Ковтун Л.Г. Технология отделки трикотажа
Подождите немного. Документ загружается.

одновременно осуществляется ширение полотна и накатывание
его в рулон или укладывание в книжку.
Ширение и расправление полотен осуществляется с по-
мощью сменных металлических ширителей, заправляемых
внутрь трубки полотна.
Полотно, расположенное на вращающейся платформе (что
облегчает его раскручивание при накатывании), расправляется
ширителем и захватывается двумя рабочими валами. Пройдя
через жало валов, полотно накатывается на скалку, укреплен-
ную на шарнирно закрепленных кронщтейнах.
Машина ЖР-120 имеет рабочую ширину 1200 мм. Это по-
зволяет обрабатывать полотна шириной от 30 до 120 см. Ско-
рость перемещения полотна от 10 до 100 м/мин, но наиболее
часто машина работает со скоростью 40—50 м/мин. Размер
ширителя должен быть на 10—15% больше диаметра цилиндра
вязальной машины.
Расправление основовязаных полотен производится на жгу-
тораспорочной машине, которая устанавливается перед су-
шильно-ширильной машиной. Основными рабочими органами
жгутораспорочной машины являются распарывающий клин и
тянульные валы. Полотно из компенсатора проходит через рас-
парывающий клин и тянульные валы, а затем или самокладом
укладывается в тележку, или поступает в плюсовку сушильно-
ширильно-стабилизационной машины. Скорость перемещения
полотна 20—30 м/мин.
Сушкой называют процесс удаления из волокнистого мате-
риала избытка влаги путем ее испарения при нагревании тек-
стильного материала. Процесс высушивания складывается из
подвода энергии (тепла) к волокнистому материалу, миграции
влаги из внутренних слоев по капиллярам к поверхности, испа-
рения влаги с поверхности волокнистого материала и ее от-
вода.
В зависимости от способа подвода тепла к волокнистому
материалу сушилки бывают:
конвективные (высушиваемый материал обдувается потоком
предварительно нагретого воздуха или газа);
контактные (в них осуществляется контакт влажного волок-
нистого материала с нагретой поверхностью, например при
сушке-формовании чулочно-носочных изделий на формах);
высокочастотные (удаление влаги происходит под воздей-
ствием электрического поля высокой частоты);
радиационные (высушивание под действием инфракрасного
излучения).
Два последних способа не нашли еще широкого распростра-
нения из-за больших капитальных затрат на установку обору-
дования и значительно большего расхода энергии, чем при кон-
вективной и контактной сушке.
11* 323
Наиболее широкое распространение для высушивания трико-
тажных полотен получила конвективная сушка с использова-
нием в качестве теплоносителя горячего воздуха, нагреваемого
паровыми или электрическими калориферами.
Для высушивания кругловязаных трикотажных полотен при-
меняются главным образом сушильные машины с перфориро-
ванными барабанами, которые пришли на смену петлевым и
короткопетлевым машинам. На ряде предприятий до сих пор
успешно работают короткопетлевые сушильные машины.
В петлевых сушильных машинах трикотажное полотно наве-
шивалось петлями на планки, закрепленные на бесконечных це-
пях, и в таком виде перемещалось через сушильную камеру.
Одним из недостатков этих машин является сильная деформа-
ция полотна вследствие вытягивания под действием собственной
силы тяжести (длина полотна в петле равна приблизительно
2 м). Поэтому эти машины были заменены короткопетлевыми,
в которых использован тот же принцип обработки полотна (об-
дув полотна, навешенного на планки, производится циркули-
рующим в камере горячим воздухом), но длина полотна в петле
не превышает 20—25 см.
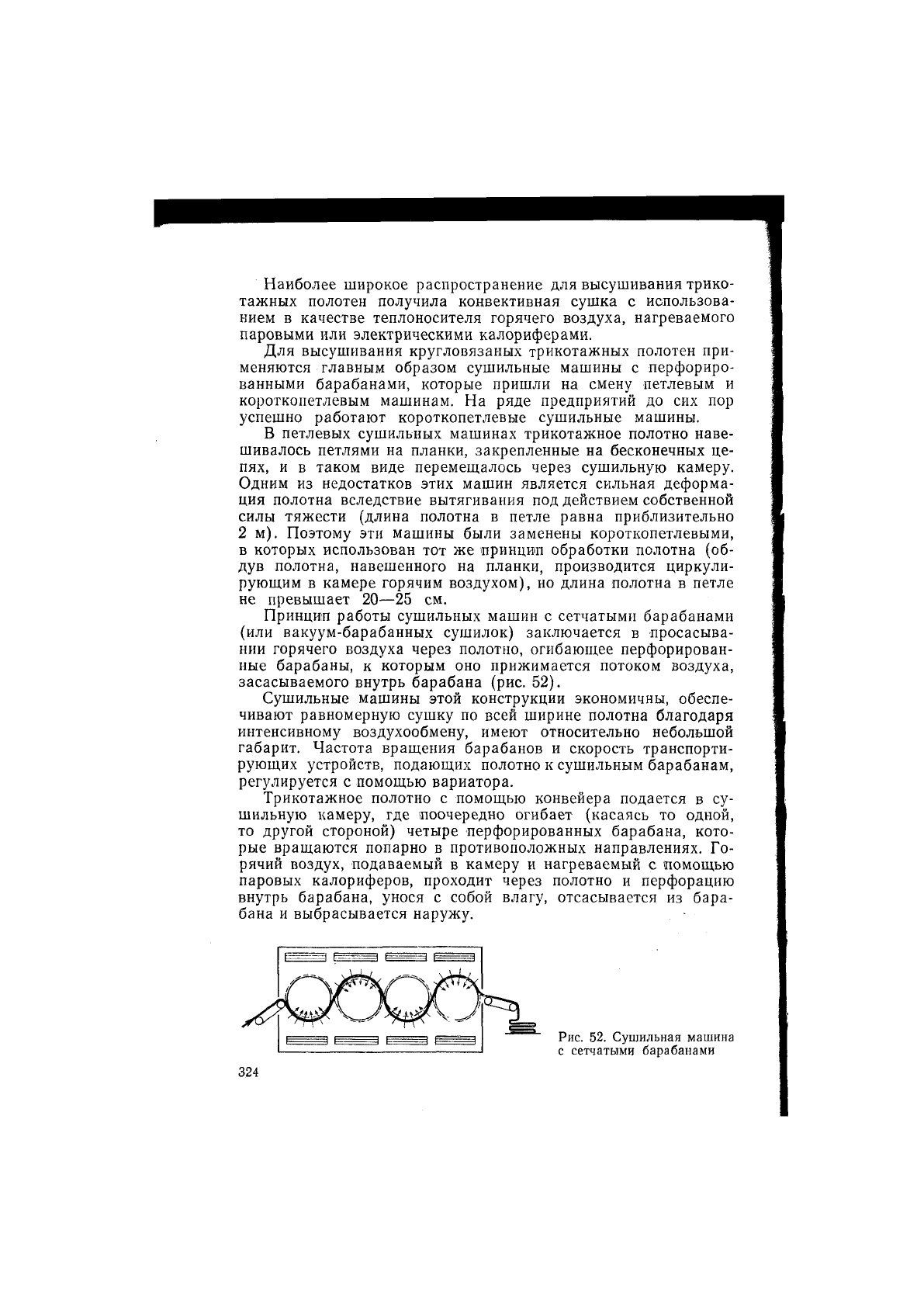
Принцип работы сушильных машин с сетчатыми барабанами
(или вакуум-барабанных сушилок) заключается в просасыва-
нии горячего воздуха через полотно, огибающее перфорирован-
ные барабаны, к которым оно прижимается потоком воздуха,
засасываемого внутрь барабана (рис. 52).
Сушильные машины этой конструкции экономичны, обеспе-
чивают равномерную сушку по всей ширине полотна благодаря
интенсивному воздухообмену, имеют относительно небольшой
габарит. Частота вращения барабанов и скорость транспорти-
рующих устройств, подающих полотно к сушильным барабанам,
регулируется с помощью вариатора.
Трикотажное полотно с помощью конвейера подается в су-
шильную камеру, где поочередно огибает (касаясь то одной,
то другой стороной) четыре церфорированных барабана, кото-
рые вращаются попарно в противоположных направлениях. Го-
рячий воздух, подаваемый в камеру и нагреваемый с помощью
паровых калориферов, проходит через полотно и перфорацию
внутрь барабана, унося с собой влагу, отсасывается из бара-
бана и выбрасывается наружу.
Рис. 52. Сушильная машина
с сетчатыми барабанами
Поверхность барабана, не перекрытая полотном, закрывается
специальным кожухом, предотвращающим засасывание горя-
чего воздуха через эту часть барабана. В мащину одновременно
можно заправлять два-три полотна в зависимости от его ши-
рины. Высушенное полотно с помощью конвейера снимается
с последнего барабана, самокладом укладывается в книжку
или накатывается в рулон.
Скорость движения входного конвейера и частоту вращения
сушильных барабанов можно регулировать, обеспечивая по-
дачу полотна с некоторым опережением (до 10%), что спо-
собствует его усадке в процессе высушивания.
Температура воздуха в камере регулируется изменением ко-
личества пара, подаваемого в калориферы, и может изменяться
от 90 до 130 "С.
Сушилки с перфорированными барабанами выпускаются
фирмами «Фляйснер» (ФРГ), «Хирано-Кинзоку» (Япония)
и др. В СССР серийно выпускается машина СБП-150 ТК.
В процессе высушивания не только удаляется влага, но и
происходят релаксационные процессы, необходимые для устра-
нения деформации полотна, полученной при обработке жгутом
(в процессе крашения, беления, отваривания).
Повышение требований к качеству полотен, их формоустой-
чивости, появление новых видов полотен требует принципиально
новых решений при конструировании сушильного оборудования,
чем и объясняется появление конвейерных сушилок и сушилок
типа тумблера (см. § 15 этой главы).
Сушильные машины конвейерного типа выпускаются фир-
мами «Брюкнер» и «Тис» (ФРГ), «Эссико» (Италия) и др. По-
лотно в сушильной камере в свободном состоянии укладыва-
ется на сетчатую конвейерную ленту, с помощью которой осу-
ществляется его транспортирование через сушильную камеру.
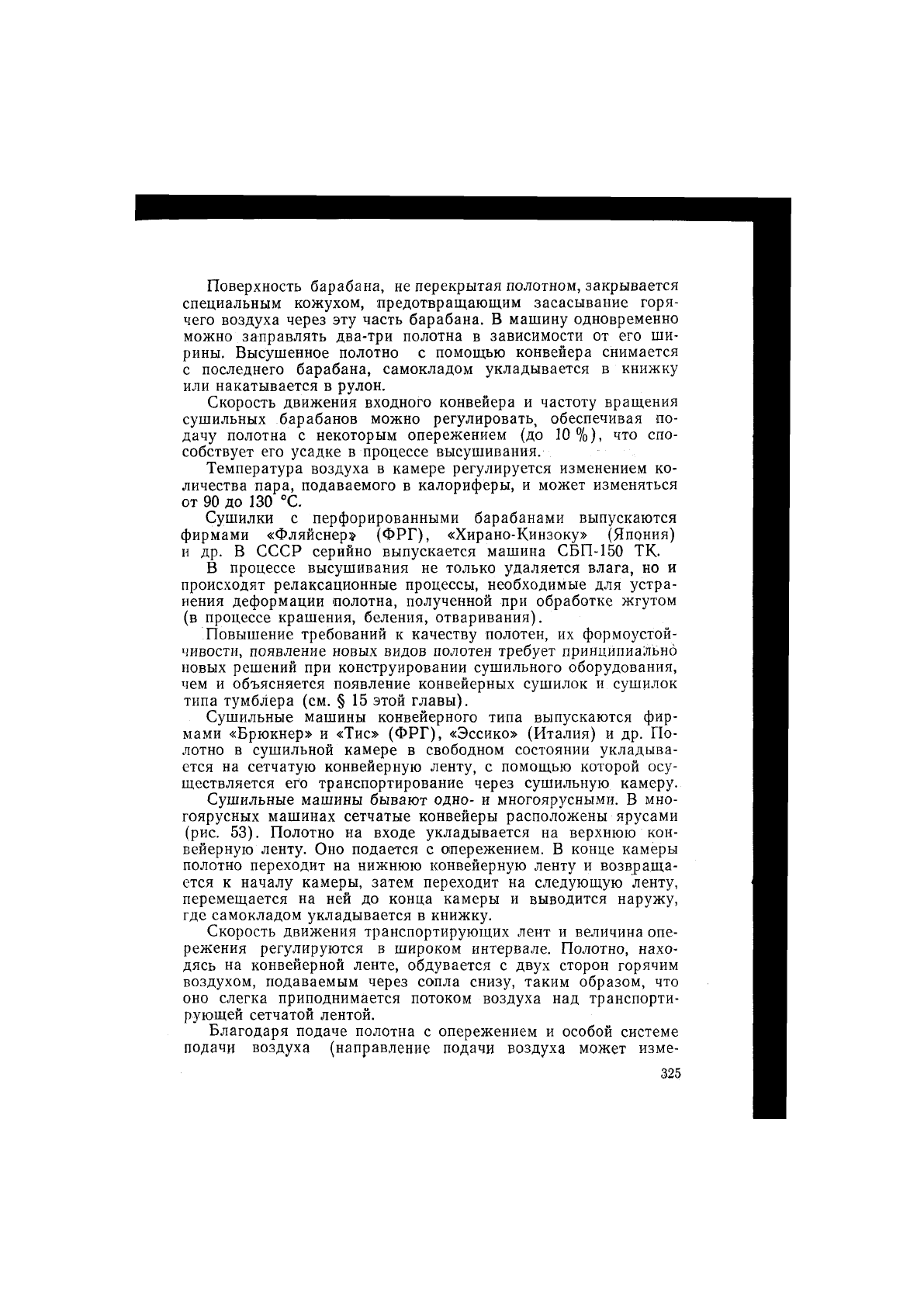
Сушильные машины бывают одно- и многоярусными. В мно-
гоярусных машинах сетчатые конвейеры расположены ярусами
(рис. 53). Полотно на входе укладывается на верхнюю кон-
вейерную ленту. Оно подается с опережением. В конце камеры
полотно переходит на нижнюю конвейерную ленту и возвраща-
ется к началу камеры, затем переходит на следующую ленту,
перемещается на ней до конца камеры и выводится наружу,
где самокладом укладывается в книжку.
Скорость движения транспортирующих лент и величина опе-
режения регулируются в широком интервале. Полотно, нахо-
дясь на конвейерной ленте, обдувается с двух сторон горячим
воздухом, подаваемым через сопла снизу, таким образом, что
оно слегка приподнимается потоком воздуха над транспорти-
рующей сетчатой лентой.
Благодаря подаче полотна с опережением и особой системе
подачи воздуха (направление подачи воздуха может изме-
/
и
4
_М М M.I.M *
ТТ77Т7Т7 Л f t 1 f и f t -(j^
M M ,
f f) f f f f
L M * * *
-(j>- t t f 4 f f f f A f ff f f .t и
Рис. 53. Сушильная машина конвейерного типа
няться) достигается высокая степень релаксации полотна, что
позволяет максимально уменьшить его усадку. Одновременно
в машину можно заправлять до четырех полотен с машин ма-
лого диаметра или одно-два разрезанных полотна.
Из-за большой заправочной длины и интенсивной циркуля-
ции воздуха достигается высокая производительность машины
даже при обработке полотен большой поверхностной плотности.
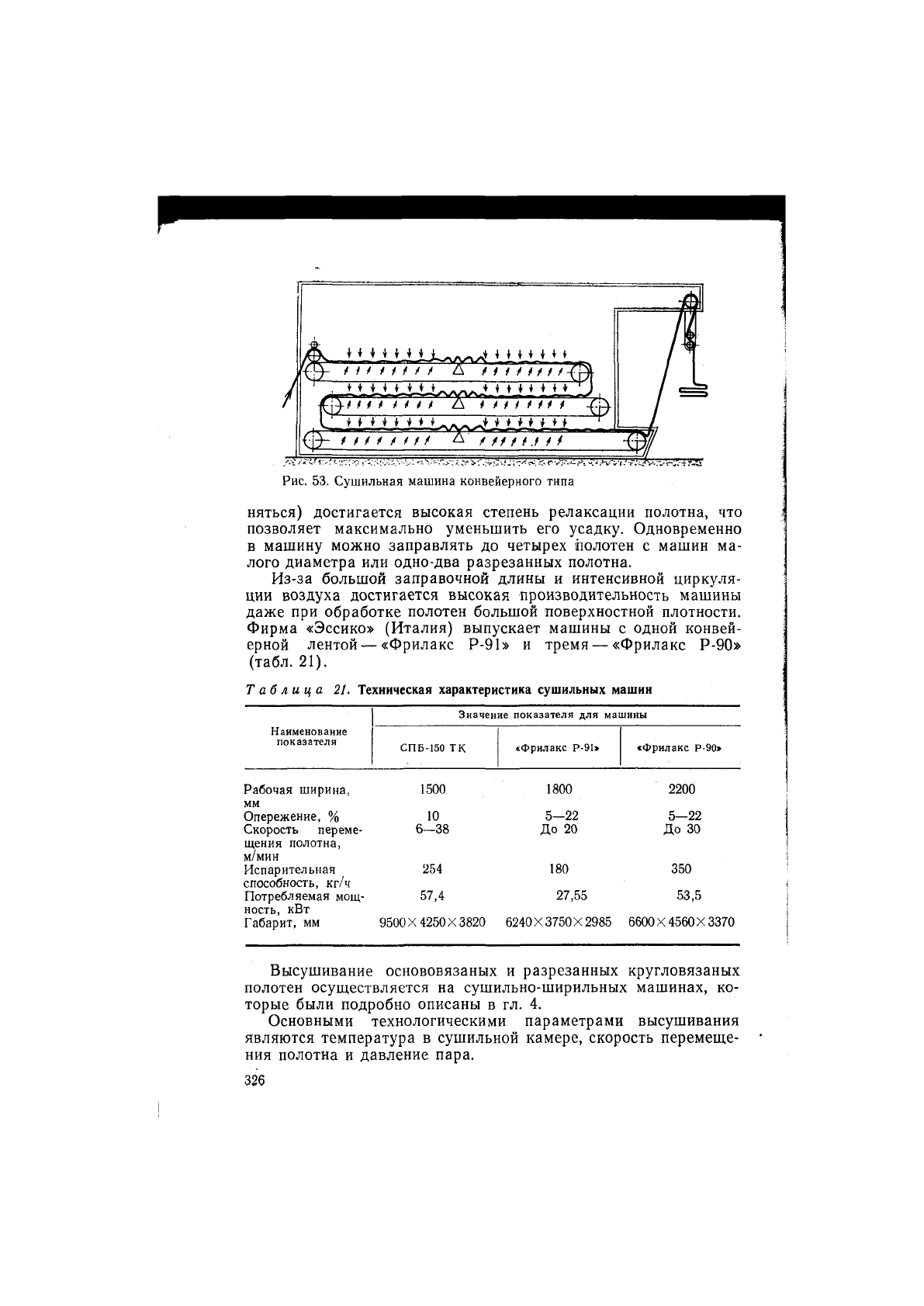
Фирма «Эссико» (Италия) выпускает машины с одной конвей-
ерной лентой — «Фрилакс Р-91» и тремя — «Фрилакс Р-90»
(табл. 21).
Таблица 21. Техническая характеристика сушильных машин
Значение показателя для машины
Наименование
показателя
СПБ-150 ТК
«Фрилакс Р-91»
«Фрилакс Р-90>
Рабочая ширина,
мм
Опережение, %
Скорость переме-
щения полотна,
м/мин
Испарительная
способность, кг/ч
Потребляемая мощ-
ность, кВт
Габарит, мм
1500
10
6—38
254
57,4
9500
X
4250
X
3820
1800
5-22
До 20
180
27,55
6240X3750X2985
2200
5—22
До 30
350
53,5
6600
X
4560
X
3370
Высушивание основовязаных и разрезанных кругловязаных
полотен осуществляется на сушильно-ширильных машинах, ко-
торые были подробно описаны в гл. 4.
Основными технологическими параметрами высушивания
являются температура в сушильной камере, скорость перемеще-
ния полотна и давление пара.
Температура в сушильной камере зависит от вида высуши-
ваемого полотна и нитей, из которых оно изготовлено. Макси-
мальную температуру устанавливают в первой по ходу движе-
ния полотна зоне. В следующих сушильных зонах температура
приблизительно на 5—10 °С ниже. Максимальная температура
при высушивании (в первой зоне) хлопчатобумажных и полу-
шерстяных полотен 120 °С, вискозных, шерстяных и капроно-
вых 105—110 °С, а на выходе из машины — соответственно
90 и 80 °С.
Скорость перемещения полотна v, м/мин, зависит от кон-
струкции сушилки, числа сушильных зон, влагоиспарительной
способности и температурного режима, а также от вида и
влажности самого полотна. Она рассчитывается по формуле
ЮОЯ
60 (Wi — тп
где И — испарительная способность сушилки, кг/ч; Wi и Wj — начальная и
конечная влажность полотна, %; /и — масса 1 пог. м полотна, кг; п — число
одновременно заправляемых полотен.
Оптимальная скорость должна обеспечить высушивание по-
лотна до нормальной влажности. Пересушивание полотна от-
рицательно сказывается на его качестве и ведет к бессмыслен-
ной потере энергии. Пересушенное полотно приобретает жест-
кость, хрупкость, увеличиваются его электризуемость и
прорубка.
§ 8. КАЛАНДРИРОВАНИЕ ТРИКОТАЖНЫХ ПОЛОТЕН
После высушивания кругловязаные трикотажные полотна из
хлопка, шерсти, полушерсти, смеси натуральных и химических
волокон подвергаются каландрированию. Эту операцию прово-
дят в целях разглаживания, ширения, устранения перекоса пе-
тельных рядов, придания малоусадочности.
На трикотажных предприятиях хорошо известны каландры
фирм «Арбах» (ФРГ), «Римольди» и «Монти» (Италия),
«Элио» (Франция), а также каландры КО-ЮО-Т, МО-140-Т и
МО-180-Т (СССР).
Применяются каландры двух типов: фильц-каландры (ка-
ландры с сукном) и каландры с декатировочным устройством.
Представителем первого типа является каландр МО-140-Т
(рис. 54), каландры фирмы «Монти» и др.
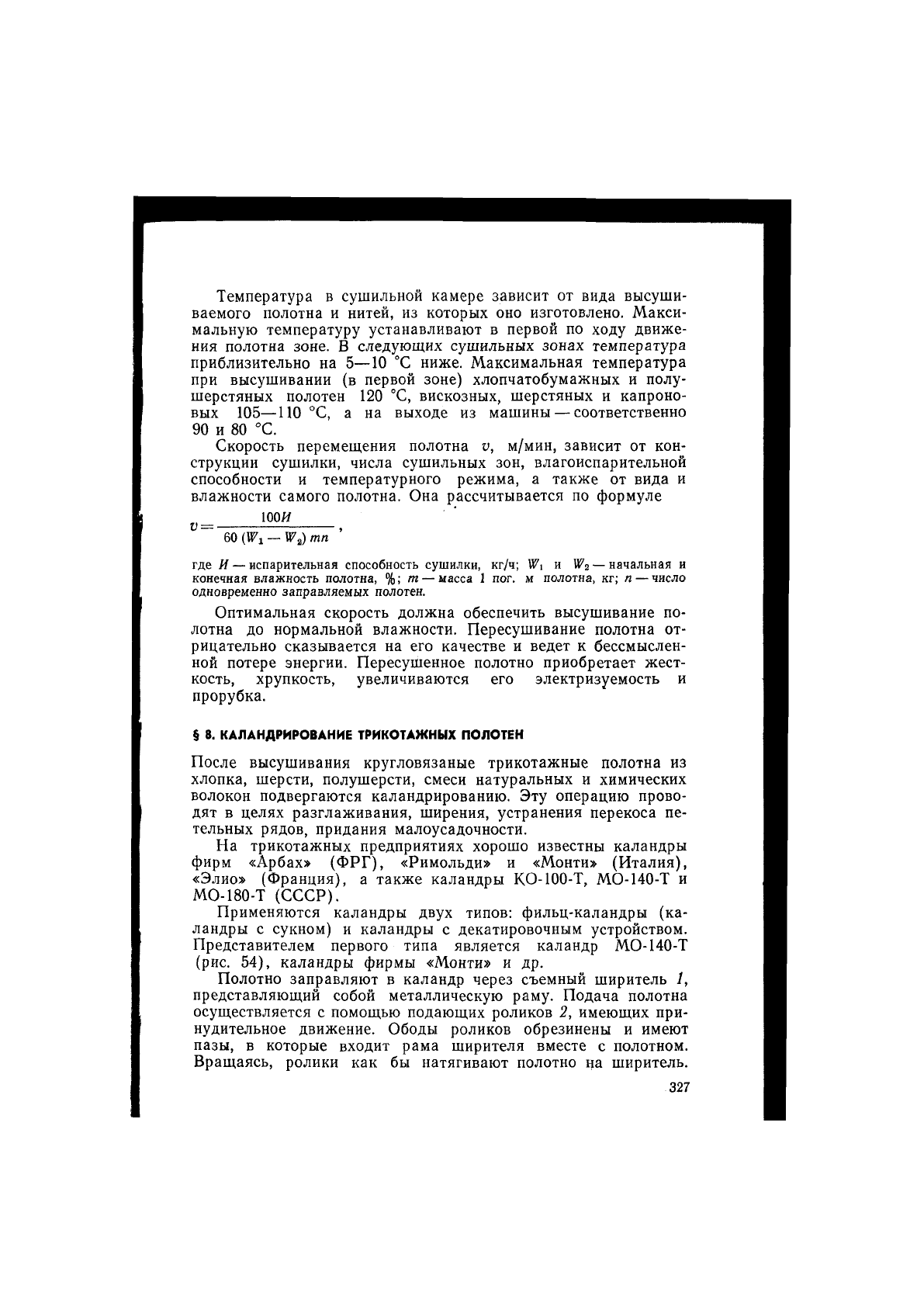
Полотно заправляют в каландр через съемный ширитель 1,
представляющий собой металлическую раму. Подача полотна
осуществляется с помощью подающих роликов 2, имеющих при-
нудительное движение. Ободы роликов обрезинены и имеют
пазы, в которые входит рама ширителя вместе с полотном.
Вращаясь, ролики как бы натягивают полотно на ширитель.
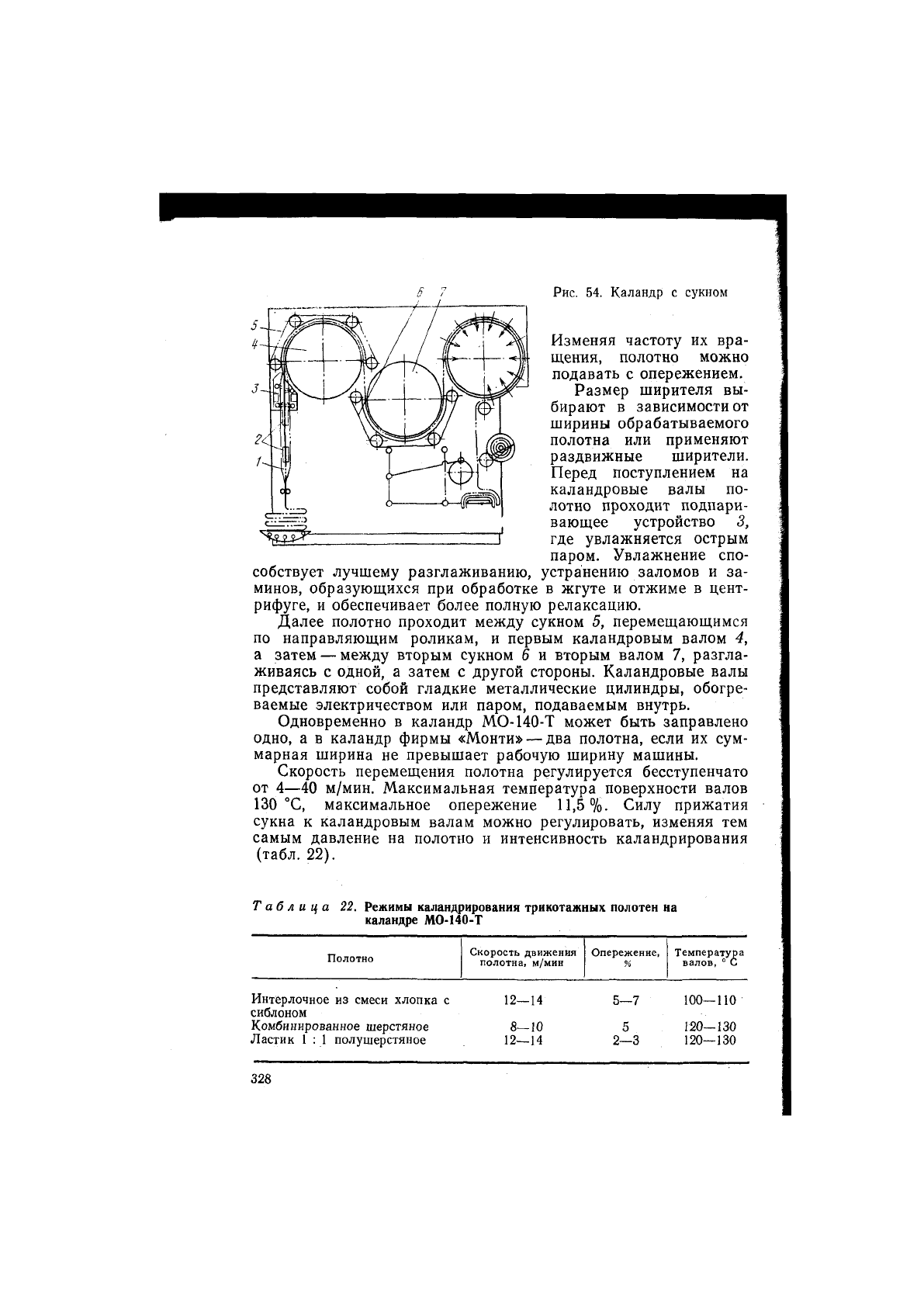
Рис. 54. Каландр с сукном
Изменяя частоту их вра-
щения, полотно можно
подавать с опережением.
Размер ширителя вы-
бирают в зависимости от
ширины обрабатываемого
полотна или применяют
раздвижные ширители.
Перед поступлением на
каландровые валы по-
лотно проходит подпари-
вающее устройство 3,
где увлажняется острым
паром. Увлажнение спо-
собствует лучшему разглаживанию, устранению заломов и за-
минов, образующихся при обработке в жгуте и отжиме в цент-
рифуге, и обеспечивает более полную релаксацию.
Далее полотно проходит между сукном 5, перемещающимся
по направляющим роликам, и первым каландровым валом 4,
а затем —между вторым сукном 6 и вторым валом 7, разгла-
живаясь с одной, а затем с другой стороны. Каландровые валы
представляют собой гладкие металлические цилиндры, обогре-
ваемые электричеством или паром, подаваемым внутрь.
Одновременно в каландр М.О-140-Т может быть заправлено
одно, а в каландр фирмы «Монти» — два полотна, если их сум-
марная ширина не превышает рабочую ширину машины.
Скорость перемещения полотна регулируется бесступенчато
от 4—40 м/мин. Максимальная температура поверхности валов
130 °С, максимальное опережение 11,5%. Силу прижатия
сукна к каландровым валам можно регулировать, изменяя тем
самым давление на полотно и интенсивность каландрирования
(табл. 22).
Таблица 22. Режимы каландрирования трикотажных полотен на
каландре МО-140-Т
Полотно
Скорость движения
полотна, м/мин
Опережение,
%
Температура
валов, ° С
Интерлочное из смеси хлопка с
сиблоном
Комбинированное шерстяное
Ластик 1 : 1 полушерстяное
12-14
5—7
100—110
Интерлочное из смеси хлопка с
сиблоном
Комбинированное шерстяное
Ластик 1 : 1 полушерстяное
8-10
12—14
5
2—3
120-130
120—130
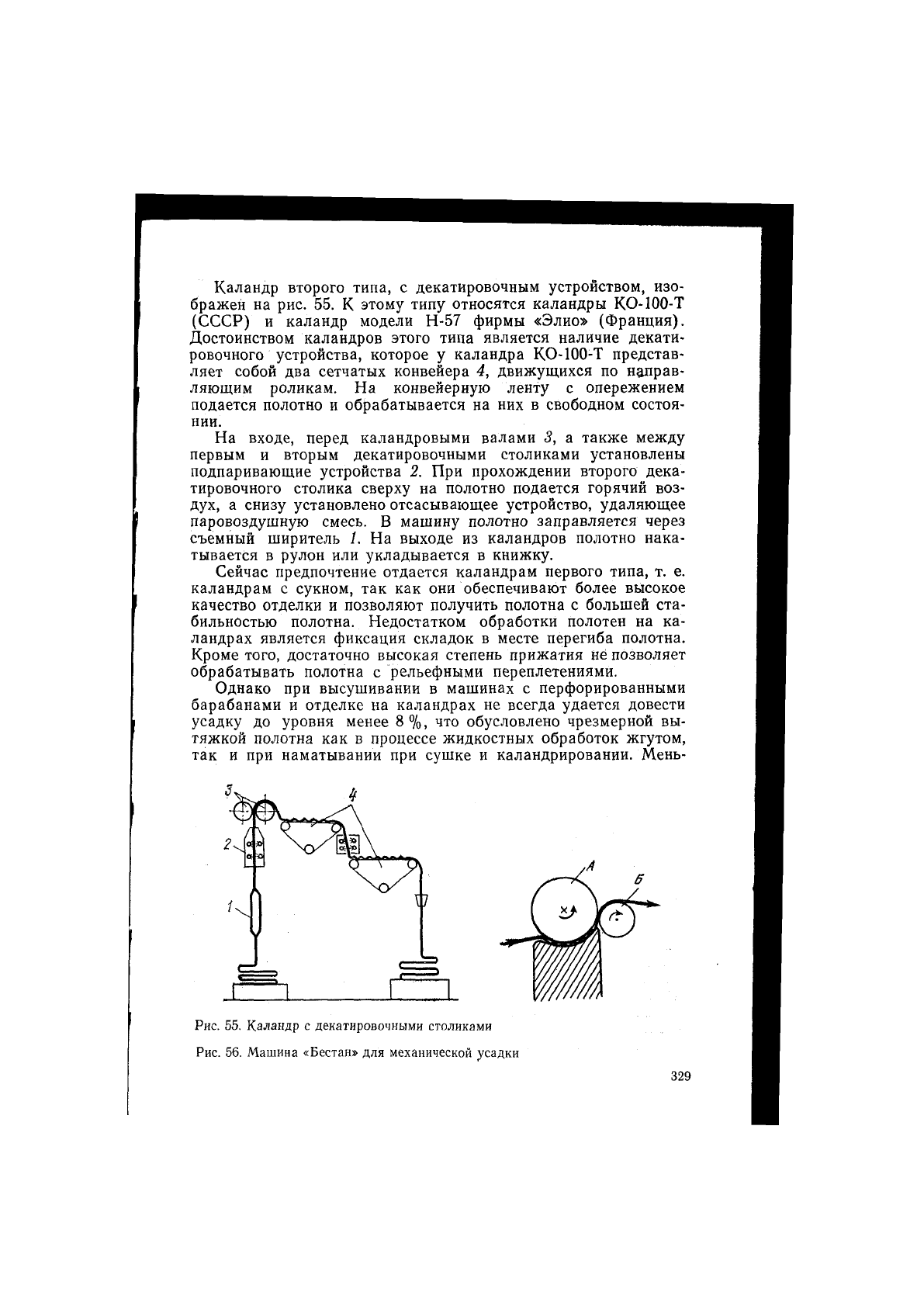
Каландр второго типа, с декатировочным устройством, изо-
бражен на рис. 55. К этому типу относятся каландры КО-ЮО-Т
(СССР) и каландр модели Н-57 фирмы «Элио» (Франция).
Достоинством каландров этого типа является наличие декати-
ровочного устройства, которое у каландра КО-ЮО-Т представ-
ляет собой два сетчатых конвейера 4, движущихся по направ-
ляющим роликам. На конвейерную ленту с опережением
подается полотно и обрабатывается на них в свободном состоя-
нии.
На входе, перед каландровыми валами 3, а также между
первым и вторым декатировочными столиками установлены
подпаривающие устройства 2. При прохождении второго дека-
тировочного столика сверху на полотно подается горячий воз-
дух, а снизу установлено отсасывающее устройство, удаляющее
паровоздушную смесь. В машину полотно заправляется через
съемный щиритель 1. На выходе из каландров полотно нака-
тывается в рулон или укладывается в книжку.
Сейчас предпочтение отдается каландрам первого типа, т. е.
каландрам с сукном, так как они обеспечивают более высокое
качество отделки и позволяют получить полотна с большей ста-
бильностью полотна. Недостатком обработки полотен на ка-
ландрах является фиксация складок в месте перегиба полотна.
Кроме того, достаточно высокая степень прижатия не позволяет
обрабатывать полотна с рельефными переплетениями.
Однако при высушивании в машинах с перфорированными
барабанами и отделке на каландрах не всегда удается довести
усадку до уровня менее 8%, что обусловлено чрезмерной вы-
тяжкой полотна как в процессе жидкостных обработок жгутом,
так и при наматывании при сушке и каландрировании. Мень-
Рис. 55. Каландр с декатировочными столиками
Рис. 56. Машина «Бестан» для механической усадки
Шую усадку (до 5%) обеспечивает обработка на сушильно-ши-
рильных машинах. Для уменьшения усадки до 2 % трикотаж-
ные полотна из шерсти подвергают декатировке, а хлопчато-
бумажные и из смеси хлопка с искусственными и синтетиче-
скими волокнами — обработке на специальном оборудовании
для компрессионной (механической) усадки.
Принцип механической усадки заключается в механическом
сжатии полотна в направлении петельных столбиков. Его мо-
жно рассмотреть на примере работы машины «Бестан» фирмы
«Хаит Москроп» (Великобритания). Основными рабочими ор-
ганами этой машины являются два цилиндра с резиновым по-
крытием и металлический обогреваемый башмак (рис. 56).
Благодаря разности частот вращения цилиндров в канале,
образуемом нагретым башмаком и цилиндром А, происходит
сжатие и уплотнение полотна. Интенсивность обработки регу-
лируется изменением соотношения частот вращения цилиндров
/1 и 5 и зазором между башмаком и цилиндром А.
Тот же принцип использован в машине «Компактор», вы-
пускаемой фирмой «Риге энд Ломберд» (США).
Однако компрессионная усадка используется довольно
редко, что связано с ее недостатками — значительным повыше-
нием плотности и невозможностью обрабатывать полотна
с рельефными переплетениями и начесные полотна. Для полу-
чения максимальной усадки обработку полотен проводят в ба-
рабанных сушилках или тумблерах.
§ 9. ДЕКАТИРОВКА
Декатировка — это операция, применяющаяся для придания
малоусадочности чистошерстяным трикотажным полотнам,
а также полотнам из смеси шерсти с химическими волокнами,
когда содержание последних в смеси невелико. В результате
декатировки повышается формоустойчивость изделий в про-
цессе носки, снижается усадка, полотна приобретают мягкий
гриф и красивый внешний вид.
Декатировке подвергаются основовязаные и кругловязаные
полотна в разрезанном и расправленном виде. Сущность дека-
тировки заключается в тщательном пропаривании полотна
в расправленном состоянии при небольшом давлении на него
со стороны спутника (мягкой толстой хлопчатобумажной
ткани) и последующем резком охлаждении. В процессе запа-
ривания происходит разрыв межмолекулярных связей, находя-
щихся в неравновесном состоянии, релаксация волокна, снятие
внутренних напряжений, волокно переходит в равновесное со-
стояние, а при резком охлаждении это равновесное состояние
фиксируется.
Декатировку можно проводить периодическим и непрерыв-
ным способом. Декатиры периодического действия выпуска-
ются фирмой «Драберт» (Великобритания).
На декатирах периодического действия полотно вместе со
спутником наматывается на перфорированный цилиндр, сверху
наматывается еще несколько слоев спутника. Навой помещают
в автоклав и внутрь перфорированного цилиндра подают пар.
Насыщенный пар, проходя через полотно, пропаривает его. По
окончании процесса запаривания с помощью вакуум-отсоса из
барабана отсасывают пар и воздух. Засасываемый снаружи
воздух проходит через рулон, охлаждает полотно и удаляет
влагу.
По окончании процесса рулон раскатывают, укладывая от-
дельно полотно и отдельно спутник. Качество декатировки за-
висит от температуры и продолжительности обработки, влаж-
ности пара, давления, оказываемого спутником на полотно,
а также от состояния спутника и качества намотки.
Декатиры периодического действия обеспечивают высокое
качество обработки, но имеют небольшую производительность.
Декатиры непрерывного действия для трикотажных полотен
выпускаются объединением «Текстима» (ГДР), фирмой «Спе-
ротто» (Италия) и др. При декатировке непрерывным спосо-
бом полотно пропаривается и разглаживается, проходя между
поверхностью перфорированного цилиндра и бесконечным спут-
ником, перемещающимся по направляющим роликам. В зави-
симости от конструкции декатира (машины выпускаются с од-
ним или с двумя декатировочными цилиндрами) подача пара
может осуществляться изнутри кнаружи, снаружи внутрь или
на одном цилиндре в одном направлении, а на другом — в об-
ратном.
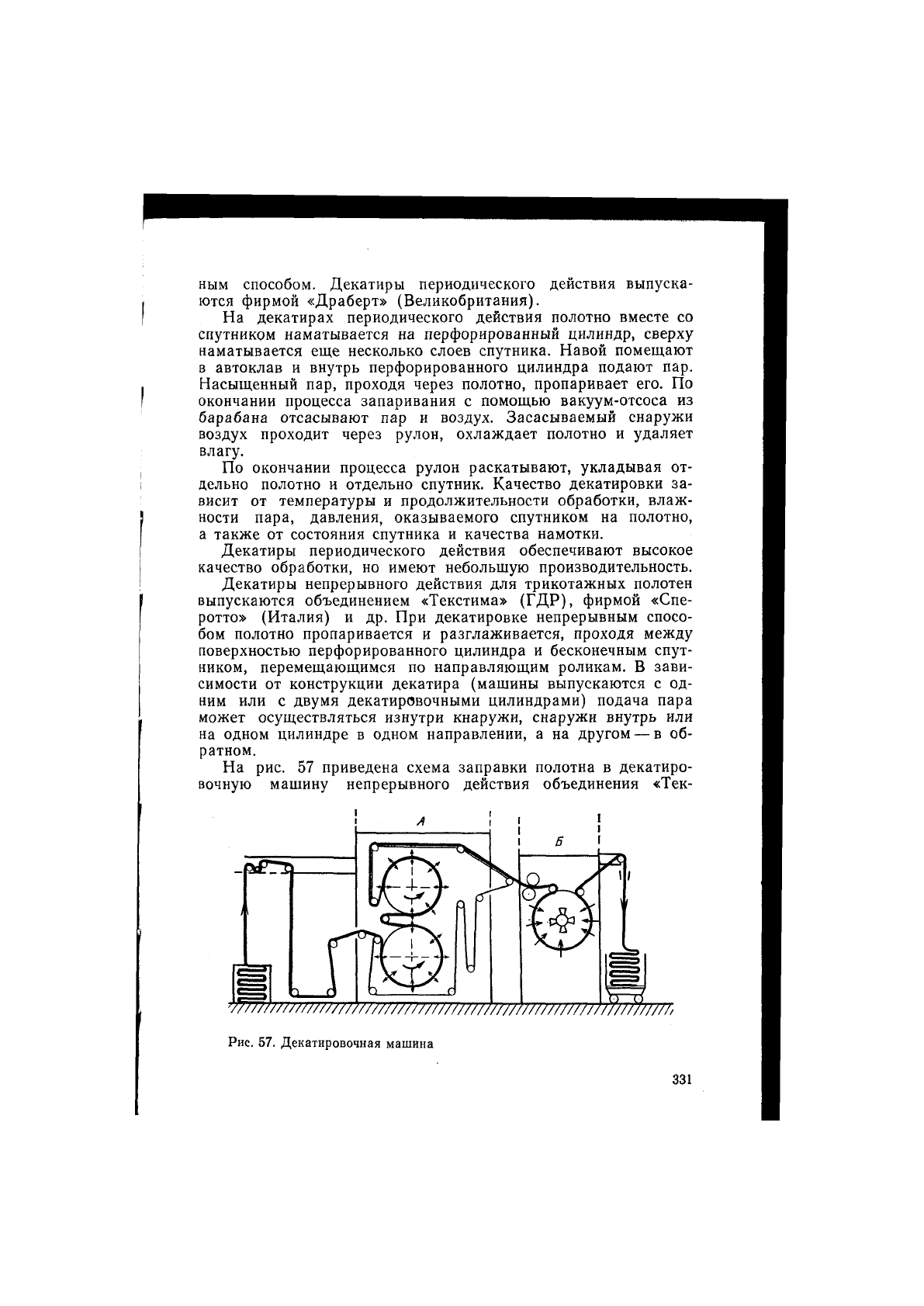
На рис. 57 приведена схема заправки полотна в декатиро-
вочную машину непрерывного действия объединения «Тек-
Рис. 57. Декатировочная машина
стима». На выходе из зоны запаривания Л полотно отделяется
от спутника и поступает в зону охлаждения Б, где полотно
огибает перфорированный цилиндр, через который интенсивно
просасывается холодный воздух, и быстро охлаждается.
Рабочая ширина машины 1600 мм, скорость перемеш,ения
полотна 12—35 м/мин, диаметр цилиндров 900 мм, давление
пара 0,4—0,6 мПа, температура обработки до 120 °G, расход
пара 500—600 кг/ч.
В качестве примера можно привести оптимальные техно-
логические параметры декатировки полотна из шерстяной
пряжи переплетения трехцветный неполный жаккард: рабочее
давление пара 0,6 мПа, температура пара 115 -120 °С, ско-
рость перемещения полотна 15 м/мин.
§ 10. ВОРСОВАНИЕ ТРИКОТАЖНЫХ ПОЛОТЕН
Ворсование проводится в целях повышения теплоизоляционных
свойств, создания на поверхности пушистого ворса, улучшения
грифа, так как ворс придает мягкость и объемность полотну, и
наконец, получения внешнего эффекта, при котором петельная
структура закрывается ворсом.
Ворсование проводят на специальных ворсовальных маши-
нах. В качестве ворсующего элемента могут быть использованы
ворсовальные шишки, синтетические ворсовальные элементы и
кардолента. Для ворсования трикотажных полотен применя-
ется главным образом кардолента со стальными тонкими иг-
лами (кардоленты различаются по номерам в зависимости от
числа игл на 1 см2).
В процессе ворсования иглы кардоленты выдергивают от-
дельные волоконца из пряжи, из которой связано полотно. На-
чесу хорошо подвергаются полотна из слабокрученой пряжи и
из длинноволокнистого сырья, позволяющие получить равно-
мерный длинный ворс при минимальном повреждении волокна.
Перед ворсованием полотна подвергают обработке эмуль-
сиями или мягчителями, запаривают и каландрируют. Обра-
ботка мягчителями и специальными эмульсиями уменьшает
коэффициент трения между волокнами, тем самым облегчает
их выдергивание при ворсовании и уменьшает повреждение.
Качество ворсования зависит от жесткости кардоленты, уп-
ругости и твердости материала, из которого сделаны иглы.
Кардолента выпускается в виде ленты шириной 2,5—3,5 см и
наматывается по спирали на ворсовальные валики, которые за-
крепляются на барабане. В трикотажной промышленности наи-
более широко используют ворсовальные машины с 24 или 36
валиками (12 или 18 ворсовальных и 12 или 18 противоворсо-
вальных).
Ворсовальные 1 (рис. 58) и противоворсовальные 2 валики