Ghodssi R., Lin P., MEMS Materials and Processes Handbook
Подождите немного. Документ загружается.

994 P. Lin e t al.
(PECVD) [110, 184]. The gaseous precursor is decomposed using either a pulsed
microwave or a radio-frequency plasma; the reaction and deposition can then take
place at the surface [185, 186]. These processes can provide a partially-organic
coating with a hardness and elasticity gradient [187], thus improving adhesion and
reducing stress.
Although very popular for thin film coatings on dielectric materials, sputtering
is not preferred for direct thin film deposition on plastic materials because of the
high emissions of heat and UV radiation during the process. As a result, a protective
layer such as lacquer or a PECVD thin protection film is usually required prior to
sputtering [188, 189].
Process Considerations for Vacuum Coatings
There are several intrinsic issues related to vacuum coatings on polymer materi-
als, including plasma/polymer interactions, types of polymer chosen, stresses in the
coatings, and testing methods [110].
As for the interactions between plasma and polymer, the basic problem comes
from high-energy ions, radicals, and short-wavelength radiation produced by plasma
ion sources, glow-discharge equipment, and electron beam evaporation. These high-
energy sources can break the chemical bonds in polymers and cause chemical and/or
physical modifications. On the other hand, the advantage of bond-breaking is that
it can increase the interaction forces between the substrate and the coating film via
crosslinking, interfacial diffusion, or changes in surface wettability, thus improving
the adhesion [190, 191]. Additionally, polar groups formed on the polymer surface
can reduce the surface hydrophobicity of the polymer [110, 192], which is bene-
ficial for moving liquids in microfluidic systems due to the high surface tension
[193–195]. However, the wettability of the polymer surfaces is not permanent, i.e.,
the wetting property disappears completely in an atmospheric environment over a
couple of months. This can be attributed to the orientation rearrangement of surface
polar groups and/or the recovery of polymer non-polar groups in a non-polar envi-
ronment such as atmosphere [191]. Hence, if the plasma treatment is not performed
properly, small fractures will form on the bulk substrate and thus produce a weak
boundary layer between the substrate and the thin film. Therefore, shortening the
plasma treatment time or using a pulse treatment is necessary to minimize this issue
[110].
Aside from plasma/polymer interactions, material specific properties includ-
ing heat distortion, thermal expansion, UV absorption, and degassing, may cause
problems in thin film coatings. Oxide layers deposited using plasma-ion-assisted
electron-beam evaporation ( PIA E-beam) can exhibit excellent adhesion on poly-
cycloolefins, polyamides, and polyether sulfones [196]. On the other hand, PMMA
usually forms a weak adhesive layer because it degrades after contacting plasma
[197]. Therefore, deposition of a vacuum UV protective layer prior t o the plasma
coating process is required to protect the surface from degradation [151].
13 Surface Treatment and Planarization 995
In some cases, stresses induced during the deposition process, in the coating or
at the interface between thin film and substrate, may cause cracking or delamination
of the coatings. Two major sources of this type of defect are related to stress build-
up. One is from the ion-bombardment on the substrate surface, which usually causes
compressive stresses in coatings [151]. The other is the thermal stress resulting from
the coefficient of thermal expansion mismatch between the coating and the polymer
substrate [ 151]. The thermal expansion coefficient of polymers is usually an order
of magnitude higher than that of metal oxides. For example, if a high-index oxide
is deposited onto a polymer surface, high temperature conditions are often encoun-
tered during the fabrication process, either in e-beam evaporation or in sputtering
systems. Therefore, fabrication parameters such as temperature, process time, and
thin film thickness must be well controlled and characterized to achieve successful
coatings.
Process Considerations for Wet Chemical Coatings
In addition to the deposition of inorganic materials onto polymers using the vac-
uum coating technique, polymers can also be deposited onto polymer substrates as
antireflection layers using wet processes. Two common processes, dip coating and
spin coating, are primarily adopted for the deposition of low aspect ratio micro-scale
structures over rigid flat substrates. However, for complex or high aspect ratio micro-
structures, spraying processes are more suitable for providing uniform coatings. In
the wet coating process for polymer thin films, it is important to limit both curing
temperature and the number of radiation-induced cross-linking reactions to protect
the substrate surface. Wet coatings applied to polymers for antireflective purposes
are generally restricted to one or two layers because of the increasing difficulty of
thickness control for multilayer thin films. Several systems have been developed for
wet coating processes, including silicate-based inorganic-organic hybrid polymers
[198], sol-gel alkoxide polymeric materials, and colloidal indium tin oxide [151].
Silicate-based inorganic-organic hybrid polymers contain organic components that
can covalently bond to the polymer substrate as well as to the inorganic network.
Thus they offer both the desired optical properties and enhanced mechanical prop-
erties [198]. Sol-gel alkoxide polymer and colloidal indium tin oxide usually require
several cycles of deposition and hardening, making precise control of thickness very
difficult. In order to obtain good quality and precisely controlled thickness films in
the nanometer range, the sol-gel process requires a controlled environment such
as a clean room with well-controlled temperature and humidity. Some successful
applications of wet coating polymers have been commercialized as AR coatings on
PMMA by Nagase & Co. Ltd. and YTC America Inc.
Case Study 7: Surface Coatings for Interferometry Biosensors
To illustrate the optical utility of thin film coatings, here we give an example in
which a thin film coating was used as an interferometer for bio-sensing applications.
996 P. Lin e t al.
To enhance the interference signal for an immune sensing fiber, the tip of the opti-
cal fiber was coated with thin metal films as well as gold nano particles (GNP)
to increase the optical path for detection (Gold NanoParticle enhanced Fiber Optic
Interferometry, GNPFOI, sensor) [199, 200]. The light source was generated by a
broadband edge-emitting light emitting diode (ELED, PD-LD Inc., USA) driven
by a current controller (LDC210, Profile Optische System, Germany) with a peak
wavelength of 1550 nm, a spectrum half-width of 70 nm, and an emission power
of 15 μW. The light emitted from the ELED was transmitted by a single mode
optical fiber (FS-SC-7324, 3MTM, USA) with a 125 μm fiber and 8 μm core
diameter, respectively, and directed into the immune-sensing probe to carry the
interferometry signal through the coupling of the splice. A three-port optical circula-
tor (FOCI, Taiwan) was used to guide interfered light to an optical spectrum analyzer
(MS9710C, Anritsu, Japan) to record and analyze the interference spectrum.
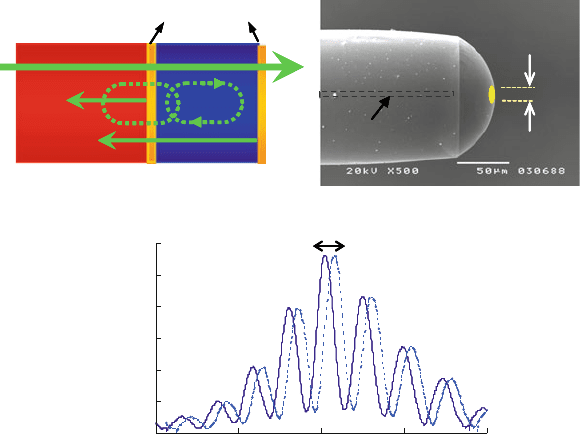
The interference immune sensing probe was mainly composed of a resonant cav-
ity of transparent polymer, and two thin reflective layers of gold (Fig. 13.43a). To
prepare the probe, first a cleaved fiber was cleaned with a 95% alcohol solution in
an ultrasound bath. A 3 nm gold film was then deposited on the tip surface by e-
beam evaporation. The interfering resonant cavity was formed by dip-coating the
probe with a 30 μm thick layer of polydimethylsiloxane (PDMS, Sylgard 184, Dow
Fiber core
Au film 3nm
R
1
R
2
0.00E+00
2.00E-07
4.00E-07
6.00E-07
8.00E-07
1.00E-06
1.20E-06
1450 1500 1550 1600 1650
Wavelength (nm)
Intensity (mW)
Interference of R
1
and R
2
Fiber PDMS
Fiber Core
(8 μm)
17 μm
NA = 0.16
Δλ
(A)
(B)
(C)
Fig. 13.43 (a) Operating principle of the interference sensor on a fiber tip; (b) SEM side view
of this sensor with 125 μm outer diameter and 8 μmcore;(c) interference spectrum of the fiber
sensor [199]. Reprinted with permission. Copyright 2009 Institute of Physics
13 Surface Treatment and Planarization 997
Corning Corp., USA) and curing the probe at 90
◦
C for 10 min. A second gold film,
3 nm thick, was deposited onto the PDMS surface to serve as a second reflection
surface and as the interface for bio-molecule immobilization. This film actually
consisted of gold islands (20–30 nm wide and 4–5 nm high) on the surface. These
spreading islands made the gold thin film partially transparent to electromagnetic
waves. Finally, the completed probe was annealed at 200
◦
C for 2 h to enhance the
adhesion between the gold film and PDMS layer.
The appearance of the resonant cavity is shown in the SEM image of Fig. 13.43b.
The sensing area can be considered to be a flat plane due to the very small incident
spot on the outermost surface (17 μm in diameter) compared to the fiber diameter
of 125 μm.
Immunological detection was conducted by immobilizing rabbit IgG on the
thiol self-assembly-monolayers (SAMs) surface as the antigen, to conjugate with
anti-rabbit IgG-Cy3 modified with 13 nm GNPs (Taiwan Advance Nanotech Inc.,
Taiwan). The anti-rabbit IgG-coated GNPs were used to demonstrate the effects of
signal enhancement on immune sensing. In this experiment, the stable interference
signal in PBS solution was first recorded as a reference for the binding signal. After
obtaining a baseline in PBS buffer, a 17 nM anti-rabbit IgG-coated GNPs solution
was introduced and an interference fringe shift was observed (Fig. 13.43c).
As shown in Fig. 13.43a, there are two partially transparent gold films with reflec-
tions R
1
and R
2
, respectively, on each interface. The films are separated by a cavity
with length L
0
and refractive index n
0
. As the light (I
0
) passes through the m
1
film,
light is partially reflected as R
1
and the transmitted light T
1
going through the res-
onant cavity is partially reflected back as R
2
by the m
2
film. The phase difference
(φ) between the two reflections R
1
and R
2
yields the interference R, which can be
estimated from the reflection coefficients r
1
and r
2
[199]:
R =
(r
2
1
+ 2r
1
r
2
cos ϕ + r
2
2
)
(1 + 2r
1
r
2
cos ϕ + r
2
1
r
2
2
)
and R
1
= r
2
1
=
n
0
− n
1
n
0
+ n
1
2
; R
2
= r
2
2
=
n
1
− n
2
n
1
+ n
2
2
(13.49)
where the magnitude of R represents the interfering reflectance from the wave
coupling of R
1
and R
2
. The phase difference ϕ can be expressed as:
ϕ =
4πn
0
L
D
0
λ
(13.50)
where λ is the wavelength of the incident light. After inserting values for the param-
eters, such as λ = 1550 nm, L
0
= 30 μm, n
0
= 1.45, n
bio
= 1.44, n
GNPs
= 2.56,
and L
bio
= 1 nm for thiol self-assembly-monolayers (SAMs) and a cysteine
molecule layer, Equation (13.50) can be rewritten as follows [199]:
λ = 0.0513 +0.0912 · k ·D
GNP
· N (13.51)
where D
GNP
is the diameter of the GNPs, N is the binding number of GNPs, and k is
a constant. An empirical equation of the interference fringe shift can be obtained to
998 P. Lin e t al.
show the linear relationship between the diameters of GNPs (D
GNP
) and the bind-
ing number of GNPs (N). This linear relationship, which was further verified by
experiments [199], shows t hat with GNPs on the sensor surface, the signal can be
enhanced by at least two orders of magnitude, depending on the size of GNP applied
[199, 200].
13.6.2.6 Applications for Light Absorption
The property of light absorption can play a very important role in optical com-
ponents, especially in photo patterning applications. Unlike antireflection coatings,
which are on top of the surface, light absorption thin films or s tructures are typ-
ically applied beneath the photo-patternable films. The purpose of these layers is
to prevent light reflection at the bottom surface, minimizing structure defects. Two
case studies in this section will illustrate the design and fabrication of light absorp-
tion layers. The first case study is a light absorption coating for embedded fluidic
channels [201, 202]. The second case study discusses the production of inclined
structures without defects using light reflection [125, 131].
Case Study 8: Light Absorption Layer for Microfluidic Channels
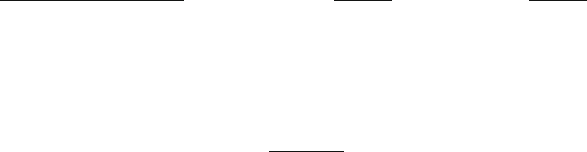
In embedded micro channel formation, we typically want to take advantage of the
dosage gradient of UV light along the vertical direction of the photoresist. When
the top part of the negative photoresist receives adequate exposure dosage while
the bottom part does not, an embedded micro channel can form after the bottom
portion of the photoresist has developed. However, the reflection of light from the
very flat and smooth surface underneath the photoresist imposes greater exposure
on the bottom portion and thus prevents the partial exposure process from creating
embedded micro channels, as shown in Fig. 13.44a. As a result, channel height
is very hard to control by partial exposure in the presence of reflection from the
underlying substrate. The process window for channel formation is very narrow and
hard to reproduce. An antireflection layer on the photoresist-wafer interface can be
used to absorb reflected UV light, as shown in Fig. 13.44b. The antireflection layer
absorbs excess UV energy, allowing the exposure window to become much wider
and enabling accurate control of exposure depth.
Fabrication starts with spin coating of SU-8 resist on top of the FujiFilm CK-
6020L resist, the antireflection coating commonly used as a filter for UV light.
After t he first exposure, which defines the through hole, a partial second exposure
is applied to define the channel top region. Multilayer channel structures can be
obtained simply by repeating the processes. It is noted that the antireflection layers
must be removed with solvents during the developing process to open up paths for
the lower channels to develop. This simple process has been routinely employed
to fabricate channels with accurate top wall thickness and channel structures [201].
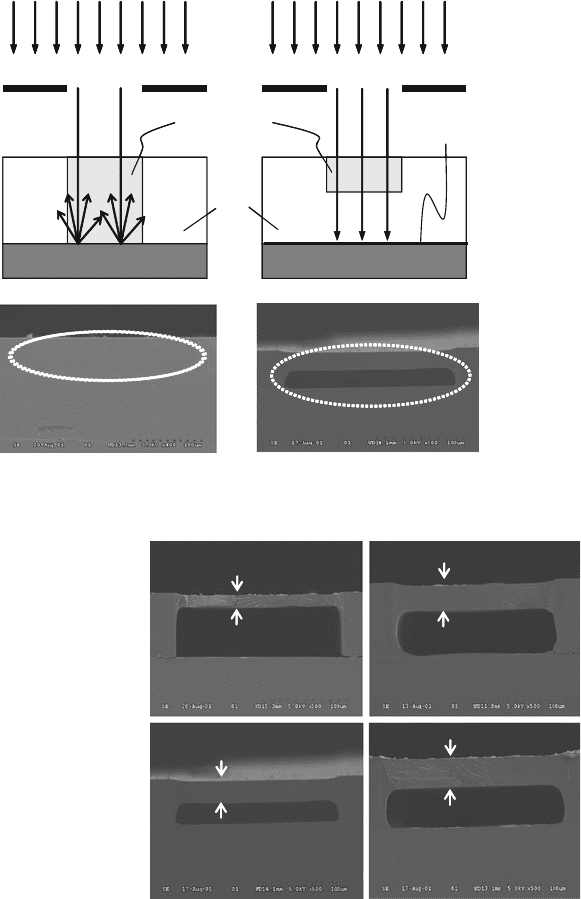
Figure 13.45 shows four different channel top-wall thicknesses of 14, 23.2, 27.2,
and 31 μm, which were exposed to UV light (365 nm) for 122.5, 161.7, 176.4, and
191.1 mJ/cm
2
, respectively.
13 Surface Treatment and Planarization 999
CrossCross-linked region
Anti-reflection
coating
UV light
UV light
mask mask mask mask
SU-8
Channel fully filled
Channel formed
(a)
(b)
Fig. 13.44 UV exposure under (a) normal situation with reflection off the substrate; (b) with
anti-reflection coating [201]. Reprinted with permission. Copyright 2003 Elsevier Science
14 μm
23.2 μm
27.2 μm
31 μm
Fig. 13.45 Fabrication
process of thickness control
by different UV dosage [ 201].
Reprinted with permission.
Copyright 2003 Elsevier
Science
Case Study 9: Inclined Structures with Light Absorption Layers
Inclined exposure technology [125, 131] can be used to fabricate optical microstruc-
tures using several-millimeter-thick polymer layers on glass substrates. A film
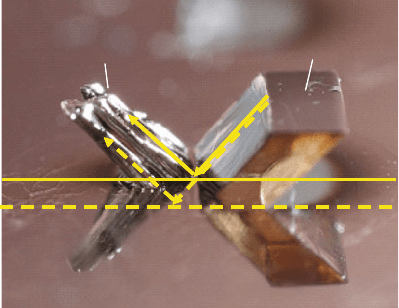
1000 P. Lin e t al.
Top glass surface
Bottom glass surface
Desired Micro mirror
structure
Undesired reflection
structures
Top glass surface
Bottom glass surface
Desired Micro mirror
structure
Undesired reflection
structures
Fig. 13.46 Irregular
reflection structures of an
inclined SU-8 micro mirror
generated from multiple
reflection surfaces (1.4 mm
thick) [125]. Reprinted with
permission. Copyright 2008
Institute of Physics
(e.g. SU-8) with a thickness of 1.4 mm requires an exposure energy of about
14,000 mJ/cm
2
. Reflection of such high energy light at the film/substrate inter-
face causes unwanted exposure and partial photopolymerization in the reflective
direction, resulting in undesirable V-shaped structures inside the thick SU-8 films,
asshowninFig.13.46. The reflection effect at each interface is calculated using
Fresnel equations. An absorption layer can be applied to absorb the undesired
reflection to eliminate this problem.
The transmitted and reflected optical energy at each interface in accordance with
the layer order and refractive indices are shown in Fig. 13.47, where E
0
r
21
is the
reflected lightwave energy at the interface of n1 and n2, and E
0
t
21
is the transmitted
lightwave energy at the interface of n1 and n2. Because irregularities on the SU-8
photoresist surface can cause an air gap to form between mask and photoresist,
an inclined exposure will lead to a strong reflection at the air/SU-8 interface [125,
131]. As a result, glycerol was employed to compensate for the index mismatch
between the mask and SU-8 resist [131]. To allow for a large incident angle for 45
◦
mirror fabrication, the whole setup was also immersed in a glycerol container to
compensate for the refraction effect [131].
The Fresnel equations that describe the reflection and transmission of electro-
magnetic waves at an interface were derived in Equations (13.22)to(13.28). The
results of these calculations are shown in Table 13.8 [125]. It can be seen from the
results in Table 13.8 that the most severe reflection occurred at the Glycerol/SU-8
(n2’/n3) and SU-8 photoresist/glass (n3/n4) interfaces. Energy reflection between
the glycerol/SU-8 interface reduces the exposure of SU-8, but does not affect the
structure shape.
AsshowninTable13.8, although the total reflection at the glycerol/SU-8 inter-
face has been eliminated, there is not much improvement at the SU-8/glass substrate
interface – as much as 2.15 and 1.49% of the perpendicular component of incident
light energy are reflected at the SU-8/glycerol interface and SU-8/glass substrate
interface, respectively. Since the reflection at the glass mask/SU-8 interface does not
13 Surface Treatment and Planarization 1001
E
0
E
0
r
2
E
0
t
2
E
0
t
21
r
2,2
E
0
t
21
t
2,2
E
0
t
21
t
2,2
t
E
0
t
21
t
2,2
r
E
0
t
21
t
2,2
t
32
r
43
E
0
t
21
t
2,2
t
32
t
43
E
0
t
21
t
2,2
t
32
t
43
r
E
0
t
21
t
2,2
t
32
t
43
t
n
1
glycerol
n
2
quartz mask
n
2
,
glycerol
n
3
SU-8 resist
n
4
glass substrate
n
1
glycerol
antireflection
coating
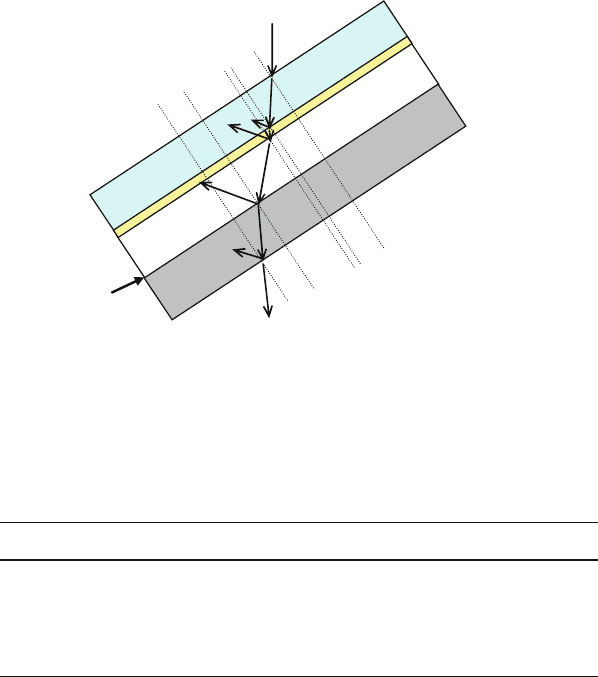
Fig. 13.47 Schematic light paths of UV exposure on SU-8 thick resist supported by a glass sub-
strate through a contact quartz mask inside an index matching medium with or without a removable
anti-reflection layer (between the n3 and n4 layers) [125]. Reprinted with permission. Copyright
2008 Institute of Physics
Table 13.8 Reflectance and transmittance on each interface layer for Fig. 13.47. The parameters
are defined and calculated in Equations (13.22), (13.23), (13.24), (13.25), (13.26), (13.27), and
(13.28)
Interface θ
i
θ
t
R
(%) T
(%) R
⊥
(%) T
⊥
(%)
n1/n2 53.45 50.66 0.015 99.985 0.252 99.748
n2/n2
50.66 53.45 0.015 99.985 0.252 99.748
n2
/n3 53.45 45.12 0.049 99.951 2.147 97.853
n3/n4 45.12 52.08 0.024 99.976 1.492 98.508
n4/n1 52.08 53.45 0.004 99.996 0.062 99.938
n1: glycerol refractive index 1.473 at 598 nm, n2: quartz mask index 1.53, n2
: glycerol
refractive index 1.473 at 598 nm, n3: SU-8 refractive index 1.67 at 365 nm, n4: glass
substrate index 1.5 [125]
Reprinted with permission. Copyright 2008 Institute of Physics
affect the SU-8 structure, the r eflection at the SU-8/glass substrate interface should
be eliminated. Therefore, a removable anti-reflective layer (optical absorption layer,
as shown in Fig. 13.47) is employed to absorb reflected light at the SU-8/glass sub-
strate interface (between n3 and n4). Once the SU-8 has developed, the antireflection
layer in the open area can be removed with solvents.
After applying an antireflection layer at the interface between the SU-8 resist
and the glass substrate, as shown in Fig. 13.47, the reflection of light was almost
completely eliminated, and clean SU-8 dove prisms were obtained, as illustrated in
Fig. 13.48. The slanted surface on the SU-8 structures was very smooth and flat,
1002 P. Lin e t al.
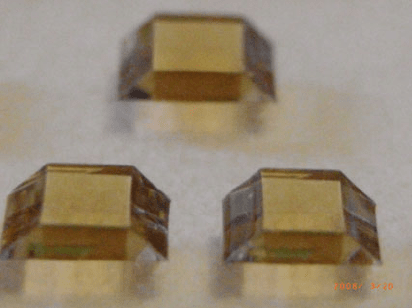
Fig. 13.48 Optical
micrograph of SU-8 dove
prisms fabricated in a batch.
Thesizeoftheprismis
approximately 3 nm (l) ×
2mm(w)×0.5 mm (t). The
surface roughness as
determined by the WYKO is
approximately 20 nm [125].
Reprinted with permission.
Copyright 2008 Institute of
Physics
with less than 20 nm variation in flatness over a 100 μm length, and less than 20 nm
in average roughness, making it suitable for optical applications.
13.7 Chemical Mechanical Planarization
13.7.1 Overview
Chemical Mechanical Planarization (CMP) has been successful as an enabling tech-
nology in integrated circuit (IC) manufacturing, particularly when the minimum
feature size is much below 0.5 μm, in which case the ultra smooth surface is required
to match the sharply reduced depth of focus in photolithography. Outside of the IC
industry, CMP also has important applications in the fabrication of microelectrome-
chanical systems (MEMS) such as sensors, actuators, R/W heads for hard drive
disks, and inkjet print heads. CMP was first used to planarize interlayer dielectrics
in microelectronics manufacturing in the 1980s. Later, the technology was adapted
for the manufacture of more complicated structures, such as damascene for cop-
per metallization. Owing to its excellent performance, CMP is now widely used for
planarization in a variety of materials including polymers, metals, dielectrics, and
ceramics.
13.7.1.1 Chemistry of CMP
CMP applications can be generally classified into two categories: metal CMP and
non-metal CMP. In this section, we will demonstrate the role of chemistry in s ilicon
dioxide and copper CMP, as representative of these two main categories.
Oxide polishing techniques have been studied in the field of optical glass for
more than 40 years (see Holland [203] or Izumitani [204] for a review of major
developments). Izumitani examined glasses of various hardnesses and chemical
durabilities that were polished with different media, and found that oxide polishing
13 Surface Treatment and Planarization 1003
occurs as a combination of mechanical abrasion and chemical reactions. Izumitani
also proved that water is important in the oxide polishing process, a finding that was
confirmed by others [205, 206]. Cook [205] suggested that during oxide polishing,
loads imposed by abrasive particles enable water to enter the oxide network via the
general reaction:
Si-O-Si+ H
2
O ↔ Si - OH (13.52)
During the polishing process, hydration of the oxide softens the s urface; the softened
layer can be easily removed by mechanical abrasion. Hydration of all four Si-O
bonds on a given silicon atom produces Si(OH)
4
, which is highly soluble in water
at high pH (>10). Thus, hydration causes dissolution of the network on the surface.
Among abrasives commonly used in glass polishing (such as TiO
2
,ZrO
2
,Cr
2
O
3
,
Al
2
O
3
,SiO
2
, and others), ceria (CeO
2
) has the fastest polishing rate [205]. Tetssuya
and co-workers [207] studied the polishing mechanism in SiO
2
by CeO
2
particles.
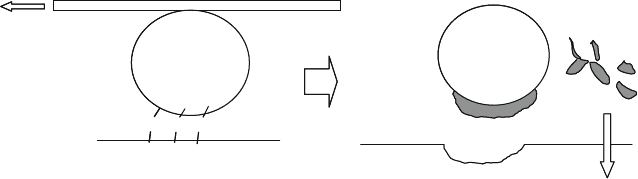
The proposed model is illustrated by Fig. 13.49. First, chemical tooth bonds are
formed between the CeO
2
particles and the SiO
2
film. Then, the CeO
2
particle with
attached SiO
2
lump is removed from the SiO
2
film. The Ce-O-Si bonding and the
cleaving of Si-O-Si bonds are believed to be the polishing rate-limiting steps. In
this process, mechanical tearing has a significant effect on the cleaving of Si-O-Si
bonds.
Metal CMP requires a more complex chemical system to maintain stable material
removal and planarization. It is generally understood that metal slurries chemically
modify the surface to be polished, yielding a softer, porous complex layer. This
layer is easily removed through the application of mechanical force in the contact
region. Meanwhile, the protection imparted on the recess region is sufficient to pre-
vent dissolution. The combination of these effects results in planarization of the
surface. Typical metal CMP slurries contain an oxidant, a chelating agent, a passiva-
tion agent, abrasive particles, and a surfactant or other chemical additives. Various
models have been proposed for the chemical reaction in metal CMP. Steigerwald
CeO
2
particle
Ce
O
Si
SiO
2
film
SiO
2
film
Lump of SiO
2
Dispersion of
SiO
2
lump
Pad
Direction of pad
CeO
2
particle
Ce
O
Si
Ce
O
Si
Fig. 13.49 The polishing mechanism in SiO
2
by CeO
2
particles. Reprinted with permission from
[207] Reprinted with permission. Copyright 2001 Elsevier