Heinrich J.G., Aldinger F. (Eds.) Ceramic Materials and Components for Engines
Подождите немного. Документ загружается.

Table
1
Properties of
two
kinds of Si3N4.
grain size
pm
aspect ratio
IF
method MPa6 kgf/mm2 P=20kgf g/cm3
Material Average
Average
Fracture toughness
Vickers hardness Density
SSN 0.62 2.01 6.3-6.5
1400
3.21
GSSN 0.43 1.89
6.3-6.5
1500
3.22-3.23
the specimen had a larger diameter of 12 mm for
chucking; the straight length of the middle part was
15.4
mm. The specimen was ground perpendicularly to its
axis to make the finished surface smooth; the maximum
roughness of the middle part of the specimen was less
than
about
lpm.
The
machine
used
was
an
Ono's
rotary bending fatigue testing machine operating at
3420 cycles per minute
[4];
the loading type of the
machine was fourpoint bending, and the
stress
state of
the specimen was reversed bending.
RESULTS
AND DISCUSSION
Effect
of
Cyclic Loading
Rotary bending test was carried out mainly
within the range
lo4
to 10' stress-cycles. Some
specimens were tested at cyclic numbers more than
lo8
to examine the existence of a knee; 10' stress-
cycles is equivalent to about 20 days under the
present test condition. Static fatigue test was
carried out mainly for less than
lo6
seconds, using
the non-rotating fatigue machine. The test points
for each material are plotted on a logarithmic graph
shown in Figs.2-4, respectively. The arrowed points
indicate those stopped testing. The straight lines in
the figures were obtained by the least squares method
from the data except the arrowed points.
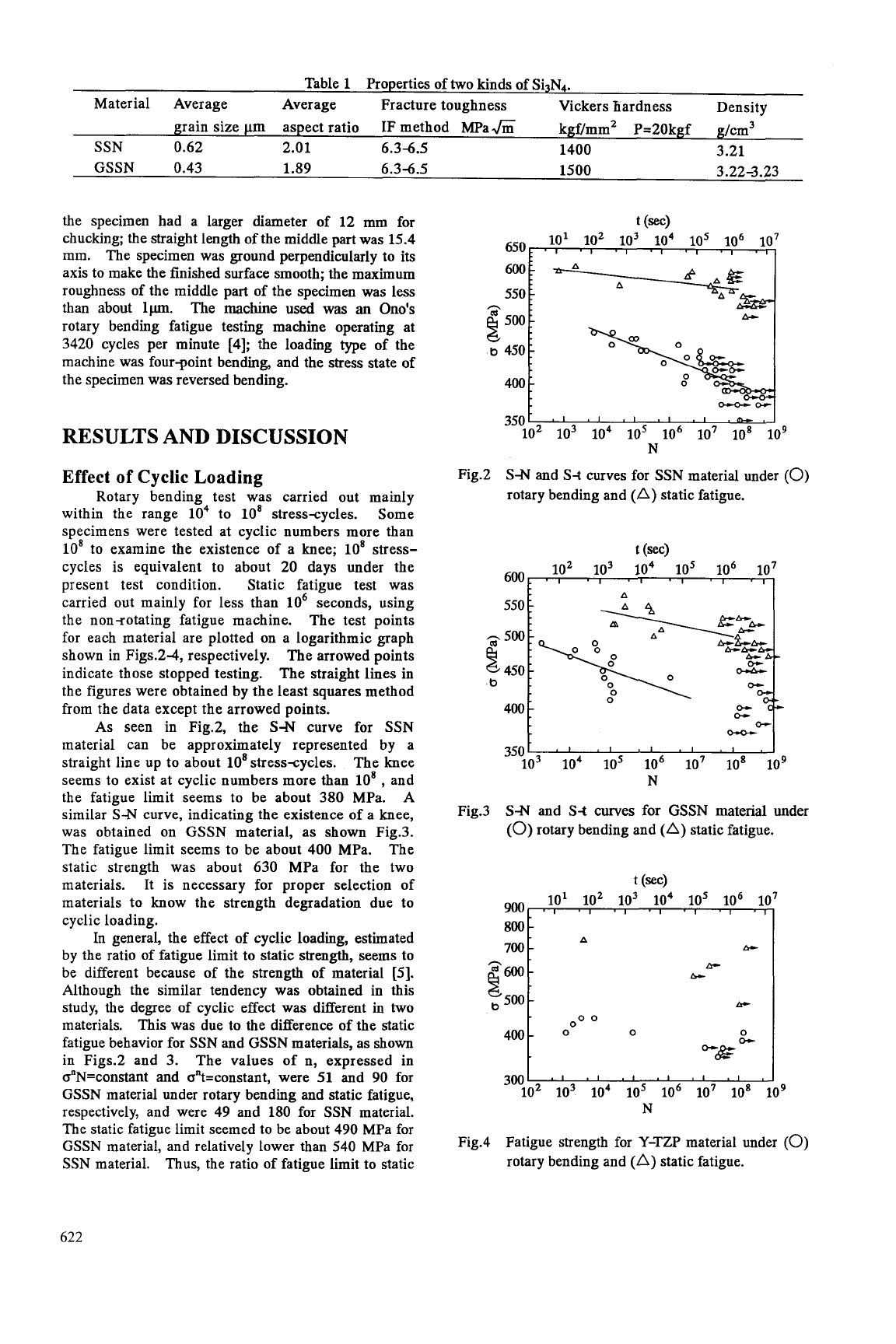
As seen in Fig.2, the
S-N
curve for SSN
material can be approximately represented by a
straight line up to about lO'stress+ycles. The knee
seems to exist at cyclic numbers more than
10'
,
and
the fatigue limit seems to be about
380
MPa.
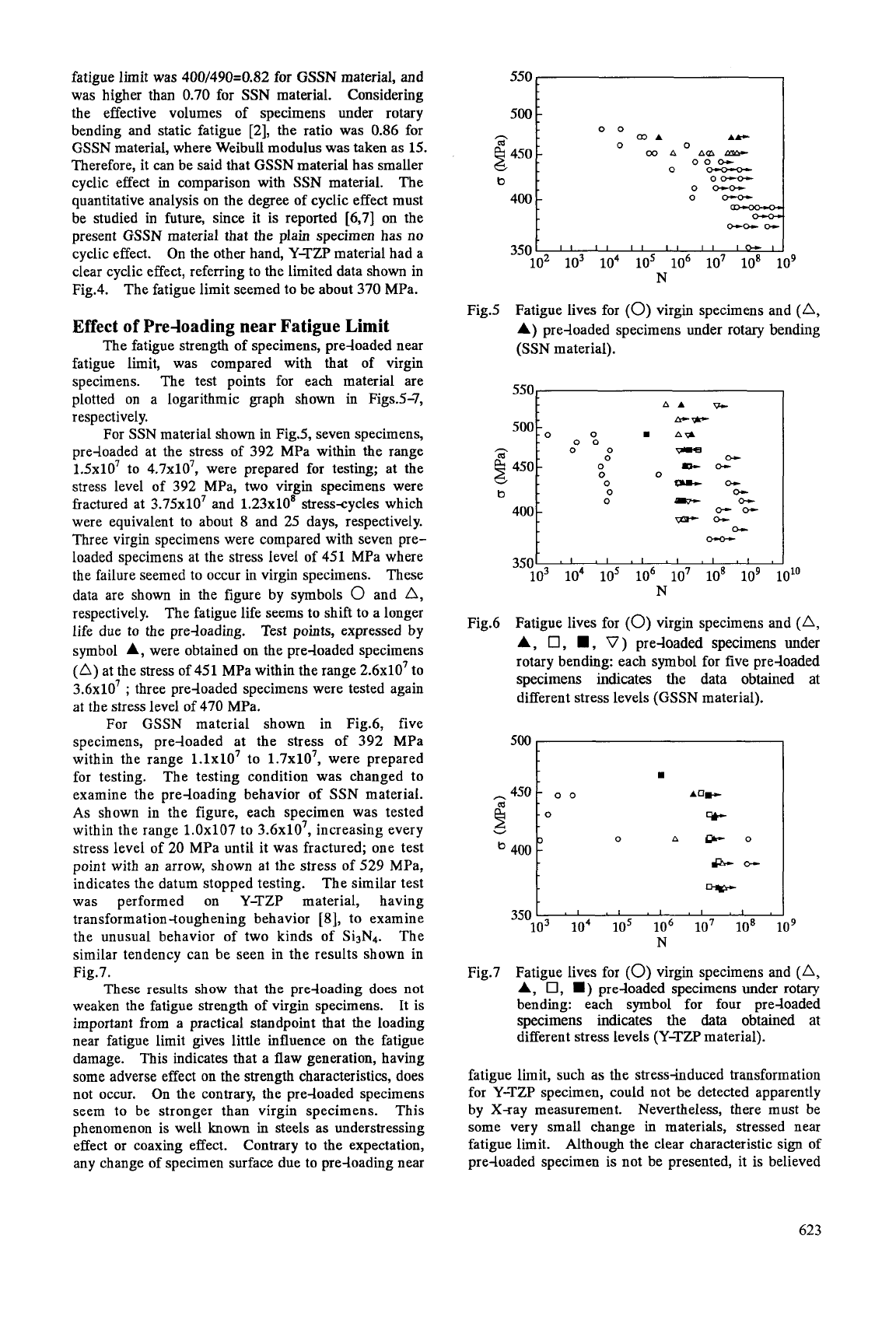
A
similar
SN
curve, indicating the existence of a knee,
was obtained on
GSSN material, as shown Fig.3.
The fatigue limit seems to be about
400
MPa.
The
static strength was about 630 MPa for the two
materials. It
is
necessary for proper selection of
materials to know the strength degradation due to
cyclic loading.
In general, the effect of cyclic loading, estimated
by the ratio of fatigue limit to static strength, seems to
be different because of the strength of material
[5].
Although the similar tendency was obtained in this
study, the degree of cyclic effect was different in
two
materials. This was due to the difference of the static
fatigue behavior for SSN and GSSN materials, as
shown
in Figs.2 and
3.
The values of n, expressed in
o"N=constant
and
o"t=constant, were
51
and 90 for
GSSN material under rotary bending and static fatigue,
respectively, and were 49 and 180 for
SSN
material.
The static fatigue limit seemed to be about 490 MPa for
GSSN material, and relatively lower than 540 MPa for
SSN material.
Thus, the ratio of fatigue limit to static
550
i
n
t)
450:
400
A
Fig.2
350
10
103
lo4
los
lo6
107
lo8
lo9
N
S-N
and
S-t
curves for SSN material under
(0)
rotary bending and
(A)
static fatigue.
t
(sec)
c--
olor
350
1
,I
II
,I
,I
,
lo3 104
los
lo6
107
10'
109
N
S-N
and
S-t
curves
for
GSSN
material under
(0)
rotary bending and
(A)
static fatigue.
Fig.3
n
am-
400
-
oo
O
0
300
lo2
lo3
lo4
los
lo6
lo7
lo8
109
N
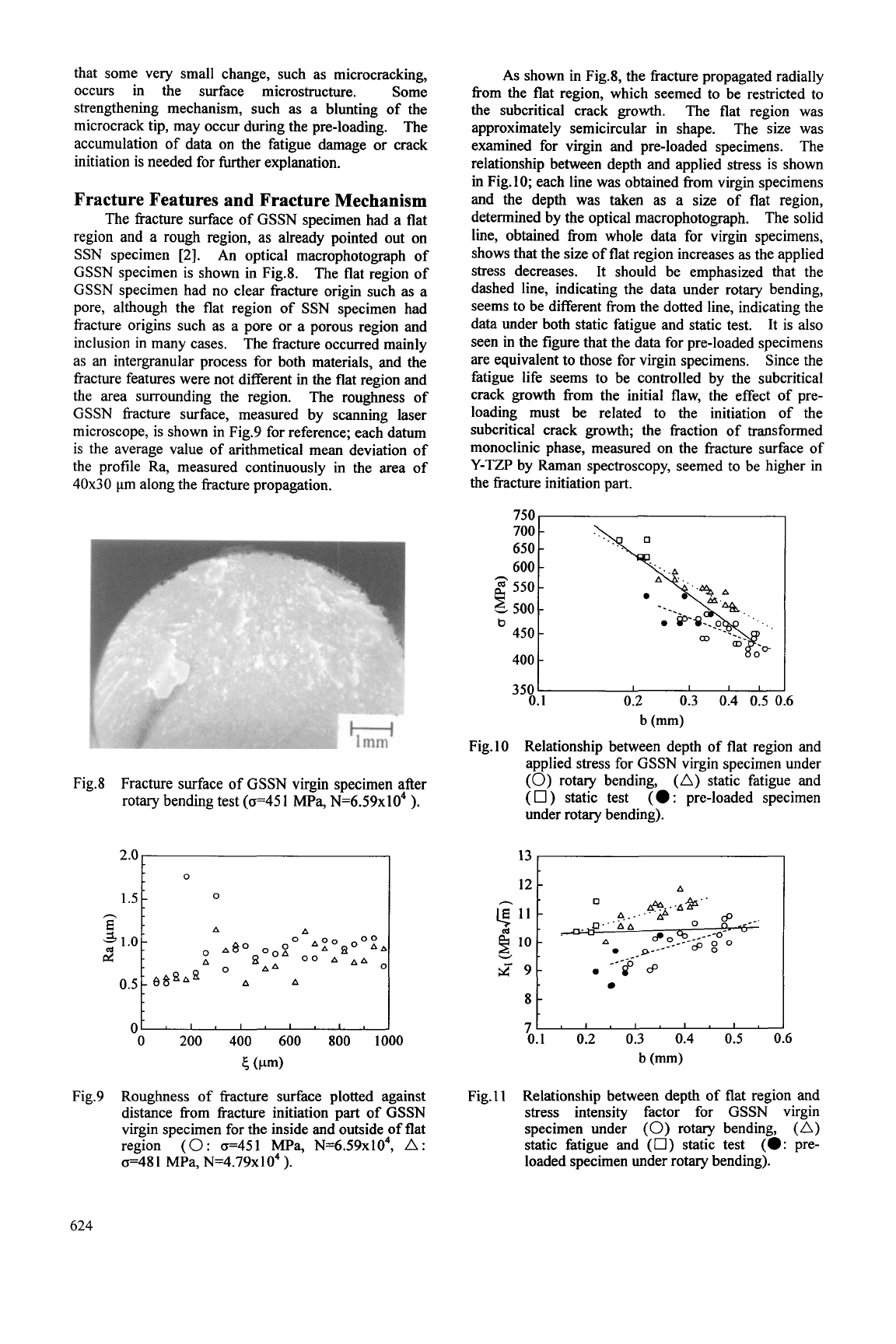
Fig.4 Fatigue strength for Y-TZP material under
(0)
rotary bending and
(A)
static fatigue.
622
fatigue limit was 400/490=0.82 for GSSN material, and
was higher than 0.70 for SSN material. Considering
the effective volumes of specimens under rotary
bending and static fatigue [2], the ratio was
0.86
for
GSSN
material, where Weibull modulus was taken as
15.
Therefore, it can be said that GSSN material has smaller
cyclic effect in comparison with SSN material. The
quantitative analysis on the degree of cyclic effect must
be studied in future, since it is reported
[6,7]
on the
present GSSN material that the plain specimen has no
cyclic effect. On the other hand, Y-TZP material had a
clear cyclic effect, referring to the limited data shown in
Fig.4. The fatigue limit seemed to be about
370
MPa.
Effect of Pre-loading near Fatigue Limit
The fatigue strength
of
specimens, pre-loaded near
fatigue limit, was compared with that
of
virgin
specimens. The test points for each material are
plotted on a logarithmic graph shown in Figs.5-7,
respectively.
For SSN material shown
in
Fig.5, seven specimens,
pre-loaded at the stress of 392 MPa within the range
1.5~10~ to 4.7~10~~ were prepared for testing; at the
stress level of 392 MPa, two virgin specimens were
fractured at 3.75~10~ and 1.23~10~ stresscycles which
were equivalent to about
8
and 25 days, respectively.
Three virgin specimens were compared with seven pre-
loaded specimens at the stress level of 451 MPa where
the failure seemed to occur in virgin specimens. These
data are shown in the figure by symbols
0
and
A,
respectively. The fatigue life seems to shift to a longer
life due to the pre-loading. Test points, expressed by
symbol
A,
were obtained on the pre-loaded specimens
(A)
at the stress of 451 MPa within the range 2.6~10~ to
3.6~10~
;
three pre-loaded specimens were tested again
at the stress level of 470 MPa.
For
GSSN
material shown in Fig.6, five
specimens, pre-loaded at the stress of 392 MPa
within the range 1.1~10~ to 1.7x107, were prepared
for testing. The testing condition was changed to
examine the pre-loading behavior of
SSN
material.
As
shown in the figure, each specimen was tested
within the range 1.0~107 to 3.6x107, increasing every
stress level of 20 MPa until it was fractured; one test
point with an arrow, shown at the stress of 529 MPa,
indicates the datum stopped testing. The similar test
was performed on Y-TZP material, having
transformation-toughening
behavior [8], to examine
the unusual behavior of two kinds of Si3N4. The
similar tendency can be seen in the results shown in
Fig.7.
These results show that the pre-loading does not
weaken the fatigue strength of virgin specimens. It is
important from a practical standpoint that the loading
near fatigue limit gives little influence on the fatigue
damage. This indicates that a flaw generation, having
some adverse effect on the strength characteristics, does
not occur. On the contrary, the pre-loaded specimens
seem to be stronger than virgin specimens. This
phenomenon
is
well known in steels as understressing
effect or coaxing effect. Contrary to the expectation,
any change of specimen surface due to pre-loading near
500
t-
-
g450
b
400
-
00
WA
A*
0
0
350
lo2
lo3
lo4
los
lo6
lo7 lo8
lo9
N
Fig.5
Fatigue lives for
(0)
virgin specimens and
(A,
A)
pre-loaded specimens under rotary bending
(SSN
material).
Am
00
--
00
450
Q-or
elk-
350'
*I
I'
lo3
104
lo5
lo6
107
lo8
lo9
io1O
N
Fig.6 Fatigue lives for
(0)
virgin specimens and
(A,
A,
0,
H
,
V)
pre-loaded specimens under
rotary bending: each symbol for five pre-loaded
specimens
indicates
the
data obtained at
different stress levels
(GSSN
material).
-I
350'
,I
-I
103
104
105
lo6
107
lo8
lo9
N
Fig.7
Fatigue lives for
(0)
virgin specimens and
(A,
A,
0,
a)
pre-loaded specimens under rotary
bending: each
symbol
for four pre4oaded
specimens indicates
the
data
obtained
at
different stress levels (Y-TZP material).
fatigue limit, such as the stress-induced transformation
for Y-TZP specimen, could not be detected apparently
by X-ray measurement. Nevertheless, there must be
some very small change in materials, stressed near
fatigue limit. Although the clear characteristic sign of
pre-loaded specimen is not be presented, it
is
believed
623
that some very small change, such as microcracking,
occurs in the surface microstructure. Some
strengthening mechanism, such as a blunting of the
microcrack tip, may occur during the pre-loading. The
accumulation of data on the fatigue damage
or
crack
initiation is needed for kther explanation.
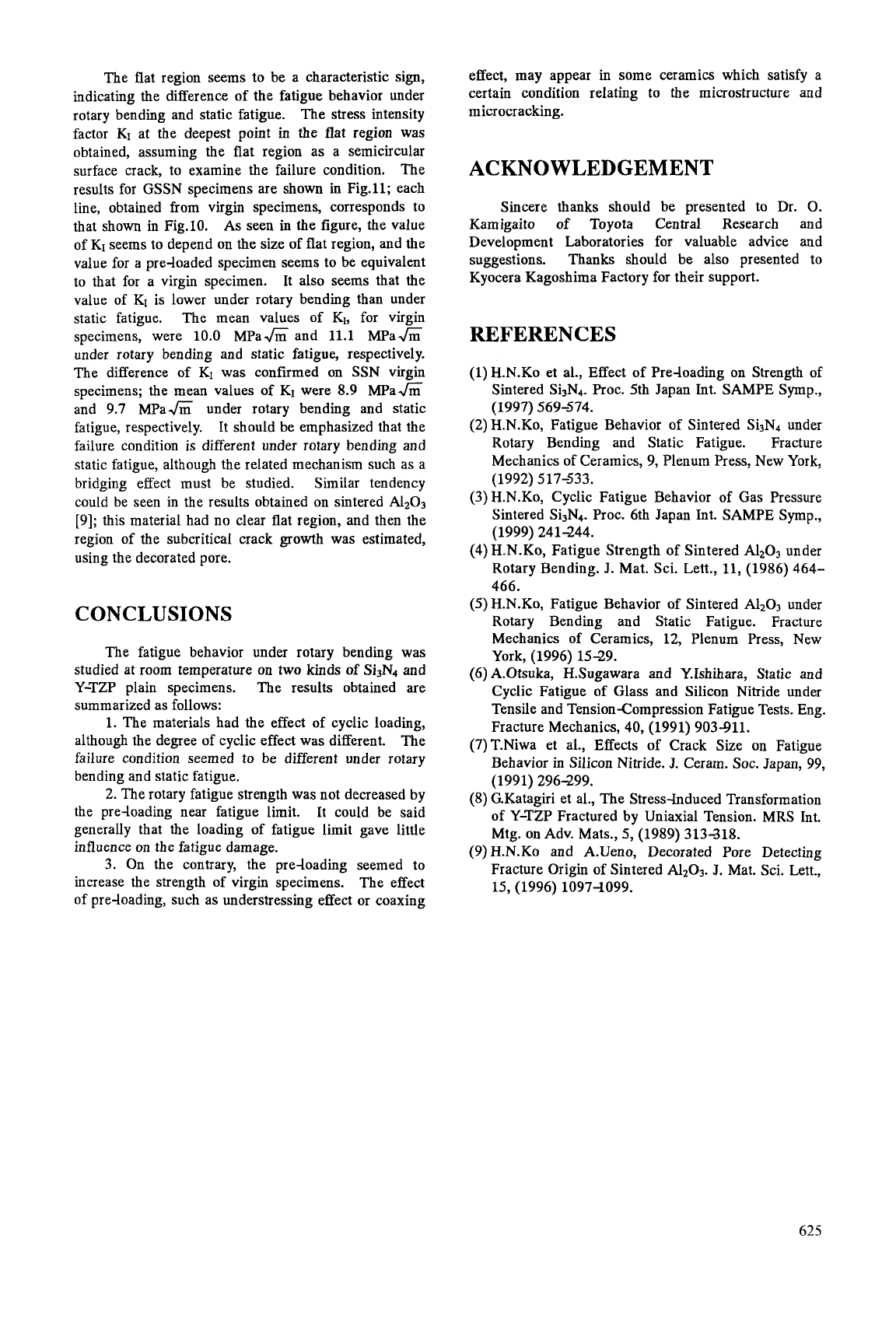
Fracture Features
and
Fracture Mechanism
The fracture surface of GSSN specimen had a flat
region and a rough region, as already pointed out on
SSN specimen
[2].
An optical macrophotograph of
GSSN specimen is shown in Fig.8. The flat region of
GSSN specimen had no clear fracture origin such as a
pore, although the flat region of SSN specimen had
fracture origins such as a pore or a porous region and
inclusion in many cases. The fracture occurred mainly
as an intergranular process for both materials, and the
fracture features were not different in the flat region and
the area surrounding the region. The roughness of
GSSN fracture surface, measured by scanning laser
microscope, is shown in Fig.9 for reference; each datum
is the average value of arithmetical mean deviation of
the profile Ra, measured continuously in the area of
40x30
pm along the fracture propagation.
Fig.8 Fracture surface
of
GSSN virgin specimen after
rotary bending test
(0=45
1
MPa, N=6.59x104
).
1.5
I
O0
I
A
A
0
200
400
600
800
1000
5
(Pm)
Fig.9 Roughness of fracture surface plotted against
distance from fracture initiation part of
GSSN
virgin specimen for the inside and outside of flat
region
(0:
0=451
MPa, N=6.59x104,
A:
0=481 MPa, N=4.79x104).
As
shown in Fig.8, the fracture propagated radially
from the flat region, which seemed to be restricted to
the subcritical crack growth. The flat region was
approximately semicircular in shape. The size was
examined for virgin and pre-loaded specimens.
The
relationship between depth and applied stress is shown
in Fig.
10;
each line was obtained from virgin specimens
and the depth was taken as a size of flat region,
determined by the optical macrophotograph. The solid
line, obtained from whole data for virgin specimens,
shows that the size of flat region increases
as
the applied
stress decreases. It should be emphasized that the
dashed line, indicating the data under rotary bending,
seems to be different from the dotted line, indicating the
data under both static fatigue and static test.
It is also
seen in the figure that the data for pre-loaded specimens
are equivalent to those for virgin specimens.
Since the
fatigue life seems to be controlled by the subcritical
crack growth from the initial flaw, the effect of pre-
loading must be related to the initiation of the
subcritical crack growth; the fraction of transformed
monoclinic phase, measured on the fracture surface of
Y-TZP by Raman spectroscopy, seemed to be higher in
the fracture initiation part.
750
700
650
600
550
h
2.500
b
450
400
2cn
I
I
I
I
I
_I"
0.1
0.2
0.3
0.4
0.5
0.6
b
(mm)
Fig.10 Relationship between depth of flat region and
applied stress for GSSN virgin specimen under
(0)
rotary bending,
(A)
static fatigue and
(
0
)
static test
(
0
:
pre-loaded specimen
under rotary bending).
sl
b.1
0.2
0.3
0.4
0.5
0.6
b
(mm)
Fig.11
Relationship between depth of flat region and
stress intensity factor for GSSN virgin
specimen under
(0)
rotary bending,
(A)
static fatigue and
(17)
static test
(0:
pre-
loaded specimen under rotary bending).
624
The flat region seems to be a characteristic sign,
indicating the difference of the fatigue behavior under
rotary bending and static fatigue. The stress intensity
factor KI at the deepest point in the flat region was
obtained, assuming the flat region as a semicircular
surface crack, to examine the failure condition. The
results for GSSN specimens are shown in Fig.11; each
line, obtained fiom virgin specimens, corresponds to
that shown in Fig.10. As seen in the figure, the value
of
KI seems to depend on the size of flat region, and the
value for a pre-loaded specimen seems to be equivalent
to that for a virgin specimen. It also seems that the
value of KI is lower under rotary bending than under
static fatigue. The mean values of KI, for virgin
specimens, were 10.0 MPaG and
11.1
MPaG
under rotary bending and static fatigue, respectively.
The difference of Kl was confirmed on SSN virgin
specimens; the mean values
of
KI were 8.9 MPa&
and 9.7 MPaG under rotary bending and static
fatigue, respectively. It should be emphasized that the
failure condition
is
different under rotary bending and
static fatigue, although the related mechanism such as a
bridging effect must be studied. Similar tendency
could be seen in the results obtained on sintered
AlZO3
[9]; this material had no clear flat region, and then the
region
of
the subcritical crack growth was estimated,
using the decorated pore.
CONCLUSIONS
The fatigue behavior under rotary bending was
studied at room temperature on two kinds of Si3N4 and
Y-TZP plain specimens. The results obtained are
summarized as follows:
1.
The materials had the effect of cyclic loading,
although the degree of cyclic effect was different. The
failure condition seemed to be different under rotary
bending and static fatigue.
2.
The rotary fatigue strength was not decreased by
the pre-loading near fatigue limit. It could be said
generally that the loading of fatigue limit gave little
influence on the fatigue damage.
3.
On
the contrary, the pre-loading seemed to
increase the strength of virgin specimens. The effect
of
pre-loading, such as understressing effect or coaxing
effect, may appear in some ceramics which satisfy a
certain condition relating to the microstructure and
microcracking.
ACKNOWLEDGEMENT
Sincere thanks should be presented to Dr.
0.
Kamigaito of Toyota Central Research and
Development Laboratories for valuable advice and
suggestions. Thanks should be also presented to
Kyocera Kagoshima Factory for their support.
REFERENCES
(1)H.N.Ko et al., Effect of Pre-loading on Strength of
Sintered Si3N4.
Proc.
5th Japan Int. SAMPE Symp.,
(2)
H.N.Ko, Fatigue Behavior of Sintered Si3N4 under
Rotary Bending and Static Fatigue. Fracture
Mechanics of Ceramics, 9, Plenum Press, New York,
(3) H.N.Ko, Cyclic Fatigue Behavior of Gas Pressure
Sintered Si3N4. Proc. 6th Japan Int. SAMPE Symp.,
(1999) 241244.
(4) H.N.Ko, Fatigue Strength of Sintered
A1203
under
Rotary Bending. J. Mat.
Sci.
Lett.,
11,
(1986) 464-
466.
(5) H.N.Ko, Fatigue Behavior
of
Sintered A1203 under
Rotary Bending and Static Fatigue. Fracture
Mechanics of Ceramics, 12, Plenum Press, New
York, (1996) 1529.
(6) A.Otsuka, H.Sugawara and Y.Ishihara, Static and
Cyclic Fatigue of Glass and Silicon Nitride under
Tensile and TensionCompression Fatigue Tests. Eng.
Fracture Mechanics, 40, (1991) 903-911.
(7)T.Niwa et al., Effects of Crack Size on Fatigue
Behavior in Silicon Nitride. J. Ceram.
SOC.
Japan, 99,
(1991) 296299.
(8) G.Katagiri et al., The Stress-Induced Transformation
of Y-TZP Fractured by Uniaxial Tension. MRS Int.
Mtg. on Adv. Mats.,
5,
(1989)
313318.
(9)
H.N.Ko
and A.Ueno, Decorated Pore Detecting
Fracture Origin of Sintered Al2O3.
J.
Mat. Sci. Lett.,
15,
(1996) 10974099.
(1997) 569-574.
(1992) 517-533.
625

This Page Intentionally Left Blank
LASER CUTTING AND JOINING OF 2D-REINFORCED CMC
Marc Ordung", Florian Berndt, Gunter Ziegler
University
of
Bayreuth, Institute
for
Materials Research,
D-95440
Bayreuth, Germany
ABSTRACT
To investigate influence of several cutting methods
on flexural strength of ceramic matrix composites
(CMC) was the main topic of this work. Strength values
vary between about 230 MPa (COz laser) and about
339 MPa (water jet cutting), and can be related to the
(thermal) damage of the material caused during cutting.
A
further topic concerns joining of CMCs with a liquid
preceramic polymer after cutting. Shear strength of the
joint strongly depends on the porosity of the matrix
material before joining and varies between
5
MPa
(joining after two infiltration and pyrolysis steps) and
29 MPa (joining after one infiltration step and
subsequent crosslinking).
INTRODUCTION
Ceramic matrix composites were produced by
infiltration of woven C-fibre fabrics with liquid
metallorganic precursors (LPI) followed by pyrolysis at
1000
"C
in
nitrogen. Complex three-dimensional parts
can be obtained by cutting and joining semifabricated
sheets. The criteria for the cutting methods are high
flexibility and precision, minimum tool wear and high
cutting speed. In principle the laser technique meets
these requirements due to the noncontacting removal of
material
[l].
In this work, several cutting methods
(different types of lasers, diamond saw, water jet) of the
CMCs were compared based on the results of four point
bending strength and the observation of (thermal)
material damage. Furthermore, the composite material
was joined by infiltration and pyrolysis using the same
organic precursor for joining as for infiltration. Shear
strength of the joint was determined by asymmetric four
point bending test.
EXPERIMENTAL PROCEDURE
Sample Preparation
The liquid preceramic polymers (polyzilazanes) used
for the infiltration of ceramic fibre preforms were
developed at the Institute for Materials Research,
University of Bayreuth. They are produced in a pilot
plant in batches of several kilograms. The viscosity and
the chemical composition of the liquid polymers can be
systematically varied by the choice of the raw products
and the processing conditions
[2].
Carbon fibre fabrics
(KDL
5002,
SGL
Carbon) were
used as reinforcing components.
Preparation of the CMC was performed by liquid
polymer infiltration (LPI) of the fibre fabric
[3].
After
infiltration, the liquid precursor was first converted into
an unmeltable crosslinked polysilazane by thermal
treatment at
150
"C. In the next step, the polymer was
converted into an amorphous SiCN ceramic by pyrolysis
at
1000
"C in nitrogen. The ceramic yield was about
75
%
and the density increases from
1.1
g/cm3 to
2.2
g/cm3 before and after pyrolysis, respectively,
leading to a significant volume shrinkage of the matrix
material. The resulting porosity of the CMC was
reduced to
5
-
10
%
by further infiltration and pyrolysis
steps. In total, the number of infiltration and pyrolysis
steps was seven. The sample size was
50
mm
x
110
mm
x 3.5 mm.
Cutting methods
Several cutting methods with different cutting speeds
(v)
were used to obtain samples for the four point
bending tests from the semifabricated sheets.
Diamond saw cutting
The samples were cut by a sliding copper wire, covered
with diamond particles (v
=
0.5
ds).
Laser cutting
In comparison with the mechanical cutting, the samples
were cut by two different types of lasers. The first type
was a carbon dioxide laser
(h
=
10.6 ym, Pcw
=
700
W,
v
=
3
ds)
and the second one a copper vapour laser
(A,
=
510.6 nm,
h2
=
578.2 nm, PAV
=
64
W,
v
=
0.3
ds).
Water jet cutting
The samples were cut by an abrasive water jet. The
abrasive medium was alumina containing sand and the
jet pressure was 300 MPa (v
=
3.3
ds).
Joining
The size of the joining samples (CMC) was 3
mm
x
4
mm x
40
mm. Two front faces were joined
with
the
same liquid precursor used for infiltration of the CMC.
The joining process was performed after the first
infiltration step, before pyrolysis
or
after the first or
second pyrolysis step, respectively. Further infiltration
and pyrolysis steps were carried out very similar to the
preparation process of the CMCs.
627
Mechanical properties
Four
point bending tests were performed to
determine the influence of the cutting method on the
strength of the CMCs. The machined area of the samples
were under tensile stress.
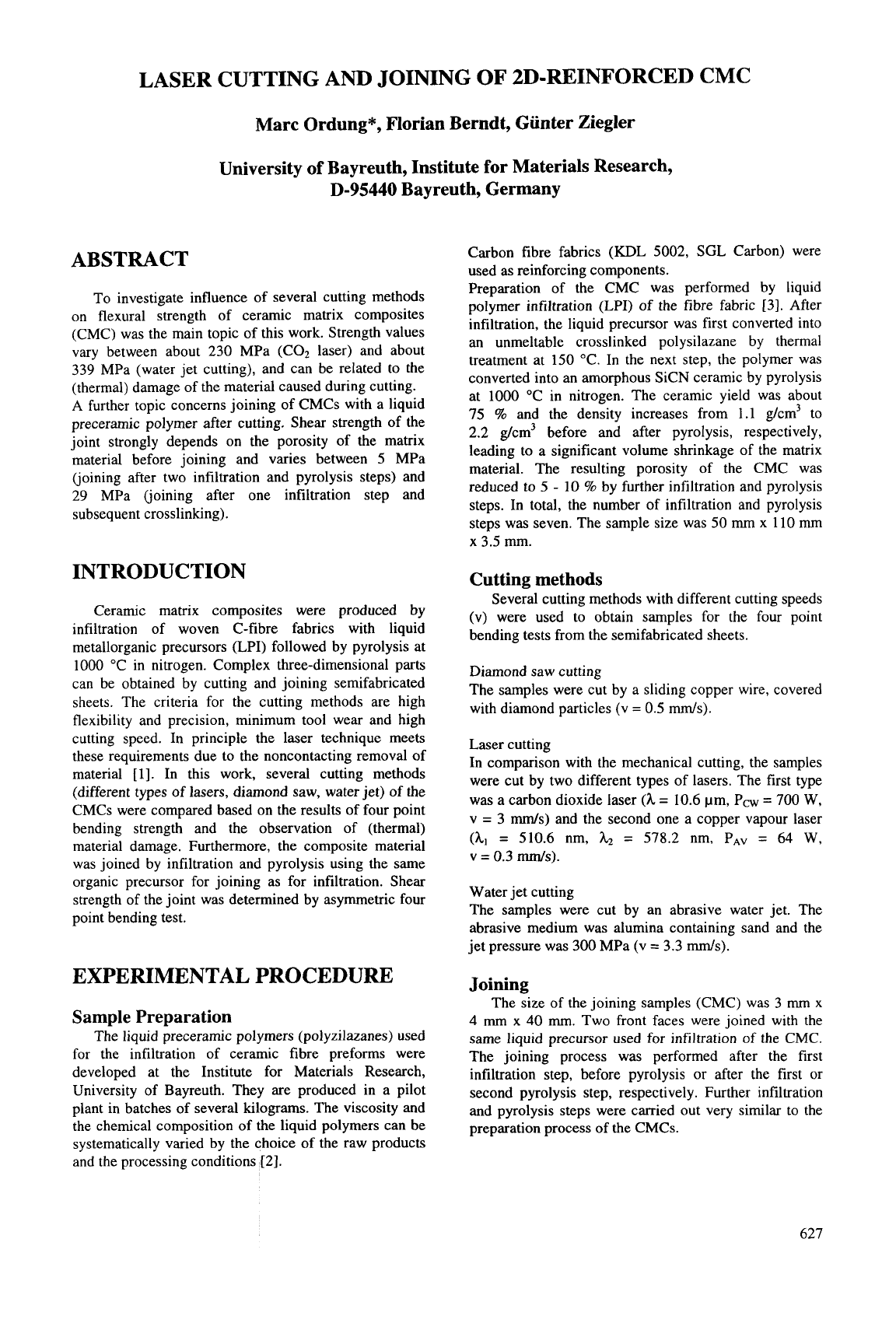
Shear strength of the joint was determined by
asymmetric four point bending test
141.
A
schematic
drawing of the experimental setup of the asymmetric
four point bending test is given in Fig.
1.
400
380
]
-1
I
E.
3404'
IT,
I
320
4
IF
-
3
F(
X-y )
T'-
2bh(x+y)
Fig. 1: Schematic drawing
of
the experimental
setup
of
the asymmetric four point bending
test
RESI
LTS
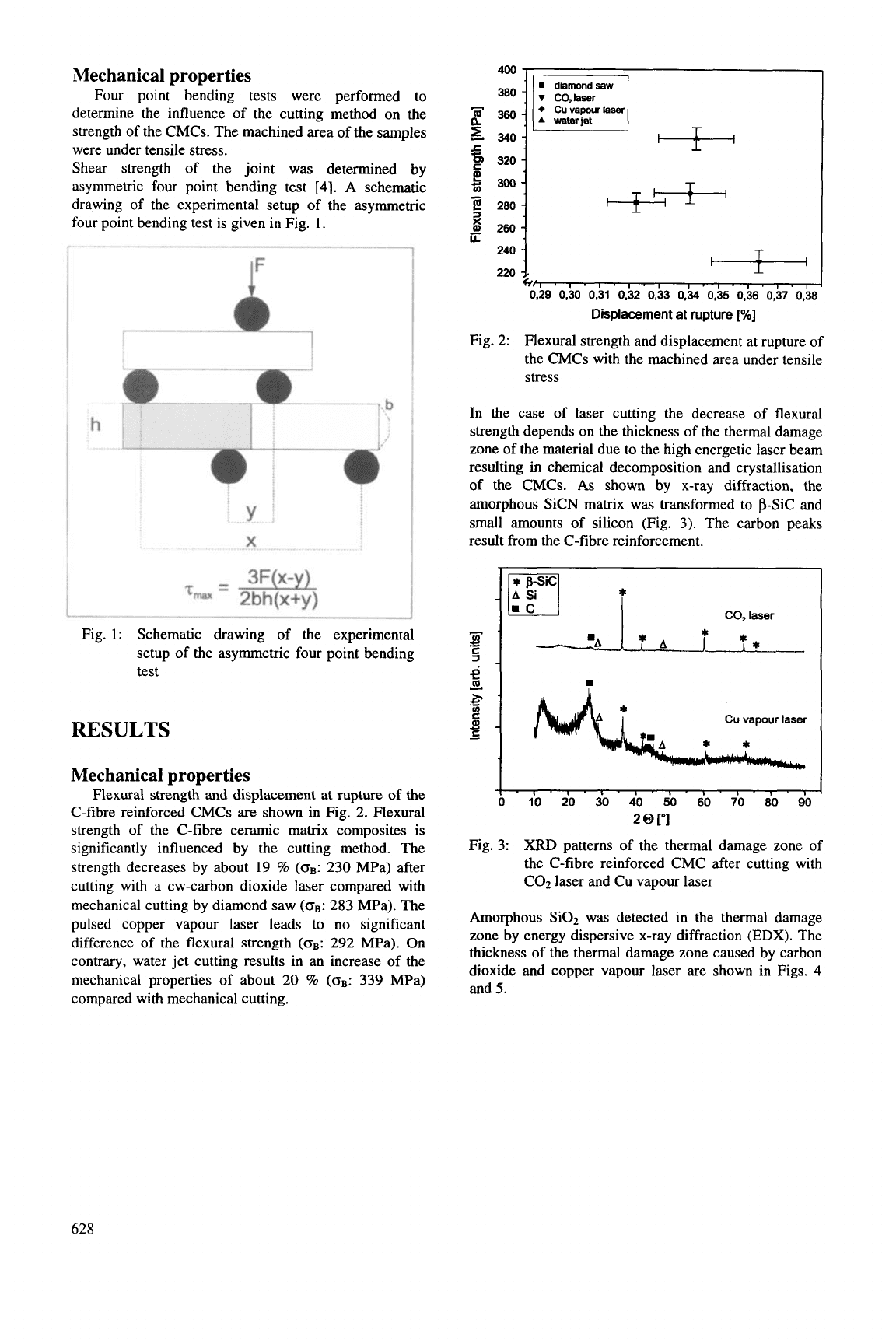
Mechanical properties
Flexural strength and displacement at rupture
of
the
C-fibre reinforced CMCs are shown in Fig.
2.
Flexural
strength of the C-fibre ceramic matrix composites is
significantly influenced by the cutting method. The
strength decreases by about
19
%
(0s:
230
MPa) after
cutting with a cw-carbon dioxide laser compared with
mechanical cutting by diamond saw
(og:
283
MPa). The
pulsed copper vapour laser leads to no significant
difference of the flexural strength
(cB:
292
MPa). On
contrary, water jet cutting results in an increase of the
mechanical properties of about
20
%
(aB:
339
MPa)
compared with mechanical cutting.
220
w
~~,.,.,.,*,.,.,.,,,,,
0.29
0.30 0.31 0.32
0,33
0,34
0,35 0,36 0,37 0.38
240
1
Displacement at rupture
[%I
Fig.
2:
Flexural strength and displacement at rupture of
the CMCs with the machined area under tensile
stress
In the case of laser cutting the decrease of flexural
strength depends on the thickness of the thermal damage
zone
of
the material due to the high energetic laser beam
resulting in chemical decomposition and crystallisation
of the CMCs.
As
shown by x-ray diffraction, the
amorphous SiCN matrix was transformed to p-Sic and
small amounts of silicon (Fig.
3).
The carbon peaks
result from the C-fibre reinforcement.
Cu
vapour laser
C
I.I'I.I.I.I.l'I.I.1
o
10
20
30
40
50
60
70
ao
90
20"]
Fig.
3:
XRD
patterns of the thermal damage zone
of
the C-fibre reinforced CMC after cutting with
C02 laser and Cu vapour laser
Amorphous SO2 was detected
in
the thermal damage
zone by energy dispersive x-ray diffraction
(EDX).
The
thickness
of
the thermal damage zone caused by carbon
dioxide and copper vapour laser are shown in Figs.
4
and
5.
628
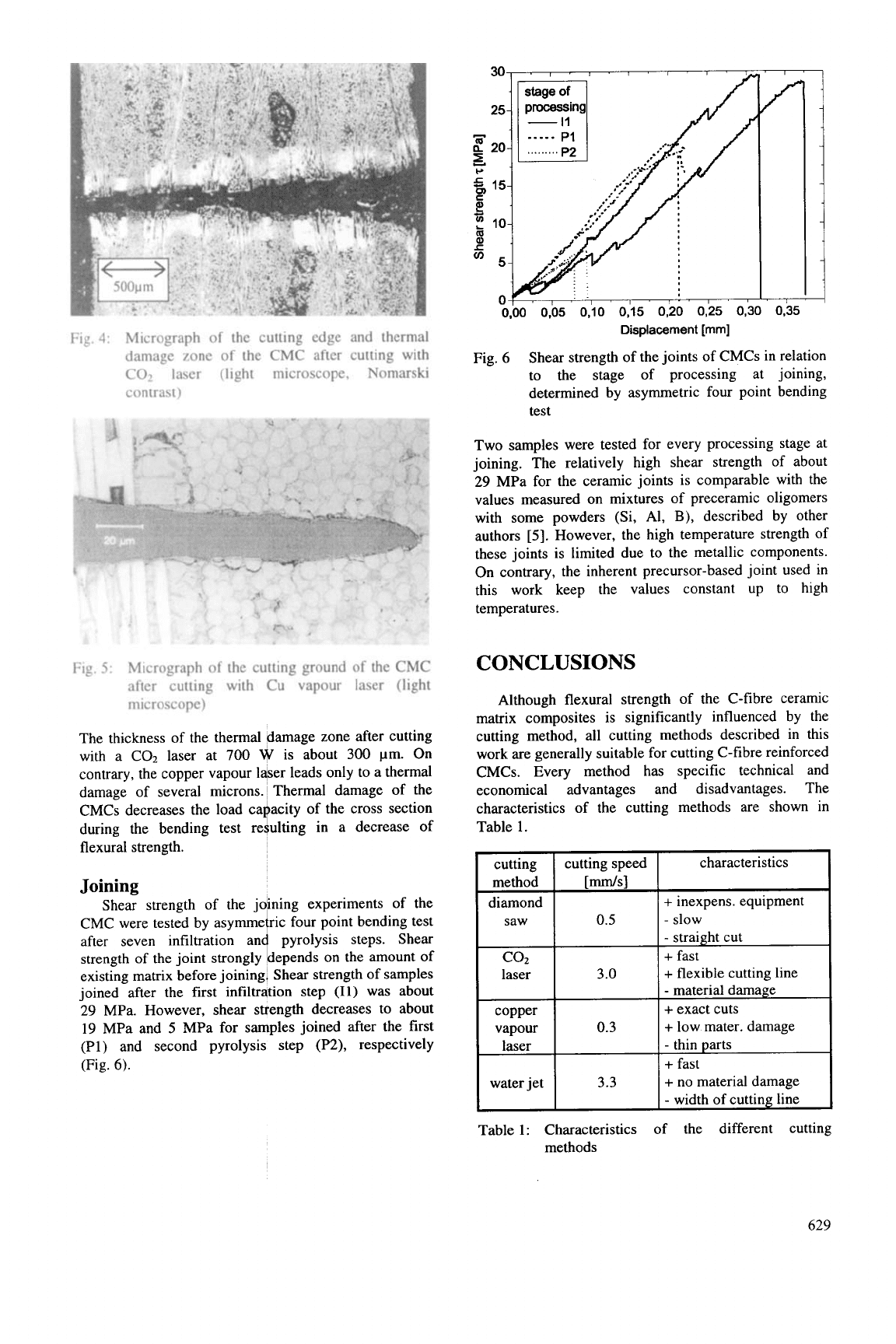
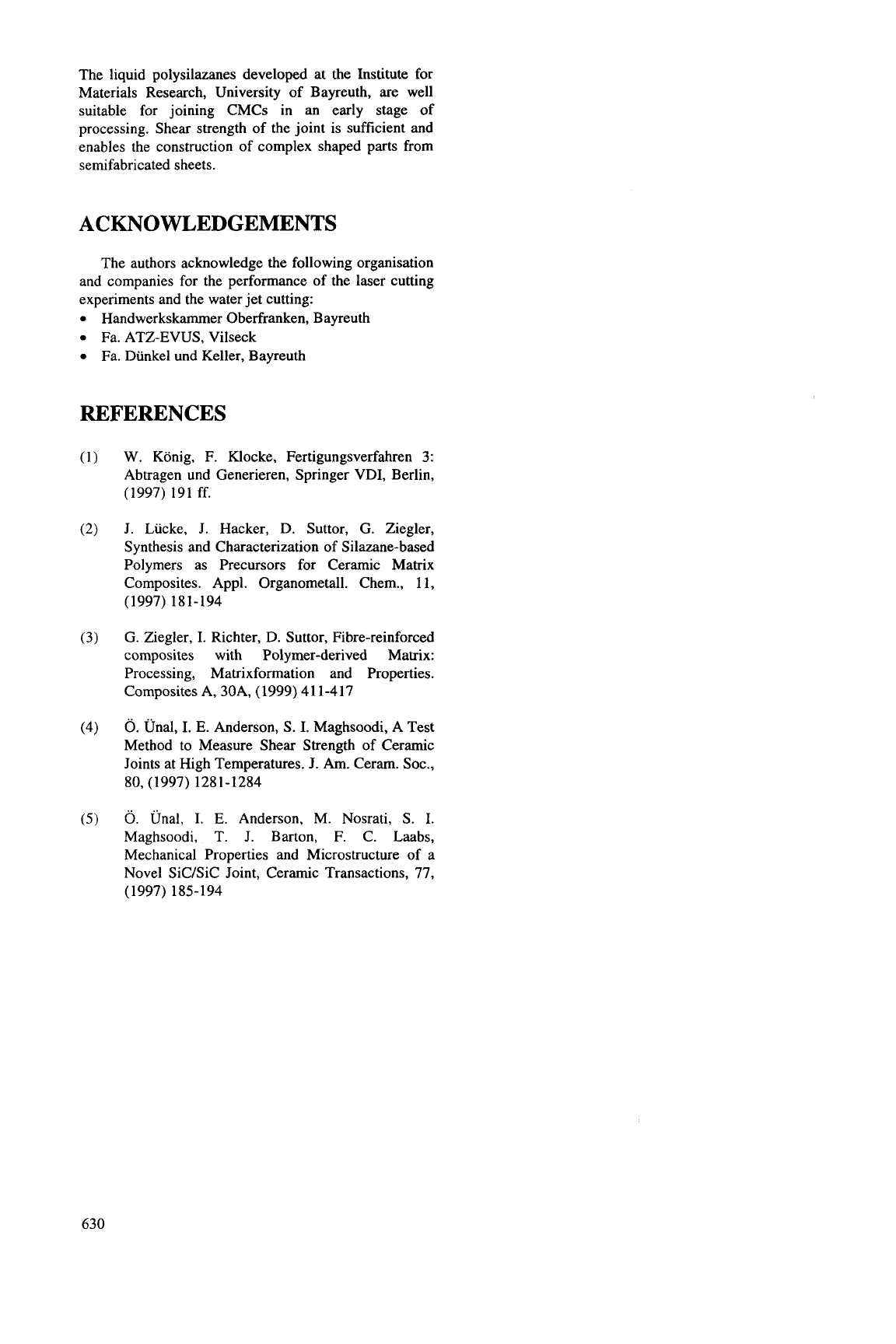
Fig.
4:
Micrograph of the qutting edge and thermal
damage zone of
the^
CMC after cutting with
COz laser (light microscope, Nomarski
contrast)
Fig.
5:
Micrograph of the clptting ground of the CMC
after cutting with Cu vapour laser (light
microscope)
The thickness
of
the thermal damage zone after cutting
with a
COz
laser at
700
W
is about
300
pm. On
contrary, the copper vapour Idser leads only to a thermal
damage
of
several microns.~ Thermal damage of the
CMCs decreases the load ca acity
of
the cross section
during the bending test re
t
ulting in a decrease of
flexural strength.
Joining
Shear strength
of
the jdining experiments
of
the
CMC
were tested by asymme ric four point bending test
after seven infiltration an pyrolysis steps. Shear
strength of the joint strongly
I
depends on the amount of
existing matrix before joining1 Shear strength of samples
joined after the first infiltrqtion step
(11)
was about
29 MPa. However, shear strength decreases to about
19 MPa and
5
MPa for samples joined after the first
(Pl) and second pyrolysis step (P2), respectively
(Fig.
6).
30
-
25
-
-
B
20-
E..
P
-
g!.
:
10-
3.
I--
5
15-
5-
0.00
0.05 0,lO
0,15
0.20
0.25
0,30
0,35
Displacement
[mm]
Shear strength of the joints
of
CMCs
in
relation
to the stage
of
processing at joining,
determined by asymmetric four point bending
test
Fig.
6
Two samples were tested
for
every processing stage at
joining. The relatively high shear strength
of
about
29
MPa for the ceramic joints is comparable with the
values measured on mixtures of preceramic oligomers
with some powders (Si, Al,
B),
described by other
authors
[5].
However, the high temperature strength
of
these joints is limited due to the metallic components.
On contrary, the inherent precursor-based joint used
in
this work keep the values constant up to high
temperatures.
CONCLUSIONS
Although flexural strength of the C-fibre ceramic
matrix composites is significantly influenced by the
cutting method, all cutting methods described
in
this
work are generally suitable for cutting C-fibre reinforced
CMCs. Every method has specific technical and
economical advantages and disadvantages. The
characteristics of the cutting methods are shown
in
Table 1.
+
flexible cutting line
+
no material damage
Table
1
:
Characteristics of the different cutting
methods
629
The liquid polysilazanes developed at the Institute for
Materials Research, University of Bayreuth, are well
suitable for joining CMCs in an early stage of
processing. Shear strength of the joint is sufficient and
enables the construction of complex shaped parts from
semifabricated sheets.
ACKNOWLEDGEMENTS
The authors acknowledge the following organisation
and companies
for
the performance of the laser cutting
experiments and the water jet cutting:
0
Handwerkskammer Oberfranken, Bayreuth
0
Fa. ATZ-EVUS, Vilseck
Fa. Diinkel und Keller, Bayreuth
REFERENCES
W.
Konig,
F.
Klocke, Fertigungsverfahren
3:
Abtragen und Generieren, Springer VDI, Berlin,
(1997) 191 ff.
J. Lucke, J. Hacker,
D.
Suttor,
G.
Ziegler,
Synthesis and Characterization of Silazane-based
Polymers as Precursors for Ceramic Matrix
Composites. Appl. Organometall. Chem., 11,
(1997) 181-194
G. Ziegler,
I.
Richter, D. Suttor, Fibre-reinforced
composites with Polymer-derived Matrix:
Processing, Matrixformation and Properties.
Composites A, 30A, (1999) 41 1-417
0.
Unal, I.
E.
Anderson,
S.
I. Maghsoodi, ATest
Method to Measure Shear Strength of Ceramic
Joints at High Temperatures.
J. Am. Ceram. SOC.,
80, (1997) 1281-1284
0.
Unal,
I.
E.
Anderson, M. Nosrati,
S.
I.
Maghsoodi,
T.
J.
Barton, F. C. Laabs,
Mechanical Properties and Microstructure of a
Novel SiC/SiC Joint, Ceramic Transactions, 77,
(1997) 185-194
630
ANALYSIS
OF
COMPOUNDING AND INJECTION MOULDING PROCESS
OF
CERAMIC POWDERS
Eckart Uhlmann and Philip Elsner*
Institute for Machine Tools and Factory Management, TU Berlin, Germany
ABSTRACT
Injection moulding of ceramic powders requires
additional binder systems to obtain a sufficient green
part solidity and the necessary flow properties of the
compound for mould filling. The first stage of the
process chain, the processing of the compound, is of
particular importance, since homogeneity of the
injection moulding compound is a prerequisite for a
high quality sintered product. The compounding
process was examined on a shear
roll
compactor and a
kneading extruder. The processing quality was
evaluated by means of existing compound
characteristics as well as properties of green part and
sintered products. Injection moulding was the second
stage investigated. The effects of the injection
parameters and their variants on the component
properties of the green part and the sintered product
were analysed. During further investigations, the
injection moulding behaviour and the flow properties
were examined during moulding processes of the
differently processed compounds.
INTRODUCTION
Producing compounds for powder injection moulding
includes
the
supply of the raw materials
or
of the
individual components in a
fixed
mass ratio to the
processing aggregate, further the blending, the
homogeneous distribution of the powder
in
the binder
and the formation of a pourable granulate. In the case
of powder injection moulding a solid material,
in
this
case the ceramic powder, is not only disseminated
in
a
component which
in
this case is the binder. Moreover,
the agglomerates
in
the powder also have to be
destroyed. This kind of compound production is
referred to as dispersive kneading. To break up all
powder agglomerates and to coat entirely every single
powder particle with binder, the compound has to be
homogenised. This is achieved with a sufficient
number of material rearrangements and the respective
shearing forces. Every remaining agglomerate causes a
inhomogeneity in the component which may lead to a
diminution of quality
or
even can be the cause of an
early rupture by loading the work piece.
The powder volume contents of the ceramic injection
moulding masses which approach the critical filler
rates places great demands on the processing and
kneading aggregates concerning the required power
rate and wear resistance. The investigations on
the
compounding
of
ceramic injection moulding masses
were carried out on two different machine systems,
which are described
in
the following chapter.
The second chapter describes the shaping process of
injection moulding and the influence of the varied
moulding parameters on the change
of
the work piece
properties on the examples of the green part and the
sintered product.
COMPOUNDING OF POWDER
INJECTION MOULDING MASSES
Investigations in compounding injection moulding
masses were conducted on aluminium oxide powder of
the specification CT1200SG by the company Alcoa
and the binder system TP EK
583
by the company
Clariant.
Dry ceramic powder is indispensable for the
production of a homogenous injection mass. In
compounding, the amount of bonded humidity which
depends on the respective air humidity can lead to a
formation of bubbles in cause of evaporation. Even
if
these bubbles are destroyed in the melted mass during
injection moulding, the humidity that settles on the
work piece causes inhomogeneities in
the
material.
This humidity poses a similarly grave problem during
the follow up processes, since the water evaporates
during thermal debinding before a sufficiently open
porosity is reached. The high vapour pressure within
the work piece causes a damage
or
a destruction of the
component.
For
this reason, a desiccation of the
powder prior to compounding is of utmost importance.
Thermo-gravimetric humidity measurements were
carried out during which a mean humidity rate of the
powder CT 1200 SG of w
=
0.38
%
was determined.
Therefore, an unproblematic processing of the com-
pound to sintered products requires prior desiccation of
the powder to reach a humidity rate of
<
0.1
%.
To
achieve this, materials were dried for
30
minutes in a
sigma-kneader at
6=
120 "C, later the binder was
added. The preliminary mixing lead to a dry pourable
compound in which the powder was bound on the
binder. This way, a dry compound could be produced
which has a much lower hydrophilic tendency since the
active surface has been significantly reduced. The
formation of dust could also be limited which has a
positive effect on
the
subsequent compounding
process.
The injection moulding masses were processed and
homogenised on two different machine systems.
A
shear roll compactor of the company Bellaform
Extrusionstechnik GmbH, Ingelheim, was used, which
is a machine that has already been widely applied in
powder processing. Moreover, an extruder of Drais-
Werke GmbH, Mannheim, was applied.
63
1