Ghodssi R., Lin P., MEMS Materials and Processes Handbook
Подождите немного. Документ загружается.

This is Blank Page Integra xxxii

Chapter 13
Surface Treatment and Planarization
Pinyen Lin, Roya Maboudian, Carlo Carraro, Fan-Gang Tseng, Pen-Cheng
Wang, and Yongqing Lan
Abstract Released structures, structures that move, free surfaces, and surfaces that
contact one another in operation are all common in MEMS devices. Free surfaces
on MEMS elements are crucial to device performance; hence, surface characteris-
tics must be well controlled during release processes. In this chapter, materials and
processes pertinent to device surfaces are discussed in seven main sections. Case
studies and examples illustrate the processing details. The first section centers on
release processes that create the free device surface, including surface treatments to
prevent stiction. Tools for surface analysis are discussed in the second section, and
the third section focuses on (undesired) adhesion of MEMS structures, i.e. stiction
(Sections “Release Processes and Surface Treatments to Prevent Stiction”, “Surface
Analysis”, and “Adhesion and Friction of MEMS”, in this chapter).
As MEMS diversify into chemical, analytical, and biomedical applications,
MEMS devices interface with chemical and biological environments, making the
free surface between MEMS elements and the environment crucial to performance.
The chemistry of surface treatments and the variety of substrate materials constitute
a distinct field for surface design and processing of MEMS devices. The func-
tionalized surface must respond to changes in the environment and translate those
changes into measurable signals. Accordingly, the fourth and fifth sections describe
chemical and biological treatments to create appropriately functionalized surfaces
(Sections “Chemical Modification of MEMS Surfaces” and “Surface Considerations
for Biological Applications”, in this chapter).
As light interacts with MEMS devices, three optical parameters are relevant to
performance: reflection, transmission, and absorption. The design of optical coat-
ings to meet the optical requirements of MEMS applications is discussed in Section
“Surface Coating for Optical Applications”, in this chapter. The materials and
processes for optical coating and surface requirements are also discussed.
The final section, Section “Chemical Mechanical Planarization”, in this chap-
ter, concerns chemical mechanical planarization (CMP) for MEMS applications.
MEMS structures with high aspect ratios are often created to achieve specific
P. Lin (B)
Touch Micro-system Technology Corp., Taoyuan; Walsin Lihwa Corporation, Taipei, Taiwan
e-mail: pinyen_lin@alum.mit.edu
925
R. Ghodssi, P. Lin (eds.), MEMS Materials and Processes Handbook,
MEMS Reference Shelf, DOI 10.1007/978-0-387-47318-5_13,
C
Springer Science+Business Media, LLC 2011
926 P. Lin e t al.
performance objectives, creating raised topography. CMP is required to level the
surface for subsequent microlithography. Details of the CMP process for various
materials and design criteria are also described.
13.1 Release Processes and Surface Treatments to Prevent
Stiction
As described in earlier chapters, a number of fabrication techniques are employed
in microsystems technology. Among them are bulk micromachining, surface micro-
machining, and LIGA [1–3]. Although these methods employ lithographic, etching
and deposition techniques that are substantially similar to those employed in IC
device fabrication, the mechanical nature of MEMS devices introduces new pro-
duction and reliability issues. Foremost among these is s tiction-related failure. The
inherently large surface area-to-volume ratio of surface microstructures causes these
devices to be vulnerable to adhesion, either to the underlying substrate or to adjacent
microstructures [4–13]. The term stiction, borrowed from the disk-drive industry, is
used to describe this phenomenon, because the restoring forces in micromechanical
devices generally have both tangential and vertical components.
Stiction can occur both in the production phase and during device operation.
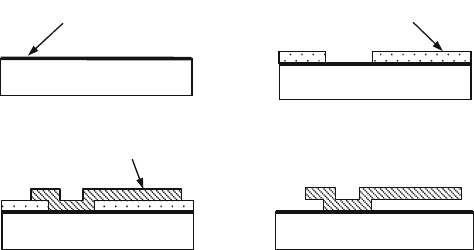
Consider, for example, the process of surface micromachining, which is probably
the most flexible and widely used fabrication method. The basic steps in the pro-
cess are illustrated in Fig. 13.1. The final step of sacrificial layer removal is called
the “release step.” If the release process occurs from solution, the surface tension
Crystalline Si
Crystalline Si
Isolation layer
(silicon nitride)
(a)
Sacrificial layer
(silicon oxide)
Crystalline Si
(c)
Crystalline Si
Microstructural layer
(polysilicon)
(d)
(b)
Fig. 13.1 Schematics of basic steps employed in a surface micromachining fabrication process.
First, the substrate is typically coated with an isolation layer (a) that protects it during s ubsequent
etching steps. A sacrificial spacer layer is then deposited on the substrate and patterned (b). The
microstructural film is then deposited and etched (c). Finally, selective etching of the sacrificial
layer releases the microstructures, creating the freestanding micromechanical structures such as
the cantilever beam shown in cross section in (d)[8]. Reprinted with permission. Copyright 1993
Elsevier
13 Surface Treatment and Planarization 927
of the draining rinse liquid draws the microstructure into contact with the underly-
ing substrate, leading to “release stiction.” Stiction occurring later during operation
is generally called “in-use stiction” and is due to intentional or accidental contact
between microscopic parts. As implied by the term stiction, MEMS surfaces gener-
ally undergo both normal and sliding contact, so friction and wear are also important
issues [14–17], limiting both the production yield and the useful lifetime of many
microdevices.
Strong adhesion is generally caused by capillary, electrostatic and van der Waals
forces, and in some cases by “chemical” forces such as hydrogen bonding and solid
bridging. Treatments that render the surfaces hydrophobic can be used, eliminating
capillary forces. Such treatments offer varying degrees of thermal and chemical
stability, surface hardness, wear resistance, and electrical conductivity. Electrical
properties and chemical stability are factors to consider when trying to minimize
electrostatic forces (e.g., charge trapping). Lastly, van der Waals forces are results
of the polarizability of a medium and as such cannot be eliminated. Their effect can,
however, be mitigated by appropriate surface texturing. We mention only in passing
that retardation effects transform the van der Waals force into the so-called Casimir
force at large body separation (several tens of nm). Therefore, while the Casimir
force, by definition, does not act at contact, and thus cannot strictly be considered
a player in stiction failure, it can contribute significantly to the contact pressure in
those cases when the microstructure contact occurs at high aspect ratio asperities
(e.g., for very rough surfaces) [18].
Fabrication processes severely constrain surface treatments [19]. This implies
that the first and most important factor in stiction prevention is good design. A
good design considers the mechanical response of a device, in order to avoid or
minimize surface contacts. A secondary factor is a good material choice, but this
is often constrained by various other considerations (including cost and available
infrastructure). The approach of last resort is to treat surfaces during, or right after,
the microstructure release. It is the easiest approach, since it has the least impact
on the front-end fabrication steps, but it is also the approach that carries the highest
risk of compromising reliability and production yield. A back-end coating process
must be conformal to ensure uniform deposition in areas that are not in the line of
sight. It must also account for the thermal budget of eventual packaging and bond-
ing processes (which often require thermal stability in excess of 300
◦
C). Finally,
one cannot overemphasize that all too often, stiction failure is the unintended (but
foreseeable) consequence of poor design. The surface treatments discussed in this
chapter are not intended as a substitute for good design practice.
Release processes and their specific recipes must be developed and optimized
based on the combinations of structural and sacrificial materials involved. Examples
include metal and polymer (e.g., aluminum and hardened photoresist), metal and
metal (e.g., nickel and copper), semiconductor and oxide (e.g., silicon and silica),
or semiconductor and semiconductor (e.g., silicon carbide and silicon) [1–3, 13, 20,
21]. Polycrystalline silicon, deposited by low-pressure chemical vapor deposition
(LPCVD), is used frequently in surface micromachining, with an oxide film as the
sacrificial layer and an oxide or nitride film as the isolation layer. We will discuss
928 P. Lin e t al.
this combination of materials in detail to illustrate the subtleties involved in the
choice of a release process.
13.1.1 Wet Chemical Release Techniques
Silicon oxide sacrificial films are etched by liquid hydrofluoric acid (HF). HF also
etches silicon nitride, although relatively more slowly, and usually has a negligible
effect on polysilicon. If long etch times are needed in order to etch hard to reach,
recessed areas, hydrochloric acid is added to the etching solution in a 1:1 ratio with
HF to prevent chemical attack of the silicon nitride insulation layer. This is followed
by one or more rinses in water to displace the etch solution and etch residue, and
drying. The oxidized polysilicon surface that results from the rinse and dry process
is hydrophilic, with a water contact angle in the range from zero to 30
◦
. Capillary
forces are thus generated by the meniscus formed between the suspended structure
and substrate. These forces may be sufficiently strong to collapse the microstructure
onto the substrate. The oft-ensuing permanent adhesion is called release stiction.
Release stiction can be further magnified by solid bridging of dissolved sacrificial
residues from the rinse solution [5–7].
Several release approaches, such as freeze-sublimation drying and supercrit-
ical drying, can help to minimize or eliminate release-related stiction [22–31].
These approaches share the common feature of avoiding meniscus formation. The
most commonly adopted approach is supercritical drying using CO
2
[24], with
commercial tools now available for realizing this process at the wafer level [30].
However, it is preferable to use freeze-sublimation drying [23] because it is a sim-
pler process. An alternative approach to wet release is to make the microstructure
surfaces hydrophobic or nonwetting, e.g., by formation of an organic self-assembled
monolayer (SAM) film [29]. These coatings eliminate the capillary attraction that
collapses the microstructures upon drainage of the wetting liquid phase, and have
the additional appeal of providing in-use stiction relief.
13.1.2 Dry Release Techniques
The difficulties inherent in the drying of microstructures can be avoided altogether
if a dry release process is available. This is generally the case when the sacrificial
material is a polymer, which can be removed by an oxygen plasma etch. A wet-dry
hybrid release scheme is sometimes also employed, whereby a partial undercutting
of the surface microstructure is performed and the voids are backfilled with a poly-
mer layer. The polymer holds the microstructures in place after the wet etch of the
sacrificial layer and can be removed with a dry etch [25, 26].
Increasingly popular is the use of vapor HF to etch away sacrificial SiO
2
[27, 28].
This process is an attractive alternative to liquid phase HF etch, not only because
it eliminates the need for drying the microstructures, but also because it is more
13 Surface Treatment and Planarization 929
cost effective and generates much less chemical waste. As a consequence, a variety
of commercial tools are now available to carry out this process. Note that vapor
HF is particularly aggressive toward nitride, so with this approach, exposed silicon
nitride must be absolutely avoided. Despite this limitation, vapor HF release [31]
is successfully employed by large-volume manufacturers like Bosch in their inertial
sensors technology.
Other dry release chemistries are enabled by suitable choices of sacrificial mate-
rials. For example, polysilicon can be used as a sacrificial, rather than structural,
layer in the fabrication of ceramic devices, such as silicon carbide MEMS. ( SiC is
used as structural material in high value applications, such as MEMS for harsh envi-
ronment.) In this case, xenon difluoride can be used very effectively as a dry etchant
for the sacrificial polysilicon [32].
In summary, dry release processes are recommended because they are econom-
ical and environmentally friendly. Consideration of the choice of release process
must take place at the design level, given the materials selection limitations imposed
by the relatively small number of dry release chemistries that are commercially
available for large scale, high volume production.
13.2 Surface Analysis
A number of analytical techniques have been utilized to monitor surfaces and thin
films at various stages of the microfabrication process (Fig. 13.1), including the
release process. Here we briefly summarize several techniques that are most com-
monly employed, starting with those used for chemical characterization, followed
by those used for physical characterization of surfaces.
13.2.1 Surface Chemical Composition
13.2.1.1 X-Ray Photoelectron Spectroscopy (XPS or ESCA)
X-ray photoelectron spectroscopy (XPS, or sometimes called ESCA for electron
spectroscopy for chemical analysis) is a powerful technique used to determine the
chemical composition and the bonding state of atoms in the near surface region
of solids [33]. In an ESCA experiment, X-rays are directed onto a surface, and
electrons in the core levels and in the conduction or valence bands are excited. If the
electrons have momentum towards the surface and sufficient energy to overcome
the surface potential barrier, they escape into the vacuum (photoelectric process),
where they are monitored by an energy analyzer to determine their kinetic energy.
For a given photon energy and work function of the spectrometer, a measurement of
the photoelectron kinetic energy immediately yields its binding energy. The binding
energy of core-level photoelectrons is specific to individual elements, and varies
slightly but often measurably according to bonding configuration. ESCA data thus
provides information about chemical composition bonding for the surface being
930 P. Lin e t al.
analyzed. Since X-ray photons can penetrate solids to a depth of microns, the surface
sensitivity of XPS is limited by the mean free path of the photoelectrons exiting the
solid. The mean free paths of the photoelectrons are typically in the range of a f ew
nm, and consequently, the sensitivity of XPS is also of this order. Lower take-off
angles can be chosen to further enhance the surface sensitivity; maximum sensitivity
is achieved for grazing angles.
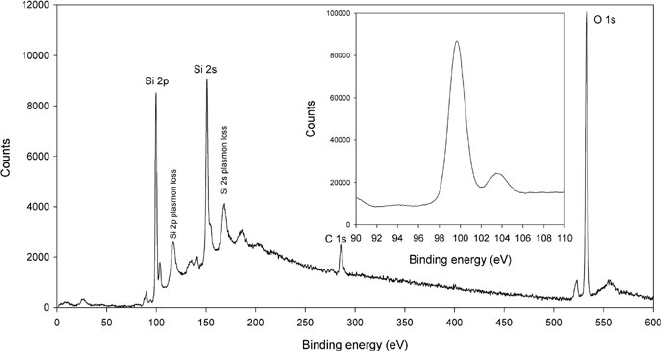
A sample XPS spectrum for as-is silicon is shown in Fig. 13.2, in which the
intensity recorded by the electron multiplier is plotted as a function of the secondary
electron binding energy [34]. The main peaks visible in this plot indicate the pres-
ence of silicon, carbon, and oxygen. The peak labels 1s, 2 s, and 2p indicate the
core level from which the photoelectron was ejected for that particular element. The
results indicate that the silicon surface is hydrogen terminated (i.e. Si-H bonds on
surface) and no Si-O bonds exist on the surface.
Fig. 13.2 X-ray photoelectron spectrum obtained on Si(100) sample, identifying the presence of
carbon and oxygen in addition to Si. The inset shows a close-up of the Si 2p region of the spectrum.
The small peak at ~103.5 eV signifies Si in a silicon-oxide matrix, highlighting that the sample has
a thin layer of oxide on it
13.2.1.2 Scanning Auger Electron Spectroscopy (AES)
Scanning Auger electron spectroscopy (AES) allows one to obtain a chemical image
of a surface. The Auger effect is at the heart of this technique [33, 35]. When a
material is irradiated by a beam of photons or a beam of electrons with energies
in the range of 2–50 keV, a core state electron may be removed, leaving behind
a charged vacancy or “core hole”. The core hole may be filled by an outer shell
electron. The energy lost by the electron transitioning to the lower energy level,
which equals t he difference in the energies of the two orbitals, may be coupled
to a second outer shell electron. If the energy transfer is greater than the electron
13 Surface Treatment and Planarization 931
binding energy, the electron can be emitted from the solid. Since orbital energies
are unique to an atom of a specific element, analysis of the ejected electrons can
yield information about the chemical composition of a surface.
Scanning Auger electron microscopy (SAEM) involves rastering a focused elec-
tron beam across a sample surface and measuring the intensity of the Auger peak
corresponding to a particular element. In this way, high resolution, spatially resolved
chemical images of the surface are obtained. In addition, sputtering can be cou-
pled with Auger spectroscopy to perform depth-profiling experiments. Sputtering
is typically performed by bombardment with Ar ions of energies up to a few kV.
In this case, sputtering removes thin outer layers of the surface so that AES can
be employed to evaluate the underlying composition. AES is often used as an eval-
uation tool on and off fabrication lines in the microelectronics industry, while the
versatility and sensitivity of the Auger process makes it a standard analytical tool in
research laboratories.
While Auger electron and X-ray photoelectron spectroscopies provide similar
information, there are distinct differences between the two techniques. Since the
incident electron beam in Auger can be tightly focused, the spot size (or sampling
size) in Auger is much smaller than that in XPS, and thus has the capability of
identifying fine features on the surface. On the other hand, XPS has the capability
to provide detailed information regarding surface chemical structure and bonding
through the use of chemical shifts. Although Auger lines also exhibit chemical
shifts, these are not generally as large or as well documented as those obtained by
XPS. In addition, X-ray radiation used in XPS imparts less damage to the sample
surface than does the electron beam used in SAEM. This feature becomes par-
ticularly important when using these techniques to analyze soft samples (such as
self-assembled monolayers). As mentioned above, the spatial analysis and imaging
capabilities of the scanning Auger microprobe make it a very useful complementary
technique to XPS.
13.2.1.3 Energy Dispersive X-Ray Spectroscopy (EDS or EDX)
Energy dispersive X-ray spectroscopy is another analytical technique used for the
elemental analysis or chemical characterization of a sample [36]. Most commonly,
a high-energy electron beam (e.g., in a scanning electron microscope, where EDS is
often offered as an accessory) is focused onto the sample. The incident beam may
eject an electron from an inner shell, creating a hole. An electron from an outer,
higher-energy shell then fills the hole, and the difference in energy between the two
shells may be released in the form of an X-ray. The number and energy of the X-rays
emitted from a specimen can be measured by an energy dispersive spectrometer. As
the energy of the X-rays is characteristic of the difference in energy between the
two shells, and of the atomic structure of the element from which they are emitted,
this technique allows the elemental composition of the specimen to be measured.
A chemical map of the surface is obtained by scanning the electron beam across the
sample and measuring X-ray intensity.
932 P. Lin e t al.
13.2.1.4 Secondary Ion Mass Spectroscopy (SIMS)
Secondary Ion Mass Spectroscopy can be used to determine the chemical composi-
tion of the near surface region [37]. The technique involves the removal of surface
species by the process of sputtering, collecting the ejected (so-called secondary) ions
and analyzing them with a mass spectrometer. Sputtering is performed by bombard-
ing the sample with energetic ions. The incident ions set off a series of collisions
within and between target atoms (the so-called “collision cascade”). If atoms reach
the target surface with an energy greater than the surface binding energy, t hey can
be ejected. SIMS is arguably the most sensitive surface analysis technique, capable
of detecting elements present in the parts per billion or less range. It can also detect
all elements, including hydrogen. Since it involves the removal of surface species,
one can also obtain a depth profile of the sample (i.e., composition as a function of
depth). For the same reason, however, it is a destructive technique.
13.2.2 Surface Structure and Morphology
13.2.2.1 Atomic Force Microscopy (AFM)
Atomic force microscopy is a powerful technique for surface analysis [38]. It
employs a sharp probe tip mounted at the end of a compliant cantilever. With the
cantilever held fixed, the surface of a sample is brought close to the tip by a piezo-
driven motorized stage. (The opposite situation is also possible, where the sample is
held fixed and the cantilever brought close to it by the piezo stage.) At short enough
surface-tip separation, surface forces (such as dispersion forces, electrostatic forces,
capillary forces, hydrogen bonding and other chemical forces, magnetic forces and
forces of entropic origin, like solvation forces) become effective and can be mea-
sured. Indeed, a surface-tip force leads to a deflection of the cantilever which is
measurable, e.g., by optical means, whereby a laser beam is reflected from the
top surface of the cantilever and detected by a photodiode array. Other detection
methods include optical interferometry, capacitive sensing, or piezoresistive AFM
cantilevers.
Constant force imaging is preferred to constant height imaging, in order to avoid
the tip crashing into a sample with abrupt topographic features. This imaging mode
is achieved by a feedback loop. With proper calibration, the feedback response
is converted to a topographic image of the sample, normally with sub-nm reso-
lution. The AFM can be operated in several modes, which may be divided into
static and dynamic modes. The static mode measurements are usually done in “con-
tact” regime (where the tip senses the repulsive core of the surface potential). In
the dynamic “noncontact” mode, the cantilever is made to vibrate at or near one
of its resonance frequencies. The oscillation amplitude, phase, and resonance fre-
quency are affected by the tip-sample forces; these changes provide information
about the surface force, and thus, about the chemical and topographic characteristics
of the sample. Atomic force microscopy can also be used to measure the adhesion or
13 Surface Treatment and Planarization 933
pull-off force for a given tip-surface combination. The data obtained using this tech-
nique is in the form of an AFM force curve, in which the deflection of the cantilever
beam holding the AFM tip is measured as the tip approaches, makes contact with,
and withdraws from a surface. Additionally, AFM can be used to measure frictional
properties of the sample by tracking the lateral deflections of the cantilever as the
probe tip is scanned perpendicular to the longitudinal axis of the cantilever at various
applied loads. A hardened AFM tip (e.g., diamond or diamond-like carbon coated)
can also be used to estimate the hardness of the sample through nanoindentation
experiments.
13.2.2.2 Scanning Electron Microscopy (SEM)
Scanning electron microscopy (SEM) employs an electron beam, which typically
has an energy ranging from a few hundred eV to 40 keV [36]. The beam is focused
onto the sample to a spot size in the range of a few to less than 1 nm. The energy
exchange between the electron beam and the sample results in the reflection of high-
energy electrons by elastic scattering, emission of secondary electrons by inelastic
scattering and the emission of electromagnetic radiation, each of which can be
detected by specialized detectors. The beam is scanned across the sample while
the secondary electrons are detected synchronously.
When compared to optical microscopy, this technique offers several advantages,
including a larger depth of focus and higher magnification, which are of great value
for MEMS inspection. The electrostatic interaction between the electron beam and
MEMS structures is sometimes employed to actuate the structures, thus allowing
researchers to probe MEMS dynamics while directly observing the structures under
high magnification.
13.2.3 Surface Energy Measurements
Contact angle measurements can be used to estimate surface energy of solids by
measuring the contact angle, θ , of a liquid drop on a solid surface [39, 40]. This is
the angle formed by the liquid-vapor surface and the solid-vapor surface, measured
in the liquid such that a zero value of the contact angle denotes complete wetting of
the solid surface by the liquid. A common method for contact angle measurements
is the “sessile drop” method, in which a liquid drop is placed onto a solid surface
and the resulting t angent angle at the liquid/solid/vapor intersection point deter-
mines the contact angle. The interaction energies between solid and vapor, solid
and liquid and liquid and vapor are related through Young’s equation [39]. Contact
angle measurements are typically made with pure liquids in saturated vapor, and
often advancing and receding angles (the angles measured when the liquid drop is
advancing or receding over the surface), or the average of the two, are reported.
If the liquid interacts strongly with the solid surface (e.g., water on oxidized sili-
con, a hydrophilic surface), the droplets spread out on the solid surface, yielding a
water contact angle close to 0
◦
. If the liquid is water, the wetted surface is said to