Higgins R.A. Engineering Metallurgy: Applied Physical Metallurgy
Подождите немного. Документ загружается.

5.72 In creep testing, the specimen, in form similar to a tensile test
piece,
is enclosed in a thermostatically controlled electric tube furnace
which can be maintained with accuracy over long periods at any given
temperature up to 1000
0
C or more. A simple lever system is often used to
load the test piece, and some form of delicate extensometer or strain-gauge
system employed to measure the resultant extension at suitable time inter-
vals.
The extensometer is sometimes of the optical type, using mirrors,
scales and telescopes.
Creep values were originally assessed in terms of the limiting creep stress.
This was defined as that stress at any given temperature, below which
no measurable creep takes place. Obviously this value depends upon the
sensitivity of the measuring equipment and in any case it is now known
that some creep occurs at all combinations of stress and temperature.
Moreover, since formal creep tests involve long periods of time sometimes
running into many months, other related tensile values are now used
instead of the old concept of 'limiting creep stress'.
Most tests involve measuring the stress which will give rise to some
predetermined rate of creep during the secondary stage of uniform defor-
mation. The creep rate will therefore be equivalent to the slope of the
curve during the secondary stage of creep. The Hatfield 'time-yield value'
is derived from such a short-term creep test. It determines the stress at a
given temperature which will produce a strain of 0.5% of the gauge length
in the first twenty-four hours and a further strain of not more than one
part per million of the gauge length in the next forty-eight hours. Creep
tests of this type do not attempt to derive a 'creep limit' but are practical
values upon which engineering design can be based.
5.73 The Mechanism of Creep Creep is a deformation process in
which three main features appear to be involved:
(i) the normal movement of dislocations along slip planes;
(ii) a process known as 'dislocation climb' which is responsible for
rapid creep at temperatures above 0.5 T
m
\
(iii) slipping at grain boundaries.
In the primary stages of creep, dislocations move quickly at first but
soon become piled-up at various barriers. Nevertheless, thermal activation
enables them to surmount some barriers, though at a decreasing rate so
that the creep rate is reduced. At temperatures in excess of 0.5 T
m
, thermal
activation is sufficient to promote a process known as 'dislocation climb'
(Fig.
5.16). This would bring into use new slip planes and so reduce the
rate of work hardening. Hence creep is a process in which work hardening
is balanced by thermal softening which allows slip to continue. At low
temperatures recovery does not take place due to lack of thermal activation
(Curve A—Fig. 5.15) and so unrelieved work-hardening leads to a re-
duction in the creep rate almost to zero.
In addition to plastic deformation by dislocation movement, deformation
by a form of slip at the grain boundaries also occurs during the secondary
stage of creep. These movements possibly lead to the formation of 'vacant
sites',
that is lattice positions from which atoms are missing, and this in
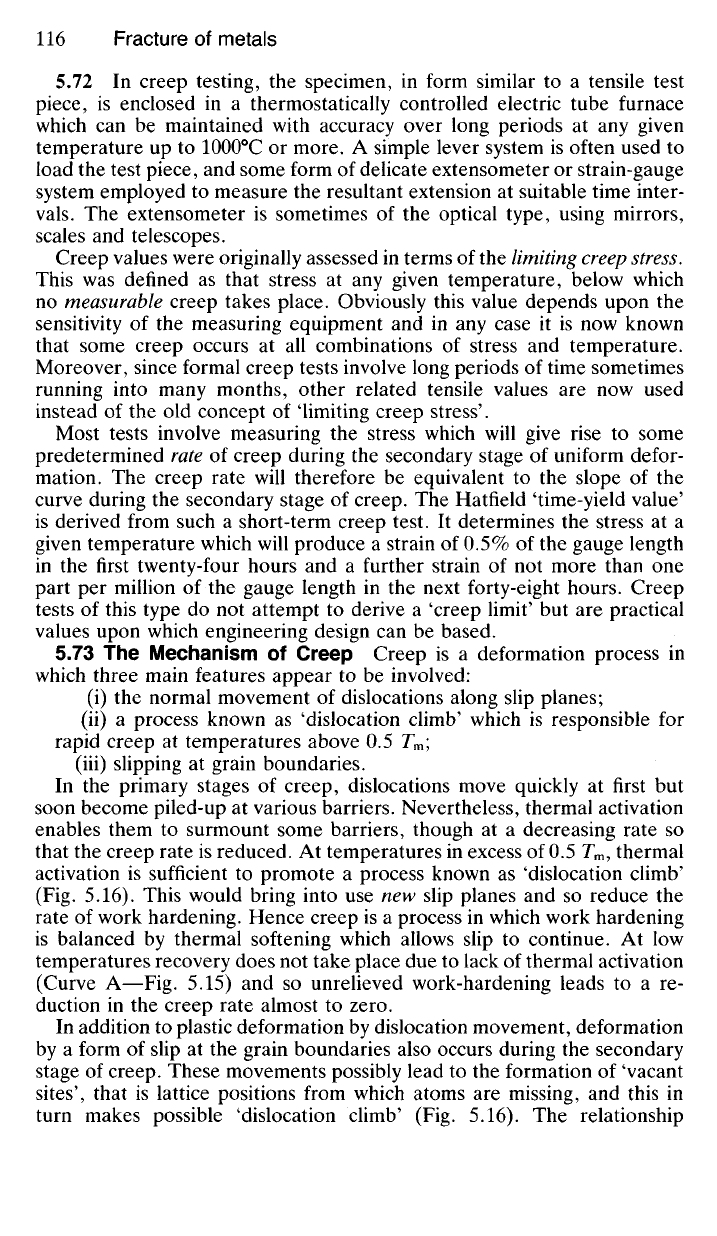
turn makes possible 'dislocation climb' (Fig. 5.16). The relationship
Fig.
5.16 Two examples illustrating 'dislocation climb'.
In each case this is made possible by the presence nearby of a 'vacant site' (or 'vacancy'),
ie a lattice position not occupied by an atom. In both (a) and (b) the dislocation has 'climbed'
on to a new slip plane.
between grain boundaries and creep is indicated by the fact that at high
temperatures fine-grained metals creep more than coarse-grained metals
of the same compositions, presumably because the fine-grained metals
contain a higher proportion of grain-boundary region per unit volume of
metal. At low temperatures, where the grain-boundary material is more
'viscous', fine-grained metals are more creep-resistant and generally
tougher.
In the tertiary stage of creep micro-cracks are initiated at grain boun-
daries due largely to the movement of dislocations, but in some cases to
the migration of vacant sites there. Necking and consequent rapid failure
follow.
5.74 Creep Resistance This can be increased by impeding the move-
ment of dislocations in a metal and also by inhibiting the formation of new
ones.
Thus the presence of solute atoms (8.21) which do not diffuse rapidly
will 'pin down' dislocations effectively; whilst the presence of small dis-
persed particles of a hard, strong constituent will have a 'particle-
hardening' effect (8.62) by acting as barriers to the movement of a
dislocation front. The high-temperature 'Nimonic' series of alloys (18.32)
rely on this type of strengthening mechanism.
Exercises
1.
Distinguish, with the aid of sketches, between ductile and brittle fracture. (5.20
and 5.30)
2.
Show how Griffith's Crack Theory explains the considerable effects which the
presence of microstructural faults have as stress raisers in a metal in tension.
Why is cast iron weak in tension but strong in compression? (5.22)
3.
What are the principal causes of intercrystalline brittle fracture? (5.24)
vacant
site
(a)
(b)
4.
What are the main factors leading to crack formation in metals under the influ-
ence of mechanical stress? (5.40)
5.
Discuss the relationship between impact value and service temperature for a
0.2% carbon steel. How may the properties of such a steel be improved for
service at sub-zero temperatures? (5.50)
6. Write a short account of the importance of a consideration of fatigue in engineer-
ing design. (5.60)
7.
Define the term fatigue limit and show how the character of this value varies as
between ferrous and non-ferrous materials. Describe a method used to deter-
mine the fatigue limit of a given steel. (5.61 and 5.63)
8. Why is the concept of limiting creep stress no longer used as a criterion of creep
phenomena? What other values are used to quantify creep and how are they
derived? (5.72)
9. Creep is a high-temperature phenomenon. Show by what stages and mechanisms
it proceeds. (5.71 and 5.73)
Bibliography
American Society for Metals, Case Histories in
Failure
Analysis.
Biggs, W. D., The Brittle Fracture of Steel, Macdonald and Evans, 1960.
Chell, G. G., Developments in Fracture Mechanics, Applied Science, 1979.
Colangelo, V. J. and Heiser, F. A., Analysis of
Metallurgical
Failures,
John Wiley,
1974.
Duggan, T. V. and Byrne, J., Fatigue as a Design Criterion, Macmillan, 1977.
Fuchs, H. O. and Stephens, R. I., Metal
Fatigue
in Engineering, John Wiley, 1980.
Kennedy, A. J., Processes of
Fatigue
and Creep in Metals, Oliver and Boyd.
Osborne, C. J., Fracture, Butterworths, 1979.
Smallman, R. E., Modern Physical Metallurgy, Butterworths, 1985.
Sully, A. H., Creep, Butterworths.
BS 3518: 1984 Methods of
Fatigue
Testing.
BS 3500: 1987 Methods for Creep and Rupture Testing of Metals.
6
The Industrial Shaping
of Metals
6.10 The chance discovery of small quantities of copper in the uncom-
bined state undoubtedly led to the cold-forging of this malleable metal into
various tools and weapons some seven thousand years ago. During the
millennia which followed the craft of the metalworker developed so that,
by the time of Tubal Cain, he was a well-established member of society.
The melting and smelting of metals was probably achieved by chance in a
primitive camp fire and the possibilities of metal casting ultimately
recognised from the observation that solid metal retained the shape of the
depression in the earth where it solidified.
What we now refer to as investment casting' was being used in Mesopot-
amia as long as five thousand years ago. A rough shape of the proposed
casting was modelled in clay and this was coated with several layers of
beeswax. The desired shape of the article was then carefully carved in the
surface of the wax and this, in turn, was enclosed in a clay 'cocoon'. After
allowing the clay to dry the wax was carefully melted out leaving a cavity
between the outer clay shell and the inner clay core. Into this cavity molten
copper or bronze was poured. The clay core was generally supported in
position by being attached to the outer mould at some point. This left a
hole in the final casting, generally arranged in some inconspicuous position.
The ancient metal worker was an artist rather than a scientist though he
soon learned the value of cold forging in hardening both copper and
bronze. Most of the empires of the ancient world relied for their military
prowess on swords and spears fashioned from these metals.
6.11 In modern times metals and alloys may be shaped into something
approaching the final form by one of the following programmes of oper-
ations:
(i) casting into some form of shaped mould;
(ii) casting as an ingot followed by a hot-working process;
(iii) casting as an ingot followed by a cold-working process;
(iv) compacting and sintering from a metallic powder.
Other processes such as electro-deposition and the condensation of
metal vapours are sometimes used but these operations are usually con-
fined to the surface treatment of metallic components rather than to their
actual shaping. Thus, electro-deposition is sometimes used to build up
parts which have become badly worn. Any one of the shaping methods
mentioned above may be followed by some form of metal-cutting process,
referred to generally as 'machining'. The study of this wide field of oper-
ations is the province of the production engineer but a very brief treatment
of the metallurgical aspects of machinability is given later in this chapter.
The industrial processes catalogued in this chapter are dealt with in greater
detail in Part II but it was thought desirable to give a brief outline of the
more important of them at this stage to help those readers who will not be
studying metal shaping at a more detailed level.
Sand casting, die casting and allied processes
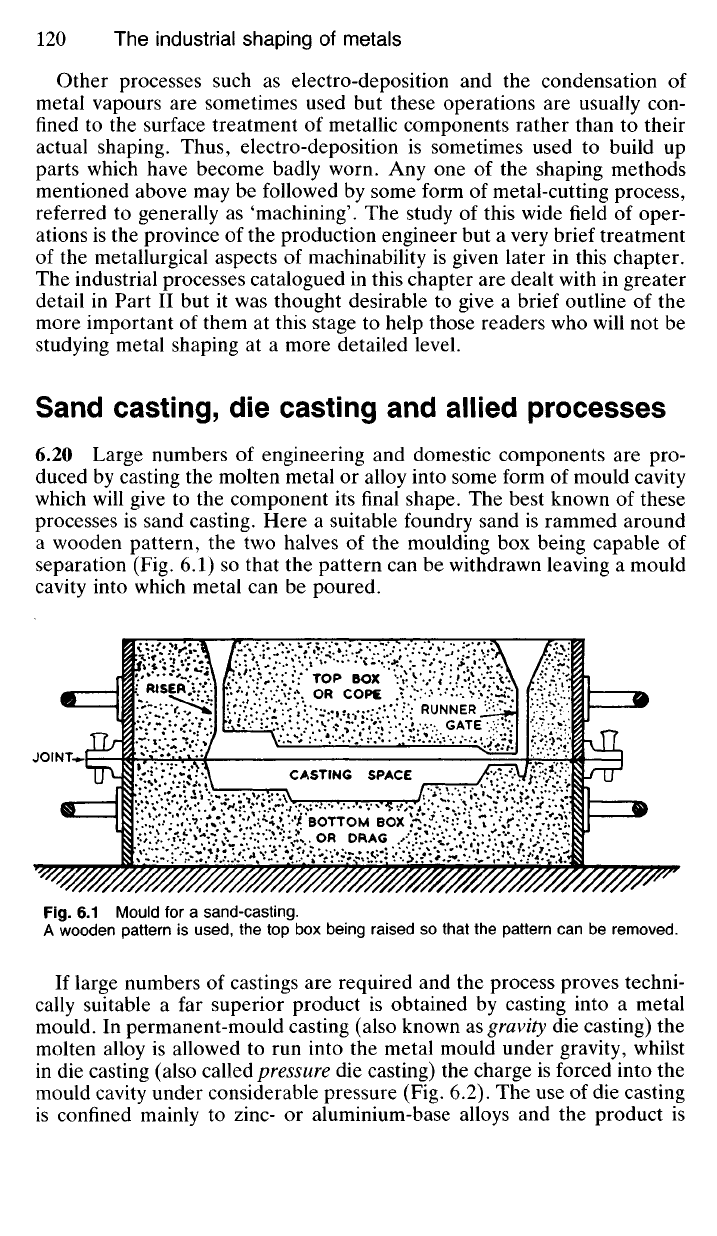
6.20 Large numbers of engineering and domestic components are pro-
duced by casting the molten metal or alloy into some form of mould cavity
which will give to the component its final shape. The best known of these
processes is sand casting. Here a suitable foundry sand is rammed around
a wooden pattern, the two halves of the moulding box being capable of
separation (Fig. 6.1) so that the pattern can be withdrawn leaving a mould
cavity into which metal can be poured.
Fig.
6.1 Mould for a sand-casting.
A wooden pattern is used, the top box being raised so that the pattern can be removed.
If large numbers of castings are required and the process proves techni-
cally suitable a far superior product is obtained by casting into a metal
mould. In permanent-mould casting (also known as gravity die casting) the
molten alloy is allowed to run into the metal mould under gravity, whilst
in die casting (also called pressure die casting) the charge is forced into the
mould cavity under considerable pressure (Fig. 6.2). The use of die casting
is confined mainly to zinc- or aluminium-base alloys and the product is
TOP BOX
OR COPE
RUNNER
GATE
CASTING SPACE
RISER.
JOINT
BOTTOM BOX
OR DRAG
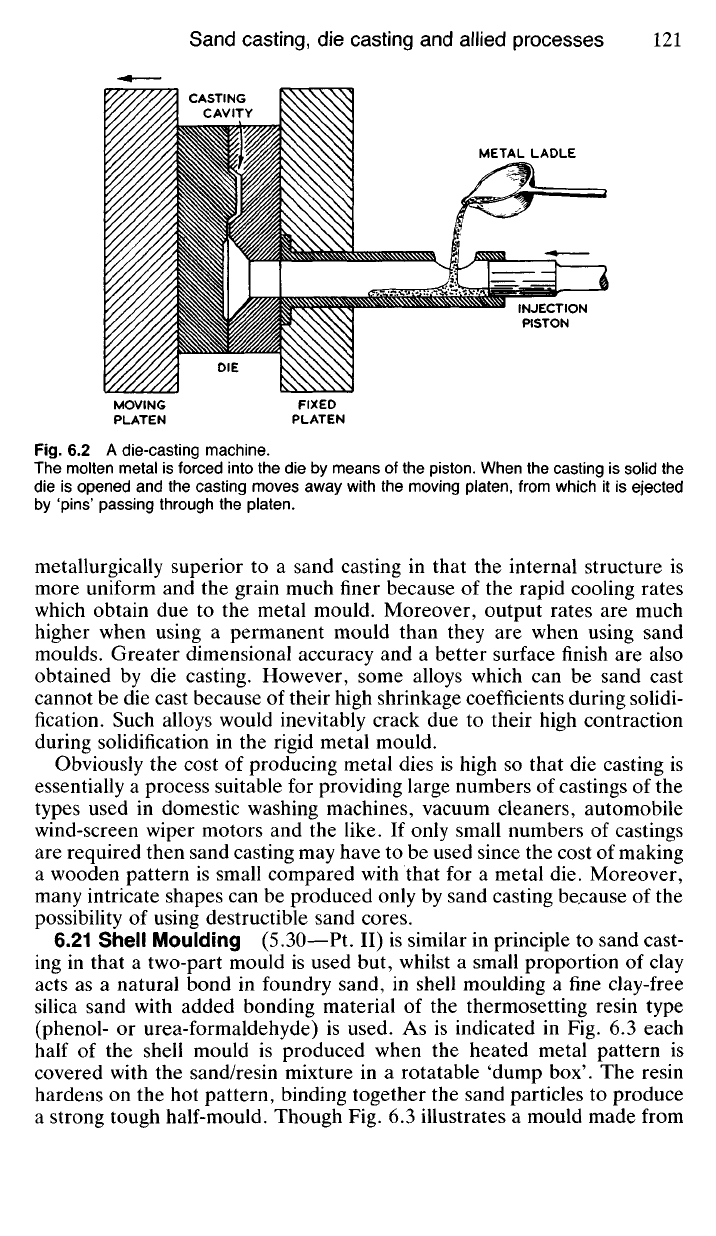
Fig.
6.2 A die-casting machine.
The molten metal is forced into the die by means of the piston. When the casting is solid the
die is opened and the casting moves away with the moving platen, from which it is ejected
by 'pins' passing through the platen.
metallurgically superior to a sand casting in that the internal structure is
more uniform and the grain much finer because of the rapid cooling rates
which obtain due to the metal mould. Moreover, output rates are much
higher when using a permanent mould than they are when using sand
moulds. Greater dimensional accuracy and a better surface finish are also
obtained by die casting. However, some alloys which can be sand cast
cannot be die cast because of their high shrinkage coefficients during solidi-
fication. Such alloys would inevitably crack due to their high contraction
during solidification in the rigid metal mould.
Obviously the cost of producing metal dies is high so that die casting is
essentially a process suitable for providing large numbers of castings of the
types used in domestic washing machines, vacuum cleaners, automobile
wind-screen wiper motors and the like. If only small numbers of castings
are required then sand casting may have to be used since the cost of making
a wooden pattern is small compared with that for a metal die. Moreover,
many intricate shapes can be produced only by sand casting because of the
possibility of using destructible sand cores.
6.21 Shell Moulding (5.30—Pt. II) is similar in principle to sand cast-
ing in that a two-part mould is used but, whilst a small proportion of clay
acts as a natural bond in foundry sand, in shell moulding a fine clay-free
silica sand with added bonding material of the thermosetting resin type
(phenol- or urea-formaldehyde) is used. As is indicated in Fig. 6.3 each
half of the shell mould is produced when the heated metal pattern is
covered with the sand/resin mixture in a rotatable 'dump box'. The resin
hardens on the hot pattern, binding together the sand particles to produce
a strong tough half-mould. Though Fig. 6.3 illustrates a mould made from
CASTING
CAVITY
METAL LADLE
INJECTION
PISTON
FIXED
PLATEN
DIE
MOVING
PLATEN
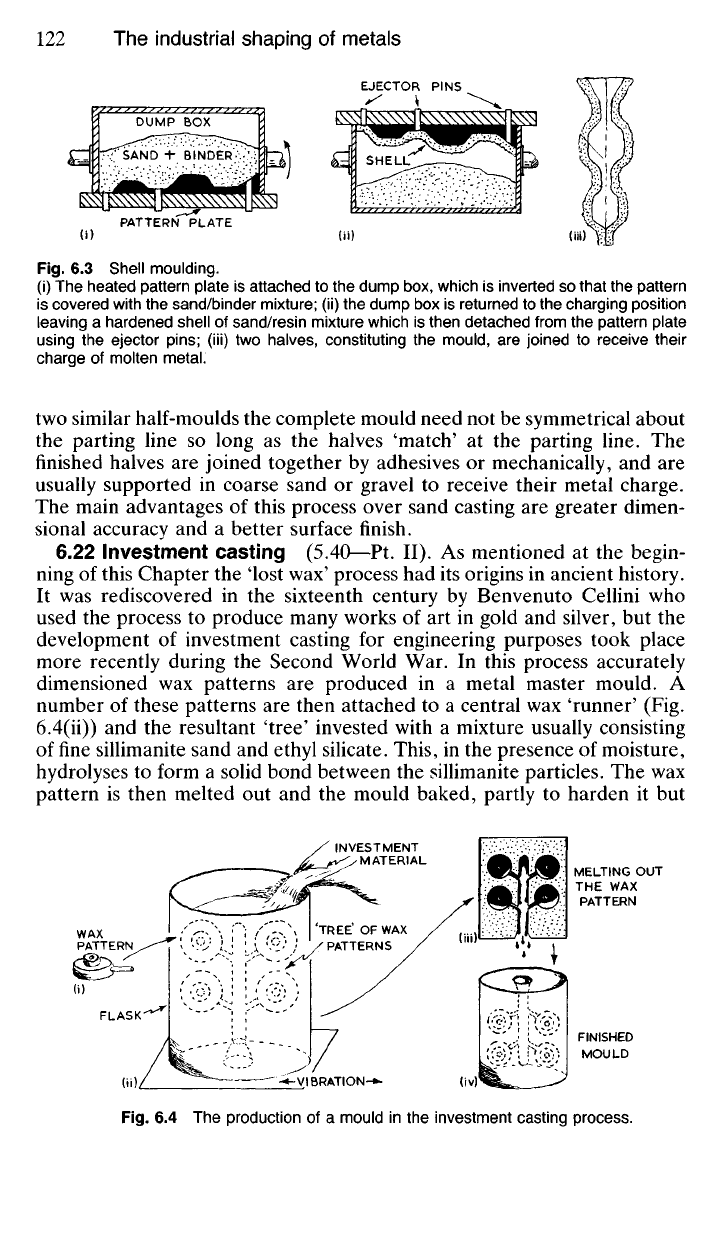
Fig.
6.3 Shell moulding.
(i) The heated pattern plate is attached to the dump box, which is inverted so that the pattern
is covered with the sand/binder mixture; (ii) the dump box is returned to the charging position
leaving a hardened shell of sand/resin mixture which is then detached from the pattern plate
using the ejector pins; (iii) two halves, constituting the mould, are joined to receive their
charge of molten metal.
two similar half-moulds the complete mould need not be symmetrical about
the parting line so long as the halves 'match' at the parting line. The
finished halves are joined together by adhesives or mechanically, and are
usually supported in coarse sand or gravel to receive their metal charge.
The main advantages of this process over sand casting are greater dimen-
sional accuracy and a better surface finish.
6.22 Investment casting (5.40—Pt. II). As mentioned at the begin-
ning of this Chapter the 'lost wax' process had its origins in ancient history.
It was rediscovered in the sixteenth century by Benvenuto Cellini who
used the process to produce many works of art in gold and silver, but the
development of investment casting for engineering purposes took place
more recently during the Second World War. In this process accurately
dimensioned wax patterns are produced in a metal master mould. A
number of these patterns are then attached to a central wax 'runner' (Fig.
6.4(ii)) and the resultant 'tree' invested with a mixture usually consisting
of fine sillimanite sand and ethyl silicate. This, in the presence of moisture,
hydrolyses to form a solid bond between the sillimanite particles. The wax
pattern is then melted out and the mould baked, partly to harden it but
EJECTOR
PINS
DUMP
BOX
SAND
+
BINDER
PATTERN
PLATE
SHELL
WAX
PATTERN
INVESTMENT
MATERIAL
MELTING
OUT
THE WAX
PATTERN
'TREE' OF WAX
PATTERNS
FINISHED
MOULD
VIBRATION
Fig.
6.4 The production of a mould in the investment casting process.
FLASK
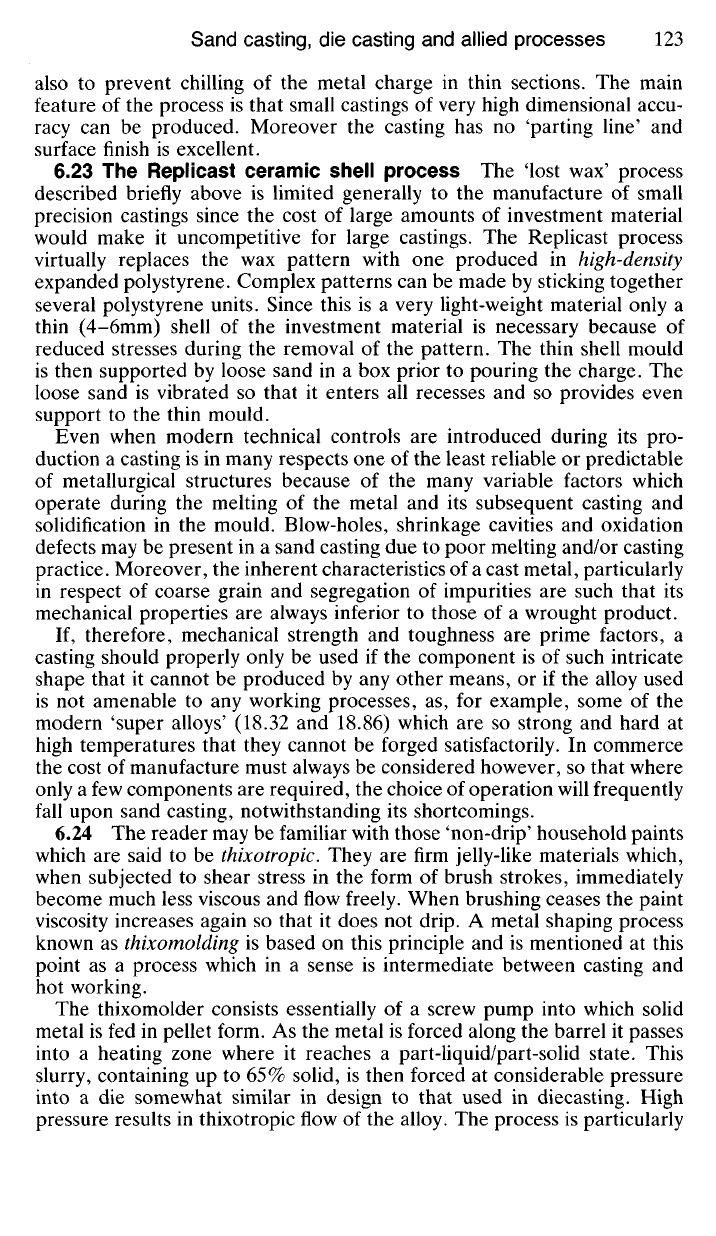
also to prevent chilling of the metal charge in thin sections. The main
feature of the process is that small castings of very high dimensional accu-
racy can be produced. Moreover the casting has no 'parting line' and
surface finish is excellent.
6.23 The Replicast ceramic shell process The lost wax' process
described briefly above is limited generally to the manufacture of small
precision castings since the cost of large amounts of investment material
would make it uncompetitive for large castings. The Replicast process
virtually replaces the wax pattern with one produced in high-density
expanded polystyrene. Complex patterns can be made by sticking together
several polystyrene units. Since this is a very light-weight material only a
thin (4-6mm) shell of the investment material is necessary because of
reduced stresses during the removal of the pattern. The thin shell mould
is then supported by loose sand in a box prior to pouring the charge. The
loose sand is vibrated so that it enters all recesses and so provides even
support to the thin mould.
Even when modern technical controls are introduced during its pro-
duction a casting is in many respects one of the least reliable or predictable
of metallurgical structures because of the many variable factors which
operate during the melting of the metal and its subsequent casting and
solidification in the mould. Blow-holes, shrinkage cavities and oxidation
defects may be present in a sand casting due to poor melting and/or casting
practice. Moreover, the inherent characteristics of a cast metal, particularly
in respect of coarse grain and segregation of impurities are such that its
mechanical properties are always inferior to those of a wrought product.
If, therefore, mechanical strength and toughness are prime factors, a
casting should properly only be used if the component is of such intricate
shape that it cannot be produced by any other means, or if the alloy used
is not amenable to any working processes, as, for example, some of the
modern 'super alloys' (18.32 and 18.86) which are so strong and hard at
high temperatures that they cannot be forged satisfactorily. In commerce
the cost of manufacture must always be considered however, so that where
only a few components are required, the choice of operation will frequently
fall upon sand casting, notwithstanding its shortcomings.
6.24 The reader may be familiar with those 'non-drip' household paints
which are said to be thixotropic. They are firm jelly-like materials which,
when subjected to shear stress in the form of brush strokes, immediately
become much less viscous and flow freely. When brushing ceases the paint
viscosity increases again so that it does not drip. A metal shaping process
known as thixomolding is based on this principle and is mentioned at this
point as a process which in a sense is intermediate between casting and
hot working.
The thixomolder consists essentially of a screw pump into which solid
metal is fed in pellet form. As the metal is forced along the barrel it passes
into a heating zone where it reaches a part-liquid/part-solid state. This
slurry, containing up to 65% solid, is then forced at considerable pressure
into a die somewhat similar in design to that used in diecasting. High
pressure results in thixotropic flow of the alloy. The process is particularly
useful in shaping magnesium alloys where foundry melting is hazardous
and melting losses high.
Hot-working Processes
6.30 An increase in the temperature of a metal leads to an increase in
inter-atomic spacings so that the bond strength will decrease. Moreover,
the strain caused by the presence of a dislocation will also decrease due to
the increase in inter-atomic distances. Thus the dislocation can be moved
more easily through the crystal. As a result yield strength falls as tempera-
ture rises.
Since most metals become considerably softer and more malleable as
temperature rises less energy is needed to produce a given amount of
deformation. In fact, hot-working processes are invariably carried out
above the recrystallisation temperature of a metal or alloy. Deformation
and recrystallisation therefore take place simultaneously so that in addition
to a saving of energy a considerable speeding up of the process is possible
with no tedious inter-stage annealing operations such as attend cold-work-
ing processes. Some alloys can only be shaped by hot-working since they
are hard or brittle when cold due to the presence of a hard microconstituent
which is absorbed at the hot-working temperature.
Whilst malleability increases with rise in temperature ductility generally
decreases because the material becomes less strong as the temperature rises
and so tends to tear apart in tension. Consequently hot-working processes
invariably involve the use of compressive forces as in forging, rolling and
extrusion, whilst drawing processes which employ tensile forces are essen-
tially cold-working operations. The main hot-working processes are dealt
with briefly below.
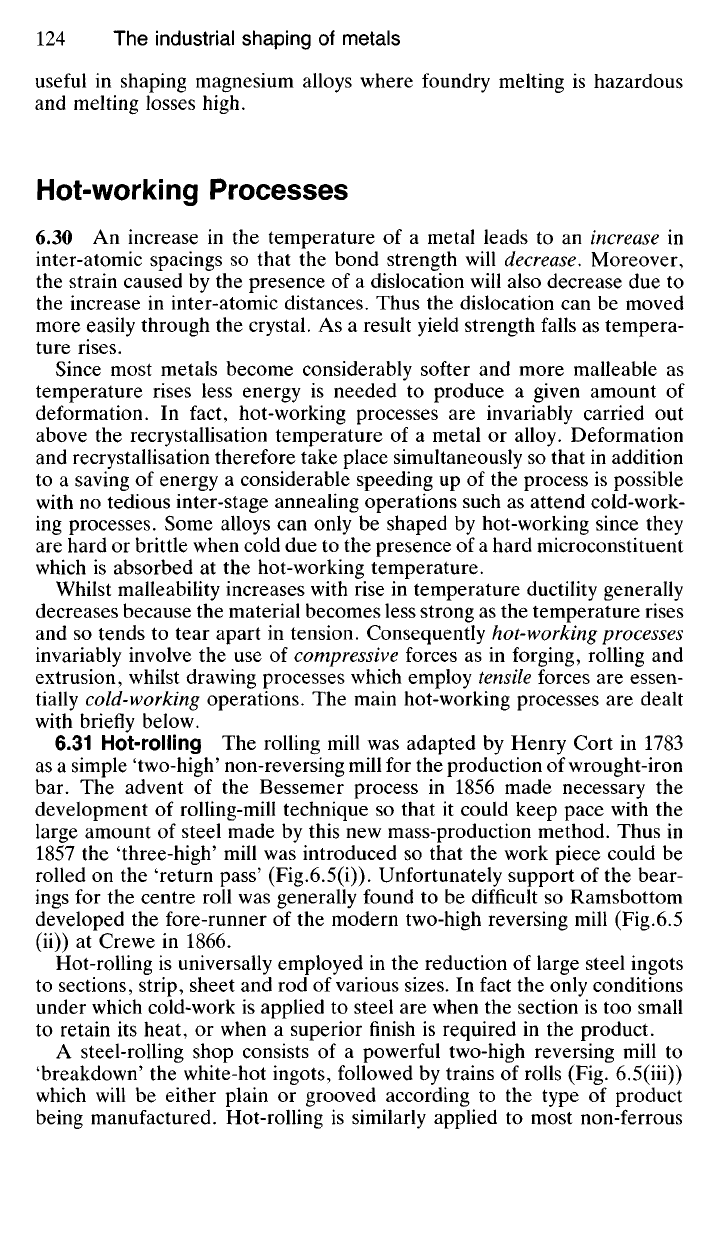
6.31 Hot-rolling The rolling mill was adapted by Henry Cort in 1783
as a simple 'two-high' non-reversing mill for the production of wrought-iron
bar. The advent of the Bessemer process in 1856 made necessary the
development of rolling-mill technique so that it could keep pace with the
large amount of steel made by this new mass-production method. Thus in
1857 the 'three-high' mill was introduced so that the work piece could be
rolled on the 'return pass' (Fig.6.5(i)). Unfortunately support of the bear-
ings for the centre roll was generally found to be difficult so Ramsbottom
developed the fore-runner of the modern two-high reversing mill (Fig.6.5
(ii)) at Cr
ewe
in 1866.
Hot-rolling is universally employed in the reduction of large steel ingots
to sections, strip, sheet and rod of various sizes. In fact the only conditions
under which cold-work is applied to steel are when the section is too small
to retain its heat, or when a superior finish is required in the product.
A steel-rolling shop consists of a powerful two-high reversing mill to
'breakdown' the white-hot ingots, followed by trains of rolls (Fig. 6.5(iii))
which will be either plain or grooved according to the type of product
being manufactured. Hot-rolling is similarly applied to most non-ferrous
Fig.
6.5 Types of rolling
mill.
(i) The three-high
mill;
(ii) the two-high reversing mill for 'breaking down' ingots; (iii) a train
of non-reversing rolls for 'finishing'.
alloys in the initial breaking-down stages, but the finishing operations are
more likely to involve cold work.
6.32 Forging Tubal Cain (Genesis IV, 22) was forging metals by hand
at least six thousand years ago but there is evidence that pre-historic man
was using this type of process to fashion copper some two thousand years
earlier. Hand forging is still used to a limited extent by the smith but
most modern forging is power-assisted. Wrought iron was the traditional
material of the smith but many ferrous and non-ferrous alloys are now
shaped by forging processes and wrought iron has long become obsolete
as an engineering material.
During forging the coarse 'as-cast' structure is broken down and is
replaced, as recrystallisation proceeds, by one which is of relatively fine
grain. At the same time impurities are redistributed in a more or less
fibrous form. Therefore it is more satisfactory, all other things being equal,
to forge a component than to cast it to shape.
6.33 Drop-forging If a large number of identical forged components
are required, then it is economically preferable to make them by a drop-
forging process. In this process (Fig. 6.6) a shaped die is used, one half
being attached to the hammer and the other half to the anvil. With complex
shapes a series of dies may be used.
The hammer, working between two vertical guides, is mechanically lifted
some distance above the anvil and allowed to fall under gravity on to the
work piece which consists of a heated bar or billet of the metal placed on
the anvil half of the die. As the hammer falls it forges the metal between
the two halves of the die. A modification of drop-forging employs either
mechanical or steam power to force the hammer downwards, thus increas-
ROLLER
TABLE