Киселёв Е.С. Теплофизика правки шлифовальных кругов с применением СОЖ
Подождите немного. Документ загружается.

11
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РФ
УЛЬЯНОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
Е.С. КИСЕЛЕВ
ТЕПЛОФИЗИКА ПРАВКИ
ШЛИФОВАЛЬНЫХ КРУГОВ
С ПРИМЕНЕНИЕМ СОЖ
Под редакцией заслуженного деятеля
науки и техники РФ
д-ра технич. наук, профессора
Л.В. ХУДОБИНА
УЛЬЯНОВСК 2001
12
ББК
К
УДК 621
Рецензенты: Заслуженный деятель науки и техники РФ
доктор технических наук, профессор С.Н.Корчак;
доктор технических наук, профессор А.Н.Сальников
Одобрено редакционно-издательским советом Ульяновского государственного
технического университета
Киселев Е.С.
К
ТЕПЛОФИЗИКА ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ С ПРИМЕНЕ-
НИЕМ СОЖ. Ульяновск: УлГТУ, 2001. 171 с.; ил. 64
ISBN
Рассмотрен комплекс вопросов, связанных с теоретико-эксперимен-тальным ис-
следованием закономерностей, математическим моделированием и расчетом теплоси-
лового состояния системы контактирующих объектов при правке круга и шлифовании
заготовок с применением смазочно-охлаждающих технологических средств, в том
числе при непрерывной правке круга алмазным роликом.
Книга предназначена для научных и инженерно-технических работников, специа-
лизирующихся на решении проблем шлифования заготовок, и может быть полезна ас-
пирантами, магистрантами и студентами старших курсов машиностроительных специ-
альностей вузов.
КБез объявл.
УДК 621
ББК
ISBN
© Е.С.Киселев, 2001
© оформление, УлГТУ, 2001
13
ОГЛАВЛЕНИЕ
СПИСОК СОКРАЩЕНИЙ И УСЛОВНЫХ ОБОЗНАЧЕНИЙ 5
ВВЕДЕНИЕ 9
Глава 1. ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ ПРАВКИ
ШЛИФОВАЛЬНЫХ КРУГОВ 11
1.1. Правка как способ формирования рабочей поверхности шлифо-
вального круга 11
1.1.1. Функциональное назначение правки шлифовальных кругов 11
1.1.2. Механизм формирования микрогеометрии абразивных зерен
шлифовального круга при правке 14
1.1.3. Условия, определяющие частоту правки шлифовального кру-
га, и теплофизический анализ процесса правки 20
1.2. Роль СОЖ в контактном взаимодействии правящего инструмен-
та с шлифовальным кругом 29
1.2.1. Функциональные действия СОЖ при правке 29
1.2.2. Влияние условий правки с применением СОЖ на эффектив-
ность процесса шлифования 43
1.3. Физические основы действия СОЖ в зоне правки с наложением
ультразвуковых колебаний 48
1.4. Механизм проникновения СОЖ в зону правки 54
1.5. Возможности использования гидродинамических явлений, со-
провождающих правку и шлифование, для очистки рабочей поверх-
ности круга 59
1.6. Выводы 71
Глава 2. ТЕПЛОВОЕ ВЗАИМОДЕЙСТВИЕ ОБЪЕКТОВ, КОН-
ТАКТИРУЮЩИХ ПРИ ПРАВКЕ КРУГА 73
2.1. Тепловое взаимодействие шлифовального круга и алмазного
правящего инструмента при правке точением 73
2.1.1. Граничные условия контактного взаимодействия и вывод ос-
новных рабочих уравнений 73
2.1.2. Гидродинамика СОЖ при фильтрации сквозь поровое про-
странство вращающегося круга 80
2.1.3. Тепловое и гидродинамическое взаимодействие СОЖ с кру-
гом и правящим инструментом вне зоны их контакта 83
2.1.4. Тепловое и гидродинамическое взаимодействие СОЖ с кру-
гом и правящим инструментом в зоне правки 87
2.2. Тепловое взаимодействие круга и алмазного правящего инстру-
мента при правке шлифованием 90
2.3. Тепловое взаимодействие круга, правящего инструмента и заго-
товки при шлифовании с непрерывной правкой 92
2.4. Определение коэффициентов вязкостного и инерционного гид-
равлического сопротивления фильтрации СОЖ сквозь поры вра-
щающегося шлифовального круга 94
2.5. Выводы 97
14
Глава 3. ЧИСЛЕННЫЕ РЕШЕНИЯ УРАВНЕНИЙ ТЕПЛООБМЕНА
И ЭКСПЕРИМЕНТАЛЬНЫЕ ИССЛЕДОВАНИЯ ТЕПЛОВОГО
СОСТОЯНИЯ СИСТЕМЫ КОНТАКТИРУЮЩИХ ОБЪЕКТОВ
ПРИ ПРАВКЕ КРУГА И ШЛИФОВАНИИ ЗАГОТОВОК С НЕПРЕ-
РЫВНОЙ ПРАВКОЙ 98
3.1. Методика численного решения уравнений теплообмена системы
вращающегося шлифовального круга и правящего инструмента,
движущегося поступательно 98
3.2. Численные решения уравнений теплообмена и эксперименталь-
ные исследования теплового состояния контактирующих объектов
при правке круга 106
3.2.1. Тепловое состояние контактирующих объектов при правке
круга точением 106
3.2.2. Тепловое состояние контактирующих объектов при правке
круга шлифованием 114
3.3. Численные решения уравнений теплообмена и эксперименталь-
ные исследования теплового состояния контактирующих объектов
при шлифовании заготовок с непрерывной правкой круга 118
3.4. Выводы 120
Глава 4. ОСОБЕННОСТИ СИЛОВОГО ВЗАИМОДЕЙСТВИЯ
КОНТАКТИРУЮЩИХ ОБЪЕКТОВ ПРИ ПРАВКЕ КРУГА И
ШЛИФОВАНИИ ЗАГОТОВОК С НЕПРЕРЫВНОЙ ПРАВКОЙ 121
4.1. Аналитические исследования процесса правки круга точением с
применением СОЖ 121
4.2. Экспериментальные исследования процесса резания-царапания
абразива алмазным индентером 130
4.3. Аналитические и экспериментальные исследования правки кру-
га шлифованием и шлифования заготовок с непрерывной правкой 133
4.3.1. Особенности контактных взаимодействий в зоне правки круга
алмазным роликом с применением СОЖ 133
4.3.2. Шлифование заготовок с непрерывной правкой круга алмаз-
ным роликом с применением СОЖ 143
4.3.3. Исследование динамики шлифования заготовок из труднооб-
рабатываемых материалов с непрерывной правкой круга 149
4.4. Выводы 155
ЗАКЛЮЧЕНИЕ 156
СПИСОК ЛИТЕРАТУРЫ 158
15
СПИСОК СОКРАЩЕНИЙ И УСЛОВНЫХ ОБОЗНАЧЕНИЙ
СОЖ
−
смазочно-охлаждающая жидкость;
СОТС
−
смазочно-охлаждающее технологическое средство;
УЗК
−
ультразвуковые колебания;
УЗ
−
ультразвуковой (- ая, - ые);
а.з.
−
абразивное зерно;
К
−
коэффициент, зависящий от условных радиусов абразивного
зерна шлифовального круга и правящего инструмента;
К
п
−
коэффициент проницаемости круга, м
2
;
К
р
−
коэффициент режущей способности круга, мм
3
/мин;
К
ш
−
коэффициент шлифования по объему;
К
N
−
удельная мощность шлифования, Вт
⋅
(мм
3
/мин)
-1
;
П
−
пористость круга;
П
а
−
активная пористость шлифовального круга;
а
1
,
а
2
,
а
ж
−
температуропроводность соответственно правящего инстру-
мента, круга и СОЖ, Вт/(м
⋅
К);
С
−
удельная теплоемкость, Дж/(кг
⋅
К);
С
а
,
С
в
,
C
ж
,
С
з
,
С
к
,
С
ал
−
удельная теплоемкость соответственно абразива, воздуха, жид-
кости, заготовки, круга, алмаза, Дж/(кг
⋅
К);
С
п
−
удельная теплоемкость вещества, заполняющего поры круга,
Дж/(кг
⋅
К);
D
к
,
D
p
−
диаметр соответственно круга и правящего ролика, м;
d
−
эквивалентный диаметр правящего инструмента, м;
d
a
,
d
з
,
d
к
−
диаметр соответственно алмазного зерна, заготовки, круга, м;
d
1
−
диаметр окружности круга, на которой расположен клиновой
полуоткрытый насадок, м;
Е
1
,
Е
2
−
модуль упругости соответственно зерен шлифовального круга и
правящего инструмента, Н/м
2
;
F
к
,
F
н
−
номинальная площадь контакта круга с алмазом и а.з. с алма-
зом, м
2
;
F
п
−
приведенная к одному отверстию площадь поперечного сече-
ния потока СОЖ перед входом в отверстие, м
2
;
F
ф
−
фактическая площадь контакта а.з. с алмазом, м
2
;
F
s
−
площадь фильтрации СОЖ, м
2
;
f
г
−
безразмерный коэффициент гидравлического трения;
f
т
−
коэффициент трения;
f
r
−
частота, Гц;
G
ж
−
массовый расход СОЖ, кг/с;
G
c
−
массовый расход СОЖ через контактную зону, кг/с;
G
ж r
,
G
ж
ϕ
−
массовый расход СОЖ соответственно в радиальном и каса-
тельном направлении, кг/с;
Н
к
,
Н
р
−
высота соответственно круга и правящего ролика, м;
16
h
−
толщина пропитки круга жидкостью, м;
h
к
−
высота подъема жидкости в капилляре, м;
L
−
скрытая теплота парообразования, Дж/кг;
"
3
−
длина безотрывного течения пограничного слоя СОЖ, м;
"
н
−
толщина нагретого приповерхностного слоя кристалла алмаза, м;
"
ш
−
ширина шлифования заготовки, мм;
m
a
−
масса абразива, удаляемая с поверхности круга в единицу вре-
мени при правке, кг/с;
N
−
мощность шлифования, кВт;
n
p
−
среднее вероятное количество а.з. на единице номинальной
площади контакта круга с алмазом;
P
−
гидростатическое давление в жидкости, Па;
Р
1
,
Р
2
−
давление СОЖ соответственно на входе и на выходе из круга, Па;
P
a
,
P
н
−
давление соответственно атмосферное и насыщенных паров, Па;
Р
s
−
давление жидкости на выходе из торцевого клинового полуот-
крытого насадка, Па;
Р
ак
,
Р
с
,
Р
ж
−
относительная объемная концентрация соответственно в круге
абразива, связки, СОЖ;
Р
у
,
Р
z
−
соответственно радиальная и касательная составляющая силы
шлифования, Н;
Р
уп
,
Р
zn
−
соответственно радиальная и касательная составляющие силы
правки, Н;
Q
м
−
объем снятого материала при шлифовании, мм
3
;
Q
c
−
объемный расход СОЖ, м
3
/с;
Q
к1
−
тепловой поток, поглощаемый СОЖ, находящейся на перифе-
рии шлифовального круга, Вт;
Q
к2
−
тепловой поток, передаваемый вглубь круга, Вт;
Q
тх
−
тепловой поток, передаваемый вглубь алмаза за счет теплопро-
водности, Вт;
Q
ar
−
тепловой поток, отводимый с боковых поверхностей алмаза за
счет теплопередачи, Вт;
q
c
,
q
a
−
поверхностная плотность теплового потока соответственно в
связке и в алмазе, Вт/м
2
;
q
"
−
линейная плотность теплового потока внутренних источников
тепла, Вт/м;
q
v
-объемная плотность теплового потока внутренних источников
тепла, Вт/м
3
;
R
к
,
R
p
,
R
з
−
соответственно радиус круга, алмазного ролика и заготовки, м;
R
п
−
приведенный радиус, м;
R
п max
,
R
п min
−
соответственно максимальный и минимальный радиус пузырька, м;
r
a
−
радиус алмазного зерна правящего инструмента, м;
Т
−
время шлифования, с;
Т
в
,
Т
ж
−
температура соответственно воздуха и СОЖ, К;
17
Т
к
,
Т
0
,
Т
с
,
Т
s
−
температура соответственно контакта на поверхности отверстия
в круге, связки, кипения СОЖ, К;
Т
ал
,
Т
кр
−
температура соответственно алмаза и шлифовального круга, К;
Т
fj
−
температура окружающей cреды (воздух, СОЖ), соприкасаю-
щейся с поверхностью круга, К;
t
−
текущая температура, К;
t
f
−
средняя температура воздуха в замкнутом пространстве кожуха
круга, К;
t
w
−
температура поверхности правящего инструмента в рассматри-
ваемом сечении по оси Y, К;
V
−
полный объем шлифовального круга, м
3
;
V
з
−
окружная скорость заготовки, м/мин;
V
к
,
V
p
−
рабочая скорость соответственно круга и правящего ролика, м/с;
V
п
−
объем пор шлифовального круга, м
3
;
V
пр
−
приведенная скорость правки, м/с;
V
с
−
относительная объемная концентрация связки в двухкомпо-
нентной системе “связка-абразив”;
V
гc
−
гидродинамическая скорость cреды, м/с;
V
r
,
V
ϕ
−
скорость фильтрации СОЖ сквозь поры круга соответственно в
радиальном и касательном к радиусу направлении, м/с;
V
s
−
скорость продольной подачи стола шлифовального станка,
м/мин;
V
t
,
V
tп
−
скорость врезной подачи соответственно круга и ролика,
мм/мин;
Z
пз
,
Z
пк
−
припуск, снимаемый соответственно с заготовки во время
шлифования и с круга во время правки (глубина правки), м;
α
в
−
вязкостный коэффициент гидравлического сопротивления, м
-2
;
α
с
−
коэффициент теплопередачи от окружающей cреды (СОЖ, воз-
дух) к поверхности круга, Вт/(м
2
⋅
К)
α
т
−
коэффициент термического расширения, К
-1
;
α
1
,
α
2
,
α
3
−
коэффициент теплопередачи соответственно от алмаза правя-
щего инструмента к связке, от СОЖ к алмазу правящего инстру-
мента, от СОЖ к корпусу правящего инструмента, Вт/(м
2
⋅
К);
α
4
−
коэффициент радиационно-конвективного обмена корпуса пра-
вящего инструмента с окружающим воздухом, Вт/(м
2
⋅
К);
α
5
−
коэффициент теплопередачи от СОЖ к кругу, Вт/(м
2
⋅
К);
α
6
,
α
7
−
коэффициент радиационно-конвективного теплообмена соот-
ветственно от воздуха к кругу и к алмазу, Вт/(м
2
⋅
К)
α
8
−
коэффициент теплопередачи от СОЖ к поверхности алмазного
ролика, Вт/(м
2
⋅
К);
α
9
,
α
10
−
коэффициент радиационно-конвективного теплообмена соот-
ветственно от воздуха к алмазному ролику и к заготовке,
Вт/(м
2
⋅
К);
18
α
11
,
α
5ш
−
коэффициент теплопередачи соответственно от СОЖ к шли-
фуемой заготовке и к шлифовальному круга в зоне шлифования,
Вт/(м
2
⋅
К);
β
и
−
инерционный коэффициент гидравлического сопротивления, м
-1
;
β
т
−
коэффициент объемного расширения воздуха, К
-1
;
∆
А −
коэффициент устойчивости колебаний;
∆
Р
к
−
капиллярный напор жидкости, Па;
∆
Р
ц
−
жидкостный напор, обусловленный действием центробежных
сил, Па;
∆
t
0
−
подогрев СОЖ при прохождении через зону контакта, К;
δ
к
−
зазор между волноводом и капилляром, м;
θ
о
−
краевой угол смачивания, град;
λ
−
теплопроводность, Вт/(м
⋅
К);
λ
1
,
λ
2
,
λ
ак
,
λ
ск
,
λ
ко
,
λ
кп
,
λ
к
ε
,
λ
са
−
теплопроводность соответственно правящего инструмента, кру-
га, абразивных зерен, связки круга, корпуса алмазного правящего
инструмента, пористого круга, эффективная теплопроводность
пористого круга, теплопроводность двухкомпонентной системы
“связка-абразив”, Вт/(м
⋅
К);
λ
а
,
λ
в
,
λ
з
,
λ
ж
,
λ
с
−
теплопроводность соответственно алмаза, воздуха, заготовки,
жидкости, связки правящего инструмента, Вт/(м
⋅
К);
µ
−
динамический коэффициент вязкости, Па
⋅
c;
ν
−
кинематическая вязкость СОЖ, м
2
/с;
ρ
а
,
ρ
с
−
плотность соответственно абразивного зерна и связки, кг/м
3
;
ρ
в
,
ρ
ж
,
ρ
з
,
ρ
к
,
ρ
п
,
ρ
ал
−
плотность соответственно воздуха, жидкости, заготовки, круга,
вещества, заполняющего поры круга, алмаза, кг/м
3
;
σ
а
−
предел прочности а.з., Н/м
2
;
σ
0
−
поверхностное натяжение, Н/м;
σ
р
,
σ
с
−
предел прочности соответственно при растяжении и сжатии, Па;
τ
с
−
период стойкости круга, мин;
ϕ
к
−
угол, ограничивающий зону контакта круга с алмазным зерном, рад;
ϕ
′
сож
,
ϕ
′′
сож
−
углы, ограничивающие зону контакта рабочей поверхности
круга с СОЖ, рад;
Ω
а
−
количество теплоты, поступающей в алмаз, Дж;
Ω
1
,
Ω
2
,
Ω
3
,
Ω
4
−
доля теплоты, поступающей соответственно в правящий инст-
румент, круг, шлам и окружающую среду;
ω
,
ω
3
,
ω
р
−
угловая скорость соответственно круга, заготовки, правящего
ролика, с
-1
.
19
ВВЕДЕНИЕ
Как известно, технический прогресс в XXI веке базируется на разработке и реали-
зации наукоемких ресурсосберегающих экологически чистых технологий. В связи с
этим в машиностроительном комплексе возрастает значение абразивной обработки и
особенно наиболее распространенного ее вида – шлифования, как основного высоко-
производительного способа получения высокоточных деталей.
Известно также, что состояние рабочей поверхности шлифовального круга, сфор-
мированное при его правке, оказывает доминирующее влияние на процесс шлифова-
ния. От качества правки зависят теплообразование в зоне шлифования, период стойко-
сти круга и производительность обработки, параметры качества шлифованных дета-
лей. При этом важно не только обеспечить в результате правки высокую режущую
способность круга, но и сохранить ее как можно дольше в процессе шлифования заго-
товок.
Одним из важнейших факторов, обеспечивающих производительность шлифова-
ния и заданные характеристики качества шлифованных деталей, является рациональ-
ное применение смазочно-охлаждающих жидкостей (СОЖ), которые коренным обра-
зом изменяют характер протекания контактных взаимодействий при шлифовании, ока-
зывают позитивное влияние на работоспособность шлифовальных кругов и правящих
инструментов, формирование качества поверхностных слоев материала шлифованных
деталей.
К настоящему времени проработан ряд аспектов научных основ применения СОЖ
на операциях шлифования: созданы математические модели износа абразивных зерен,
сил резания, высотных и шаговых параметров шероховатости шлифованных поверх-
ностей и др. В то же время отсутствуют данные о механизме действия СОЖ при прав-
ке, о взаимовлиянии процессов правки и шлифования с применением СОЖ, тепловом
и силовом взаимодействии контактирующих объектов при правке и шлифовании заго-
товок с непрерывной правкой и применением СОЖ; недостаточно исследованы воз-
можности использования ультразвуковых колебаний (УЗК) в технологии применения
СОЖ. До сих пор нет надежных методов количественной оценки тепловой напряжен-
ности процессов правки и шлифования с непрерывной правкой в условиях применения
СОЖ, а следовательно, нет возможности без проведения экспериментальных исследо-
ваний достаточно полно и объективно оценить и реализовать потенциальные возмож-
ности как шлифования, так и СОЖ. Все это, в свою очередь, ограничивает разработку
и исследование в действующем производстве новых технологий и техники примене-
ния СОЖ, обеспечивающих существенное повышение эффективности шлифовальных
операций.
В настоящей работе предпринята попытка теоретически и экспериментально ис-
следовать тепловое и силовое взаимодействие контактирующих объектов при правке
кругов и шлифовании заготовок с непрерывной правкой и применением СОЖ на осно-
ве численных решений уравнений теплообмена. Предложен ряд новых технологиче-
20
ских приемов повышения режущей способности шлифовальных кругов, в частности за
счет использования ультразвуковой (УЗ) техники подачи СОЖ и новых способов и
устройств для правки, позволяющих повысить производительность обработки и каче-
ство шлифованных деталей, сократить расход кругов и правящих инструментов и
уменьшить себестоимость изготовляемых деталей.
Глава 1. ТЕХНОЛОГИЧЕСКИЕ ВОЗМОЖНОСТИ
ПРАВКИ ШЛИФОВАЛЬНЫХ КРУГОВ
1.1. Правка как способ формирования рабочей поверхности
шлифовального круга
1.1.1. Функциональное назначение правки шлифовальных кругов
Как известно, правка необходима для восстановления геометрической формы
шлифовального круга в продольном и поперечном сечениях, режущей способности
абразивных зерен (а.з.) на макро-, микро- и субмикроуровнях и круга в целом. От ус-
ловий правки зависят расход круга и правящего инструмента и состояние их рабочих
поверхностей, а следовательно, период стойкости круга, производительность и себе-
стоимость обработки, качество шлифованных деталей. Многочисленными исследова-
ниями [17, 40, 83, 84, 91, 120, 136, 137, 170 и др.] установлено, что только за счет из-
менения элементов режима правки параметры шероховатости шлифованной поверхно-
сти можно изменить в несколько раз. Расход шлифовальных кругов на правку состав-
ляет 90
−
95 % от общего их расхода, а затраты на правку достигают 70 % от себе-
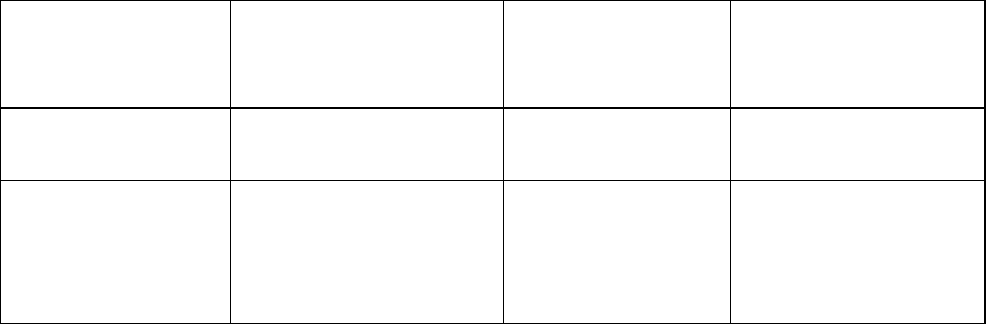
стоимости операций [137] (табл. 1). При этом прослеживается взаимосвязь затрат на
правку
1. Затраты на правку при круглом наружном шлифовании [137]
Условия
шлифования
Материал
заготовки
Время правки в
% от машинного
времени
Затраты на правку в
% от себестоимости
операции
Черновое шлифо-
вание
Сталь 45
НRC
38 ... 46
50
30
−
40
Чистовое шлифо-
вание
Сталь 20Х23Н18
HRC
55 ... 58
Сталь Р9Ф5
HRC
64 ... 66
50
80
30
−
40
60
−
70