Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

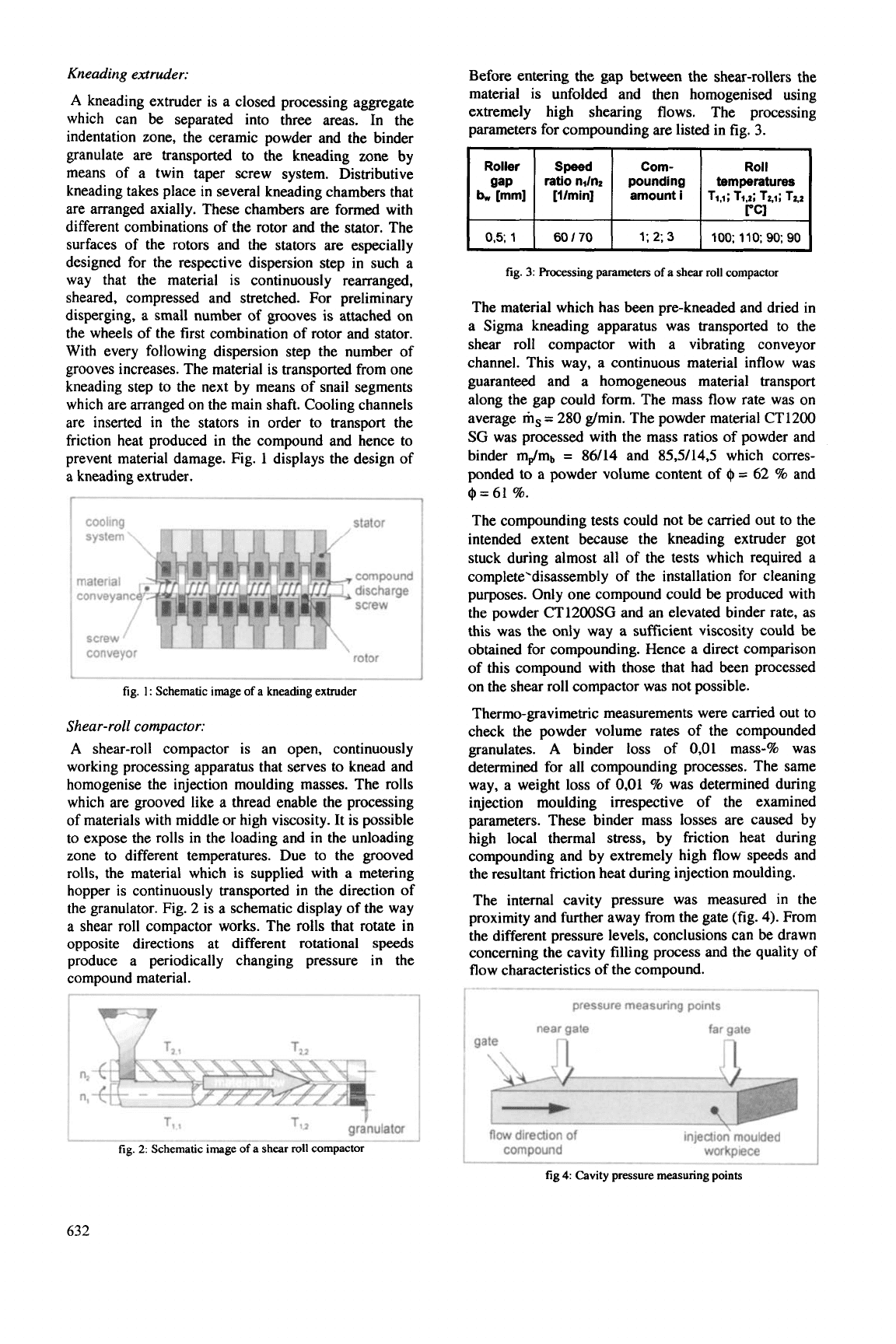
Kneading extruder:
A
kneading extruder is a closed processing aggregate
which can be separated into three areas. In the
indentation zone, the ceramic powder and the binder
granulate are transported to the kneading zone by
means of a twin taper screw system. Distributive
kneading takes place
in
several kneading chambers that
are arranged axially. These chambers are formed with
different combinations of the rotor and the stator. The
surfaces of the rotors and the stators are especially
designed for the respective dispersion step in such a
way that the material is continuously rearranged,
sheared, compressed and stretched. For preliminary
disperging, a small number of grooves is attached on
the wheels of the first combination of rotor and stator.
With every following dispersion step the number of
grooves increases. The material
is
transported from one
kneading step to the next by means of snail segments
which are arranged on the main shaft. Cooling channels
are inserted in the stators in order to transport the
friction heat produced in the compound and hence to
prevent material damage. Fig.
1
displays the design of
a kneading extruder.
Com-
pounding
amount
i
stator
compound
discharge
screw
rotor
rcl
temperatures
T1.i;
Ti&
Tz.1; Tz.2
I
fig.
1
:
Schematic image
of
a kneading extruder
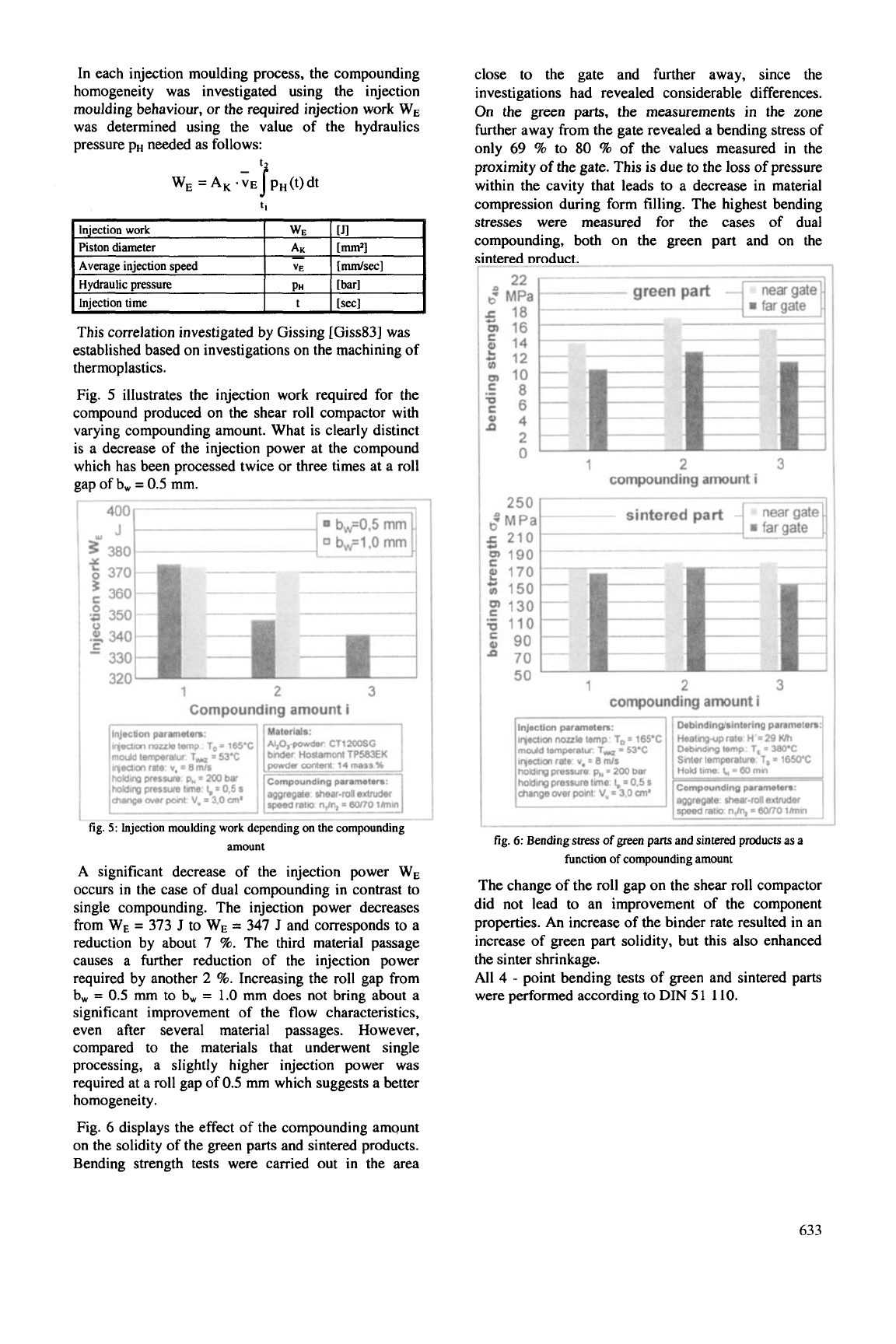
Shear- roll compactor:
A
shear-roll compactor is an open, continuously
working processing apparatus that serves to knead and
homogenise the injection moulding masses. The
rolls
which are grooved like a thread enable the processing
of materials with middle
or
high viscosity. It is possible
to expose the rolls
in
the loading and in the unloading
zone to different temperatures. Due to the grooved
rolls, the material which is supplied with a metering
hopper is continuously transported in the direction of
the
granulator. Fig. 2 is a schematic display
of
the way
a shear
roll
compactor works. The
rolls
that rotate in
opposite directions at different rotational
speeds
produce a periodically changing pressure in the
compound material.
I
T,,l
To
granulator
fig.
2:
Schematic image
of
a shear
roll
compactor
Before entering the gap between the shear-rollers the
material is unfolded and then homogenised using
extremely high shearing flows. The processing
parameters for compounding are listed in fig.
3.
0.5;
1
Speed
ratio nilnz
[llmin]
60
/
70
1;2;3
I
100; 110;90;90
I
fig.
3:
Processing parameters
of
a shear
roll
compactor
The material which has been pre-kneaded and dried in
a Sigma kneading apparatus was transported to the
shear
roll
compactor with a vibrating conveyor
channel. This way, a continuous material inflow was
guaranteed and a homogeneous material transport
along the gap could form. The mass flow rate was on
average
ms
=
280 g/min. The powder material CT1200
SG was processed with the mass ratios of powder and
binder mdmb
=
86/14 and 85,5114.5 which corres-
ponded to a powder volume content of
$
=
62
%
and
$=61%.
The compounding tests could not be carried out to the
intended extent because the kneading extruder got
stuck during almost all of the tests which required a
complete'disassembly of the installation for cleaning
purposes. Only one compound could
be
produced with
the powder CT1200SG and an elevated binder rate, as
this was the only way a sufficient viscosity could be
obtained for compounding. Hence a direct comparison
of this compound with those that had
been
processed
on the shear
roll
compactor was not possible.
Thermo-gravimetric measurements were carried out to
check the powder volume rates of the compounded
granulates.
A
binder
loss
of 0,Ol mass-% was
determined for all compounding processes. The same
way, a weight
loss
of 0.01
%
was determined during
injection moulding irrespective of the examined
parameters. These binder mass losses are caused by
high local thermal stress, by friction heat during
compounding and by extremely high flow speeds and
the resultant friction heat during injection moulding.
The internal cavity pressure was measured
in
the
proximity and further away from the gate (fig. 4). From
the different pressure levels, conclusions can be drawn
concerning the cavity filling process and the quality
of
flow characteristics
of
the compound.
pressure measuring points
I
near gate
n
far
gate
n
injection' moulded
workpiece
fig
4
Cavity pressure measuring points
632
In
each injection moulding process, the compounding
homogeneity was investigated using the injection
moulding behaviour,
or
the required injection work
WE
was determined using the
value of the hydraulics
pressure pH needed as follows:
WE
=A,
.;,]pH(t)dt
tl
Piston diameter
Average injection speed
Id=]
Hydraulic pressure
[bar]
Iniection time
Isecl
This correlation investigated by Gissing [Giss83] was
established based
on
investigations
on
the machining of
thermoplastics.
Fig.
5
illustrates the injection work required for the
compound produced
on
the shear roll compactor with
varying compounding amount. What is clearly distinct
is a decrease of the injection power at the compound
which has been processed twice
or
three times at a roll
gap of b,
=
0.5
mm.
1
2
3
Compounding amount
i
holdirQ
pressure:
pN
=
200
bar
fig.
5:
Injection moulding
work
depending on the compounding
amount
A
significant decrease of the injection power
WE
occurs in the case of dual compounding
in
contrast to
single compounding. The injection power decreases
from WE
=
373
J
to
WE
=
347
J
and corresponds to a
reduction by about
7
%.
The third material passage
causes a further reduction of
the
injection power
required by another
2
%. Increasing the roll gap from
b,
=
0.5
mm to
b,
=
1.0
mm does not bring about a
significant improvement of the flow characteristics,
even after several material passages. However,
compared to
the
materials that underwent single
processing, a slightly higher injection power was
required at a roll gap of
0.5
mm
which suggests a better
homogeneity.
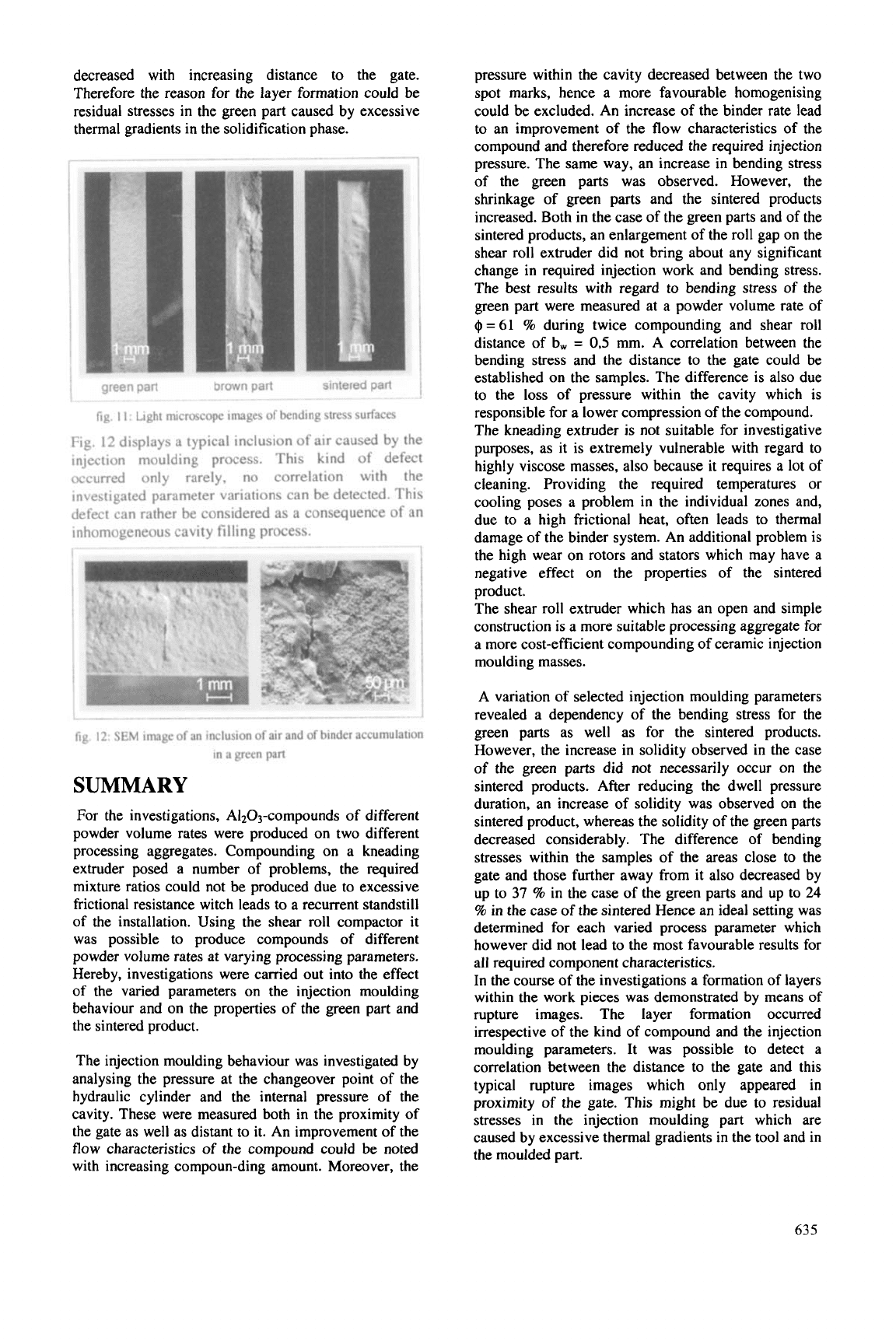
Fig.
6
displays the effect of the compounding amqunt
on the solidity of the green parts and sintered products.
Bending strength tests were carried out in the area
close to the gate and further away, since the
investigations had revealed considerable differences.
On the
green
parts, the measurements in
the
zone
further away from the gate revealed a bending stress of
only
69
%
to
80
%
of the values measured in the
proximity of the gate. This is due
to
the
loss of pressure
within the cavity that leads to a decrease in material
compression during form filling. The highest bending
stresses
were measured for the cases of dual
compounding, both
on
the green part and on
the
sintered product.
22
2
MPa
5
18
a
16
14
2
g
12
24
8
26
2
0
compounding amount
i
250
8
MPa
21
0
170
9
150
cm
130
90
.8
70
50
5,190
C
1
2
3
compounding amount
i
fig.
6:
Bending stress of
green
parts and sintered products as a
function of compounding amount
The change of the roll gap on the shear roll compactor
did not lead to an improvement of the component
properties.
An
increase of the binder rate resulted
in
an
increase of green part solidity, but this also enhanced
the sinter shrinkage.
All
4
-
point bending tests of green and sintered parts
were performed according to
DIN
5
1
1
10.
633
Parameters
Injection rate
v,
[an*/sI
Reference variable
6:
8:
10
~~
fig.7:
Variation
of
the process parameters in injection moulding
~ ~ ~
Dwell level
PN
[bar]
Holding pressure time
pt
[s]
In
all tests, the investigations of the impact of
temperatures on the properties
of
the green part and the
sintered product were kept constant, both in the
extruder and in the injection mould. The tool was held
in
a temperature of TwKZ
=
53
"C
while the temperature
of the injection nozzle was TD
=
165
OC.
The injection
tool had no hot runner system. The cavity of the mould
had
a
length of
80
mm, a width of 20 mm and a height
of 3.5 mm. The entire injection volume, including the
gate, was approximately
Vs
=
133 cm3.
In
the
proximity of the gate, the bending stress reaches
a maximum of
04B
=
17 MPa at
v,
=
8
cm3/s,
respective of the green part solidity (fig.
8).
~ ~ ~
200;
300;
500
0,l;
0.5;
5
grnn part
20
d
MPe
16
p
14
%
12
p
10
-8
n
56
green patt
8
18
14
*
10
f6
4
n
rm
b
12
g8
01234~6
holding
pre8wntimet,,
rinterd
work
piece
250
a"m
Gm
'@
175
125
%
150
5
im
2
75
6n
sintored
work
piece
9
225
{
175
150
=
MPa
7
125
2
loo
01234~8
holding
pnrsuretiart,
5
6 7 8
9
tWs11
5
6 7
8
9
m(s11
injection rate
v.
InJectlon
rate
v,
injedlon
T,
=
16SC
p,,
=
200
bar
V,
=
3.0
cn?
parameters:
T-
=
5yc
t,,
=
0.5
5
fig.
8:
Influence
of
the injection rate on the bending stress
Even in this case, a distinctly lower bending stress is
measured in the area further away from the gate, where
a maximum
of
04B
=
123 MPa was obtained. Changing
the injection rate does not bring about a decrease in
green part solidity, contrary
to
the course
of
the
bending stress
in
the sintered product. In this case, the
difference between the zone close to the gate and the
areas further away becomes more subtle as the
injection rate increases. Generally an increase in
bending stress of the sintered product can
be observed
with increasing injection rate.
The bending stress of the green parts only changes
very slightly in the investigated range of the level of
flow-up pressure both
in
the areas close to the gate as
well as in the remote areas (fig.
9).
The difference of
the bending stress within the work pieces remains
significant, as the tools are not affected by the chance
in level of flow-up pressure. With increasing
level
of
flow-up pressure, the bending stress of the sintered
products mainly showed a slight decrease in the more
remote zones. What is remarkable is the similarity
between the bending stresses within
the
components at
a level of flow-up pressure of pN
=
300 bar.
grnn
part
I
9
225
c
MPe
r
175
F
E
125
3
100
100
200
300
400
bar
6W
100
200
300400
tw
600
flowup pressure p,, flowup
pressure
pr
~
injection
To
=
165'C
v.
=
B
m/s
V,
=
3.0
cm'
pawn:
T,=53-C t'0.5S
fig.
9:
lnfluence
of
the
level
of
flow-up pressure
on
the
bending
stress
As
shown in fig. 10, the bending stress of the green
parts increases with increasing holding pressure time.
This has the same effect on the areas close to the gate
as on those further away from it. The highest bending
stress
is
obtained at a holding pressure time of tN
=
5
s
at
0448
=
17 MPa in the proximity of the gate and
04B
=
123 MPa further away from
it.
The bending
stress of the sintered products on the other hand reacts
differently and decreases with increasing holding
pressure time. In this case, a bending stress of
04B
=
205
MPa is obtained at tN
=
0,l
s
and only a
value of
04B
=
176 MPa at tN
=
5
s.
In the case of the
sintered products, prolonging the dwell pressure time
lead to a considerable reduction of the bending stress
within the work pieces from 32 MPa at tN
=
0,l
s
to
6 MPa at tN
=
5
s.
IMAGES
OF
TYPICAL
RUPTURES
Fig. 11 displays typical bending images of the green
part, both the debindered one and the sintered sample,
as well as the sintered product. All samples are taken
from the same charge and were manufactured under
equal conditions.
On the partially sintered component a formation of
layers
is
discernible. Such a layer formation can also be
found
in
the sintered product, it occurred in the case of
all injection parameter variations, irrespective of the
kind of compounding applied. Defects during
debinding can
be
excluded, since the formation of
layers only appeared in the proximity of the gate and
634
decreased with increasing distance to the gate.
Therefore the reason for the layer formation could be
residual stresses
in
the green part caused by excessive
thermal gradients in the solidification phase.
green
part
brown
part
sintered
part
fig.
1
1:
Light microscope images
of
bending stress surfaces
Fig.
12
displays a typical inclusion of air caused by the
injection moulding process. This kind of defect
occurred only rarely, no correlation with the
investigated parameter variations can be detected. Thi
defect can rather be considered as a consequence of a
inhomogeneous cavity filling process.
~
_I_--_
__
ig.
12:
SEM
image
of
an inclusion
of
air and
of
binder accumulatio
in a green part
SUMMARY
For
the investigations, AI203-compounds of different
powder volume rates were produced on two different
processing aggregates. Compounding on a kneading
extruder posed a number of problems, the required
mixture ratios could not be produced due to excessive
frictional resistance witch leads to a recurrent standstill
of the installation. Using the shear
roll
compactor it
was possible to produce compounds of different
powder volume rates at varying processing parameters.
Hereby, investigations were carried out into the effect
of
the varied parameters on
the
injection moulding
behaviour and on the properties
of
the
green
part and
the
sintered product.
The injection moulding behaviour was investigated by
analysing the pressure at the changeover point of the
hydraulic cylinder and the internal pressure of the
cavity. These were measured both in the proximity
of
the gate as well as distant to it. An improvement of the
flow characteristics of the compound could be noted
with increasing compoun-ding amount. Moreover, the
pressure within the cavity decreased between the two
spot marks, hence a more favourable homogenising
could be excluded. An increase of the binder rate lead
to an improvement of the flow characteristics of the
compound and therefore reduced
the
required injection
pressure. The same way, an increase in bending stress
of the green parts was observed. However, the
shrinkage of green parts and the sintered products
increased. Both in the case of the green parts and of the
sintered products, an enlargement of the roll gap on the
shear
roll
extruder did not bring about any significant
change in required injection work and bending stress.
The best results with regard
to
bending stress of the
green part were measured at a powder volume rate of
$=61
%
during twice compounding and shear roll
distance of b,
=
0,s
mm. A correlation between the
bending stress and the distance to the gate could be
established on the samples. The difference is also due
to the
loss
of pressure within the cavity which is
responsible for a lower compression of the compound.
The kneading extruder
is
not suitable for investigative
purposes, as
it
is extremely vulnerable with regard to
highly viscose masses, also because it requires a lot of
cleaning. Providing the required temperatures
or
cooling poses a problem
in
the individual zones and,
due to a high frictional heat, often leads to thermal
damage of
the
binder system. An additional problem is
the high wear on rotors and stators which may have a
negative effect on the properties of the sintered
product.
The shear roll extruder which has an open and simple
construction is a more suitable processing aggregate for
a more cost-efficient compounding of ceramic injection
moulding masses.
A variation of selected injection moulding parameters
revealed a dependency of the bending stress for the
green parts as well as for the sintered products.
However, the increase in solidity observed in the case
of
the
green parts did
not
necessarily occur on the
sintered products. After reducing the dwell pressure
duration, an increase of solidity was observed on the
sintered product, whereas the solidity of the green parts
decreased considerably. The difference of bending
stresses within the samples of the areas close to
the
gate and those further away from it also decreased by
up to
37
% in the case of the green parts and up to
24
%
in
the
case of
the
sintered Hence an ideal setting was
determined
for
each varied process parameter which
however did not lead to the most favourable results for
all required component characteristics.
In the course of the investigations a formation of layers
within
the
work pieces was demonstrated by means
of
rupture images. The layer formation occurred
irrespective of the kind of compound and the injection
moulding parameters. It was possible to detect a
correlation between
the
distance to the gate and this
typical rupture images which only appeared
in
proximity of the gate. This might be due
to
residual
stresses in
the
injection moulding part which are
caused by excessive thermal gradients
in
the tool and
in
the moulded part.
63
5
Acknowledgements
Special thanks to the authors
of
the Deutsche
Forschungsgemeinschaft
(DFG)
for
supporting the
research project "Identifikation und Analyse der
qualitltsbestimmenden ProzeBschritte und
-
gr6kn
beim Pulverspritzgiekn
von
Sinterwerkstoffen"
(Identification and analysis
of
process steps and
process variables in powder injection moulding
of
sintered materials).
References
Gissing,
K.,
Lampl, A.: Uberwachung des
SpritzgieOprozesses durch Messung
ViskositUabhangiger KenngroBen. Plastverarbeiter,
34.
Jahrgang,
1983,
Nr.5,
S.
427-432
636
USE
OF
THE SOL-GEL METHOD IN THE EXTRUSION
OF
ALUMINA
CERAMICS
AND
ATZ
CERAMICS
W.
Pabst,
E.
Gregorovi,
J.
Havrda
Department
of
Glass and Ceramics, Institute
of
Chemical Technology (ICT) Prague,
CZ
-
166
28
Prague
6,
Czech Republic
ABSTRACT
A new forming technique is presented which
applies zirconia sols and alumina gels
as
binders for
paste extrusion. Alumina and ATZ (80/20) ceramics
are prepared. After firing, the alumina samples exhibit
bulk densities
>
94
%
of
TD,
apparent porosities of
0.4-0.7
%
and total porosities of approx.
4.6
%,
while
for the ATZ samples the achievable bulk densities of
sintered specimens axe only
c
93
%
of
TD.
While fued
alumina samples attain strength values
>
390 MPa, the
strength of fued ATZ samples is much lower than
could be expected for such materials. The reasons of
this discrepancy and possible remedies are discussed.
INTRODUCTION
For several unique features (e.g. homogeneity,
superfine grain size, chemical versatility) sol-gel
methods have gained considerable attention in ceramic
technology
as
preparation methods supplementing the
classical forming techniques. While sol-gel methods
are successfully used to prepare powders (OD bodies),
fibers (lD), and
films
(2D), the preparation of 3D
bodies by a sol-gel method alone has not yet undergone
a decisive breakthrough. The main
reasons
are the large
drying shrinkage and the high internal stresses
(so-
called microstresses "of the second kind"). The former
is a consequence of the very low equivalent oxide
concentrations in the precursors and makes it
impossible to match prescribed dimension and shape
requirements. The latter usually causes cracking and
often leads to complete destruction of the ceramic
bodies, in most cases already during processing.
A totally different problem is encountered with
respect to the extrusion of oxide ceramic pastes.
Extrusion is a versatile forming technique for small-
and large-sized translationally symmetric ceramic
bodies.
In
contrast to traditional silicate ceramic
technology, where the clay hiion in connection with
water forms the binder (plasticizer) for the paste
to
be
extruded at room temperature, pure oxide or non-oxide
ceramics require special binder formulations. Most of
these formulations for the extrusion of advanced
ceramics have certain drawbacks
(queous
methylcellulose binder systems e.g. need
to
be
extruded at elevated temperatures, and dibutylphthdate
systems are dangerous fkom a hygiene viewpoint,
paraffine-wax formulations,
on
the other hand, require
elevated extrusion temperatures, careful rheology
control
[l]
and very slow debinding prior to firing
[2]
etc.),
so
that the design of new binder formulations is
highly desirable.
Recently,
a
new generic variant of extrusion
("ABC paste extrusion", i.e. extrusion of pastes with
accommodating binder composition) has been
developed at the ICT Prague for ATZ (alumina-
toughened zirconia) ceramics [3]. Sols or gels of a
chemical composition close to the solid oxide phase
which is to be extruded (i.e. the filler powder or
powder mix), are used
as
binders (plasticizers) for the
extrusion of pastes at room temperature. The sols and
gels used can be considered
as
precursors that
transform into the pure oxide phase (and in
this
sense
accommodate to the main solid phase, e.g. alumina or
zirconia) after an appropriate heat treatment. For the
preparation of ATZ ceramics by extrusion yttria-doped
zirconia sols can been used. A small amount of
submicron alumina powder (type AA-03, Sumitomo
Chemical
/
Japan) has been applied in [3] to adjust the
binder composition (equivalent oxide ratio) exactly to
that of the final ATZ ceramics, i.e.
80
wt.%
zirconia
and 20
wt.%
alumina.
This
work presents results
on
pure alumina
ceramics, where a boehmite gel has been used
as
a
binder for extrusion, and
on
ATZ ceramics (80120
composite), where a boehmite gel (instead of
submicron alumina
[3])
is used (together with the
yttria-doped zirconia sol)
to
adjust the binder
composition.
EXPERIMENTAL
The basic oxide powders to be extruded were
submicron alumina (type
AA-04,
Sumitomo Chemical
Co.,
Ltd.
/
Japan) and ATZ (type TZ-3Y20AY Tosoh
Corporation
I
Japan), having a particle size (median) of
approx. 0.4 and
0.6
p,
respectively. The boehmite gel
is prepared fkom y-AlO(0H) flocs (Disperal Sol P2,
Condea Chemie
/
Germany) with distilled water and
nitric acid. The final concentration of this gel is 14.9
wt.%
y-AlO(OH), its density approx. 1.1 1 g/cm3. The
zirconia sol is prepared by dissolving zirconyl nitrate
hydrate
(ZIO(NO~)~
.
x
H20,
Sigma-Aldrich
/
Germany, where
x
has been determined by
637
thermogravimetry) in ethanol and adding an
appropriate amount of yttria (Lachema-Chemapol
/
Czech Republic) stock solution (yttria dissolved in
nitric acid) to yield 3 mol% of yttria (related to the
zirconia) in the final zirconia oxide fraction after firing.
Concentration and viscosity of
this
zirconia sol can be
controlled by slow evaporation of the solvent. The
equivalent oxide concentration, for which the sol-gel
transition occurs,
i.e.
gelation sets
in,
lies in the range
18-24
wt.%
(4-6 vol.%). For equivalent oxide
concentrations of below 20
wt.%
the zirconia sols are
highly fluid (apparent viscosities of the order-of-
magnitude
100
&as,
at shear rates of approx. 100
s-I),
for higher concentrations the viscosity increases rather
steeply. In order
to
guarantee satisfactory
homogenization
of
the ATZ powder (and the boehmite
gel) in the zirconia sol by dispersive mixing, the
viscosity should not be too low, but the evaporation
step has to be controlled very carehlly in order
to
avoid polymerization and transition to a
dry
xerogel.
For an equivalent oxide concentration of 20
wt.%
the
density
of
the zirconia sol is approx. 1.29 g/cm3. The
binder for the extrusion of ATZ powder is prepared by
mixing zirconia sol and boehmite gel in a ratio that
results after calcination in a ratio
of
oxides of 80
wt.%
zirconia and
20
wt.%
alumina.
The pastes are prepared by mixing the binders
with their corresponding oxide powders
(AA-04
and
TZ-3Y20A, respectively).
In
order
to
avoid
contamination, mixing was performed by hand in a
polyethylene vessel with an alumina rod. The last
phase of mixing is more or less a process of kneading
the highly viscous paste.
The as-prepared pastes were then extruded in a
small (laboratory-scale) piston-driven batch extruder,
cf.
[
1, 21. A stainless steel tube (capillary) with internal
thread,
an
inner diameter
of
4
mm,
and a length of 80
mm,
was used
as
an
orifice.
After extrusion, the bodies were slowly dried in
air at room temperature and subsequently fired
to
various temperatures between 1530 and 1600 "C (ramp
up 2 OC/min, dwell 120 min, followed by natural
cooling in the furnace).
The as-fired bodies were subjected
to
bulk
density and porosity measurements (Archimedes
method in water), their shrinkage was measured by a
digital slide caliper. Flexural strength values were
determined by three-point bending tests on the as-fired
cylindrical bodies without additional surface polish
(specimens with average diameter
of
approx. 3.2
mm,
span
40
mm).
157OOC
160OOC
RESULTS
AND DISCUSSION
3.82fo.04
I
4.99N.08
3.82M.04
I
5.04kO.07
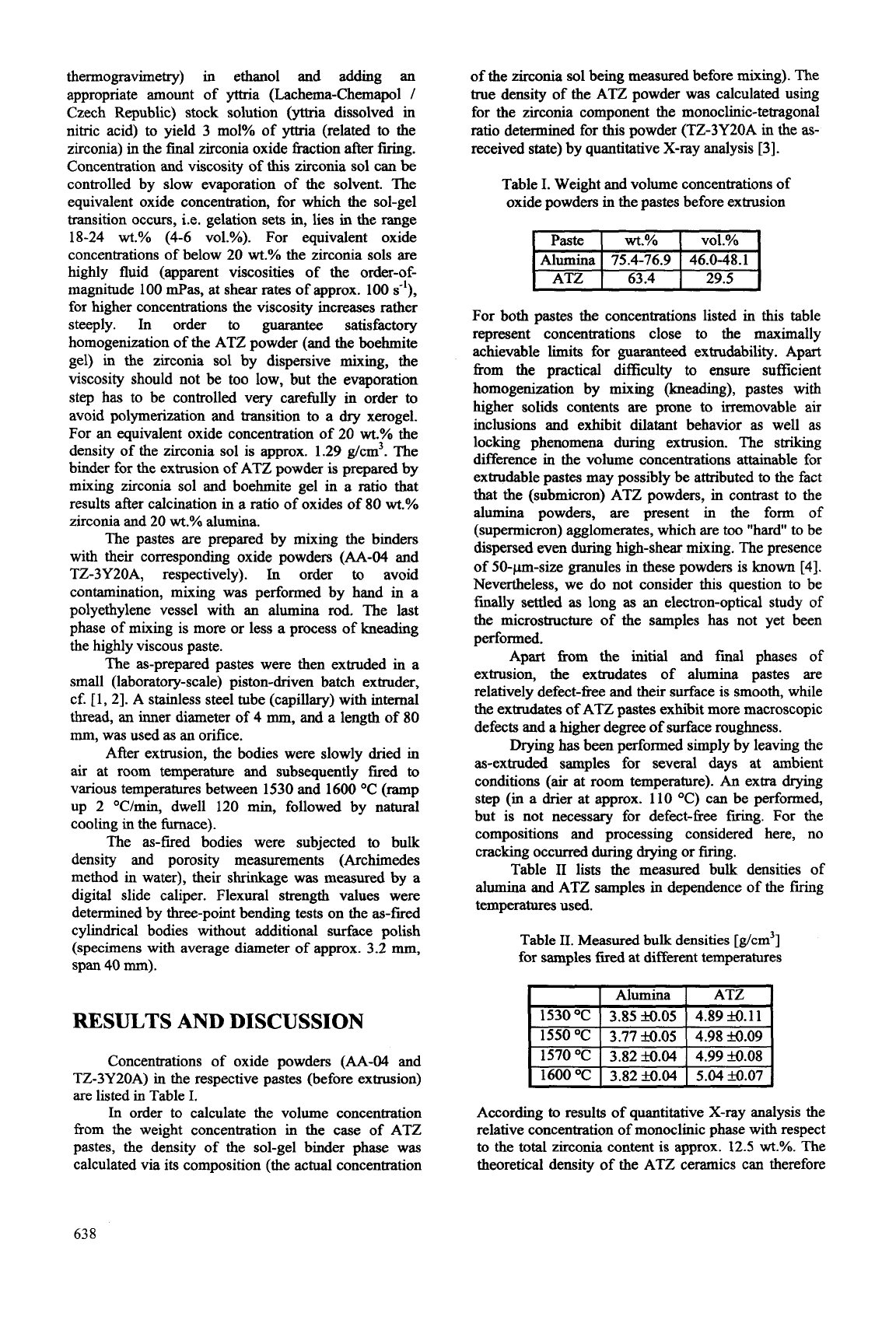
Concentrations of oxide powders
(AA-04
and
TZ-3Y2OA) in the respective pastes (before extrusion)
are listed in Table I.
In order to calculate the volume concentration
from the weight concentration in the case of ATZ
pastes, the density of the sol-gel binder phase was
calculated via its composition (the actual concentration
of the zirconia sol being measured before mixing). The
true density of the ATZ powder was calculated using
for the zirconia component the monoclinic-tetragonal
ratio determined for
this
powder (TZ-3Y20A in the
as-
received state) by quantitative
X-ray
analysis [3].
Table I. Weight and volume concentrations of
oxide powders in the pastes before extrusion
Paste
I
wt.%
I
vol.%
Alumina
I
75.4-76.9
I
46.0-48.1
ATZ
1
63.4
I
29.5
For both pastes the concentrations listed in this table
represent concentrations close to the maximally
achievable limits for
guaranteed
extrudability. Apart
from
the practical difficulty to ensure sufficient
homogenization by mixing (kneading), pastes with
higher solids contents are prone to irremovable air
inclusions and exhibit dilatant behavior
as
well
as
locking phenomena during extrusion. The striking
difference in the volume concentrations attainable for
extrudable pastes may possibly be attributed to the fact
that the (submicron) ATZ powders, in contrast to the
alumina powders, are present in the form of
(supermicron) agglomerates, which are too "hard" to be
dispersed even during high-shear mixing. The presence
of 50-p-size granules in these powders is known [4].
Nevertheless, we do not consider this question to be
finally settled
as
long
as
an
electron-optical study
of
the microstructure of the samples has not yet been
performed.
Apart fiom the
initial
and final phases of
extrusion, the extrudates
of
alumina pastes are
relatively defect-fiee and their surface is smooth, while
the extrudates of ATZ pastes exhibit more macroscopic
defects and a higher degree of surface roughness.
Drying
has
been performed simply by leaving the
as-extruded samples for several days at ambient
conditions
(air
at room temperature).
An
extra drying
step
(in a drier at approx. 110 "C) can be performed,
but is not necessary for defect-fiee firing. For the
compositions and processing considered here, no
cracking occurred during drying or firing.
Table I1 lists the measured bulk densities of
alumina and ATZ samples in dependence of the firing
temperatures used.
Table
11.
Measured bulk densities [g/cm3]
for samples fued at different temperatures
According
to
results
of
quantitative X-ray analysis the
relative concentration of monoclinic phase with respect
to the total zirconia content is approx.
12.5
wt.%.
The
theoretical density of the ATZ ceramics can therefore
63
8
be estimated to 5.45 g/cm3. It is evident that, while the
alumina ceramics exhibit bulk densities larger than 94
%
of theoretical density (and bulk densities
>
95
%
can
easily be achieved), for the ATZ bodies the bulk
densities are
<
93
%
of theoretical for all firing
temperatures tested.
The average diameter of the cylindrical samples
after firing is 3.27 mm and 3.12
mm
for alumina and
for ATZ, respectively. Thus for the samples
investigated the linear shrinkage in radial direction is
between approx. 18.3
%
(alumina) and 22.0
%
(ATZ).
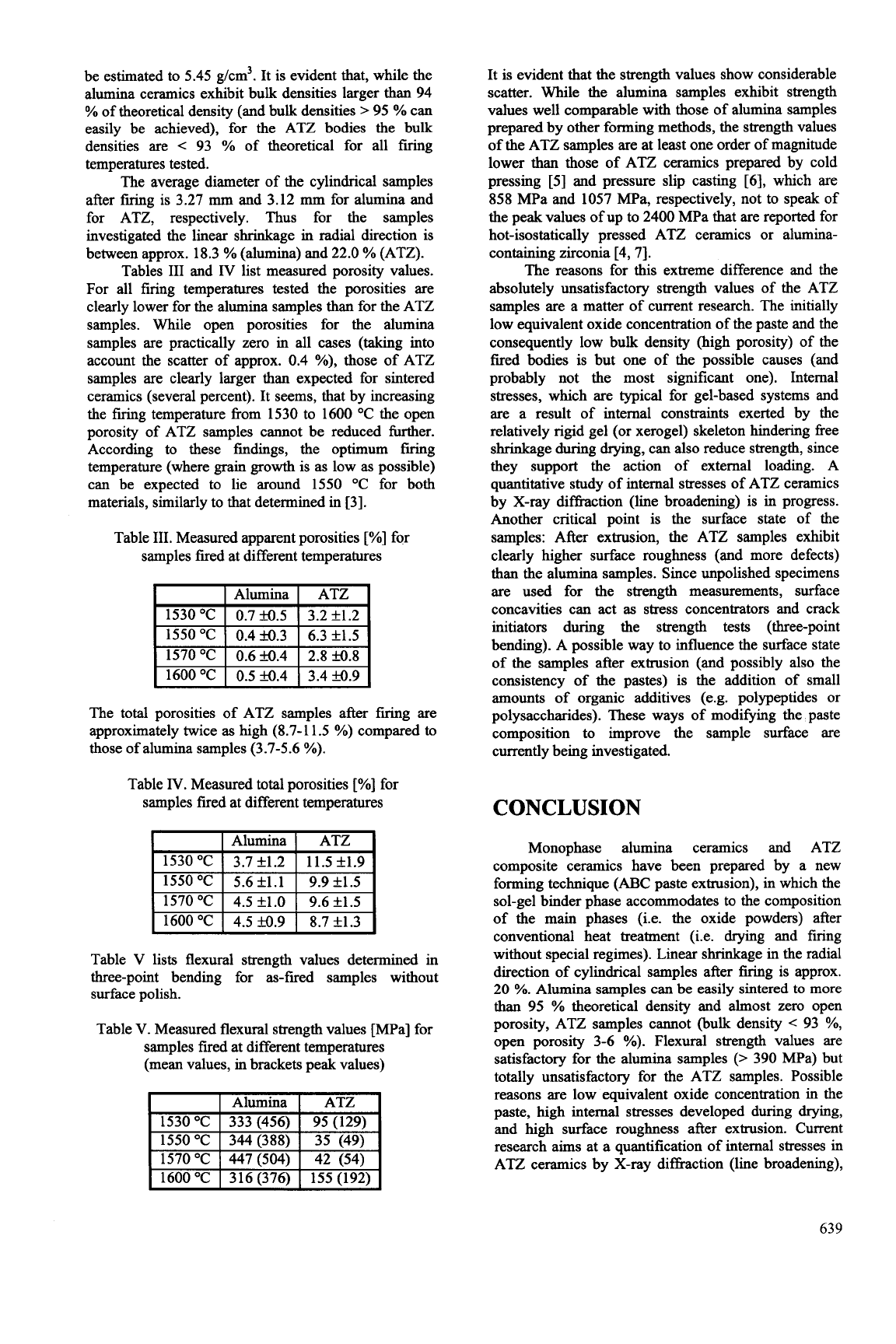
Tables
I11
and IV list measured porosity values.
For all firing temperatures tested the porosities are
clearly lower for the alumina samples than for the ATZ
samples. While open porosities for the alumina
samples are practically zero in all cases (taking into
account the scatter of approx. 0.4
YO),
those of ATZ
samples are clearly larger than expected for sintered
ceramics (several percent).
It
seems, that by increasing
the firing temperature from 1530 to 1600 OC the open
porosity of ATZ samples cannot be reduced further.
According to these findings, the optimum firing
temperature (where grain
growth
is
as
low
as
possible)
can be expected to lie around 1550 OC for both
materials, similarly
to
that determined in [3].
1570 OC
1600 OC
Table
111.
Measured apparent porosities
[%I
samples fired at different temperatures
0.6 M.4 2.8
B.8
0.5
M.4 3.4 M.9
for
The total porosities of ATZ samples after firing are
approximately twice
as
high (8.7-1 1.5
%)
compared
to
those of alumina samples (3.7-5.6
%).
Table IV. Measured total porosities
[YO]
for
samples fired at different temperatures
1
I
Alumina
I
ATZ
1
Table V lists flexural strength values determined in
three-point bending for as-fired samples without
surface polish.
Table V. Measured flexural strength values [MPa] for
samples fired at different temperatures
(mean values, in brackets peak values)
I
I
Alumina
I
ATZ
1
It is evident that the strength values show considerable
scatter. While the alumina samples exhibit strength
values well comparable with those of alumina samples
prepared by other forming methods, the strength values
of the ATZ samples are at least one order of magnitude
lower than those of ATZ ceramics prepared by cold
pressing [5] and pressure slip casting [6], which are
858
MPa and 1057 MPa, respectively, not to speak of
the peak values of up to 2400 MPa that are reported for
hot-isostatically pressed ATZ ceramics or alumina-
containing zirconia [4,7].
The reasons for this extreme difference and the
absolutely unsatisfactory strength values of the ATZ
samples are a matter of current research. The initially
low equivalent oxide concentration of the paste and the
consequently low bulk density (high porosity) of the
fired bodies is but one of the possible causes (and
probably not the most significant one). Internal
stresses, which are typical for gel-based systems and
are a result of internal constraints exerted by the
relatively rigid gel (or xerogel) skeleton hindering free
shrinkage during drying, can also reduce strength, since
they support the action of external loading. A
quantitative study of internal stresses of ATZ ceramics
by X-ray diffiction (line broadening) is in progress.
Another critical point is the surface state of the
samples: After extrusion, the ATZ samples exhibit
clearly higher surface roughness (and more defects)
than the alumina samples. Since unpolished specimens
are used for the strength measurements, surface
concavities can act
as
stress concentrators and crack
initiators during the strength tests (three-point
bending). A possible way to influence the surface state
of the samples after extrusion (and possibly also the
consistency of the pastes) is the addition of small
amounts of organic additives (e.g. polypeptides or
polysaccharides). These ways of modifying the paste
composition to improve the sample surface are
currently being investigated.
CONCLUSION
Monophase alumina ceramics and ATZ
composite ceramics have been prepared by a new
forming technique (ABC paste extrusion), in which the
sol-gel binder phase accommodates to the composition
of the main phases (i.e. the oxide powders) after
conventional heat treatment (i.e. drying and firing
without special regimes). Linear shrinkage in the radial
direction of cylindrical samples after firing is approx.
20
YO.
Alumina
samples
can
be
easily sintered
to
more
than 95
%
theoretical density and almost zero open
porosity, ATZ samples cannot (bulk density
<
93
%,
open porosity 3-6
%).
Flexural strength values are
satisfactory for the alumina samples
(>
390 MPa) but
totally unsatisfactory for the ATZ samples. Possible
reasons are low equivalent oxide concentration in the
paste,
high
internal stresses developed during drying,
and high surface roughness after extrusion. Current
research aims at a quantification of internal stresses in
ATZ ceramics by X-ray diffiction (line broadening),
639
an
electron-microscopic investigation of
the
microstructure, and
an
empirical modification of the
paste composition by addition of organic components
to improve surface smoothness.
Acknowledgement: This
study
waspart
of
the research
project
CEZ:MSM
2231 00002 ”Chemistry and
Technology
of
Materials for Technical Applications,
Health and Environment Protection” and supported
by
grant MPO
No.
FB-CV/64/98.
REFERENCES
[l] W. Pabst, J. Havrda,
E.
Gregorovi, Rheology
of
Ceramic Injection Molding Feedstocks. Ceramics-
Silikaty, 43 (1999) 1-1
1.
W. Pabst, Influence
of
Extrusion and Injection
Molding on
the
Microstructure of Ceramics
(in
Czech). PhD Thesis, ICT Prague 1998.
W. Pabst, J. Havrda, E. Gregorovi, B.
KrCmovi,
Alumina Toughened Zirconia Made by
Room
Temperature Extrusion
of
Ceramics Pastes.
Ceramics
-
Silikaty,
44
(2000)
(to
appear).
[4]
TOSOH
Technical Bulletin
No.
2-003: Properties
of
TOSOH Zirconia Ceramics. TOSOH
Corporation
/
Fine Ceramics Department, Tokyo
1998.
[5]
L.
Esposito, A. Salomoni,
I.
Stamenkovic, A.
Tucci, Processing
of
Zr02-A12O3 Powders:
Consolidation and Characterization of Final
Products. Special Meeting
on
Biomaterials-mini
1992 (eds.
1.
Stamenkovic,
J.
Krawcynski). Publ.
Forschungszentnun Jiilich, Jiilich (1994) 37-45.
[6] A. Salomoni, A. Tucci,
L.
Esposito, I.
Stamenkovic, Forming and Sintering of Multiphase
Bioceramics, J. Mater. Sci. Materials in Medicine, 5
[7]
R.
W. Cannon, Transformation Toughened
Ceramics
for Structural Applications. Structural
Ceramics (ed. J.
B.
Wachtman jr.) Academic Press,
Boston (1989) 195-228.
(1994) 651-653.
640
ADVANCED HOT-PRESSED CERAMIC MATRIX COMPOSITES
(CMC) IN Sic,, SiCf, Cf
/
SiSN4 SYSTEMS
I.Ju.Kelina, N.I.Ershova, L.A.Pljasunkova, E.I.Jakovenko
The State Research Center
of
Russia Obninsk Research and Production
Enterprise “Technologiya”
ABSTRACT
Considerable recent attention has been focused on
the development of CMC reinforced with Sic,
whiskers, discrete and continuous Sicf and Cf fibers.
Much attention is given to the microstructural aspects
in
hot-pressing of CMC with Si3N4 matrix and various
fibrous fillers. The peculiarities of highly dense matrix
formation, filler distribution and orientation in matrix,
retention of integrity of crystals and fibers in a
composite material, the character of fibedmatrix
interactions have been studied. Physical and
mechanical properties
of
CMC in Si3N4-Sic,, Si3N4-
Sicf and Si3N4-Cf systems have been compared.
At this stage of investigations the effect of
reinforcement in Si3N4-Sic, system manifests itself in
the increase of high-temperature crack resistance up to
14 MPam” and in the retention
of
strength at matrix
level up
to
700-900
MPa at
15OOOC.
Maximum
values
of resistance
8,2
and
9,s
MPam” were obtained on
combined specimens with short and continuous SiCf
and
Cf
fibers, respectively. In both cases
the bending
strength decreases by
10-20%
as
compared to
monolithic Si3N4.
The advantages of hot pressing technique
in
the
manufacture of laminated CMC with discrete and
continuous fibers are shown.
The materials developed can be used for rotor
blades of gas-turbine engines, combustion chamber
segments, cutting plates, etc.
INTRODUCTION
Reinforcement is efficient method of ceramics
crack resistance increase. Among structural CMC,
fiber-reinforced composites are of the greatest interest
as the fibers possess a number of extreme
characteristics (due to maximum anisotropy of the
structure), and first and foremost high strength and high
modulus of elasticity. The examples of ceramics crack
resistance increase up to
30
-50
MPa.mln are known
Owing to the combination
of
high strengths and
crack resistance, CMC are considered to be advanced
for engine manufacturing. Nowadays the tendency
for
hrther development
of
fiber-reinforced composites is
PI.
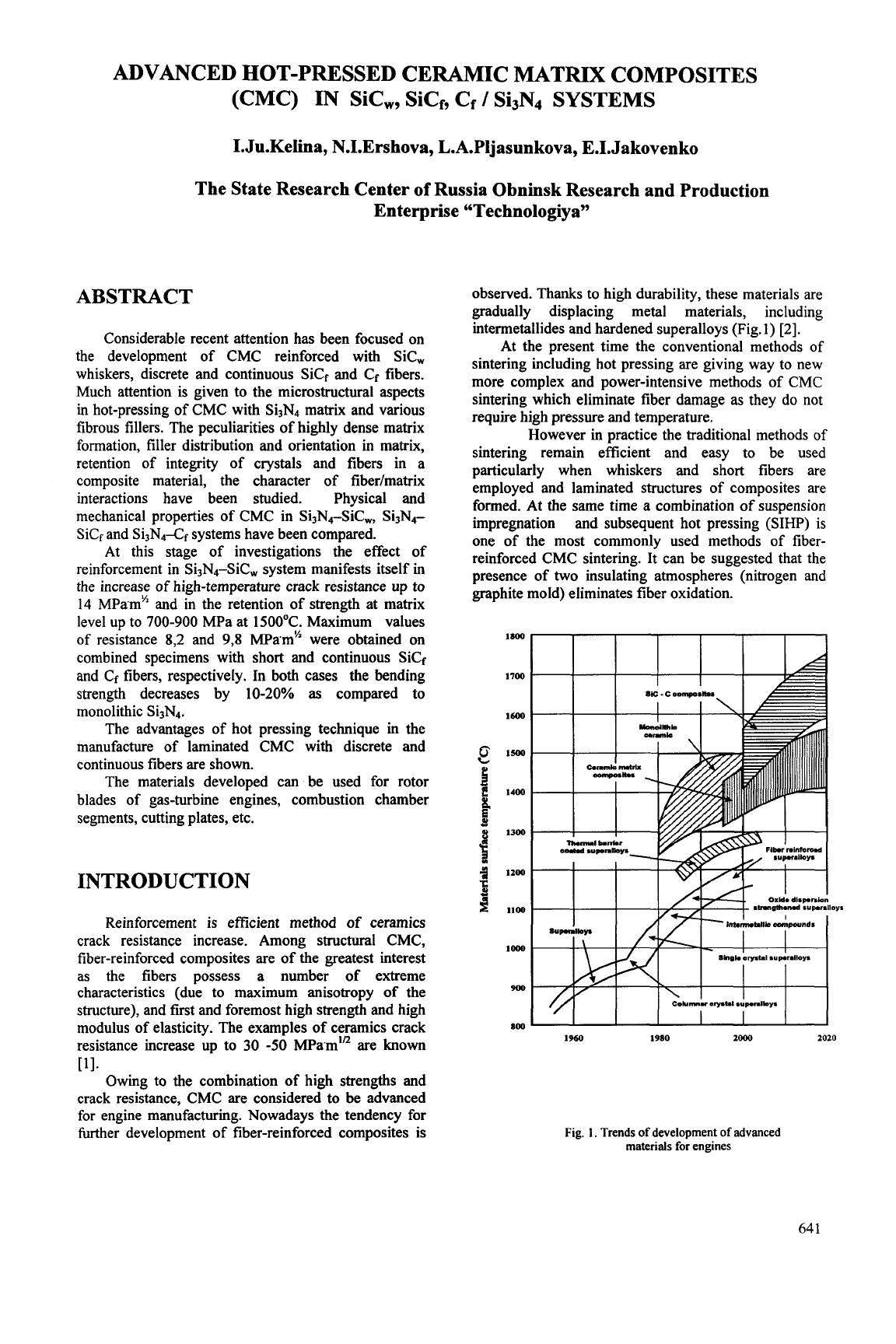
observed. Thanks to high durability, these materials are
gradually displacing metal materials, including
intermetallides and hardened superalloys (Fig.
1)
[2].
At the present time the conventional methods of
sintering including hot pressing are giving way to new
more complex and power-intensive methods of CMC
sintering which eliminate fiber damage as they do not
require high pressure and temperature.
However in practice the traditional methods of
sintering remain efficient and easy to be used
particularly when whiskers and short fibers are
employed and laminated structures of composites are
formed. At the same time
a
combination
of
suspension
impregnation
and subsequent hot pressing (SIHP) is
one of the most commonly used methods of fiber-
reinforced CMC sintering. It can be suggested that the
presence of
two
insulating atmospheres (nitrogen and
graphite mold) eliminates fiber oxidation.
1960
1980
Zoo0
2020
Fig.
1.
Trends
of
development
of
advanced
materials
for
engines
64
I