах путем изменения соотно-
шения частот вращения ворсовальных и противоворсовальных
валиков или выключив из работы систему ворсовальных ва-
ликов.
После ворсования и фильцевания кругловязаные неразре-
занные полотна выворачивают на выворотной машине ворсом
внутрь и подвергают каландрированию, а основовязаные и раз-
резанные кругловязаные — подпариванию и обработке на су-
шильно-ширильной машине.
Возможными дефектами ворсования являются полосы, яв-
ляющиеся результатом неравномерного ворсования полотна
вследствие плохой сшивки кусков или плохой расправки по-
лотна по ширине, недоворсовка и проворсовка. Эти дефекты
могут носить локальный и общий характер. Причиной дефек-
тов может быть как нарушение режима ворсования, так и де-
фекты вязания.
§ 11. СТРИЖКА
Целью стрижки является придание ворсу определенной длины.
Стрижку выполняют на стригально-полировальной машине.
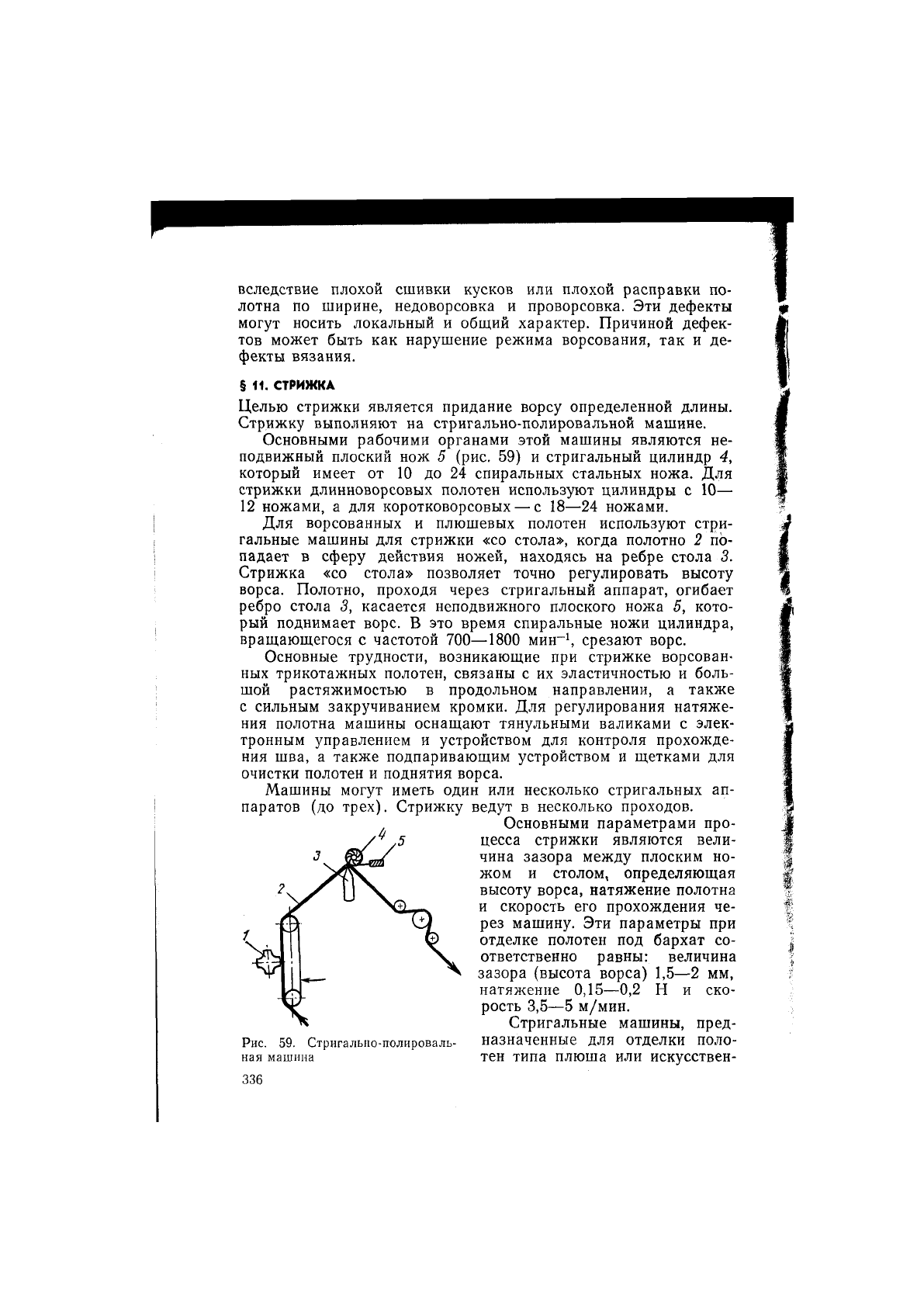
Основными рабочими органами этой машины являются не-
подвижный плоский нож 5 (рис. 59) и стригальный цилиндр 4,
который имеет от 10 до 24 спиральных стальных ножа. Для
стрижки длинноворсовых полотен используют цилиндры с 10—
12 ножами, а для коротковорсовых — с 18—24 ножами.
Для ворсованных и плюшевых полотен используют стри-
гальные машины для стрижки «со стола», когда полотно 2 по-
падает в сферу действия ножей, находясь на ребре стола 3.
Стрижка «со стола» позволяет точно регулировать высоту
ворса. Полотно, проходя через стригальный аппарат, огибает
ребро стола 3, касается неподвижного плоского ножа 5, кото-
рый поднимает ворс. В это время спиральные ножи цилиндра,
вращающегося с частотой 700—1800 мин-', срезают ворс.
Основные трудности, возникающие при стрижке ворсован-
ных трикотажных полотен, связаны с их эластичностью и боль-
шой растяжимостью в продольном направлении, а также
с сильным закручиванием кромки. Для регулирования натяже-
ния полотна машины оснащают тянульными валиками с элек-
тронным управлением и устройством для контроля прохожде-
ния шва, а также подпаривающим устройством и щетками для
очистки полотен и поднятия ворса.
Машины могут иметь один или несколько стригальных ап-
паратов (до трех). Стрижку ведут в несколько проходов.
Основными параметрами про-
цесса стрижки являются вели-
чина зазора между плоским но-
жом и столом, определяющая
высоту ворса, натяжение полотна
и скорость его прохождения че-
рез машину. Эти параметры при
ч. , W отделке полотен под бархат со-
Nw ответственно равны: величина
__ ^ зазора (высота ворса) 1,5—2 мм,
натяжение 0,15—0,2 Н и ско-
рость 3,5—5 м/мин.
Стригальные машины, пред-
назначенные для отделки поло-
тен типа плюша или искусствен-
Рис. 59. Стригалыю-полироваль-
ная машина
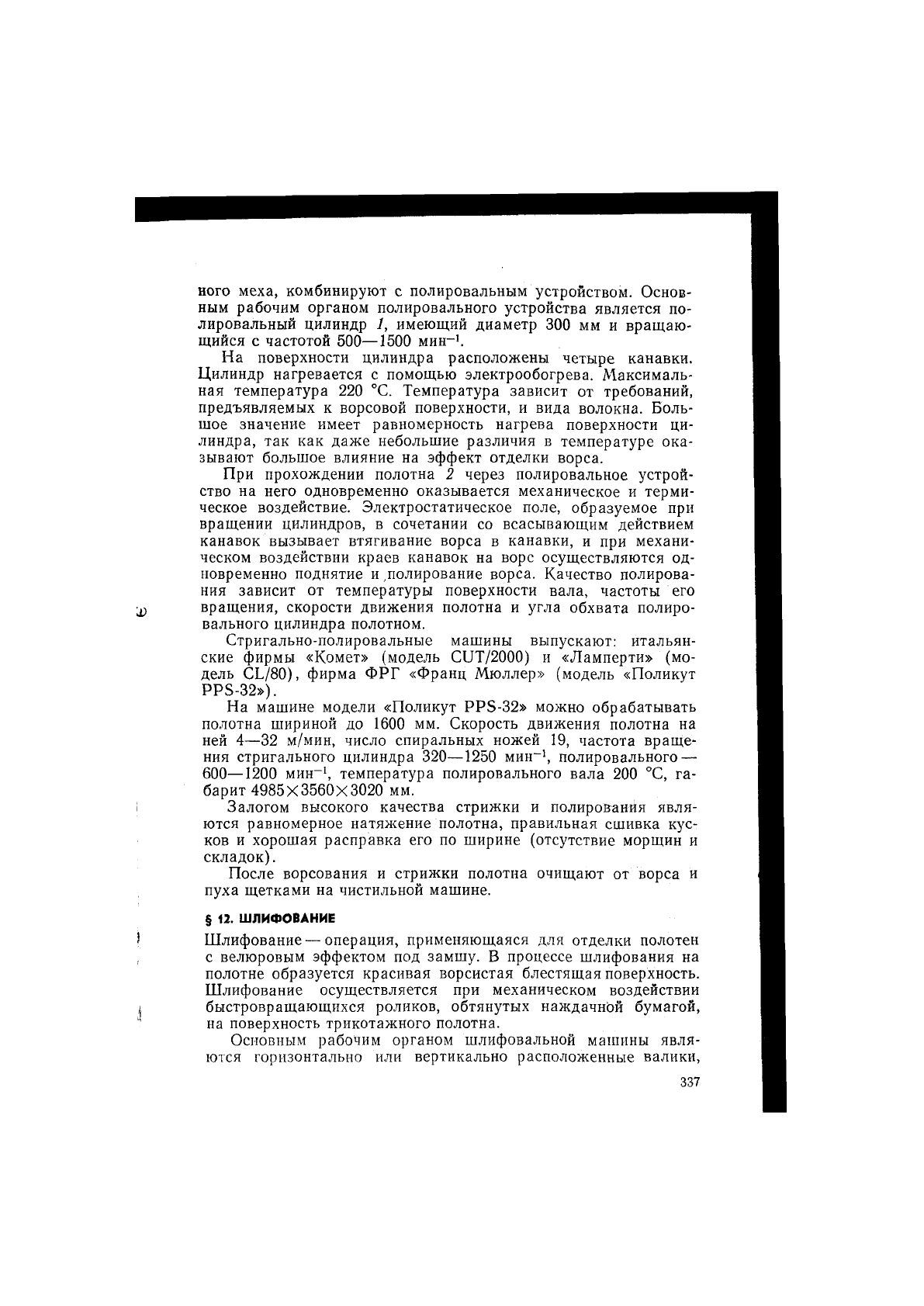
ного меха, комбинируют с полировальным устройством. Основ-
ным рабочим органом полировального устройства является по-
лировальный цилиндр 1, имеющий диаметр 300 мм и вращаю-
щийся с частотой 500—1500 мин-'.
На поверхности цилиндра расположены четыре канавки.
Цилиндр нагревается с помощью электрообогрева. Максималь-
ная температура 220 °С. Температура зависит от требований,
предъявляемых к ворсовой поверхности, и вида волокна. Боль-
шое значение имеет равномерность нагрева поверхности ци-
линдра, так как даже небольшие различия в температуре ока-
зывают большое влияние на эффект отделки ворса.
При прохождении полотна 2 через полировальное устрой-
ство на него одновременно оказывается механическое и терми-
ческое воздействие. Электростатическое поле, образуемое при
вращении цилиндров, в сочетании со всасывающим действием
канавок вызывает втягивание ворса в канавки, и при механи-
ческом воздействии краев канавок на ворс осуществляются од-
новременно поднятие и полирование ворса. Качество полирова-
ния зависит от температуры поверхности вала, частоты его
вращения, скорости движения полотна и угла обхвата полиро-
вального цилиндра полотном.
Стригально-полировальные машины выпускают: итальян-
ские фирмы «Комет» (модель CUT/2000) и «Ламперти» (мо-
дель CL/80), фирма ФРГ «Франц Мюллер» (модель «Поликут
PPS-32»).
На машине модели «Поликут PPS-32» можно обрабатывать
полотна шириной до 1600 мм. Скорость движения полотна на
ней 4—32 м/мин, число спиральных ножей 19, частота враще-
ния стригального цилиндра 320—1250 мин^', полировального —
600—1200 МИН"', температура полировального вала 200 °С, га-
барит 4985X3560X3020 мм.
Залогом высокого качества стрижки и полиро&ания явля-
ются равномерное натяжение полотна, правильная сшивка кус-
ков и хорошая расправка его по ширине (отсутствие морщин и
складок).
После ворсования и стрижки полотна очищают от ворса и
пуха щетками на чистильной машине.
§ 12. ШЛИФОВАНИЕ
Шлифование —операция, применяющаяся для отделки полотен
с велюровым эффектом под замшу. В процессе шлифования на
полотне образуется красивая ворсистая блестящая поверхность.
Шлифование осуществляется при механическом воздействии
быстровращающихся роликов, обтянутых наждачной бумагой,
на поверхность трикотажного полотна.
Основным рабочим органом шлифовальной маптины явля-
ются горизонтально или вертикально расположенные валики,
обтянутые абразивным материалом, число которых в зависи-
мости от конструкции машины может быть от 1 до 7.
Эффект шлифования зависит от скорости перемеш,ения по-
лотна, числа и частоты Браш,ения шлифовальных валиков, пло-
щади контакта полотна и шлифовальных роликов и вида и
зернистости абразивного материала.
Шлифовальные машины выпускаются объединением «Тек-
стима» (ГДР), фирмами «Сперотто» (Италия) и «Зукер-Мюл-
лер» (ФРГ).
Рабочая ширина машины модели SF-4 фирмы «Зукер-Мюл-
лер» 1700 мм, скорость движения полотна 6—32 м/мин, частота
вращения шлифовальных валиков 700—950 мин"', число шли-
фовальных валиков четыре, габарит 3920X2425X3110 мм.
Каждый шлифовальный цилиндр имеет индивидуальный
привод, что позволяет использовать от одного до четырех шли-
фовальных валиков. При останове машины шлифовальные ва-
лики автоматически затормаживаются, что предотвращает по-
вреждение полотна. Над шлифовальными валиками имеется
устройство для отсоса пыли, а у выхода из машины установ-
лены щетки для удаления остатков пыли. Заправочное устрой-
ство должно расправлять полотно, устранять морщины и
складки для предотвращения повреждения полотна в процессе
шлифования.
Шлифованию подвергаются полотна достаточно узкого ас-
сортимента: из хлопка с основовязальных машин, а также из
синтетических волокон, например текстурированных полиэфир-
ных нитей, с кругловязальных и основовязальных машин. В со-
ответствии с рекомендациями ВНИИТП для отделки под
замшу полотен из текстурированных полиэфирных нитей могут
быть рекомендованы следующие технологические параметры:
скорость перемещения полотна 8—10 м/мин, частота вращения
шлифовальных валиков 950 мин^', номер абразива 180.
§ 13. ТИСНЕНИЕ
Тиснением называют получение на полотне устойчивого рель-
ефного узора. Тиснению подвергают трикотажные полотна из
синтетических термопластичных волокон, которые при нагрева-
нии и механических воздействиях деформируются, а после ох-
лаждения сохраняют приданную им форму. Стойкое тиснение
можно получить и на трикотажных полотнах из целлюлозных
волокон, если их предварительно обработать предконденсатами
термореактивных смол, таких, как карбамол и карбамол ЦЭМ.
Тиснение проводят на двух- или трехвальных тиснильных
каландрах. Наиболее широко известны каландры фирмы «Ра-
миш» (ФРГ). Основными рабочими органами каландра явля-
ется металлический обогреваемый гравированный вал 1 (рис.
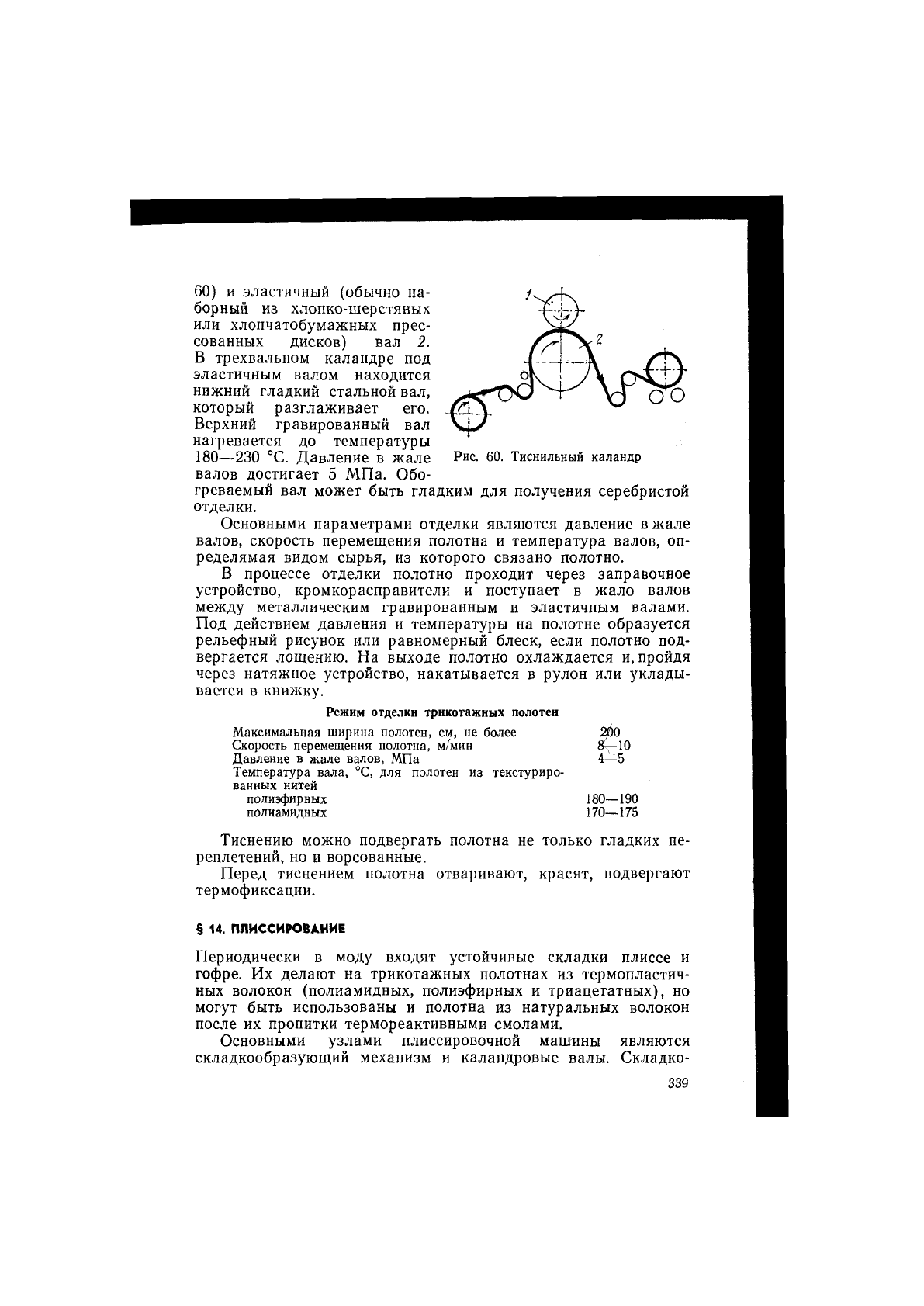
Рис. 60. Тиснильный каландр
60) И эластичный (обычно на-
борный из хлопко-шерстяных
или хлопчатобумажных прес-
сованных дисков) вал 2.
В трехзальном каландре под
эластичным валом находится
нижний гладкий стальной вал,
который разглаживает его.
Верхний гравированный вал
нагревается до температуры
180—230 °С. Давление в жале
валов достигает 5 МПа. Обо-
греваемый вал может быть гладким для получения серебристой
отделки.
Основными параметрами отделки являются давление в жале
валов, скорость перемещения полотна и температура валов, оп-
ределямая видом сырья, из которого связано полотно.
В процессе отделки полотно проходит через заправочное
устройство, кромкорасправители и поступает в жало валов
между металлическим гравированным и эластичным валами.
Под действием давления и температуры на полотне образуется
рельефный рисунок или равномерный блеск, если полотно под-
вергается лощению. На выходе полотно охлаждается и, пройдя
через натяжное устройство, накатывается в рулон или уклады-
вается в книжку.
Режим отделки трикотажных полотен
Максимальная ширина полотен, см, не более 2Й0
Скорость перемещения полотна, м/мин
Давление в жале валов, МПа
Температура вала, °С, для полотен из текстуриро-
ванных нитей
полиэфирных
полиамидных
а-ю
4-5
180-190
170—175
Тиснению можно подвергать полотна не только гладких пе-
реплетений, но и ворсованные.
Перед тиснением полотна отваривают, красят, подвергают
термофиксации.
§ 14. ПЛИССИРОВАНИЕ
Периодически в моду входят устойчивые складки плиссе и
гофре. Их делают на трикотажных полотнах из термопластич-
ных волокон (полиамидных, полиэфирных и триацетатных), но
могут быть использованы и полотна из натуральных волокон
после их пропитки термореактивными смолами.
Основными узлами плиссировочной машины являются
складкообразующий механизм и каландровые валы. Складко-
образующий механизм состоит из двух металлических ножей,
расположенных под углом друг к другу и совершающих воз-
вратно-поступательные движения. В процессе движения эти
ножи формируют складки, ширина которых регулируется из-
менением длины их хода.
После образования складок полотно проходит между двумя
каландровыми валами для фиксации образовавшихся складок.
Верхний металлический вал огибается сукном, натяжение ко-
торого и степень прижатия к нижнему обогреваемому металли-
ческому валу регулируются с помощью натяжного ролика. Тем-
пература нижнего вала регулируется в интервале 50—250 °С,
а верхнего 40—80 °С.
Полотно проходит через все рабочие органы вместе с про-
кладочной бумагой. После складкообразующего механизма по-
лотно попадает между нагретым металлическим валом и сук-
ном верхнего вала, благодаря чему складки, образовавшиеся
на термопластичном материале, прочно фиксируются. После
этого полотно поступает на охлаждающий стол, где быстро ох-
лаждается, что способствует прочной фиксации складок.
Плиссирование совмещают иногда с процессом термопеча-
тания.
Температура вала при плиссировании полотен из триацетат-
ных нитей должна быть 190—200 °С, из полиэфирных 190—195,
из полиамидных 180—190 °С.
Машины для плиссирования выпускаются фирмой ФРГ «Ра-
бовски» (модели «Рабо-75/150» и «Рабо-64») и итальянской
фирмой «Клеричи Джордано» (модель «Диамант-8Ь).
На машине «Диамант-81» можно получать плоские складки
различного типа шириной от 2 до 40 мм. Машина оснащена
электронным программирующим микропроцессорным устройст-
вом, что позволяет получать складки как на полотне, так и на
выкроенных деталях. Рабочая ширина машины 1500 мм, произ-
водительность 40—120 м/мин, габарит 2450X1750X1400 мм,
мощность электродвигателя 15 кВт.
Фирма «Клеричи Джордано» выпускает также гофриро-
вальную машину модели «Кристалл» и запарные аппараты для
фиксации плиссе и гофре.
§ 15. ОТДЕЛКА ТРИКОТАЖНЫХ ПОЛОТЕН ПОД БАРХАТ
Трикотажные полотна плюшевых переплетений, предназначен-
ные для отделки под бархат, изготовляются из различных ви-
дов сырья. Для грунта чаще применяют синтетические нити —
полиамидные и полиэфирные, а для плюша — хлопчатобумаж-
ную, хлопко-вискозную, полиакрилонитрильную пряжу или аце-
татные и триацетатные нити.
Технологию отделки трикотажных изделий под бархат, раз-
работанную ВНИИТП совместно с таллиннским производствен-
ным объединением «Марат», можно представить схематично:
«Разрезание полотен вдоль куска — предварительная обра-
ботка полотен в тумблере — стрижка — отваривание, крашение,
аппретирование — отжим и расправка — заключительная обра-
ботка в тумблере — стрижка — ширение-стабилизация — конт-
роль качества».
Разрезание полотен вдоль куска по разделительному ряду
можно выполнять непосредственно на вязальной машине или
на резальных машинах, на которых проводится разрезание,
расправление полотна, укладка его в книжку или накатывание
в рулон. Разрезать полотно следует сразу же после снятия
с вязальной машины и хранить накатанным в рулон.
Одной из важнейших операций при отделке полотен под
бархат является тепловая релаксационная обработка, которую
проводят в специальном оборудовании — тумблерах. Обработка
проводится в целях релаксации полотна, выравнивания и вы-
прямления петель ворса (что облегчает их равномерное среза-
ние при стрижке), повышения формоустойчивости, объемности,
пушистости. Высокая усадка нитей грунта в процессе обра-
ботки способствует повышению застилистости структуры.
Тумблеры бывают периодического и непрерывного действия.
Тумблеры периодического действия барабанного типа фирмы
«Пассат» (ФРГ) позволяют получить высокую степень релакса-
ции, хорошую пушистость и объемность, но имеют низкую про-
изводительность. Кроме того, вследствие обработки полотна
в нерасправленном состоянии возникает опасность образования
заломов и перепутывания жгутов.
Тумблеры непрерывного действия представляют собой су-
шильные машины, в которых полотно, находясь в свободном
состоянии, проходит по специальным каналам или, находясь
на конвейере, подвергается воздействию потока нагретого воз-
духа, подаваемого через специальные сопла (фирмы «Тис» и
«Бабкок», ФРГ, и др.).
На таллиннском производственном объединении «Марат» ус-
тановлен тумблер Т- 50 фирмы «Тис» (ФРГ) периодического
действия. В отличие от тумблеров барабанного типа обра-
ботка полотна в тумблере этой модели производится врас-
правку.
Полотно через заправочный вал 1 (рис. 61) поступает в ка-
нал 2 тумблера с внутренними полированными стенками, а за-
тем с помощью воздушно-отводного устройства полотно в рас-
правленном состоянии укладывается на конвейерную ленту и
возвращается к валу заправочного устройства.
Необходимый эффект отделки достигается в результате
большой скорости воздушного потока, создаваемого воздухо-
дувкой, и механических колебаний полотна под действием этого
потока. Перед подачей в камеру
воздух с помощью калориферов
нагревается до заданной темпе-
ратуры.
Максимальная ширина обра-
батываемых на тумблере Т-150
полотен 1800 мм, максимальная
загрузка 150 кг, скорость пере-
мещения полотна на валике за-
правочного устройства 40—
400 м/мин, в камере тумблера
90—150 м/(мин, конвейерной
ленты 2—10 м/мин, габарит тумблера 5730X2000X2750 мм.
Оптимальные параметры обработки полотна в тумблере приве-
дены в табл. 24.
В процессе отделки полотно обрабатывается дважды: в су-
ровом виде и после крашения и отжима. Так как в первом слу-
чае полотно поступает в камеру сухим, в начале обработки оно
подвергается запариванию в среде насыщенного пара в течение
5—8 мин, а затем в камеру подается сухой горячий воздух для
высушивания.
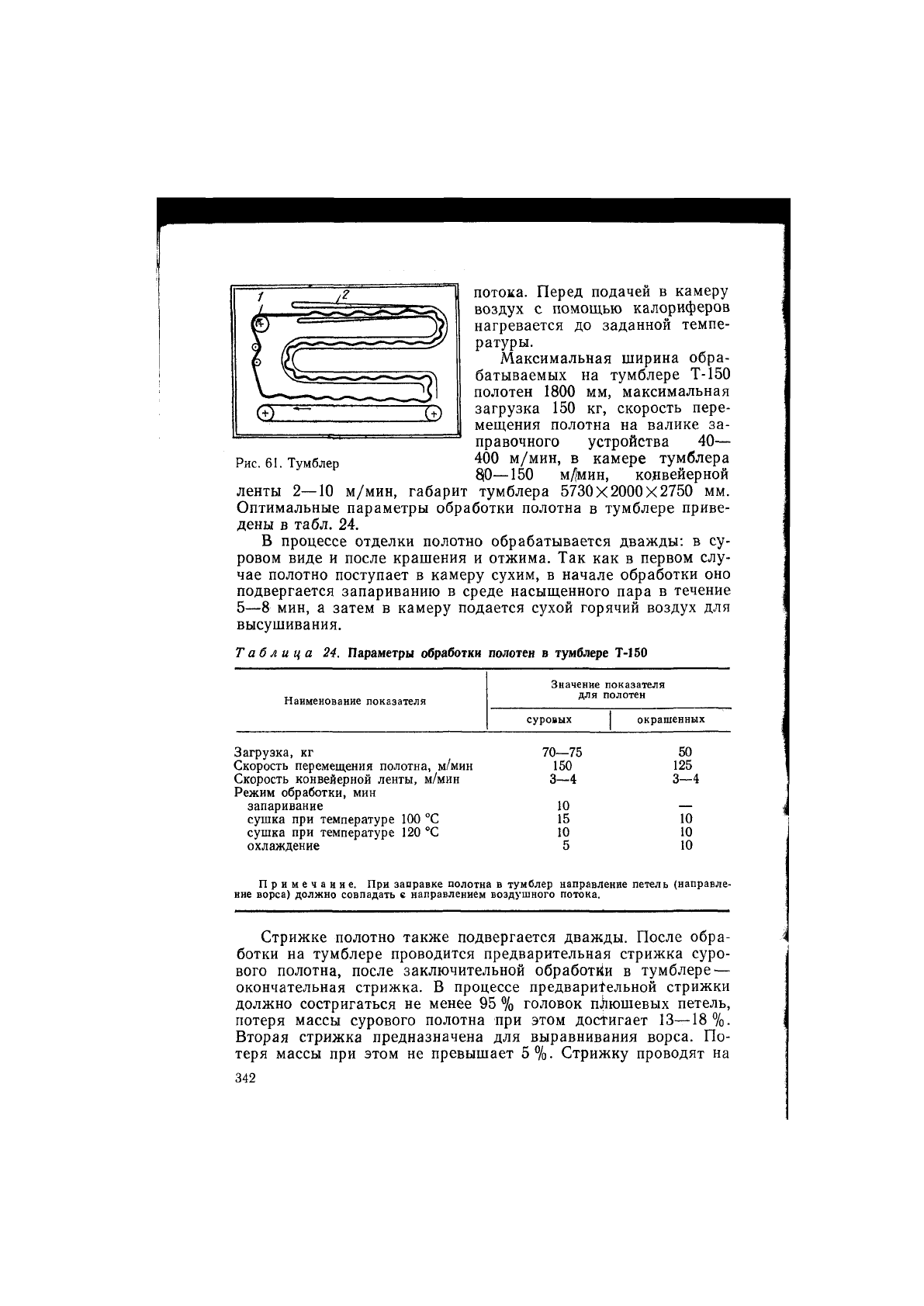
Таблица 24. Параметры обработки полотен в тумблере Т-150
Рис. 61. Тумблер
Наименование показателя
Значение показателя
для полотен
суровых
окрашенных
Загрузка, кг
Скорость перемещения полотна, м/мин
Скорость конвейерной ленты, м/мин
Режим обработки, мин
запаривание
сушка при температуре 100 °С
сушка при температуре 120 °С
охлаждение
70—75
50
150
125
3-4
3-4
10
15
10
10 10
5
10
Примечание. При заправке полотна в тумблер направление петель (направле-
ние ворса) должно совпадать е направлением воздушного потока.
Стрижке полотно также подвергается дважды. После обра-
ботки на тумблере проводится предварительная стрижка суро-
вого полотна, после заключительной обработки в тумблере —
окончательная стрижка. В процессе предвариФельной стрижки
должно состригаться не менее 95 % головок плюшевых петель,
потеря массы сурового полотна цри этом достигает 13—18%.
Вторая стрижка предназначена для выравнивания ворса. По-
теря массы при этом не превышает 5%. Стрижку проводят на