Higgins R.A. Engineering Metallurgy: Applied Physical Metallurgy
Подождите немного. Документ загружается.

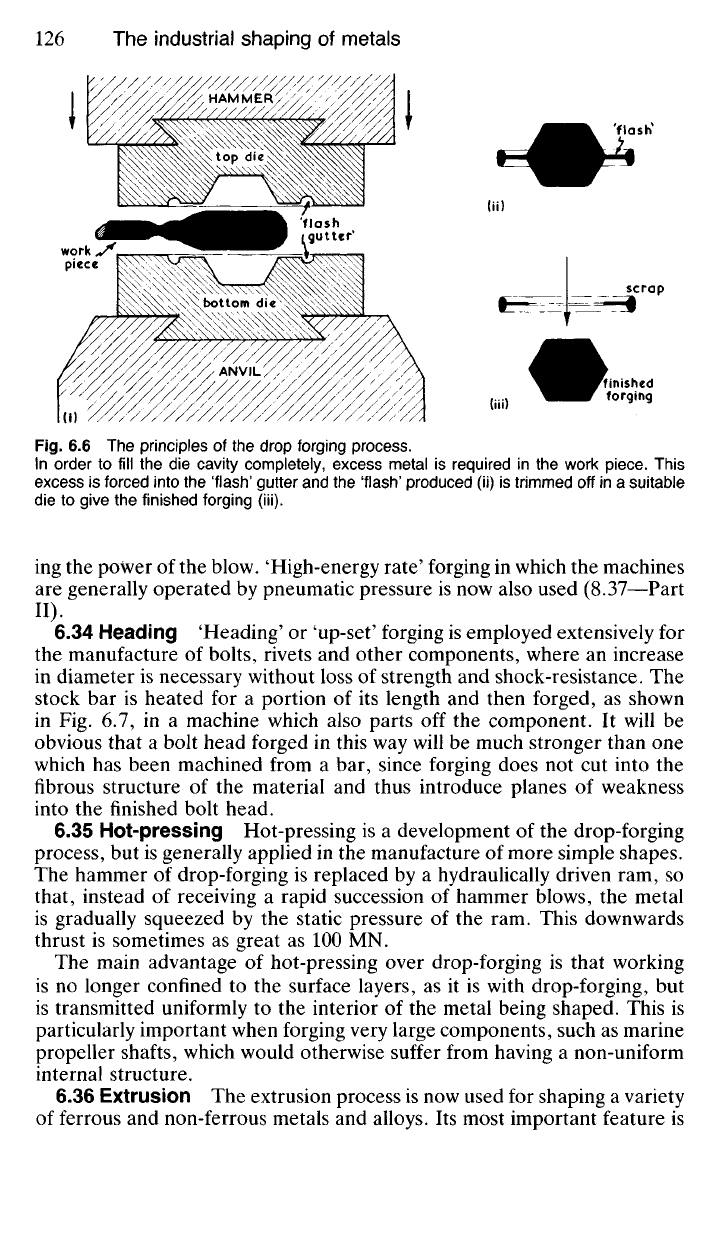
Fig.
6.6 The principles of the drop forging process.
In order to fill the die cavity completely, excess metal is required in the work piece. This
excess is forced into the 'flash' gutter and the 'flash' produced (ii) is trimmed off in a suitable
die to give the finished forging (iii).
ing the power of the blow. 'High-energy rate' forging in which the machines
are generally operated by pneumatic pressure is now also used (8.37—Part
ii).
6.34 Heading 'Heading' or 'up-set' forging is employed extensively for
the manufacture of bolts, rivets and other components, where an increase
in diameter is necessary without loss of strength and shock-resistance. The
stock bar is heated for a portion of its length and then forged, as shown
in Fig. 6.7, in a machine which also parts off the component. It will be
obvious that a bolt head forged in this way will be much stronger than one
which has been machined from a bar, since forging does not cut into the
fibrous structure of the material and thus introduce planes of weakness
into the finished bolt head.
6.35 Hot-pressing Hot-pressing is a development of the drop-forging
process, but is generally applied in the manufacture of more simple shapes.
The hammer of drop-forging is replaced by a hydraulically driven ram, so
that, instead of receiving a rapid succession of hammer blows, the metal
is gradually squeezed by the static pressure of the ram. This downwards
thrust is sometimes as great as 100 MN.
The main advantage of hot-pressing over drop-forging is that working
is no longer confined to the surface layers, as it is with drop-forging, but
is transmitted uniformly to the interior of the metal being shaped. This is
particularly important when forging very large components, such as marine
propeller shafts, which would otherwise suffer from having a non-uniform
internal structure.
6.36 Extrusion The extrusion process is now used for shaping a variety
of ferrous and non-ferrous metals and alloys. Its most important feature is
HAMMER
top die
work
piece
'flash
gutter'
bottom die
ANVIL
'flash'
scrap
finished
forging
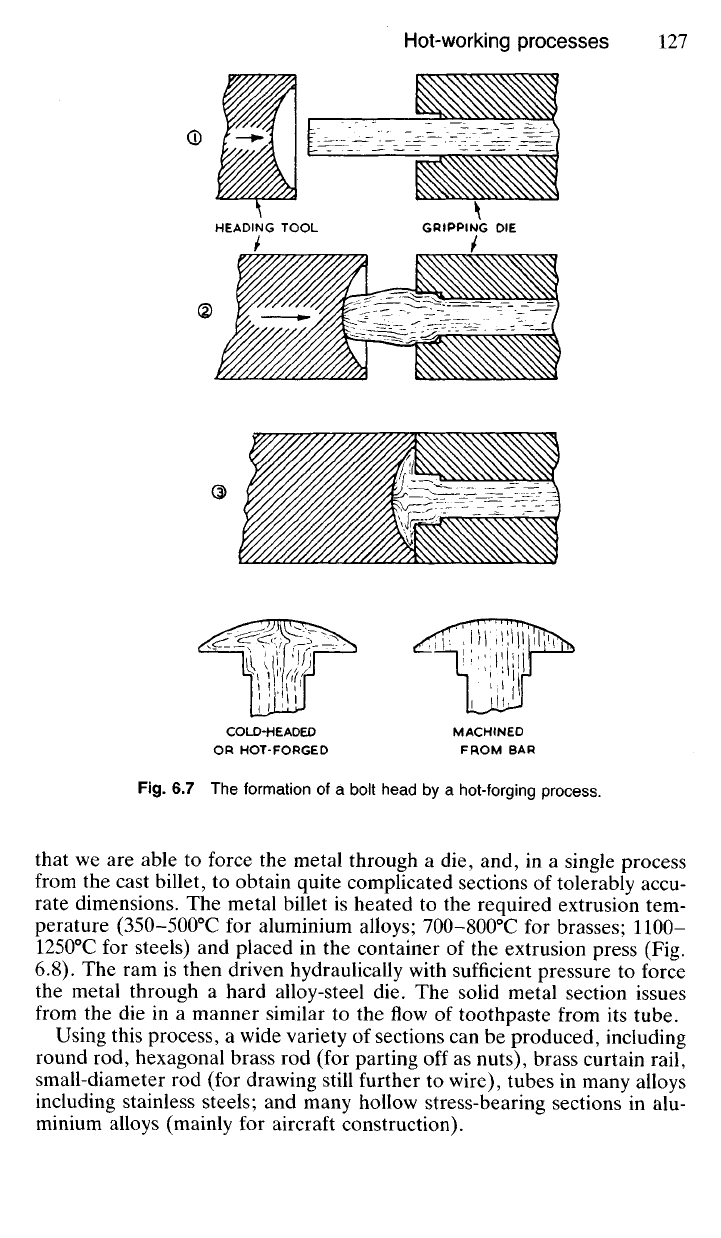
Fig.
6.7 The formation of a bolt head by a hot-forging process.
that
we are
able
to
force
the
metal through
a die, and, in a
single process
from
the
cast billet,
to
obtain quite complicated sections
of
tolerably accu-
rate dimensions.
The
metal billet
is
heated
to the
required extrusion
tem-
perature (350-500
0
C
for
aluminium alloys; 700-800
0
C
for
brasses;
1100-
1250
0
C
for
steels)
and
placed
in the
container
of the
extrusion press
(Fig.
6.8).
The ram is
then driven hydraulically with sufficient pressure
to
force
the metal through
a
hard alloy-steel
die. The
solid metal section issues
from
the die in a
manner similar
to the
flow
of
toothpaste from
its
tube.
Using this process,
a
wide variety
of
sections
can be
produced, including
round
rod,
hexagonal brass
rod (for
parting
off as
nuts), brass curtain rail,
small-diameter
rod (for
drawing still further
to
wire), tubes
in
many alloys
including stainless steels;
and
many hollow stress-bearing sections
in alu-
minium alloys (mainly
for
aircraft construction).
COLD-HEADED
OR HOT-FORGED
MACHINED
FROM
BAR
HEADING TOOL
GRIPPING
DIE
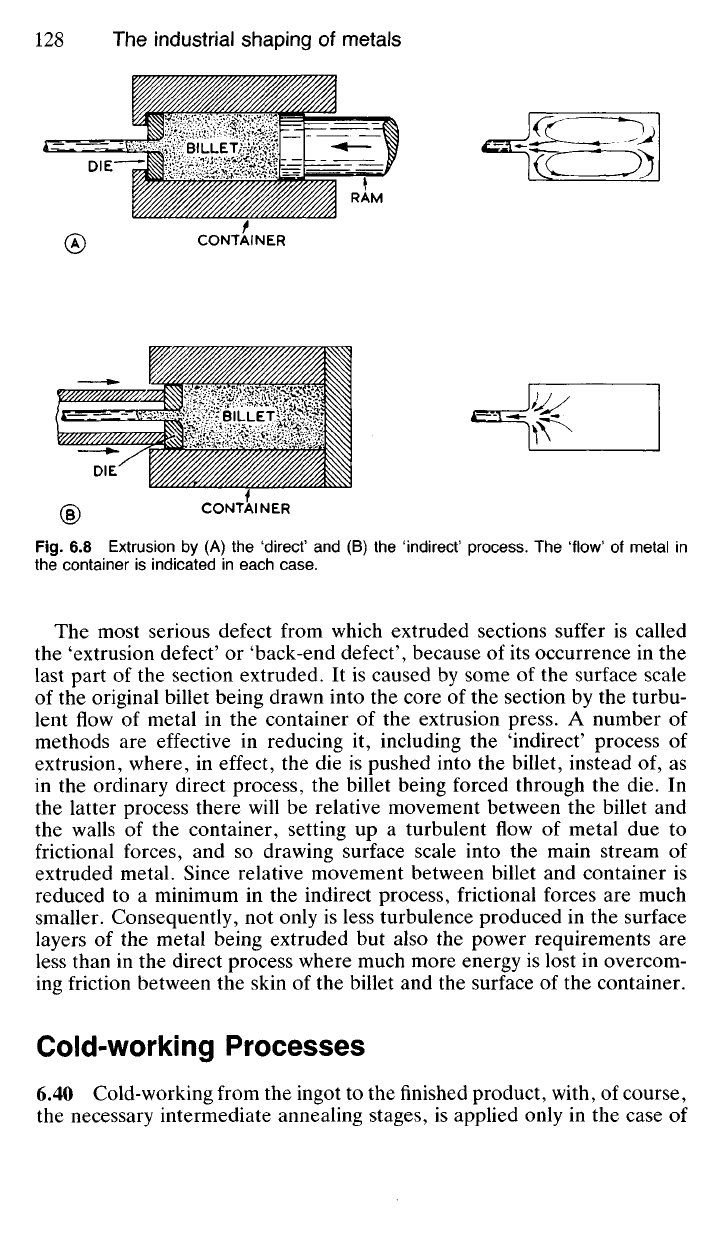
Fig.
6.8 Extrusion by (A) the 'direct' and (B) the 'indirect' process. The 'flow
1
of metal in
the container is indicated in each case.
The most serious defect from which extruded sections suffer is called
the 'extrusion defect' or 'back-end defect', because of its occurrence in the
last part of the section extruded. It is caused by some of the surface scale
of the original billet being drawn into the core of the section by the turbu-
lent flow of metal in the container of the extrusion press. A number of
methods are effective in reducing it, including the 'indirect' process of
extrusion, where, in effect, the die is pushed into the billet, instead of, as
in the ordinary direct process, the billet being forced through the die. In
the latter process there will be relative movement between the billet and
the walls of the container, setting up a turbulent flow of metal due to
frictional forces, and so drawing surface scale into the main stream of
extruded metal. Since relative movement between billet and container is
reduced to a minimum in the indirect process, frictional forces are much
smaller. Consequently, not only is less turbulence produced in the surface
layers of the metal being extruded but also the power requirements are
less than in the direct process where much more energy is lost in overcom-
ing friction between the skin of the billet and the surface of the container.
Cold-working Processes
6.40 Cold-working from the ingot to the finished product, with, of course,
the necessary intermediate annealing stages, is applied only in the case of
CONTAINER
DIE
BILLET
CONTAINER
RAM
DIE
BILLET.
a few alloys. These include both alloys which are very malleable in the
cold and, on the other hand, those which become weak and brittle when
heated.
Cold-working is more often applied in the finishing stages of production.
Then its functions are:
(a) to enable accurate dimensions to be attained in the finished
product;
(b) to obtain a clean, smooth finish;
(c) in some cases to straighten the work piece;
(d) by adjusting the amount of cold-work in the final operation after
annealing, to obtain the required degree of hardness, or 'temper', in
alloys which cannot be hardened by heat-treatment.
Raising the temperature of an alloy generally increases its malleability,
but reduces its ductility because tensile strength falls as the temperature
increases. This causes the metal to tear apart in tension before appreciable
extension has occurred. Thus in hot-working processes we are always push-
ing the alloy into shape, whilst in cold-working operations we frequently
make use of the high ductility of some alloys when cold, by pulling them
into their required shapes. Therefore, processes involving the pulling or
'drawing' of metal through a die are always cold-working operations.
There are many cold-working processes, but the principal ones used in
metallurgical industries are discussed below.
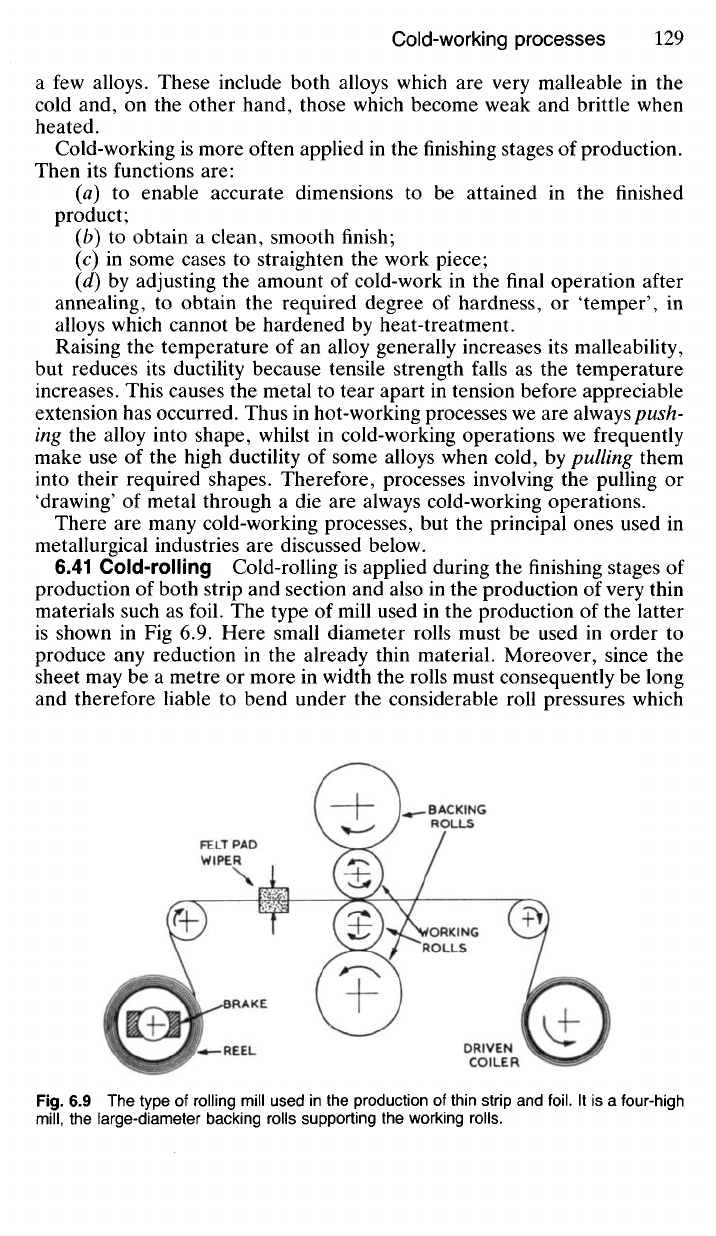
6.41 Cold-rolling Cold-rolling is applied during the finishing stages of
production of both strip and section and also in the production of very thin
materials such as foil. The type of mill used in the production of the latter
is shown in Fig 6.9. Here small diameter rolls must be used in order to
produce any reduction in the already thin material. Moreover, since the
sheet may be a metre or more in width the rolls must consequently be long
and therefore liable to bend under the considerable roll pressures which
BACKING
ROLLS
WORKING
ROLLS
FELTPAD
WIPER
BRAKE
REEL
DRIVEN
COILER
Fig.
6.9 The type of rolling mill used in the production of thin strip and
foil.
It is a four-high
mill,
the large-diameter backing rolls supporting the working rolls.
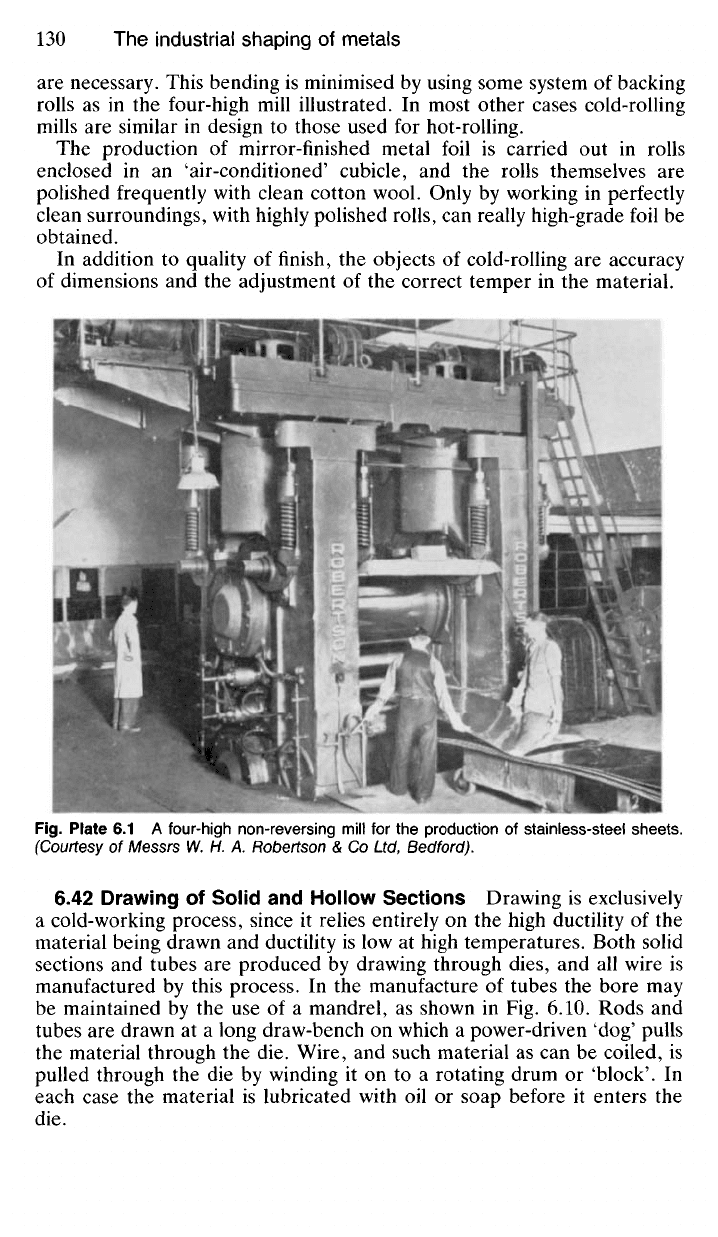
Fig.
Plate 6.1 A four-high non-reversing mill for the production of stainless-steel sheets.
(Courtesy of Messrs W. H. A. Robertson & Co Ltd, Bedford).
6.42 Drawing of Solid and Hollow Sections Drawing is exclusively
a cold-working process, since it relies entirely on the high ductility of the
material being drawn and ductility is low at high temperatures. Both solid
sections and tubes are produced by drawing through dies, and all wire is
manufactured by this process. In the manufacture of tubes the bore may
be maintained by the use of a mandrel, as shown in Fig. 6.10. Rods and
tubes are drawn at a long draw-bench on which a power-driven 'dog' pulls
the material through the die. Wire, and such material as can be coiled, is
pulled through the die by winding it on to a rotating drum or 'block'. In
each case the material is lubricated with oil or soap before it enters the
die.
are necessary. This bending is minimised by using some system of backing
rolls as in the four-high mill illustrated. In most other cases cold-rolling
mills are similar in design to those used for hot-rolling.
The production of mirror-finished metal foil is carried out in rolls
enclosed in an 'air-conditioned' cubicle, and the rolls themselves are
polished frequently with clean cotton wool. Only by working in perfectly
clean surroundings, with highly polished rolls, can really high-grade foil be
obtained.
In addition to quality of finish, the objects of cold-rolling are accuracy
of dimensions and the adjustment of the correct temper in the material.
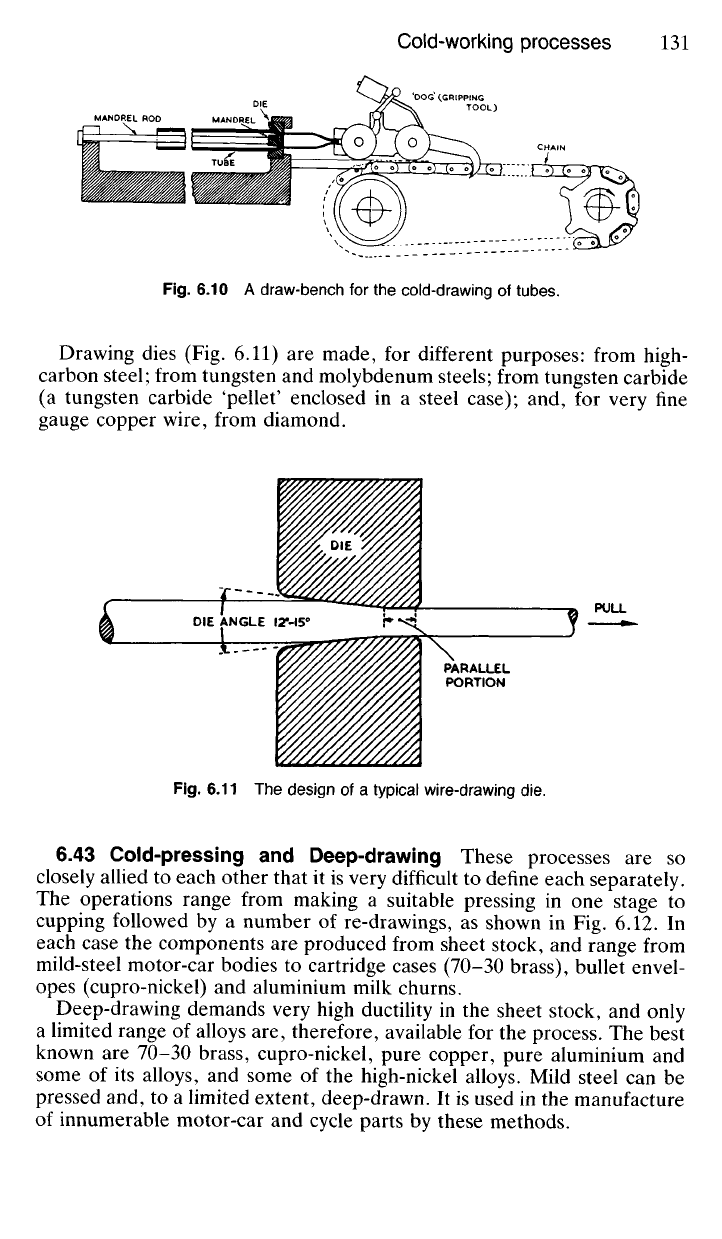
Fig.
6.10 A
draw-bench
for the
cold-drawing
of
tubes.
Drawing dies
(Fig. 6.11) are
made,
for
different purposes: from high-
carbon steel; from tungsten
and
molybdenum steels; from tungsten carbide
(a tungsten carbide 'pellet' enclosed
in a
steel case);
and, for
very fine
gauge copper wire, from diamond.
Fig.
6.11 The
design
of a
typical wire-drawing
die.
6.43 Cold-pressing
and
Deep-drawing These processes
are so
closely allied
to
each other that
it is
very difficult
to
define each separately.
The operations range from making
a
suitable pressing
in one
stage
to
cupping followed
by a
number
of
re-drawings,
as
shown
in Fig. 6.12. In
each case
the
components
are
produced from sheet stock,
and
range from
mild-steel motor-car bodies
to
cartridge cases (70-30 brass), bullet envel-
opes (cupro-nickel)
and
aluminium milk churns.
Deep-drawing demands very high ductility
in the
sheet stock,
and
only
a limited range
of
alloys
are,
therefore, available
for the
process.
The
best
known
are
70-30 brass, cupro-nickel, pure copper, pure aluminium
and
some
of its
alloys,
and
some
of the
high-nickel alloys. Mild steel
can be
pressed
and, to a
limited extent, deep-drawn.
It is
used
in the
manufacture
of innumerable motor-car
and
cycle parts
by
these methods.
MANDREL
ROD
MANDREL
DIE
'DOG
(.GRIPPING
TOOL)
TUBE
CHAIN
PARALLEL
PORTION
PULL
DIE
DIE
ANGLE I2"-I5°
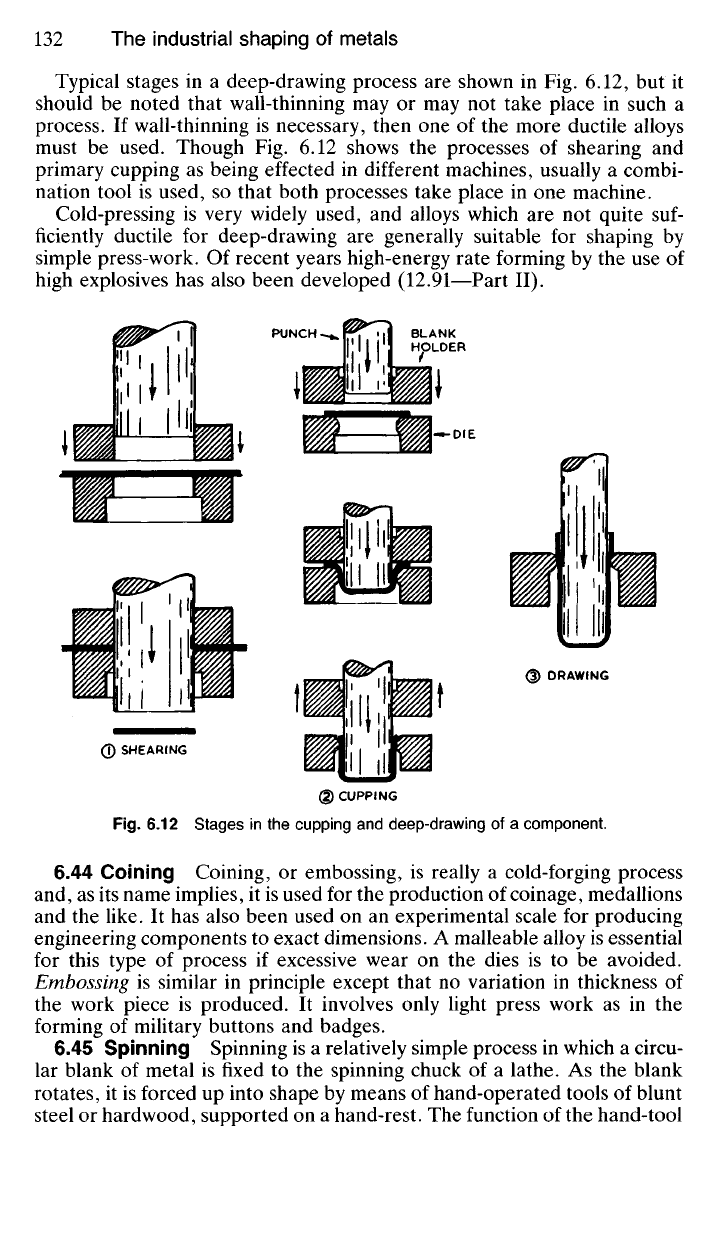
Typical stages in a deep-drawing process are shown in Fig. 6.12, but it
should be noted that wall-thinning may or may not take place in such a
process. If wall-thinning is necessary, then one of the more ductile alloys
must be used. Though Fig. 6.12 shows the processes of shearing and
primary cupping as being effected in different machines, usually a combi-
nation tool is used, so that both processes take place in one machine.
Cold-pressing is very widely used, and alloys which are not quite suf-
ficiently ductile for deep-drawing are generally suitable for shaping by
simple press-work. Of recent years high-energy rate forming by the use of
high explosives has also been developed (12.91—Part II).
Fig.
6.12 Stages in the cupping and deep-drawing of a component.
6.44 Coining Coining, or embossing, is really a cold-forging process
and, as its name implies, it is used for the production of coinage, medallions
and the like. It has also been used on an experimental scale for producing
engineering components to exact dimensions. A malleable alloy is essential
for this type of process if excessive wear on the dies is to be avoided.
Embossing is similar in principle except that no variation in thickness of
the work piece is produced. It involves only light press work as in the
forming of military buttons and badges.
6.45 Spinning Spinning is a relatively simple process in which a circu-
lar blank of metal is fixed to the spinning chuck of a lathe. As the blank
rotates, it is forced up into shape by means of hand-operated tools of blunt
steel or hardwood, supported on a hand-rest. The function of the hand-tool
SHEARING
CUPPING
DRAWING
DIE
BLANK
HOLDER
PUNCH
is to press the metal into contact with a former of the desired shape. This
former is also fixed to the rotating chuck.
The operation is in some respects similar to that of a potter's wheel in
which the lump of clay is replaced by a flat disc of metal. Large reflectors,
aluminium teapots and hot-water bottles, and other domestic hollow-ware
are frequently produced by spinning.
Sintering from a Powder
6.50 This method of producing metallic structures has become increas-
ingly important in recent years, and is particularly useful when there is a
big difference in the melting points of the metals to be alloyed, or when a
metal has an extremely high melting point. As an example, products con-
taining a high proportion of tungsten (m.pt 3410
0
C) are usually formed by
sintering, since this metal is difficult and expensive to melt on a commercial
scale.
6.51 The metal to be sintered is obtained as a fine powder, either by
grinding; by volatilisation and condensation; or by reduction of its pow-
dered oxide. Any necessary mixing is carried out, and the mixed powdered
metals are then placed in a hardened steel die and compressed. The pres-
sures used vary with the metals to be sintered, but are usually between 70
and 700 N/mm
2
. As the metal particles rub together under these high
pressures a degree of cold welding occurs between them at some points on
the surfaces of contact. The brittle compressed mass is then heated in an
electric furnace to a temperature which will cause sintering to take place
and produce a mechanically satisfactory product. This sintering is depen-
dent upon grain-growth taking place across the incipient cold-welds which
occurred during pressing.
6.52 Tungsten is compacted and sintered in this way and the resulting
sintered rod is drawn down to wire for the manufacture of electric-lamp
filaments. The demand by engineers for tools which would be superior to
high-speed steels for cutting and machining metals led to the development
of sintered tungsten carbide products. Tools of this type are made by
mixing tungsten carbide powder with up to 13% of powdered cobalt; the
mixture is pressed into blocks and heated in a hydrogen atmosphere to a
temperature of 700-1000
0
C. After this treatment the blocks are still soft
enough to be cut and ground to the required shape. They are then heated
in hydrogen to a temperature of 1400-1500
0
C, when sintering takes place,
producing a material harder than high-speed steel. The function of cobalt is
to provide a tough, shock-resistant, bonding material between the tungsten
carbide particles. In addition to their use in cutting tools, cemented car-
bides of this type are employed in dies, other wear-resistant parts, per-
cussion drills and armour-piercing projectiles. When making tools for
machining steels, particularly with fine cuts or at high speeds, up to 20%
titanium carbide may be incorporated.
6.53 Sintering is also used to produce an even distribution of some
insoluble constituent in a metallic structure. In so-called oil-less bearings
powdered graphite is compressed with powdered copper and tin to make
a bronze bearing which is, as a result, impregnated with graphite. This is
then sintered at about 800
0
C which is of course well above the melting
point of tin which consequently melts and infiltrates the copper particles
effectively 'soldering' them together. Thus the manufacture of bronze bear-
ings differs from a true powder metallurgy process in this respect. Whilst
still hot the bearings are quenched in lubricating oil. Such treatment results
in a structure resembling a metallic sponge, which, when saturated with
lubricating oil, produces a self-oiling bearing. In some cases the amount
of oil held in the bearing is sufficient to last the lifetime of the machine.
These self-lubricating bearings are used in the automobile industry, but find
particular application in many domestic articles, such as vacuum cleaners,
electric clocks and washing-machines; in all of which, long service with a
minimum of maintenance is necessary.
The Machinability of Metals and Alloys
6.60 The mechanical forming operations already mentioned in this chap-
ter are often classified by engineers as 'chipless-forming' processes. Many
metal-shaping procedures however, rely on metal cutting. The consider-
able technology of these cutting processes is too vast a field to be described
here and is properly the province of the production engineer. Nevertheless
microstructure has considerable influence upon the ease with which a
material can be machined and that aspect will receive a brief mention.
Machinability, or the ease with which a material may be machined, may
be measured in a number of ways. It can be assessed as the energy required
to remove unit volume of the work piece or the thrust required to remove
material at a given rate. It may also be measured in terms of tool life. In
each case standard conditions must be prescribed.
Machining is really a cold-working operation in which the cutting edge
of the tool forms chips or shavings of the material being machined, and
the process will be facilitated if minute cracks form just in advance of the
cutting edge, due to high stress concentrations set up by the latter. Very
ductile alloys do not machine well, because local fracture does not occur
easily under the pressure of the cutting tool. Instead, such alloys will spread
under the pressure of the tool and 'flow' around its edge (Fig. 6.13(i)), so
that it becomes buried in the metal. Friction then plays its part, leading to
the overheating and ultimate destruction of the cutting edge.
6.61 It follows, therefore, that a brittle alloy will be far more suitable
for machining than would a ductile one. On the other hand, a brittle
alloy will generally be unsuitable in ultimate service, particularly under
conditions of shock. However, we can compromise by introducing what is,
in effect, local brittleness in an alloy, whilst at the same time producing
little or no deterioration in the impact toughness of the material as a whole.
Work-hardening of the surface as in the case of 'bright-drawn steel' rod
will produce this local brittleness but a more effective way of increasing
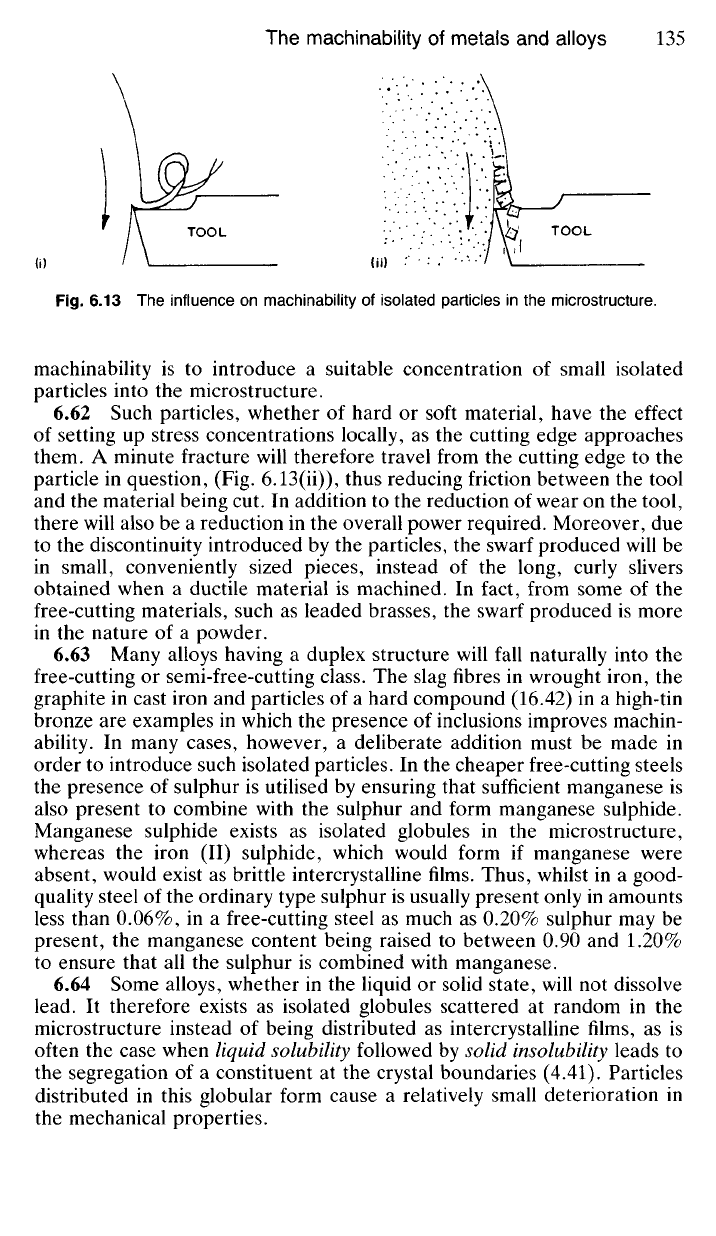
Fig.
6.13 The influence on machinability of isolated particles in the microstructure.
machinability is to introduce a suitable concentration of small isolated
particles into the microstructure.
6.62 Such particles, whether of hard or soft material, have the effect
of setting up stress concentrations locally, as the cutting edge approaches
them. A minute fracture will therefore travel from the cutting edge to the
particle in question, (Fig. 6.13(ii)), thus reducing friction between the tool
and the material being cut. In addition to the reduction of wear on the tool,
there will also be a reduction in the overall power required. Moreover, due
to the discontinuity introduced by the particles, the swarf produced will be
in small, conveniently sized pieces, instead of the long, curly slivers
obtained when a ductile material is machined. In fact, from some of the
free-cutting materials, such as leaded brasses, the swarf produced is more
in the nature of a powder.
6.63 Many alloys having a duplex structure will fall naturally into the
free-cutting or semi-free-cutting class. The slag fibres in wrought iron, the
graphite in cast iron and particles of a hard compound (16.42) in a high-tin
bronze are examples in which the presence of inclusions improves machin-
ability. In many cases, however, a deliberate addition must be made in
order to introduce such isolated particles. In the cheaper free-cutting steels
the presence of sulphur is utilised by ensuring that sufficient manganese is
also present to combine with the sulphur and form manganese sulphide.
Manganese sulphide exists as isolated globules in the microstructure,
whereas the iron (II) sulphide, which would form if manganese were
absent, would exist as brittle intercrystalline films. Thus, whilst in a good-
quality steel of the ordinary type sulphur is usually present only in amounts
less than 0.06%, in a free-cutting steel as much as 0.20% sulphur may be
present, the manganese content being raised to between 0.90 and 1.20%
to ensure that all the sulphur is combined with manganese.
6.64 Some alloys, whether in the liquid or solid state, will not dissolve
lead. It therefore exists as isolated globules scattered at random in the
microstructure instead of being distributed as intercrystalline films, as is
often the case when liquid solubility followed by solid insolubility leads to
the segregation of a constituent at the crystal boundaries (4.41). Particles
distributed in this globular form cause a relatively small deterioration in
the mechanical properties.
TOOL
TOOL