FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

62 FLEXOGRAPHY: PRINCIPLES & PRACTICES
by this ink system, and all of the functional
properties of the ink system would be certi-
fied by the ink supplier. If the color is correct
but the ink is too weak, perhaps due to use
of a lower-volume anilox roll, the only way
to correct the situation is by adding concen-
trated base colors. Many converters will
stock some pigmented bases to address this
problem. Adding base to an ink must be
done only with the permission of the ink
company, since the strength problem may be
corrected at the expense of finished proper-
ties such as ink adhesion.
If this same green was needed in a heat-
resistant formulation, it would need to be
blended from single-pigment heat-resistant
finished inks. Ink suppliers work with their
customers to keep inventories down by
developing multi-purpose ink systems. One
ink system with the correct balance of heat
resistance and gloss can, in many cases,
replace the individually formulated heat-
resistant gloss ink systems.
Matched Finished Inks
With this option, the ink is supplied by the
ink company as a pre-matched finished ink
(for example green gloss film), in which case
it would be certified for color, press readi-
ness and end-use properties when received
by the converter. This way of purchasing
inks is normally reserved for large-use items
that repeat frequently. In these cases, the ink
company has manufacturing equipment bet-
ter sized to produce the ink economically.
6)
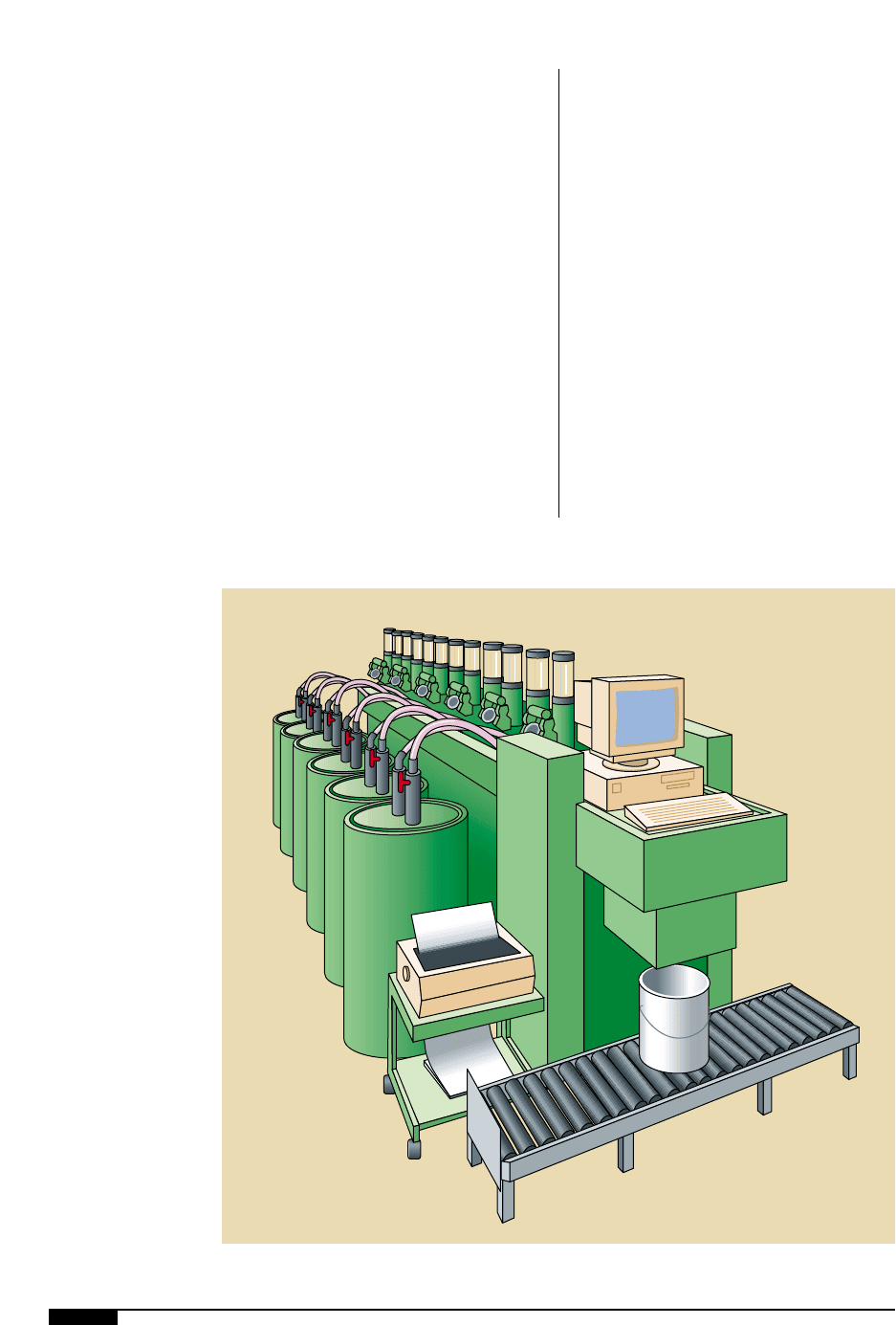
While adequate quality
and consistency can
be achieved by ink-
blending rooms using
manual methods, best
practices involve
dispensing systems,
with various levels of
computer control and
automation.
6)
INK BLENDING
The ink-blending operation is a key com-
ponent in the smooth running of a convert-
ing operation. The most expensive part of a
converting operation is the pressroom, with
huge capital investment in presses which
must be kept running on schedule. To do
this, the inkroom must deliver the proper
amount of the proper ink to press every
time. While adequate quality and consisten-
cy can be achieved by ink-blending rooms
using manual methods, the best systems
involve dispensing systems, (Figure
6)
)
with various levels of computer control and
automation.
Progressive converters who have installed
automated dispensing systems have mini-
mized ink-related downtime and dramatical-
ly reduced returned ink inventories. With
these systems in place, expensive return ink
is promptly reused by the system. Ideally,
the ink supplier will furnish the formulas
(color matches) and ink, and the automated
ink dispenser will calculate the precise
amount of each component required to
blend the color and then dose each compo-
nent with precise accuracy. With the soft-
ware and know-how in these systems, it is
possible to produce nearly all the colors
from only eight component colors, plus
black, white and extender. The number of
base components necessary will depend on
the product mix and can be determined in
consultation with the ink supplier.
Software Capability
An ink-blending system can contain data
for formulas, supplier information, basic
components, substrates, printing presses,
orders, ink usage and costs. These databases
enable the plant to have a complete book-
keeping system for flexo inks. Other func-
tions available include bar coding and label-
ing.
When evaluating a computerized ink-blend-
ing system, it is important to examine the
associated software. Many systems do not
have their own return-ink software, but
depend on spectrophotometer software for
managing return inks. Color reformulation
with the spectrophotometer can be per-
formed, but it is not the best solution for
everyone. The spectrophotometer is an aid,
but still requires a strong technical knowledge
of color theory and generation of ink system
color databases by the ink department.
On the other hand, ink-blending systems
with integrated press return software are
very easy to operate. If the operator wants to
blend a color, the system will prompt the
operator that there is rework ink in invento-
ry with some of the same components. If
more than one return ink is available, the
computer will display the ink in both
chronological order and cost-of-ink order.
The operator can choose whether or not to
use the rework ink. Most dispensing systems
have software links available for spec-
trophotometers for use in color formulation
and quality control.
Gravimetric vs. Volumetric
The heart of the dispensing system is the
dispensing unit which accurately dispenses
all basic inks. The basic inks often have dif-
ferent viscosity and flow. Historically, gravi-
metric-blending systems have proved to be
more accurate than volumetric-based sys-
tems. Gravimetric systems typically operate
within an accuracy range of one gram.
Volumetric dispensers operate with an accu-
racy range of 2%, which is as accurate as a
gravimetric dispenser for small batches.
However, if 50 gallons (450 lbs.) of ink are
dispensed, the volumetric batch could vary
by as much as 9 lbs. Air entrapment in the
ink will cause a dispensing error in the volu-
metric system, whereas with the gravimetric
system the weight is constantly checked.
It is absolutely required that the ink-blend-
ing system be closed and continuously cir-
culating to eliminate variability due to set-
INK 63
64 FLEXOGRAPHY: PRINCIPLES & PRACTICES
tling or separation of ink ingredients. It is
also important that the ink circulate
throughout the whole system including the
dispensing head.
Here are some advantages of in-house
automated ink-blending systems:
Just-in-time (JIT) Ink Production. Automated
dispensing allows the printer to blend inks
immediately for a press run and blend only
the ink that is needed.
Exact Quantity of ink Per Order. Historically,
more ink was ordered than was needed to
avoid any chance of running out of ink and
shutting down a press. With automated dis-
pensing more ink can be produced at the
press of a button. This prevents the constant
buildup of excess ink that must be reworked.
Constant Quality. Automated dispensers en-
sure exact reproducibility on repeat orders.
The color produced for a job last week or
last month will be exactly the same color
when it is blended next time. Ink inventory
build-up is again reduced due to the correc-
tion of wrong colors and rejected batches.
HOW TO ADJUST TOLERANCES
The question of achievable, realistic toler-
ances for special-color inks is the subject of
some debate and will be addressed in future
releases of FIRST. Ideally, on the same stock
and press, running the same conditions, a
repeatability of delta E, of 2.0 CMC 2:1 or less
is desired. This is a tight tolerance which may
or may not be achievable for a given process
and color. It may not even be needed for a
given color and, in the final analysis, a visual
assessment should be made to determine the
required delta E for customer acceptance.
Overall color consistency will improve, how-
ever, simply by measuring the process and
giving feedback to the inkroom and press-
room. This is not an easy task since many
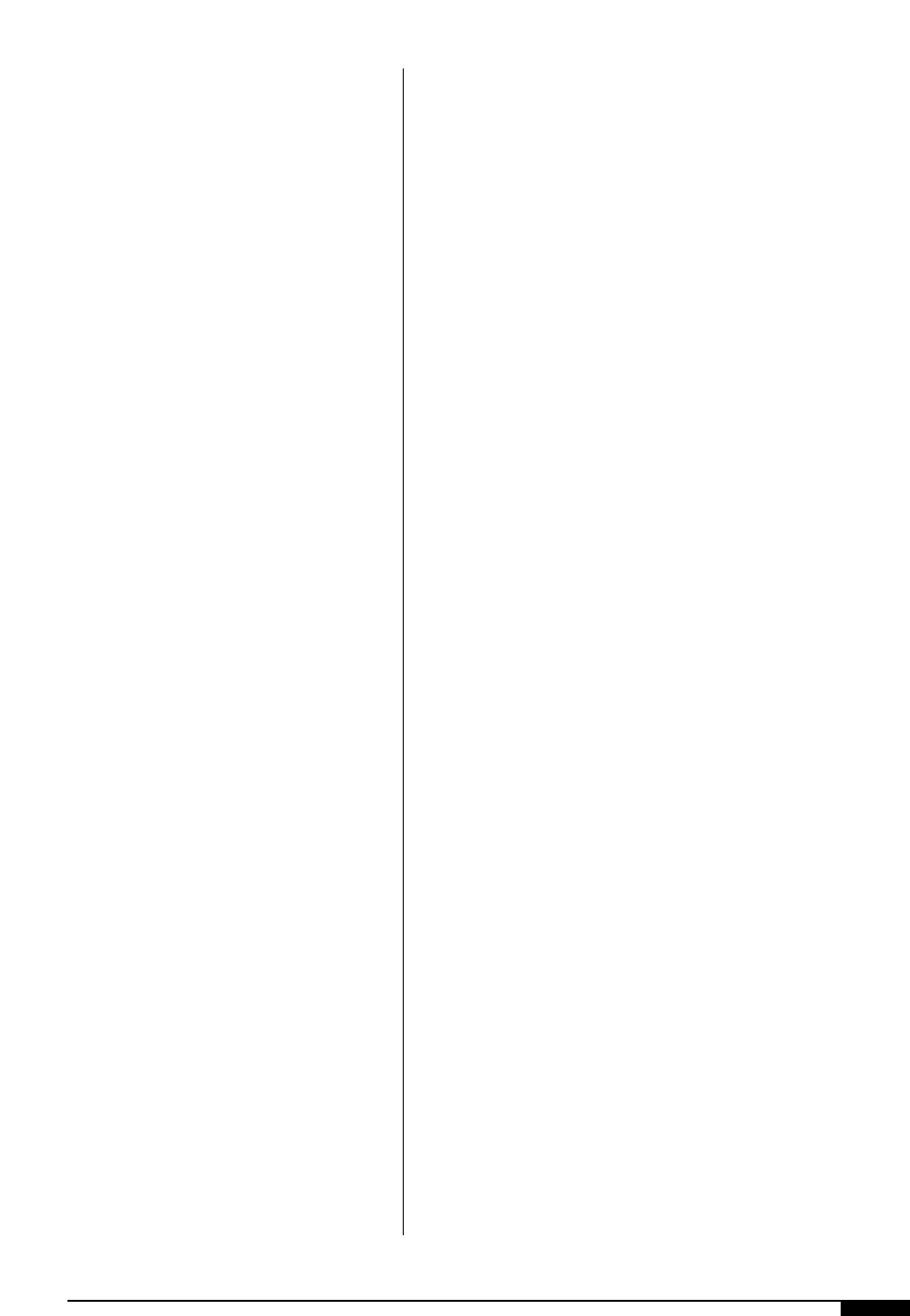
work habits have to be changed. The graph
shown in Figure
6!
is from actual experi-
ence and represents a complete revamping
of product quality coming from the inkroom.
In this situation, the pressroom became con-
fident in the color from the inkroom and was
able to focus on press variables to improve
print quality further.
When the on-press color is approved and
the delta E value is within the established
tolerance, replace the signed-proof spectral
values with the CMC L*C*h° values of the
press proof. This is important since this is
the real target to aim for every time the job
is run. When an ink batch is proofed before
the job goes to press, compare the batch to
the color that was achieved on press. If the
delta E of the initial pressrun was approved
with a delta value greater than the estab-
lished tolerance, the press print spectral val-
ues should not be saved. However, attempt
to get closer the next time the same job is
run and then save the new spectral values.
Once an approved standard and CMC
L*C*h° spectral values are established, it is
necessary to determine the numerical toler-
ances that can be established around the
color. To do this, samples of subsequent job
approvals need to be saved. Job approval
samples (the more the better) for the next
several runs of an identical job should be
saved. Under ideal conditions, two or more
people should visually evaluate all of the
prints at one time against the original signed
6!
The graph shown is
from actual experience
and represents a
complete revamping of
product quality coming
from the inkroom.
In this situation, the
pressroom became
confident in the color
from the inkroom and
was able to focus on
press variables to
improve print quality
further.
JJJFMMMAASOND JJJ FJFM MA ASOND
Year 1 Year 2 Year 3
DEcmc
3.0
2.5
2.0
1.5
1.0
0.5
Time
6!

and approved proofs, as well as against the
original standard. Unacceptable prints should
be discarded, and a spectrophotometer used
to read the others. The remaining values
should be averaged via color computer soft-
ware to make a new numerical standard. This
becomes the newly established tolerance for
batch and press approvals and avoids unnec-
essary ink adjustments on press.
It is now time to make an ink batch for the
press. Clean containers and scales to weigh
the formula accurately should be used.
Electronic scales are more expensive to pur-
chase, but they are also more accurate than
most of the less expensive mechanical
scales. An electronic scale can prove to be a
very wise investment in the long run.
The ink batch should be proofed identical-
ly to the customer-approved proof (same
stock, back-up, overprint, etc.). This proof
should be evaluated visually against both the
signed proof and the original color standard.
The batch proof should be compared numer-
ically to the previously entered standard. If
the light-to-dark difference between the col-
ors is greater than 0.5, the batch proof
should be re-read, or another batch proof
(lighter or darker) made and then re-read.
The chroma or hue of the colors should not
be evaluated if the batch proof light-to-dark
difference is greater than 0.5. This will help
ensure the correct color is achieved on
press. If the proof looks acceptable but chro-
ma or hue deltas greater than 1.0 exist, the
color should be adjusted accordingly. Once
the combined deltas of L, C, and h are under
1.0, the color should appear acceptable. The
ink batch is now ready for the press.
Again, note that the values of 0.5 in light-
ness and 1.0 in chroma and hue may not be
achievable for every process. Testing and
visual examination in conjunction with spec-
trophotometric measurements can establish
realistic and achievable values for a particu-
lar process. Once established, they become
the standards for that process.
Once the ink is in a clean press which is
running up to speed, compare and evaluate
the press print to the customer’s approved
proof and the original color standard.
Evaluate the press print to the customer’s
signed proof with the spectrophotometer. If
the delta E of the press proof is greater than
1.0, examine the L differences between the
colors. If the press print is darker than 0.5,
the color needs to be lightened with solvent
or extender. If the press print is lighter than
0.5 and there is extender in the ink formula,
equal percentages of the base colors need to
be added to strengthen the ink. If the color
formula does not contain extender, adjust
the press settings or change the anilox. The
print should be approved with the combined
color (CMC L*C*h°) differences. Do not look
at the color comparisons between the print
generated in the ink room and the press pull
until the light-to-dark difference between
these colors is under 0.5. This will help elim-
inate some of the small variables such as
strike through, paper color shifts, or other
minor process variables that could cause
slight color changes. The inkroom proofing
method must represent what the press will
later produce for the customer.
Once the inkroom proof is made and the
light-to-dark difference meets the standard,
the proof should be viewed under the light
source required by the customer, if possible.
In many cases, the converter is unaware of
where the customer will evaluate the prints
for color approvals. Therefore, the colors
should be evaluated under a “daylight” light
and an incandescent light to eliminate
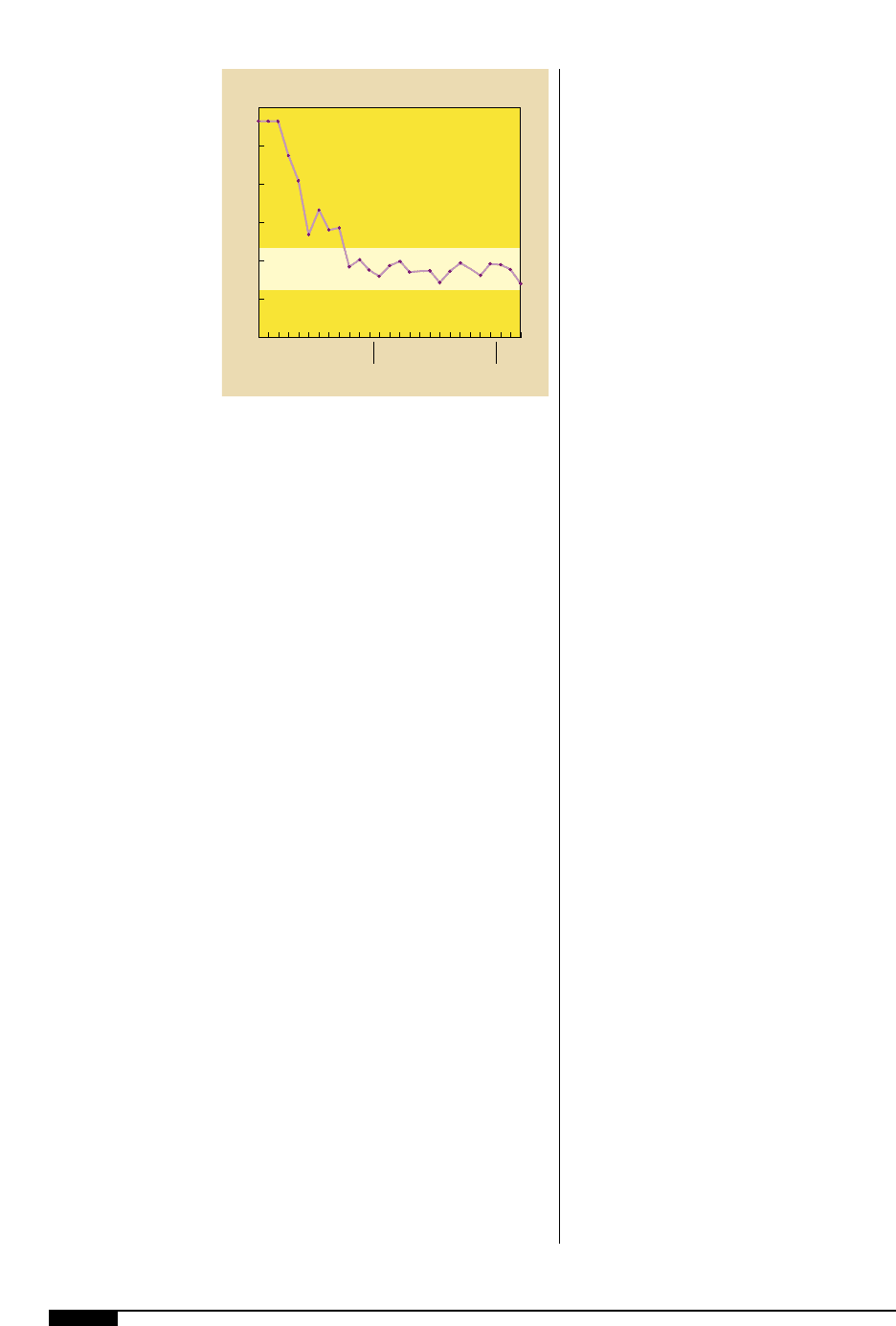
metameric potential (Figure
6@
). Make sure
that the inkroom proof and color target are
evaluated with a common back-up material
behind the prints. A color booth should be
available for all color work. The color booth
allows the print to be compared under dif-
ferent standard light sources.
The color computer measures reflectance
spectrophotometric curves for printed col-
INK 65
66 FLEXOGRAPHY: PRINCIPLES & PRACTICES
ors. From these curves, the computer calcu-
lates mathematical values that completely
describe the color. It can store these values
and compare them to other prints, and
determine if they are the same or within
commercial tolerance.
The color computer will not replace eyes,
experience or judgment. It is a tool that
always remembers and never gets tired.
Most printers, ink suppliers and many cus-
tomers use color computers to control their
processes and to certify incoming materials.
6@
The colors should be
evaluated under a
“daylight” light and an
incandescent light to
eliminate metameric
potential. The inkroom
proof and color target
should be evaluated
with a common back-up
material behind the
prints.
Daylight
(D50)
Incandescent
Light
Fluorescent
Light
6@

INK 67
Ink on Press
I
t is critical to understand the dynamic
interaction between the ink and the var-
ious printing components in order to
minimize variations in printed materials
and maximize efficiency. This chapter
will examine the various press configu-
rations and how they influence ink selection
and performance. It will also look at the ink-
metering system, press dryers, printing
plates, and film movement through the press.
Significant changes take place in the
mechanical conditions on press, so it is
important to understand how these changes
relate to, and effect the inks. Proper ink han-
dling on press is critical to trouble-free print-
ing. Color control, viscosity and pH adjust-
ments for water-based inks will be explored.
These areas are becoming more important
due to the increased usage of water-based
inks and high performance solvent inks.
Both the ink and the press are influenced
by the specific environment in which they are
used or located. Humidity and temperature
play important roles in proper drying and res-
olubility of the ink. These factors affect how
well ovens dry inks.
Any printed material must be evaluated
agianst a quality standard. Beside the obvious
color and strength of a print, it is important to
know how to evaluate density for process
printing and to put objective numbers on
evaluating the line print areas. Other areas of
concern are various end-use testing require-
ments. Among the tests to be discussed will
be rub and slip for surface inks and bond
determinations for lamination applications.
Commonly used substrates, how they com-
pare, and the advantages and disadvantages
of the various substrates will be covered in
this section as well. While new substrates are
being introduced on a regular basis, it is
important to realize that even though two
substrates may be based on the same chem-
istry, the actual print surface may vary and
the printability of the individual substrates
may be different.
The last section will review the ink chem-
istry and press-application conditions of a rel-
atively new and quickly evolving area in flex-
ographic printing – UV inks.
PRESS CONFIGURATION
Press configuration includes the unwind,
printing, drying and rewind sections of the
press. These sections may all vary somewhat
in structure and composition. As require-
ments for improved quality and more com-
plex print designs are introduced, equip-
ment, materials and configurations are all
being optimized to meet current demands.
Printing sections of a central-impression
(CI) press (Figure
6#
), stack press (Figure
6$
) and in-line press (Figures
6% 6^
) are
basically identical. All but the central-
impression configuration have separate
printing units, each with their own individ-
ual impression roller. The central-impres-
sion configuration utilizes separate printing
stations, but the impression cylinder is
common to all the printing decks. The
structure of the printing section is indepen-
dent of the press design. The amount of ink
applied to a substrate and the manner and
fidelity with which it is applied depends on
the ink-metering process. Ink design is gen-
erally not dependent on press configuration
but is determined by what type of metering
68 FLEXOGRAPHY: PRINCIPLES & PRACTICES
system is being used and the position of the
specific color unit in the press.
INK-METERING SYSTEMS
Ink-metering systems are used to control
the amount of ink transferred from ink reser-
voir to printing plate and subsequently to the
substrate. The ink-distribution system on a
flexographic printing press has three com-
ponents; the ink, the anilox roll and the doc-
toring method. Ink is generally pumped from
the reservoir to the ink pan or doctor-blade
chamber on the press and is picked up by
the cells of the anilox roll through physical
transfer or capillary action. The surface of
the anilox roll is then doctored or wiped
clean so that surface ink film is minimal or
totally removed. Doctoring is performed by
a rotating rubber covered roller or by a doc-
tor blade, so that only the ink in the cells
passes beyond the doctoring nip. The ink in
the cells is then transferred to the printing
plate and on to the substrate.
It is important to understand that the pri-
mary and sole function of the anilox roll is to
meter and control the volume of ink trans-
ferred to the printing plate. The amount or
volume of ink is determined by the number
and size of engraved cells on the surface of
the anilox roll and the method of doctoring
or wiping. Currently, there are three doctor-
ing methods in use today.
Fountain-roll Doctoring
The oldest and most common method used
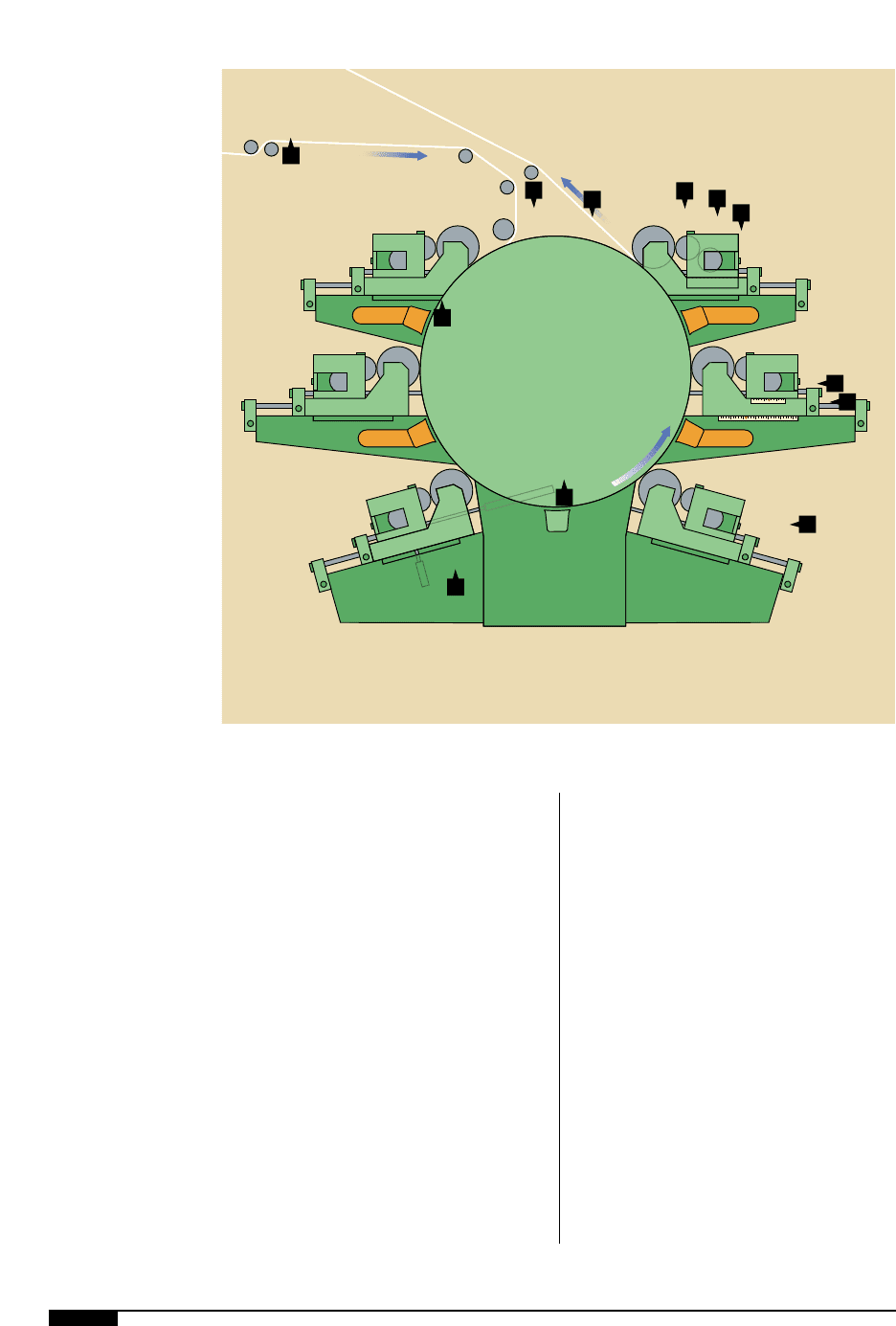
6#
A typical central
impression press
configuration.
A
B
C
K
J
I
D
E
F
G
H
H
A In Feed Guide
B Nip Roll
C Central Impression Cylinder
D Inter Station Dryer
E Hydraulic Vertical Lock
F Hydraulic Horizontal Lock
G Fine Impression Adjustment
H Impression Indicators
I Metering Roll
J Anilox Roll
K Plate Cylinder
6#
in the industry is known as the two-roll sys-
tem (Figure
6&
). This system uses a rubber or
elastomeric covered cylinder known as the
fountain roll. It is driven by a separate drive
system and rotates at a constant speed, gen-
erally much slower than the anilox roll.
Anilox rollers must be driven at the same sur-
face speed as the plate cylinder in order to
achieve a smooth ink transfer to the printing
plate. This is usually accomplished through a
gear-train arrangement where the impression
cylinder drives the plate cylinder, which in
turn drives the anilox roll, thus ensuring they
all rotate at the same surface speed. Thus, the
anilox roll rotates at a different speed than
the fountain roll. The rotational difference
between these two rollers can vary depend-
ing upon the speed at which the press is being
run. This ratio can range from a low of 3 rota-
tions of the anilox roll to each rotation of the
rubber fountain roll to as high as 10 or 12 to 1.
In the fountain-roll system, ink is pumped
into the ink pan so that the rubber fountain
roll is partially immersed in the ink. In order
to obtain maximum durability of the rollers
and to provide lubrication to this nip, it is
recommended that the fountain roll be
immersed to approximately one-third to
one-half of the fountain roll radius. This
depth of immersion will enhance the func-
tion of the fountain roll to pick up and trans-
fer sufficient ink to the anilox roll.
When the fountain roller is positioned in
contact with the anilox roll, ink picked up by
the surface of the fountain roll is transferred
to the cells of the anilox. The slower rotation
INK 69
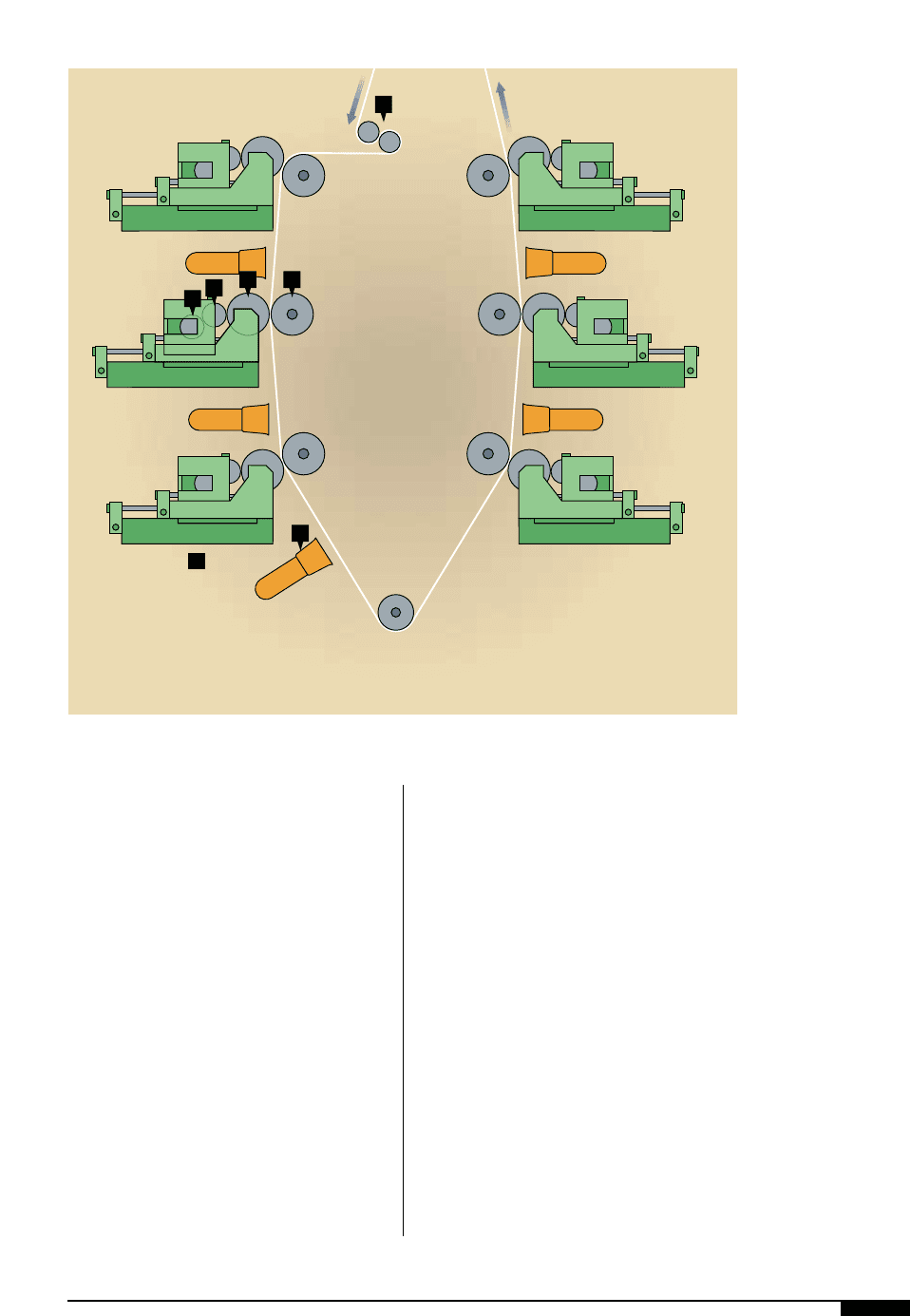
6$
A typical stack press
layout.
A
B
C
D E
G
F
A Infeed Tension Nip Rolls
B Metering Roll
C Anilox Roll
D Plate Cylinder
E Impression Roll
F Print Station
G Between Station Dryers
To Main Dryer
6$
70 FLEXOGRAPHY: PRINCIPLES & PRACTICES
of the fountain roller provides a wiping
action, thus doctoring an even ink film on
the anilox surface. It is critical that the hard-
ness of the fountain roll covering be com-
patible with the anilox engraving cell count.
If the covering is too soft, when contact is
made, the covering will displace more readi-
ly and too much ink will pass through to
flood the surface of the anilox. When this
happens, press operators must make addi-
tional press-side adjustments at this nip.
Excessive pressure on the anilox roll to
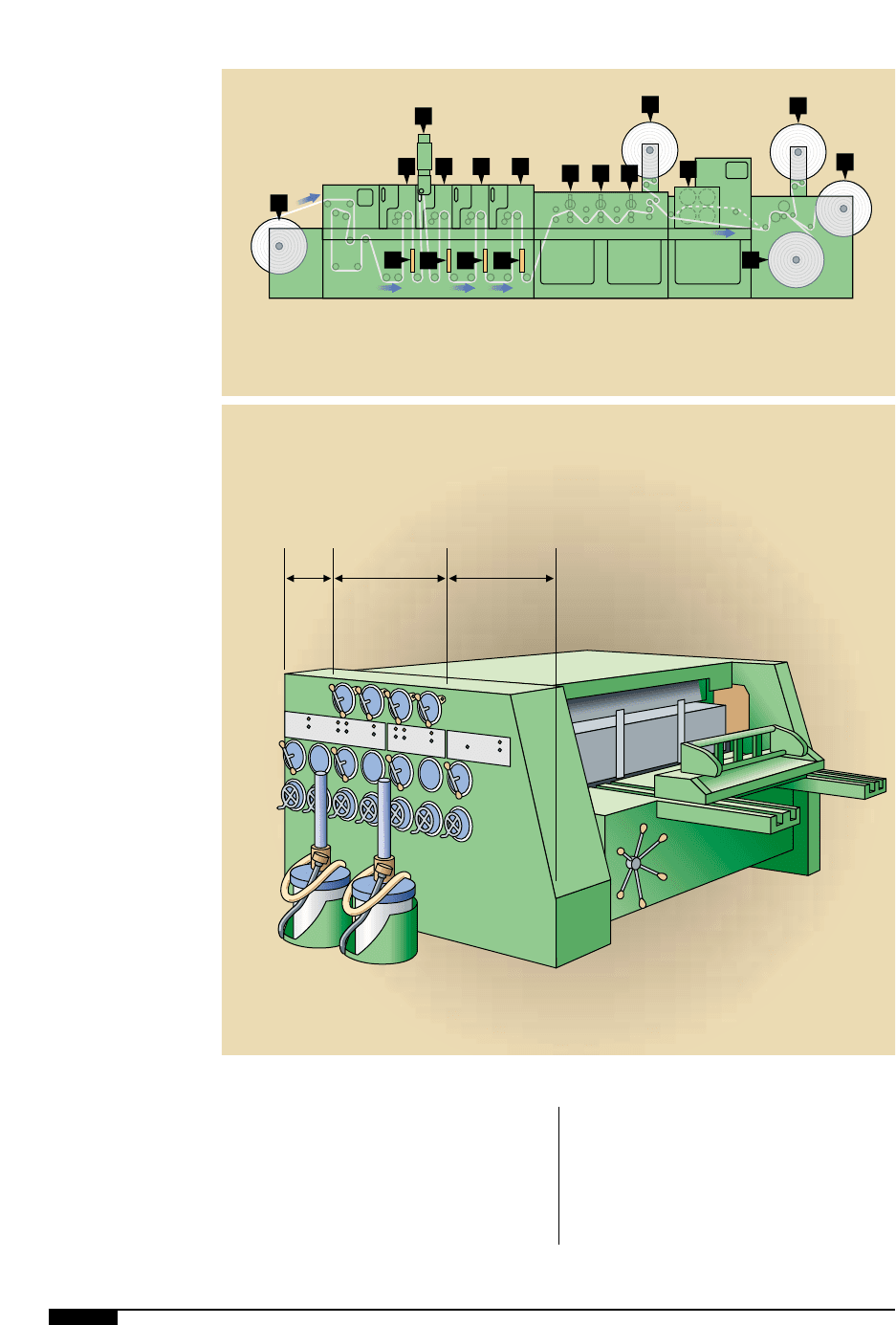
6%
A typical in-line press
layout.
6^
A typical sheet-fed
corrugated press unit.
A
B
D D D
F
E
G
G
E
A Unwind
B Web Inverter
C Print Units
D Die Cutting
E Waste Removal
F Lamination
G Rewind
H Between-Station Dryers
CCCC
H
H H H
6%
Slotter
Creaser Print Units Sheet Feeder
6^
fountain roll nip can cause premature wear
to both rollers and in extreme cases the steel
journals may be bent or broken.
Speed-Sensitive Ink Transfer. The two-roll sys-
tem has worked well for many years and has
produced quality graphics, but it has disad-
vantages. One problem is that as print speed
is increased, more ink is passed through the
nip because of the natural hydraulic action
caused by the viscous ink. Excessive ink
transfer to the printing plate requires more
press adjustments to be made. Nip pressure
is controlled at the side frames of the press.
On very wide presses, there could be some
variation of surface ink film thickness at the
center of the anilox roll, when compared to
the surface ink film thickness at the ends of
the anilox. This is due to the hydraulic action
causing a bow, or deflection in the center of
the fountain roll. The use of a hard-rubber
covering can reduce this excess ink transfer
somewhat. Speed sensitivity has been a major
problem with this system and there have been
many creative attempts to solve this.
One way to reduce the deflection factor is
through use of a crown on the surface of the
rubber fountain roll. Crowning requires the
center of the roll to be made larger than the
edges and the roll diameter tapered toward
the ends. Thus, when the press is run at high-
er speeds, there is a more even distribution
of the ink. Another way to solve this problem
is to skew the rubber fountain roll, so that it
contacts the anilox roll at a slightly different
angle to allow a more even ink transfer.
Reverse-angle Doctor Blade
Some flexographic printers added a
reverse-angle doctor blade to their two-roll
system in order to obtain more positive con-
trol over the ink film transfer over a wider
range of operating speeds. When using a
reverse-angle doctor-blade system, where a
rubber fountain roll transfers ink to the
anilox roll, it is important that the fountain
roll is never positioned in contact with the
anilox. A gap of at least 0.002" must be rigid-
ly maintained during the pressrun. This con-
verts the fountain roll to primarily an ink-
feeding roll that floods the surface of the
anilox. The flooded surface allows the doctor
blade to operate more efficiently due to lubri-
cation provided by the excess ink film on the
anilox roll surface. Smaller gaps between
fountain and anilox rolls may not allow a suf-
ficient ink-film thickness to properly lubri-
cate the doctor blade, causing premature
wear to both the blade and anilox roll.
Reverse-angle doctor blades are primarily
used without a rubber-covered fountain roll.
In this system the surface of the anilox roll is
flooded with ink, either by being partially
submerged in the ink fountain (Figure
6*
),
or through a pumped ink-applicator system.
Many flexo presses have been built with the
single reverse-angle doctor-blade system.
The doctor blade should make contact with
the surface of the anilox roll at a 30° angle to
the tangent point, with a tolerance of ±2°. At
this angle, the doctor blade shears or shaves
the excess ink from the anilox surface, leav-
ing only the ink in the anilox cells for trans-
fer to the printing plate. The reverse-angle
doctor-blade system allows a precise ink-
film thickness to be transferred to the print-
ing plate at a wide range of operating speeds,
without the need for press-side adjustments.
INK 71
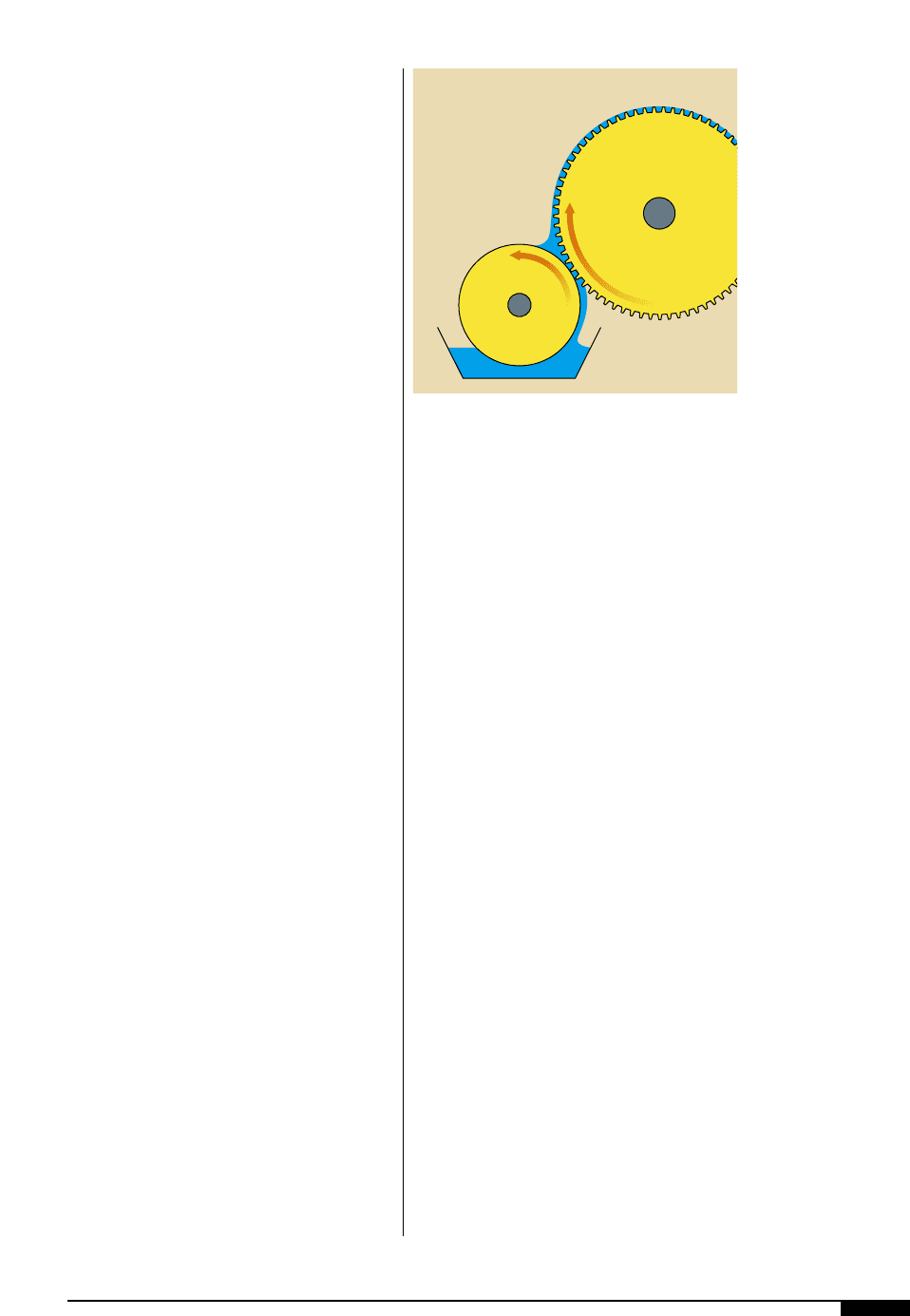
6&
In a two-roll metering
system, the anilox roll
rotates at the same
surface speed as the
plate cylinder, while
the fountain roll rotates
at a constant slow
speed. Both rolls,
though, rotate at the
same surface speed.
Anilox
Roll
Metering
Roll
6&