FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

82 FLEXOGRAPHY: PRINCIPLES & PRACTICES
an important tool for problem solving in the
future. Numerous data – the press settings,
ink conditions, substrate information, and
pressroom conditions – should be placed
into the log. The printing industry contains a
multitude of variables – substrates, types
and ages of presses, drier capability, press
speeds, ink systems, solvent combinations,
time of year and pressroom conditions. It is
impossible to document every single vari-
able for every single job that is run. Even if
possible, going back to this information in
the future would be a problem. There simply
would not be enough time to go through all
these records. The more data accumulated,
the easier it could become to solve a prob-
lem which was not seen on previous runs.
Inks are the one variable that can be easily
controlled as the other variables change. For
example, an ink system might be running
with few to no problems on a daily basis. One
day, the ink doesn’t appear to be drying the
way it should. Is this an ink problem?
Probably not, but the ink is the one variable
in the printing process which can be most
easily altered. After further analyzing the dry-
ing problem, it is apparent that the between-
station dryers are set to lower temperatures
than normal. After turning these dryers up to
their usual temperature, the problem disap-
pears. This is a typical, yet simple, problem
which is seen in the pressroom. If an ade-
quate log book was kept, the problem-solving
time could be kept to a minimum.
The previous example was a simple prob-
lem. Perhaps the between-station dryers
remedy helped, but the problem was not-
completely fixed. After further analyzing, it
is noticed that it is midsummer and the
humidity is at its worst. The alcohol used to
dilute the ink might be hydrophilic, that is, it
likes water, and is sucking moisture right out
of the air. This creates water buildup in the
ink, causing the drying problem. The ink rep-
resentative now provides a new solvent
combination with an alcohol which is
hydrophobic and the problem disappears.
Keeping an accurate log book (See Appen-
dix B), records (See Appendix C,D,E) and
maintaining press settings is a good way to
troubleshoot. The next step is to discuss actu-
al press settings and what they should be.
Dyne Level of Substrates
Affect On Printability. Surface tension is a
condition existing at the free surface of a liq-
uid, resembling the properties of an elastic
skin under tension. Dynes per centimeter is
a measure of surface tension. One dyne is
the force that a milligram exerts under the
influence of gravity. Substrates as well as
inks have a dyne value. A practical example
of what dyne and surface tension is all about
can be seen in the reaction of water on a
waxed surface.
Plain water will bead up on a waxed sur-
face because the surface tension of the
water is greater than that of the wax. If a sur-
factant, such as detergent or alcohol, is
added to the water, it will spread and wet the
wax surface. This is known as wetting out.
In printing, if the ink beads up on the sur-
face of the substrate, there are serious print-
ing problems. The ink must wet out the sub-
strate completely.
The rule of thumb is: in order for the ink to
wet out the substrate, the ink has to have
lower dyne value than the substrate. As a ref-
erence, the dyne value of substrates should
be somewhere between 36 and 42, with 38 to
40 being the norm. Flexo inks can vary but
as long as the dyne value of the ink is less
than 36, the ink will wet out.
Most polymeric-film substrates have dyne
values lower than 36. In this case, the most
widely used method to increase the dyne
level of the substrate is to use an in-line
corona surface treatment. Corona treating
uses electrical charges to oxidize the surface
on the printing side of the stock and raise the
dyne value. The treatment also may burn off
any surface contaminants such as placisti-

cisers that have leached to the surface. The
term burn is used loosely here. The surface
is not really burnt, but pretreated by remov-
ing surface contaminants. The end result is a
high dyne-value substrate. Caution should
be used when corona treating.
When the dyne value of the stock is not
high enough, the most common problem is
pinholing. When the printed material is
examined microscopically, small holes are
visible in the printed area. The worse the
treatment, the worse the pinholing. In severe
cases where the dyne values are well below
that of the ink, the ink may not wet out at all.
Other printability and adhesion problems
can arise when the surface tension of ink to
substrate are not correct.
Dyne Readings And Water-based Inks. Most
solvents have dyne values in the 20s or 30s.
When combined with the resins, pigments
and additives, the finished solvent ink will
usually have a dyne value in the mid-30s.
Therefore the substrate, having a dyne value
in the upper 30s or lower 40s, will properly
wet out. The dyne value of water however is
around 72.8.
The emulsion resins, used to formulate
water-soluble inks, have a low dyne value.
When water is added, the surface tension is
increased. In order to make the water-based
inks have a suitable dyne level, small
amounts of solvent, usually alcohol, or a sur-
factant are added. Surfactant is a general
word for many different chemical additives
on the market. Another word often used in
place of surfactant is wetting agent.
The term “water-based ink,” does not
mean that it is solvent-free. Usually there
will be small amounts of volatiles added to
lower the dyne and help printability. Ink
companies are always searching for “zero
VOC” inks, and zero VOC inks can be made,
but they have poor printability and usually
offer little in resistance properties. The addi-
tion of these chemicals helps the ink to wet
out on the surface of the substrate usually by
lowering the dyne value.
In-line Surface Treating. With the increased
use of water-based inks, it is more common
to see in-line corona discharge surface treat-
ing on flexo presses (Figure
7$
). The print-
ing of various films is greatly improved when
the film is pretreated in-line with printing,
because it improves ink lay and ink adhesion.
Some concerns, however, remain. When
treating film prior to printing, it is possible to
over treat the film. This can cause increased
water sensitivity, as well as an increased ten-
dency to block in the rewind. There is an
adjustment on the corona discharge to set
the amount of treatment and if turned too
high, some substrates could become dam-
aged or distorted. All that is necessary is to
treat the film enough to raise the dyne higher
than the ink so there is good printability. Not
all substrates can be treated. Check with the
substrate supplier before treating.
The gauge of a substrate, or thickness, can
effect the level of corona treatment. If print-
ing with a substrate, for example polyethyl-
ene, and a switch is made to a higher-gauge
polyethylene, the treatment level must be
altered to that of the heavier film to achieve
the same printability. If 38 dynes was accept-
able on the thin-gauge material, it may be
necessary to treat the thicker substrate to a
different level to obtain the same printability.
INK 83
7$
With the increased use
of water-based inks,
it is common to see
in-line corona discharge
surface treating on flexo
presses.
High-Voltage
Source
Treater Electrodes
Insulating Layer
Corona-
Treated
Side
Film
Treater
Roll
7$

84 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Tension Control
A balance is necessary. If the rewind web
tension is too high, the potential exists for
blocking problems. On the other hand, if the
rewind tension is too low when an adhesive
laminated structure is printed, there exists a
potential for tunneling in the print. Other
problems associated with poor tension con-
trol include:
• loss of color to color registration;
• deformation of the web; and
• poor productivity.
Dryers
By design, solvent-based flexo inks dry by
evaporation. Ink is applied in a thin layer on
a substrate and then typically is hit with heat-
ed forced air. Both additional heat and air dry
the ink and dramatically reduce the amount
of solvent that is retained in that layer. As the
industry has matured, the quantity of solvent
retained in the dried ink has become of para-
mount importance to packaging buyers
because it has been linked to objectionable
odors and can degrade the desired function-
al properties. There is a big gap between dry-
ing the ink on a package and a printed pack-
age with low retained solvents. Heated air
without significant velocity will do little to
disrupt this condition and therefore will not
effectively dry the ink. A high-velocity jet of
air, however, has enough energy to force
through the boundary layer and to continue
the drying process effectively.
Dryer manufacturers stress what they call
the three Ts of drying: Time, Temperature,
Turbulence. The effectiveness of an oven can
be measured by the time available for drying.
This of course translates into the oven length
on a web-fed press. The correct use of tem-
perature is essential to accelerate the evapo-
ration of the solvents from the ink. And final-
ly, efficient air turbulence can overcome the
negative influence of the boundary layer.
The drying of water-based inks is very
much the same as the drying of solvent-
based inks, only more difficult. There are
two reasons why water is more difficult to
dry. First, water vapor is typically already
part of the atmosphere. If a previous model
is used, but water-based inks substituted, an
equilibrium state is reached very quickly
because of the presence of atmospheric
moisture, making drying difficult. Again, as
with the solvent-based inks, additional heat
and volume only postpone the inevitable.
The second problem with water-based inks
is the amount of energy required to evapo-
rate the water portion. The amount of ener-
gy required to convert any compound from
its liquid state to its gaseous state is called
the latent heat of vaporization. Water
requires several times more energy to
change its state from a liquid to a gas than
typical flexo organic solvents do. In compar-
ison to ethyl alcohol, water requires three
times the energy to vaporize.
This does not mean that a press running
water-based inks will have to run at one
third the speed of its solvent counterpart.
There are several factors that help improve
the drying performance of water-based inks.
Typically, water-based inks have a higher
percentage of solids. Higher solids translate
to less water to be removed. Second, due to
the nature of the type of resins available in
water systems, a thinner layer of ink is often
employed. In addition, when water is com-
bined in an azeotropic mixture with certain
solvents, the evaporation can be accelerat-
ed. These factors can reduce the dryer
demands. All of these discussions relate to
nonporous substrates. On porous materials,
like paper and paperboard, a percentage of
the water can be absorbed by the substrate
itself reducing the dryer demand. At high
speeds, however, the absorption is reduced,
requiring the dryer to be relied on for thor-
ough and complete drying.
Dryer Temperatures Between Station and
Tunnel. Both stack and central-impression
presses have in-between color dryers and a

final overhead tunnel dryer. Together, these
dryers provide for thorough ink drying. The
between-station dryers are positioned, as the
term would imply, between each deck on the
press. The purpose of these dryers is to dry
the ink film, removing volatiles sufficiently
enough for the next color to be printed on top
of the first. This is known as trapping.
Optimum trapping is achieved when the first-
down color is faster drying than the following
colors. This is particularly important in
process printing. It is not the purpose of the
between-station dryers to dry the ink film
completely. The print passes these dryers in a
split second. There simply is not enough time
for the ink film to be dried completely here.
If the between-station dryers are not set
high enough, the first layer of ink will not be
dry enough to accept the second or third ink.
The result will be poor print quality, along
with the possibility of ink contamination.
For example, if the first ink is a white and
the second is a red, when the red plate
comes in contact with the white ink, some
white ink could transfer to the red plate
since the white ink isn’t dried. The red plate
now carries the white ink to the red anilox.
After some time, the white ink makes its way
into the red ink sump, turning it pink.
If the between-station dryers are set too
high in temperature, the ink surface will dry
almost like a skin or a crust with wet ink
under it. This can create printability prob-
lems such as pock marks or “fisheyes.” Also,
the volatiles which lay under the skin will
not be fully removed when it comes out of
the tunnel dryers, causing retained solvents.
The problem with high amounts of retained
solvents for surface printing is the possibili-
ty of blocking in the rewind. With lamina-
tions, high retained solvents get trapped
between the laminant and printed substrate,
causing poor bond strengths.
The tunnel dryer is usually the large, flat
dryer across the top of the press. There is no
between-station dryer after the last deck on
the press. After the final application of ink,
the substrate goes directly to the tunnel
dryer. Here all the ink films are dried to
remove as many volatiles as time permits.
There will still usually be some small amount
of retained solvents. For all the volatiles to be
removed, the press would have to run slow
enough to allow the printed material to
spend sufficient time in the tunnel. This is
just not feasible.; the press speeds would be
too slow for economical operations. Ink dry-
ing depends not only on air temperature, but
also on negative air flow across the web to be
dried. A balance must be achieved between
air temperature and air flow.
Oven Temperature vs. Web Temperature. Care
must be taken when talking about the tem-
perature of ovens or the temperature it takes
to dry or cure an ink. The temperature of an
oven is usually not the temperature of the
web. It would take a longer period of time for
the web to reach the actual oven temperature
than the press speeds allow. In other words,
if the between-station oven temperature is
200° F, the web passing by in a split second
will reach temperatures substantially lower
than 200° F. However, if the tunnel dryer is
set at 200° F, the web spends considerably
more time in the tunnel dryer. Therefore, the
actual web temperature will be considerably
closer to 200° F than initially passing the
between-station dryers.
Keep in mind some important points. If the
ink representative says that the ink running
requires a 150° F pin-on temperature, he/she
means that the web must reach 150° F. The
ovens will need to be set at considerably
higher temperatures, depending upon other
variables such as press speed. Web tempera-
tures can be best determined by using an
infrared pyrometer. The other point to keep
In mind is how much heat can the substrate
tolerate without being damaged or distorted.
Attempting to run a catalytic coating which
requires 240° F web temperatures to cure,
with a polyethylene’s substrate which can-
INK 85

86 FLEXOGRAPHY: PRINCIPLES & PRACTICES
not tolerate high heat, problems will occur.
The temperature required by the coating
would destroy the film.
Using the same substrate with the dryers
set at 180° F to get good adhesion and low
retained solvent in the ink film, the film may
be able to handle this temperature. Since the
actual web temperature will be significantly
lower, the film can still distort. If the film
begins to distort, the print may appear to be
out of register. The press operator will
respond by trying to get the register in line
mechanically. This problem is film-related
not press-related. It is always important to
be aware of the substrate limitation when
dealing with temperature. Do not always
rely upon the meters on the press, unless
they are checked often for accuracy. If there
is not enough heat on the web, the ink film
will not dry or cure properly. Remember, too
much heat can ruin the substrate.
Also, the dryers should be balanced on a
regular basis. What is done in this process
can depend upon the dryers on the particular
press. When the dryers are properly bal-
anced, the between-station dryers should all
have an equal volume of air blowing through
them. If not, the deck with less air volume
could have trouble drying, while the deck
with more air volume could be running into
skinning problems. Equal amounts of air
should be blowing out along the length of the
dryer – gear side of the press to operator
side. If not, one side of the web may not be
drying efficiently. The air flow also needs to
be directed at the web, not on the plates or
the anilox rolls. If air blows on these rollers,
ink will dry in, causing other problems such
as dirty printing. In a balanced dryer system,
the tunnel dryers need to be accurate in tem-
perature control. The volume and velocity of
air needs to be at its optimum. This is the last
place the ink will have the opportunity to dry
with the aid of heat and forced air. If the dry-
ers are not at maximum efficiency, the end
result could be high retained solvents, block-
ing, or poor bond strengths in the case of
lamination inks.
Conditions of Dryers. Other factors beside
temperature are important to the press,
including the velocity of the air, the volume
of the air and time. The speed at which an ink
dries limits press operating speeds. Ink dries
when the solvents are allowed to evaporate.
Drying can be accelerated by heating the
web, circulating air over the web, or both.
Simply stated, this is what press dryers do.
Drying is also accelerated by using fast-evap-
orating solvents and by lowering ink viscosi-
ty to print a thinner ink film. Porous webs
also speed evaporation because they are
highly absorbent.
To print one color effectively, or many that
don’t touch or overlap one another on the
web, the solvent must be removed and the ink
essentially dry before it reaches the rewind
stand. In designs where inks must overlap or
trap over another (whether for register, large-
area overprinting or halftones) the ink must
dry in sequence as it is printed. Complete dry-
ing is not always necessary between colors,
but sufficient drying must occur to prevent
the subsequent color from rewetting the first
and blending with it or picking it off the web.
Bypassing or skipping vacant decks, when
possible, will give more time for sequential
drying and allow higher operating speeds.
Final drying before rewinding must occur to
prevent roll blocking, ink offsetting on the
back of successive webs or solvent retention
and its residual odors.
Normally, inks are formulated to dry rapid-
ly enough to allow proper sequential drying.
When inks have been reused, circulated
excessively, or adulterated with improper
additives and allowed to get out of chemical
balance, drying problems occur that affect
operating speeds. Depending on the area
size of overprint or trap and the ink film
thickness, many open porous substrates can
be printed at speed without using dryers.
Other less or nonabsorbent webs require

combinations of air, heat, between-color dry-
ers, overhead tunnel dryers and the addition
of faster-drying solvents.
If between-color dryers are not available
or not functioning properly, sequential dry-
ing can be achieved by adding faster sol-
vents in first-down colors, unchanged inks in
the middle station and slower solvents in the
last-down colors. Dryers can become inef-
fective if partially clogged with ink, dirt or
web fragments. Air-duct dampers which
have been changed from the factory settings
can give too much or too little air. The bal-
ance of in-feed and exhaust air must be cor-
rectly maintained to draw away and exhaust
the solvent-laden air.
If too much air is blowing out of the
between-station dryers, there is a possibility
of air blowing onto the plates or the anilox
rolls. When this happens, the ink will begin
to dry on the plates or in the cells of the
anilox. When the ink dries on the plates,
dirty printing will be the result. When the ink
dries in the cells of the anilox, the cell vol-
ume will begin to diminish, causing less
transfer of ink and a loss of color strength.
“Mottled” printing can result if the ink is dry-
ing in some areas more than others. The air
velocity correlates closely with the air vol-
ume. Usually, the higher the velocity, the
higher the volume. Velocity is particularly
important during the hot and humid summer
months, when many printers have drying
problem. The key here is to have as high a
velocity as possible to blow the humidity
away from the web. If the velocity is low, the
humidity can remain over the web. This
would be like trying to dry the clothes out-
side in August when the humidity is 80%. As
expected, things dry much more quickly
under lower-humidity conditions. Higher
velocity will help to remove the humidity
away from the web making it easier to dry.
Drying On Absorbent Substrates. Water-based
inks for absorbent surfaces depend on sever-
al factors for drying: evaporation, penetra-
tion, precipitation and chemical action.
Evaporative drying occurs through the
action of air and heat. Heated air is passed
over the surface of the print and removes the
volatile components from the ink. Penetra-
tion drying occurs on absorbent substrates.
The ink is drawn into the surface, often by
capillary action, and the print can no longer
be readily smudged or transferred to another
surface. On suitable papers, this drying
method can be quick (0.1 second). During ink
absorption, a fractionation, or layering, effect
occurs where certain parts of the ink are
preferentially absorbed, leading to a precipi-
tation toward the ink surface. The acidity of
some papers acts as a drying agent for the ink
by neutralizing the solubilizing amines.
The term “absorbent” for substrates
includes many varieties of paper and paper-
board stocks. It varies from lightweight tis-
sue to corrugated board to glassine to
papers with coatings based on many natural
and synthetic binders. The more absorbent
the substrate, the less need there is for effi-
cient dryers. Water-based corrugated inks
run at high speeds without any form of dry-
ers. At the other end of the scale, glassine
and some coated papers behave more like
films and do require good drying.
Chemical drying occurs with paper towel
and tissue inks formulated to benefit from cel-
lulose chemistry. Water-based dyes or pig-
ments and resins capable of reacting chemi-
cally with the cellulose fibers are used in these
inks. Once this reaction has taken place, the
printed product can resist many household
chemicals. Other considerations when printing
water-based inks on absorbent papers include:
• the tendency of water inks to curl or
pucker paper;
• the problem of ink buildup on central-
impression (CI) cylinder drums, caused
by excessive ink penetrations through
the substrate;
• catalytic lacquers will not always cure
over water-based inks; and
INK 87

88 FLEXOGRAPHY: PRINCIPLES & PRACTICES
• ink properties depend on stock ab-
sorbency; lower absorbency often lowers
heat resistance, scuff resistance and
product resistance, but increases gloss.
Press Speeds
Another variable which is vital to good
printing is the press speed. Most printers
want to run as fast as possible, which is
understandable. However, the goal is to run
as fast as possible without sacrificing quali-
ty. Many inks do not run the same on differ-
ent presses, and the same ink on the same
press will run differently at different times of
the year. Press settings have to correlate the
capabilities of the press and the effect of the
other variables already mentioned. The rule
of thumb is to run the press as fast as possi-
ble, yet continue to achieve the necessary
drying and printability. Every press will be
different. Sometimes the same ink can be
run in two different presses in the same
pressroom on the same substrate, yet the
speeds will differ. This speed difference
largely has to do with the capabilities of the
dryers. This again is where a log book can
help determine what the press speeds
should be based on past history.
Press speeds are often limited by mechan-
ical effects. However, press speeds can also
be altered by the ink-solvent blends and the
reducer blends. The difference between
these two blends is that the ink-solvent
blend consists of the types and amounts of
solvents present in the virgin ink when pur-
chased. The reducer blends are the solvents
used to reduce the virgin inks to press vis-
cosity. These two blends can be quite differ-
ent. The ink-solvent blend is the composi-
tion of solvents in the ink when manufac-
tured. This could be a large variety, maybe as
many as five or six different solvents. The
purposes of all these different solvents is to
control drying speed and to keep the resin in
solution. The printer does not need to know
all the different solvents in a particular ink,
but should know that sometimes a solvent
will evaporate out of the ink. This usually
happens over long runs or if the lids are left
off the sumps. When these solvents are lost
to evaporation over time, the ink may not
behave as it should. Therefore, a make-up
solvent may be required to keep the resin in
solution and keep print quality at its original
high level. These make-up solvents are usu-
ally faster drying solvents as they are the
first to evaporate, such as heptane. The ink
representative should determine if a make-
up solvent is needed and what it should be.
The reducer blend is usually one or two
solvents, sometimes three, that reduce the
virgin inks to press viscosity. This is usually
done in the pressroom. In flexo, the staple
solvent would be some type of alcohol in
larger amounts and usually a small amount
of ester such as normal propyl acetate. This
is for solvent-based inks only and other sol-
vents could be used. If solvent changes are
required for different ink systems or at dif-
ferent times of the year, these alterations
should be noted in a log book, as well as any
press settings that need to be altered, along
with the other changes.
Rewind Tension
The basic requirement of a good rewind-
tension system is to wind rolls with straight
edges and uniform density, while preserving
the accuracy of register and repeat length. It
is not the purpose of this book to discuss the
different types of rewinders or the mechanics
of them. From an ink standpoint, however, fit
is important to remember that the ink is being
sandwiched between the substrate in the
rewind. The more tension used in the rewind,
the higher the possibility of ink blocking to
the backside of the substrate. This is espe-
cially true if the drying capabilities of the
press are not as good as should be.
Another area of concern is rewind tension
when printing lamination inks for future lam-
ination. In this case, it is not in-line laminat-

ing. The concern here is that lamination inks
have very little or zero waxes in them. The
absence of waxes makes an ink more prone
to block; yet, their presence can often hinder
bond strengths of laminations. Therefore,
waxes are used sparingly in lamination inks
so bond strengths are not affected. Lamina-
tion inks are extensively tested for this, but
these conditions exist and excessive rewind
tension could contribute to ink blocking.
Chill Rollers
After the printed material leaves the tunnel
dryer, the substrate is hot. Before it can be
rewound onto a roll, it must be cooled. This
is usually done with the aid of a chill-roller,
which has water or brine being flushed
through the center. The printed substrate
gets cooled as it passes over the roller, so
that it is as close to ambient temperature as
possible when rewound. This is primarily
done so that the substrate does not expand
or contract after being rewound. This could
cause unwanted pressure in the rewind
resulting in blocking or damaged material. If
the temperature difference between the web
and the chill-rollers is too great, condensa-
tion can occur. Water droplets on the printed
material makes the substrate wet while the
ink film is dried but not set in the rewind.
Often an ink will require some time for
complete setting after being printed, some-
times as much as 24 hours. During this set-
ting time, additives in the ink such as waxes
will bloom to the surface. This is why ink
adhesion often gets better after aging. The
water from the chill-roll condensation can
affect the fresh ink film before it has a
chance to set. This could result in blocking,
poor adhesion or damage to the print.
Drying of Catalyzed Inks
Catalyzed inks – also known as two part
systems – have characteristics which cannot
be achieved with conventional inks, such as
high gloss or superior chemical resistance.
The ink is delivered to the printer along with
a catalyst. At press-side, the ink handlers
add the catalyst to the ink in the recom-
mended amounts. Catalyzed inks ususally
require a substantially higher amount of heat
to dry. If insufficient heat is used and the
print is not thoroughly dried, the ink film will
remain tacky and block. Even if blocking
doesn’t occur, the ink may not have all the
final characteristics needed. For this reason,
it is vital when using catalytic inks that the
proper amount of heat be used.
For these same reasons, it is also impor-
tant that the proper amount of catalyst be
used. Catalyzed inks are formulated and
tested using a specific amount of catalyst.
2
Too much or not enough could result in any
number of problems such as blocking, poor
gloss, or poor chemical resistance due to
improper curing. The reason for the catalyst
to be added at press-side, rather than during
manufacturing, is because the catalyst
reacts with the ink. This reaction is time-lim-
ited. In other words, once catalyzed, the ink
has a limited life and has to be used usually
within 24 hours. For best results, it should
be used immediately. The stability of the ink
after 24 hours is poor, though the time it
takes for this instability to appear will vary
depending upon the system. The inks will
get heavier in viscosity, sometimes almost
turning gelatinous. Some of these cross-
linked systems utilize a catalyst which dissi-
pates over 24 hours. At that time, more of
the catalyst needs to be added. These inks
can usually be cross-linked only twice
before the ink needs to be discarded.
This is one of the main reasons why print-
ers do not like to use catalytic inks – whatev-
er isn’t used in 24 hours has to be discarded.
There is no way to salvage the ink. This can
lead to large ink costs if the amount of ink in
the press is not limited. Also, the cost to dis-
INK 89
2
Catalyst, cross-linker and curing agents are synonomous terms.

90 FLEXOGRAPHY: PRINCIPLES & PRACTICES
pose of waste ink can be substantial. Another
reason curing inks are not popular is because
of the risk of using improper amounts of cat-
alyst. Press-side testing can be done to check
for the right amount of catalyst; however,
errors can be made. With conventional inks,
there isn’t a question about the proper
amount of catalyst. Finally, some of the cata-
lysts used are hazardous chemicals, and they
must be handled carefully.
INK VISCOSITY
The viscosity of an ink will affect many
aspects of printability including print
strength, print sharpness, ink lay and color.
Viscosity is one of the easiest variables to
change on a press, and it is the variable that
has the most significant effect on the result-
ing print. Ink viscosity should be checked at
least once an hour and more frequent checks
are generally recommended by the ink sup-
pliers. Dot sharpness in process printing, or
clean printing of fine-type edges when line
printing, are both greatly influenced by ink
viscosity. If the viscosity is too low, the ink
will often show dot growth causing the
image to lose its sharpness and print dirty. It
is very easy to reduce or increase the print
strength by slight adjustments in the print
viscosity. Because of this, viscosity is often
the first thing changed when dealing with
print-strength adjustments. If viscosity
adjustments do not meet the requirements
for print strength, anilox changes are usual-
ly the next step. In water-based inks, howev-
er, the opposite should be done. The correct
anilox is critical and is selected first, and
subsequent viscosity changes are small.
The lay of an ink can be affected by vis-
cosity. If an ink viscosity is too low, the ink
may crawl on the substrate before it dries.
Crawling will result in a print of inconsistent
ink thickness and smoothness. Crawling is
more apparent in dark colors than with pas-
tels or lighter shades of pigments. If crawling
or mottle is seen, the ink viscosity should be
increased, or a pigmented extender should
be added. Ink run with viscosity too high can
also show inconsistent lay and dirty printing.
This is typically the result of ink caking on
the plates or ink not transferring properly to
the substrate. In process printing, it is very
important that the proper viscosity be deter-
mined for an ink before any density adjust-
ments are made. Once this viscosity is iden-
tified, a balanced extender should be added
to meet specific density specifications. The
influence of viscosity on color should be
noted. Small viscosity changes can also pro-
duce shade changes in a print. A red color
may become more yellow as it gets higher in
viscosity and bluer as it goes lower.
Thus, when printing problems occur, a
holistic approach must be used to identify
the proper corrective actions. When a color
is not acceptable, it is imperative to deter-
mine whether toner should be added or a vis-
cosity adjustment made – all aspects of the
printing process must be considered before
making this determination. Although viscosi-
ty changes may be the quickest approach, the
consequences of these changes must be
reviewed.
First, a note concerning water-based inks.
Viscosity can be related to pH in water-borne
inks. It is critical that inks be adjusted for pH
prior to any adjustment for viscosity. If this is
not done, the addition of a water reducer can
cause the inks to become over-reduced.
Excessive viscosity reduction of water inks
can cause many problems including a weak
color, poor lay, poor drying, offsetting and
poor lamination bonds. Rather, small
amounts of amine to adjust pH may result in
better rheology and lower viscosity. These
factors support the importance placed on
automatic viscometers and viscosity instru-
ment calibration.
Both water-based and solvent-based inks
can have a tendency to be thixotropic.
Thixotropy is a tendency of a liquid to show
a large drop in viscosity when agitated.
Therefore, inks should always be well mixed
and pumped in the ink system before viscos-
ity readings are taken. In addition to mixing
an ink, temperature is a concern when
checking viscosity. The viscosity of liquids is
affected by temperature. This is easy to
understand when one considers the com-
mon example of motor oil. When it is cool,
the oil is much more viscous than when it is
warm. An ink behaves in the same way. If the
viscosity is measured when the ink is rela-
tively cool, higher readings are obtained
than when the ink temperature increases on
press with shear and agitation.
Methods of Measurement
Regardless of the methods used for vis-
cosity measurement, it is important that the
ink be agitated prior to checking viscosity.
This agitation reflects how the ink will
respond while running on the press. Many
inks may exhibit some degree of thixotropy.
If inks are adjusted before agitation, they
may be too low in viscosity once put in the
press and agitated. It is also critical that cal-
ibration of viscosity measuring equipment
be done on a regular basis. Since tempera-
ture will have an effect on viscosity, it is
important that measurements be made at
specific ink temperatures.
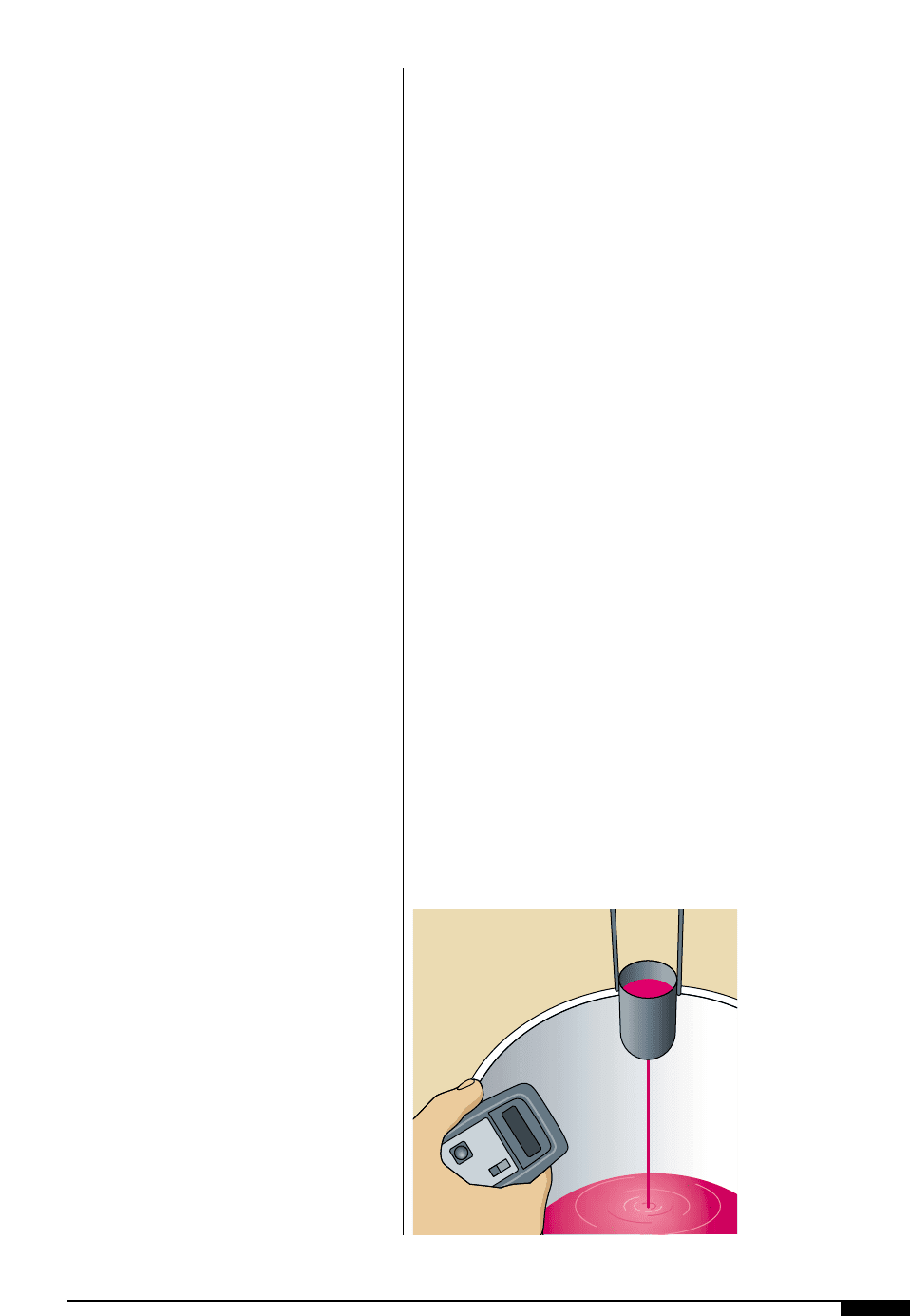
Zahn Cup. The most common method of
press-side viscosity determination in flexo is
with a Zahn cup (Figure
7%
). A Zahn cup is a
metal cup of predetermined volume with a
specific size hole on the bottom. The ink’s
viscosity is the amount of time it takes for a
full cup to empty. Zahn cups come in various
numbers. Flexo application ranges are typi-
cally from 2 to 5. The higher the number, the
more viscous the material it can handle.
Application on press in flexo is most com-
monly measured with either a #2 or #3 Zahn
cup. Ink viscosity determines which cup to
use. Readings considered accurate are be-
tween 20–40 seconds on any specific cup. If
the reading is higher or lower than the 20
and 40 second range, a higher number or
lower number cup should be used.
Shell Cup. The Shell Cup (Figure
7^
) is
another type of metal cup used to determine
ink viscosity. Unlike the Zahn, the Shell has
a narrow tube on the bottom of the cup for
the ink to flow through. It is more common-
ly used in gravure applications than in flexo.
However, because it is more accurate than a
Zahn, some printers have moved to the Shell
for on-press ink viscosity checks. Because of
the narrow tube on the bottom of the cup,
care must be taken to be sure the tube is
clean. Many individuals use a pipe cleaner
inserted through the tube to be sure all ink is
removed after taking a viscosity reading.
See Appendix C for conversion from Zahn
cup readings to Shell cup readings.
Viscometers. Press units are often equipped
with automatic viscometers to maintain a
specific viscosity while a job is being run.
This avoids constant measurement by an
individual and results in improved consisten-
cy of ink viscosity. The automatic viscometer
is connected to a make-up solvent-blend,
which is added to the ink as needed. In addi-
tion to Zahn and Shell cups, there are several
other types of instruments available to mea-
sure viscosity, but these are generally limited
to lab environments.
INK 91
7%
The most common
method of press-side
viscosity determination
in flexo is with a Zahn
cup.
M
IN
S
E
C
/1
0
0
7%