FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

52 FLEXOGRAPHY: PRINCIPLES & PRACTICES
sunlight is the most natural way to view
objects, it is not an ideal light source to
judge the color of objects; it is simply too
variable. Artificial light sources are available
and may be controlled and specified to sim-
ulate average, natural daylight, and incan-
descent and fluorescent lamps.
A scale of color temperature, expressed as
degrees Kelvin (°K), is used to quantify light
sources. Various artificial light sources have
color temperatures that range from about
4,000° K to 6,800° K. The D50 CIE Standard
Illuminant has a color temperature of 5,000°
K, representing average natural daylight, and
is the color temperature most widely used in
graphic arts viewing booths. Figure
4%
shows three light sources along with their
spectral curves. The spectral curve shows
the amount of light of the source throughout
the visible range of wavelengths, which is
roughly from 400 to 700 nanometers.
Metamerism
To complicate matters further, there is a
common situation where two objects appear
to have identical color under one specific
light source and then do not match under
other light sources. This phenomenon is
known as metamerism and is caused by use
of different pigment combinations to achieve
the individual color matches. Fortunately, the
metameric condition is both detectable and
controllable.
To avoid metamerism, specific, fixed pig-
ment combinations are used for a given
color match. The problem can be detected
by viewing “matching” objects under differ-
ent light sources. Metamerism can be quan-
tified by spectrophotometric measurements
using different illuminants or simulated
lighting conditions.
COLOR MEASUREMENT
To compare, communicate and store color
data, it is necessary to adopt a measurement
system. The human visual system is the most
discriminating when comparing colors, but it
is neither able to assign numbers to colors,
4$
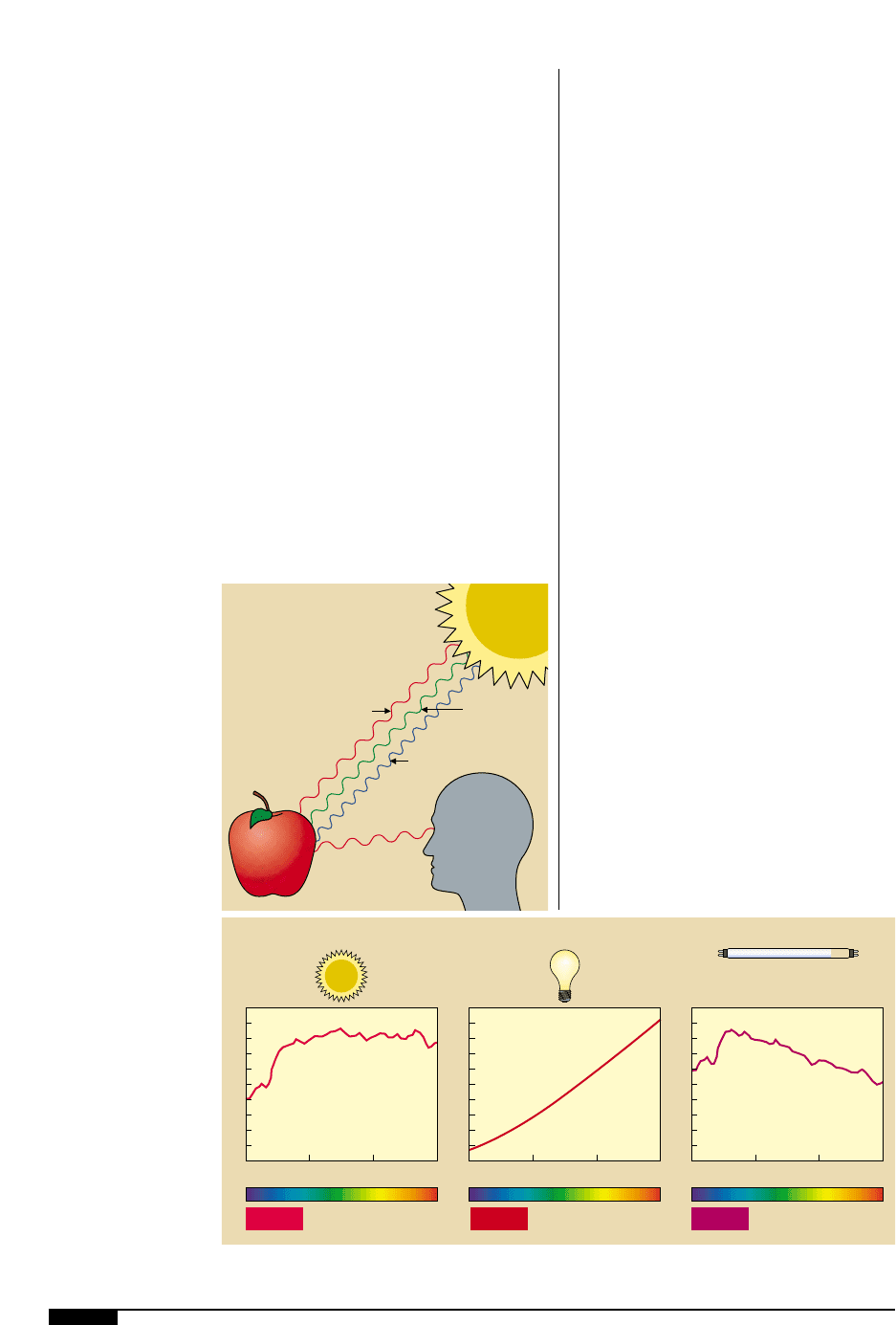
Color results from the
interaction between
light, an object and the
viewer. The viewer sees
this modified light and
perceives it as a distinct
color. All three ele-
ments, light, object and
viewer, must be present
for color as we know it
to exist.
4%
This diagram shows
three light sources
along with their spectral
curves. The spectral
curve shows the amount
of light of the source
throughout the visible
range of wavelengths
which is roughly from
400 to 700 nanometers.
600–700nm
500–600nm
400–500nm
Light
Source
Object Viewer
4$
Sunlight (D50) Incandescent Light Fluorescent Light (D65)
100
90
80
70
60
50
40
30
20
10
400 500
Perfect daylightObject
Incandescent lights make
objects look redder
Object
Fluorescent lights make
objects look bluer
Object
nm
600 700
100
90
80
70
60
50
40
30
20
10
400 500
nm
600 700
100
90
80
70
60
50
40
30
20
10
400 500
nm
600 700
4%
nor remember them accurately. That is why
some sort of a numerical measurement stan-
dard and an organized method of communi-
cating color is needed.
The pattern of wavelengths that reflects
from an object is the spectral data, which is
often called the “fingerprint.” Spectral mea-
surements can only be taken by using a spec-
trophotometer. The data measured can be
plotted as a spectral curve, providing a graph-
ic representation of the specific color. The x-
axis represents the wavelength of reflected
light in nanometers and the y-axis denotes the
percentage of light reflected. This x-y plot is
the most accurate description of color that
can be achieved. Figure
2&
showed the spec-
trum of the “red” in the rose. Figure
4^
shows
the spectra of a red, green and blue object.
The data from this spectral curve can be used
to calculate the relative coordinates of the
color in the perceptual-based color space
introduced earlier in Figure
2^
.
Perceptual-based Color Space
CIE – L*C*h° or L*a*b
The next step in color management is to
take the spectral data and express it in a
mode that allows the description of colors
and color differences numerically. The spec-
tral curve of a particular color can be used to
demonstrate the relationship between wave
attributes and the way we perceive these
attributes.
When comparing colors visually, the basic
color or hue difference (h) is seen first; fol-
lowed by the saturation or chroma differ-
ence (C); and last, the lightness or darkness
difference (L). Light waves also have three
attributes that directly affect the perception
of hue, saturation, and lightness. The domi-
nant wavelength of light in the spectral
curve determines the perceived hue of the
color. The wave purity or sharpness of the
peak in the spectral curve, determines satu-
ration. The height (total energy) determines
the lightness.
A numerical color model has been devel-
oped which is intuitive and easy to understand
(Figure
4&
). The L*C*h° system had turned
INK 53
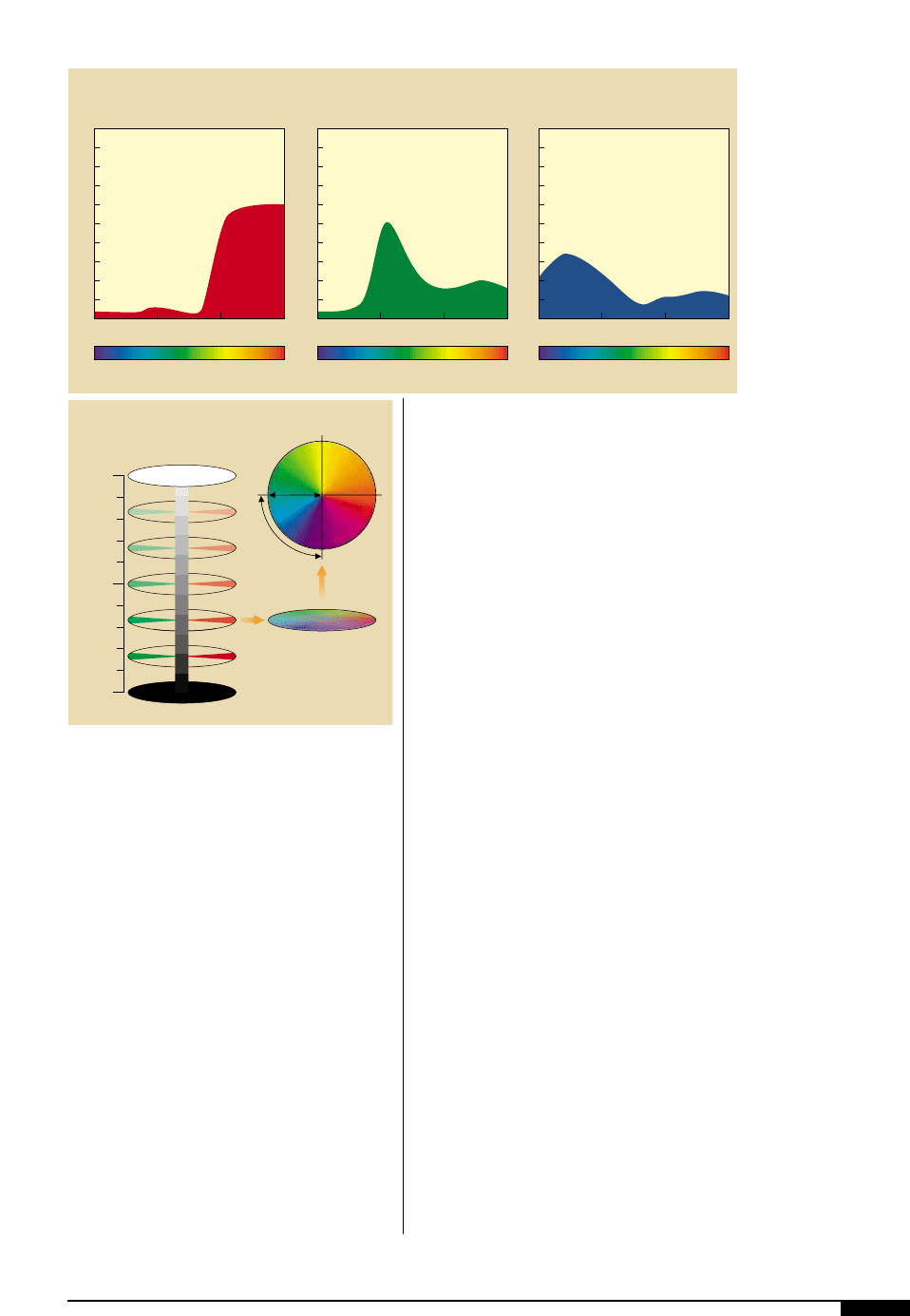
4^
This diagram shows
the spectra of a red,
green and blue object.
Data from the spectral
curve can then be used
to calculate the relative
coordinates of the color
in the perceptual-based
color space.
4&
The L*C*h° system
turns the color space
into a cylindrical model,
and by specifying the
lightness, chroma
and hue values for a
specific color, a unique
numeric description is
generated.
Red
400 500
nm nm nm
600 700
Green
400 500 600 700
100
90
80
70
60
50
40
30
20
10
100
90
80
70
60
50
40
30
20
10
Blue
400 500 600 700
100
90
80
70
60
50
40
30
20
10
4^
Lightness
100
50
0
Chroma
Hue
4&
54 FLEXOGRAPHY: PRINCIPLES & PRACTICES
the color space into a cylindrical model and by
specifying the lightness, chroma and hue val-
ues for a specific color, a unique numeric
description is generated. The L*C*h° numeri-
cal equivalents of the system provide another
method of expressing the coordinates of the
color in the same color space.
Lightness (L): This characteristic of color
describes its luminous intensity-that is, the
degree of “lightness.” Colors can be classi-
fied as light or dark when comparing the L
values (Figure
4*
). For example, when plac-
ing a tomato and a radish side-by-side, the
red of the tomato appears to be much lighter.
In contrast, the radish has a darker red
value.
Chroma (C): The vividness or dullness of a
color describes its chroma. In other words,
chroma indicates how close the color is to
gray or the pure hue. Chroma changes on the
horizontal plane, where the colors in the cen-
ter are gray (dull) and become more saturat-
ed (vivid) as they move toward the perimeter
(Figure
4(
). This color attribute is also
referred to as “saturation.” Again comparing
the tomato to the radish, the tomato is much
more vivid; the radish appears duller.
Hue (h): When asked to identify the color of
an object, the hue is most likely mentioned
first (Figure
5)
). Quite simply, hue is an
object’s perceived color – red, green, orange,
and so on.
Color Tolerancing (CMC). In the L*C*h° color
space, the tolerance for an acceptable color
match is bounded by a three-dimensional
space with varying limits for lightness, hue
and chroma. In the diagram (Figure
5!
), the
variations of the ellipse size throughout the
L*C*h°color space for one particular L value
can be seen. The ellipses in the orange area
are longer and narrower than the ones
across the green area, which appear much
rounder and broader. The ellipses also
change in size and shape as color increases
in chroma. The Color Measurement Com-
mittee (CMC) has provided calculations that
mathematically define an ellipsoid around
each color standard with the three dimen-
sions corresponding to the hue, chroma and
lightness. The ellipsoid represents the range
of acceptance, and automatically varies in
size depending on the position of the color in
the color space. CMC is not a new color
space, but is rather a tolerancing system
within the L*C*h° color space, which pro-
vides good agreement between visual
assessment and instrument measurements.
The eye generally has greater tolerance for
shifts in the lightness (L) dimension of a color
than in the chromaticity (C) or hue (h) dimen-
sions. Therefore, a tolerance ratio of about
2:1 is accepted (the lightness attribute is
weighted twice as much as the hue and chro-
ma attributes.) Though no color tolerancing
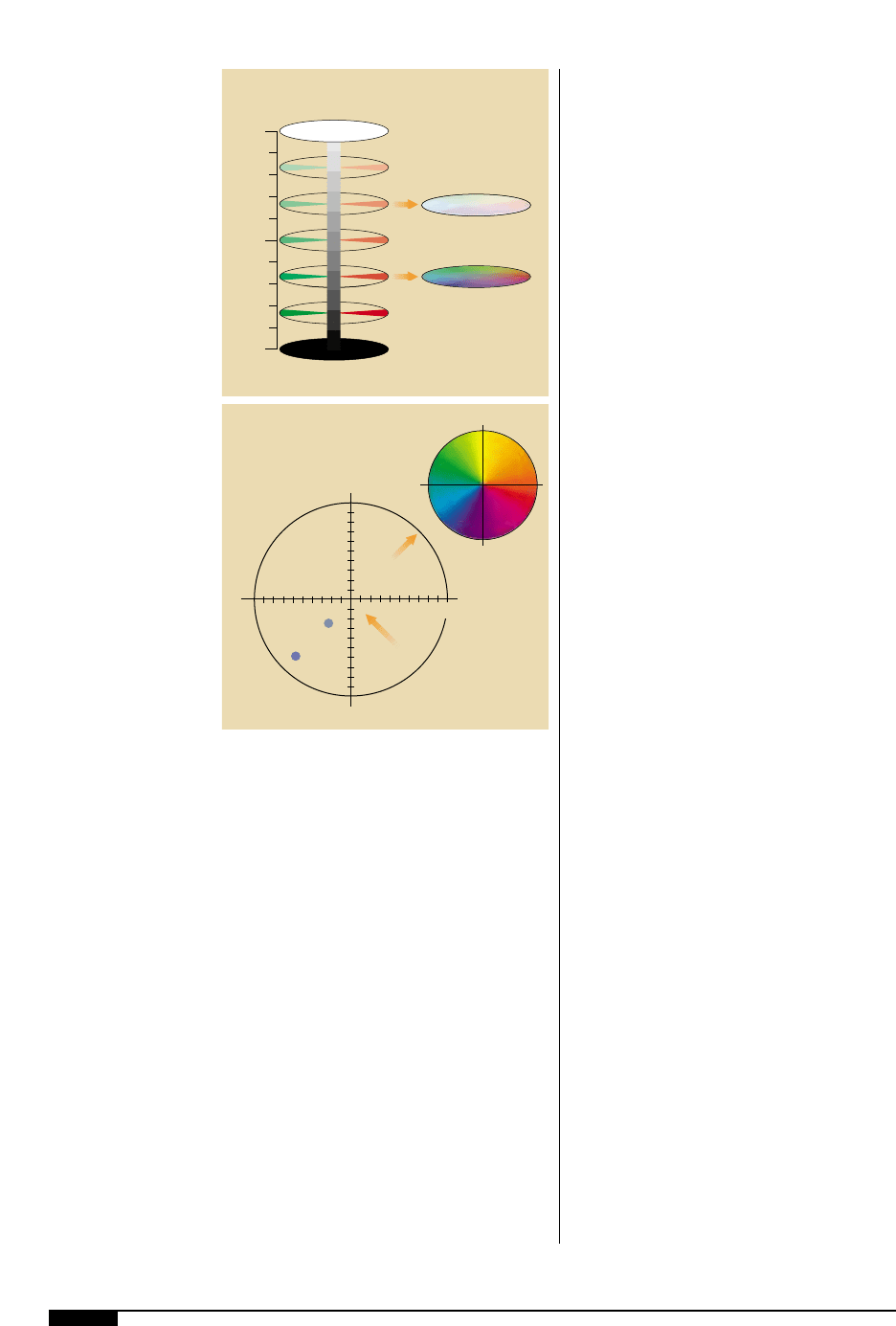
4*
Colors can be
classified as light or
dark when comparing
the L values.
4(
Chroma changes on the
horizontal plane, where
the colors in the center
are gray (dull) and
become more saturated
(vivid) as they move
toward the perimeter.
Lightness
100
50
0
A is lighter than B
A
B
4*
A is cleaner than B
Cleaner
Dirtier
10
20
30
40
50
60
70
80
90
100
B
A
4(
system is perfect, the CMC equation best rep-
resents color differences as they are seen. It is
becoming a recognized industry standard. A
color difference between two objects on the
CMC L*C*h° scale is expressed as a total
color difference and is referred to as – delta E
CMC 2:1. A delta E value of 1 is an approxi-
mation representing a color difference just
detectable by the average human observer.
The diagram (Figure
5@
) shows typical num-
bers generated by color computer software
when checking “Bob’s rippled chips” bags
1
.
The color difference of 2.36 CMC 2:1 is readi-
ly seen by the trained eye and may be unac-
ceptable.
It should be pointed out that many presses
cannot maintain better than 2 ∆E CMC 2:1,
hence the need to constantly “tweak” the ink
or the press settings. A word of caution: The
color computer is only a tool that assists with
achieving acceptable color; it should never
be allowed to overrule the trained eye. If the
measuring instruments are not used proper-
ly, under the correct conditions they will not
output useful information, and even then the
information must be interpreted by the user.
INSTRUMENTS
In most cases, the instrument used to mea-
sure color is only accurate when it has been
calibrated. Most instruments require a “warm-
ing up” period before the readings are stable
and the instrument calibration should be reg-
ularly checked against a color standard.
Densitometer
The densitometer is the least sophisticated
color control instruments in design and, gen-
erally, the least costly. The main design
incorporates the use of three- or four-col-
ored filters. Each filter color, (red, green,
blue) allows approximately one third of the
visual spectrum of light to pass through and
reach a photo-detector. By analyzing the
combination of signals from the light trans-
INK 55
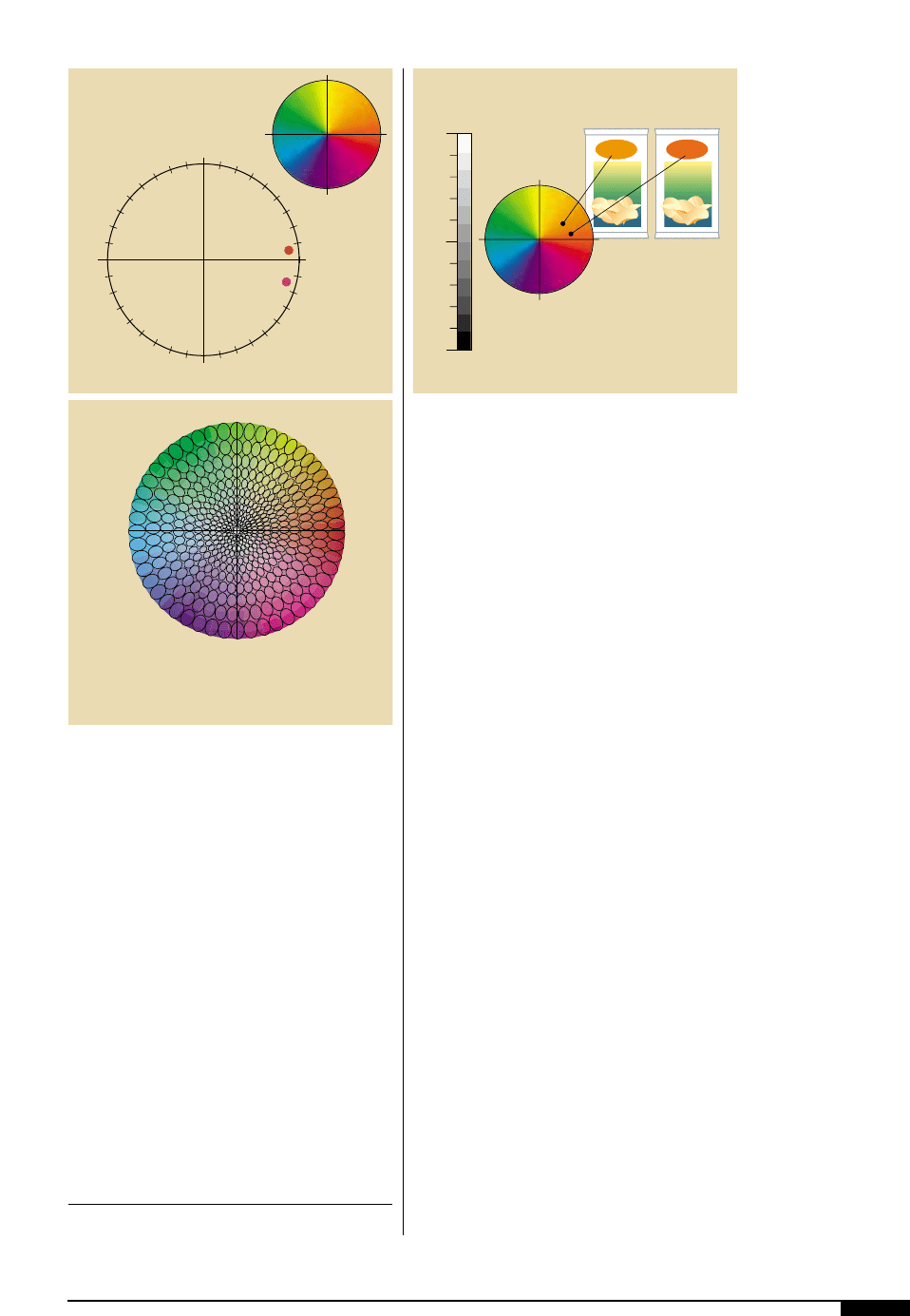
5)
Color plotted in this
manner provides a
subjective desciption
of a color.
5!
The Color Measurement
Committee (CMC) has
provided calculations
that mathematically
define an ellipsoid
around each color stan-
dard with the three
dimensions correspond-
ing to the hue, chroma
and lightness. The ellip-
soid represents the
range of acceptance,
and automatically varies
in size depending on the
position of the color in
the color space.
5@
The diagram shows
typical numbers
generated by color
computer software
when checking a print
sample. The color
difference readily seen
by the trained eye
may be unacceptable.
A is bluer than B
0
10
20
30
40
50
60
70
80
90
270
180
B
A
5)
BOB’S
Rippled
Chips
BOB’S
Rippled
Chips
Lightness
Color difference (CMC 2:1) of 2.36
Std
L 51.11
C 64.48
H 28.92
Test
L 52.89
C 61.17
H 26.95
100
50
0
5@
CMC = Color Measurement Committee
• Color perception is elliptical
• An ellipsoid represents volume of color acceptance
• Ellipses vary throughout color space
• Notice red/green differences
5!
1
The color difference shown here is for illustration only and will differ from the
value of 2.36 quoted due to the variability of the printing process.

56 FLEXOGRAPHY: PRINCIPLES & PRACTICES
mitted through the colored filters, the den-
sitometer can determine some of the attrib-
utes of the color being measured.
A densitometer is able to compare color,
but not in the same manner as the human
eye. Densitometers vary widely in the num-
ber of functions that they perform, but the
main function of a densitometer is to mea-
sure density. This value correlates very well
to ink-film thickness and is used to calculate
other print attributes, such as hue error,
grayness and tone reproduction in process
printing.
Colorimeters
For capabilities beyond those of the densi-
tiometer, colorimeters are the basic color
measuring tools. Two types of colorimeters
are available on the market today: tristimu-
lus and spectral-based.
Tristimulus. The tristimulus colorimeter is
very similar in design to the densitometer. It
has red, green and blue filters that are used
to split the visible spectrum into thirds. The
primary differences in the tristimulus col-
orimeter is two-fold. First, the tristimulus
colorimeter is engineered to see color like
the human eye, whereas the densitometer is
equipped with specific sensitivities for
process-ink colors. Second, the micro-
processor in the tristimulus instrument
works with very different numbers and algo-
rithms. Colorimetric formulas generally
yield three numbers that allow the user to
plot the measured color as a point in a three-
dimensional space.
Spectral. A spectral-based colorimeter, or
spectrocolorimeter, divides the visible spec-
trum into very narrow segments, each repre-
senting only a very small and select portion
(bandwidth) of the spectrum. Because it
divides the spectrum into many parts, a
spectrocolorimeter can gather more infor-
mation and is more accurate than a tristimu-
lus colorimeter or densitometer. Conse-
quently, these spectral devices have greater
repeatability and inter-instrument agree-
ment; therefore, they carry a higher price tag
than the more simple designs. As with the
tristimulus unit, the spectral-based instru-
ment presents the color measurement as the
same three L*C*h° (L*a*b) numbers.
Increased sensitivity to slight color differ-
ences makes the colorimeter a very useful
tool for testing incoming inks and sub-
strates. Colorimeters also find use in pro-
duction departments where corporate col-
ors or special matches are printed and com-
pared to a standard.
Spectrophotometers
Spectrophotometers work in a similar way
to spectral-based colorimeters. They split the
visible spectrum into very small segments
using either narrow-band filters or a diffrac-
tion grating. All spectrophotometers can out-
put the same data as colorimeters, however,
the spectrophotometer is a more sophisticat-
ed instrument and able to output the infor-
mation as a spectral curve. This curve is
derived from taking the percentage reflec-
tance at each wavelength measured and plot-
ting it on a graph. Once each point has been
plotted, the dots are connected to produce a
curve that is unique to each pigment color
measured. These curves can be used like a
fingerprint to identify the pigments that
make up an ink.
The spectrophotometer is the ideal instru-
ment to use when mixing inks. The instru-
ment can save a great deal of time spent on
hit-and-miss ink mixing. Its use will improve
the batch-to-batch consistency of ink, along
with ensuring consistency between different
ink department individuals.
COLOR-MATCHING THEORY
The most useful visual tool in color
matching is the color wheel (Figure
5#
), a
slice of L*C*h° color space. The colors of
the spectrum are arranged in a circle as
shown in the diagram, reducing chroma to
black at the center. When color matching,
this wheel should be kept in mind. Mixing
pigments which are adjacent on the color
wheel results in colors that are clean or
bright. For instance, if green-shade cyan
(GC blue) is mixed with green-shade yellow
(GS yellow) the mixture will be a clean,
bright green.
Drawing a line on the color wheel
between the two pigments shows how close
to the center gray area the line will travel. If
the same GC blue is mixed with red-shade
(RS) yellow on the opposite side of the
color wheel, the line on the color wheel join-
ing the two pigments travels closer to the
center gray area and the mixed ink will be a
dull, dirty olive-green.
The concept here is that when color match-
ing, the ingredients should be kept close in
the color wheel to obtain clean, bright color
matches and further apart to “dirty up” the
match. It is important that color-match for-
mulas are constructed with individual pig-
ments that are not too far apart. For exam-
ple, a brown should not be matched using
red, yellow and blue, preferably it should be
matched with red, yellow and black (the cen-
ter point on the wheel). Formulas containing
several pigments from distant areas of the
color wheel will change hue very quickly
with small viscosity changes.
It is critical to be able to talk about color in
a way that is intuitively understood. One way
is to use the color wheel and remember the
position of individual colors on the wheel. In
this way, when the hue of a batch of red ink
is compared against the standard red ink, the
batch may be more yellow or more blue in
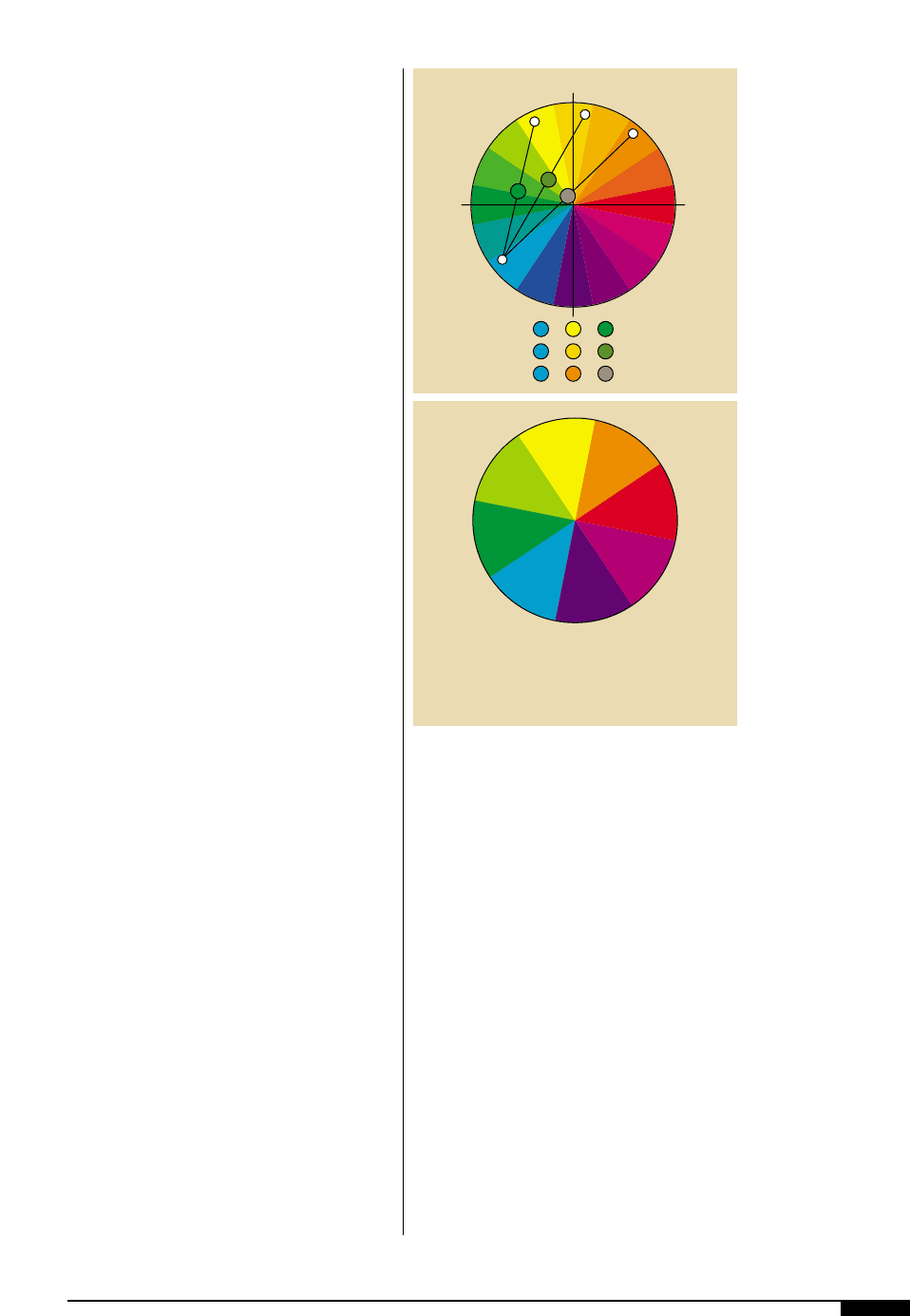
hue than the standard (Figure
5$
). If the
batch is identical in hue it may, for example,
be too strong or too dark. If this is the case, it
would have a lower L value than
the stan-
dard. An addition of extender or solvent to
the batch would correct this.
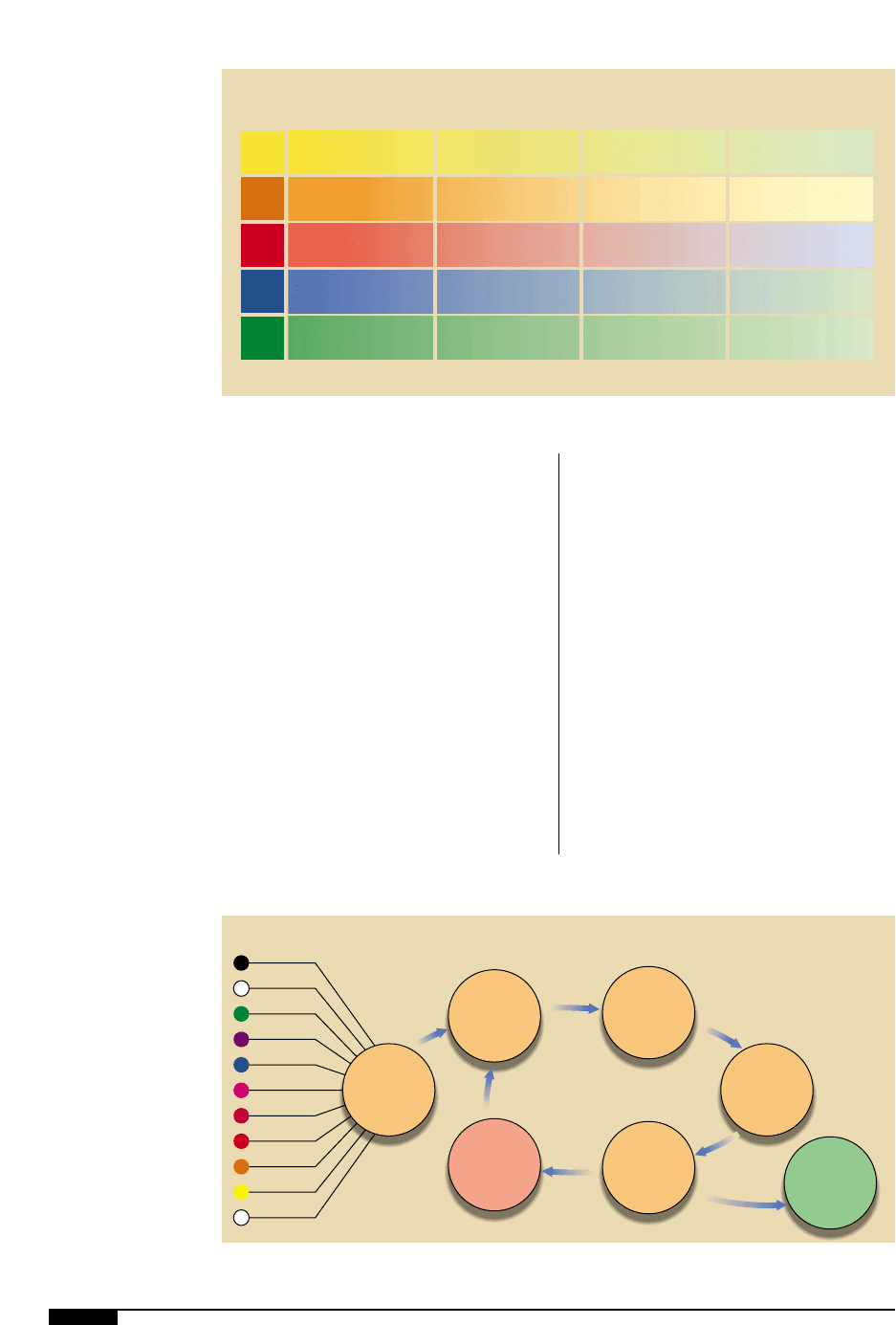
As the ink is weakened, all three color
attributes (L*C*h°) are affected at the same
time (Figure
5%
). This chart summarizes
what happens to the L*C*h° numbers as var-
ious colors of ink are weakened. It should be
noted that the ink can be weakened by
adding solvent, by adding extender or by use
of a lower-volume anilox roller.
COLOR-MATCHING PROCEDURE
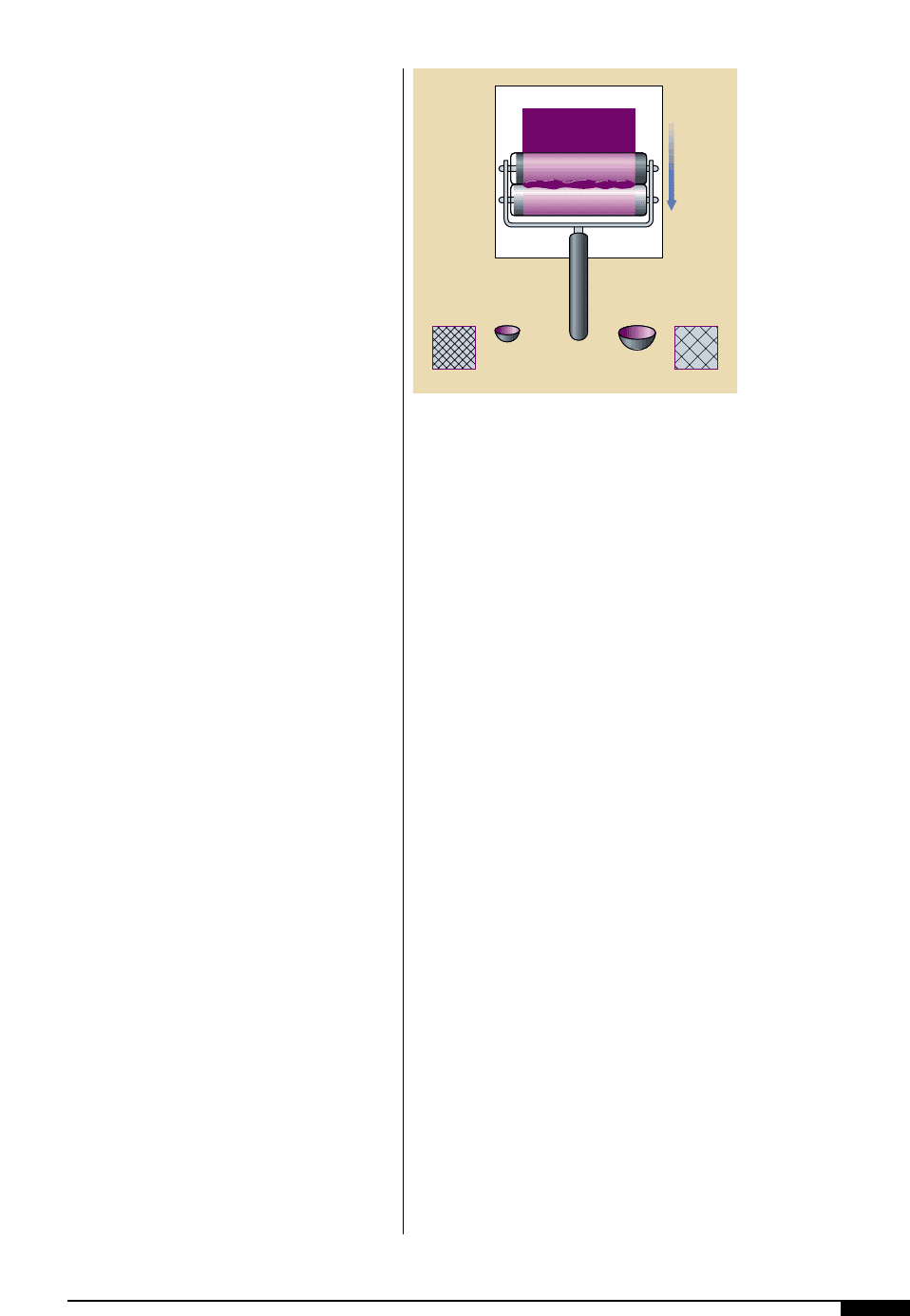
A general flowchart for mixing a special
color ink is shown in Figure
5^
. It shows the
procedure for making a small, 100-gram
batch to test and develop the specific formu-
la. End-use requirements may dictate the
choice of pigments available for a particular
color formulation. Any colors that might be
a problem, such as small amounts of rho-
INK 57
5#
The most useful visual
aid in color matching is
the color wheel, a slice
of L*C*h° color space.
5$
When the hue of a batch
of red ink is compared
against the standard red
ink, the batch may be
more yellow or more
blue in hue than the
standard, as is indicated
on this color wheel.
RS Yellow
Orange
GS Yellow
GS Blue
+=
+=
+=
5#
Yellows can be red or green to the standard
Blues can be red or green to the standard
Greens can be yellow or blue to the standard
Reds can be yellow or blue to the standard
Oranges can be yellow or red to the standard
5$
58 FLEXOGRAPHY: PRINCIPLES & PRACTICES
damine pigment in a white tint, should be
avoided. The combination of rhodamine and
titanium dioxide is unstable due to chemical
reactivity.
If fade-resistance or outside exposure are
required, the pigments chosen should be
suitable. When specified by the end-use
requirements, the pigments used should be
stable to aggressive products such as milk,
acids, alkalis, oils and solvents. Finally, the
lowest cost combination of pigments should
be used to achieve the color. Once the small
test batch is made, the amount of material
can be scaled up for the press run quantity.
The initial formula can be obtained from a
variety of sources: historical data, experi-
ence (especially for similar colors), or com-
puter formulation software.
1. Weigh Sample. A 100-gram sample of the
initial formulation is weighed in the ink
laboratory. Pigment selection is based on
the color being matched using the color
wheel as a guideline. There are other
considerations for the optimum color
match. Use the fewest number of colors
in the match since this makes weighing
and control of the ink for the press much
simpler and easier to adjust and control.
2. Adjust Viscosity and Strength. This step is
based very much on experience and
knowledge of both the ink system and
the press where it will be used. Actual
5%
This chart summarizes
what happens to the
L*C*h° numbers as var-
ious colors of ink are
weakened. It should be
noted that the ink can
be weakened by adding
solvent, by adding
extender or by use of a
lower-volume anilox
roller.
5^
A general flowchart for
mixing a special color
ink shows the procedure
for making a small,
100-gram batch to test
and develop the specific
formula.
Weigh up
100 grams
Adjust
viscosity and
strength
Proof
Visual and
Spectral
Measurement
Color OK?
Approval
Process
Yes
No
Black
White
Green
Purple
Blue
Rhodamine
BS Red
YS Red
Orange
GS Yellow
Extender
Adjust
formula
5^
L Value will: C Value will: H Value will:
Go lighter
to a higher number
Yellows
Go dirtier
to a lower number
Go greener
to a higher number
Go lighter
to a higher number
Oranges
Go dirtier
to a lower number
Go yellower
to a higher number
Go lighter
to a higher number
Reds
Go dirtier
to a lower number
Go bluer
to a lower number
Go lighter
to a higher number
Blues
Go dirtier
to a lower number
Go greener
to a lower number
Go lighter
to a higher number
Greens
Go dirtier
to a lower number
Stay about the same
5%
pigment concentration and the ink film
thickness which the press inking sys-
tem will lay down govern this step. Any
changes to the ink system or the press,
must be conveyed to the color matcher-
an obvious statement but a frequently
violated procedure.
3. Proof. A draw-down is made using a
method that matches the coating weight
and appearance of the actual press. The
substrate used for proofing should be
the one that will be used in production.
If the ink is to be reverse-printed on film
and backed with white ink, it should be
proofed this way. If the ink is to be print-
ed on coated board and UV-lacquered,
once again it should be proofed this way.
4. Inspection. Does the proof match the
color target ? This is where the skills and
experience of the color matcher are
demonstrated. The proof sample is com-
pared to the color standard approved by
the end user. While the final decision is
made using a visual comparison, spec-
trophotometric measurements are a
useful tool to aid the color matcher. The
most difficult task is to match a color
standard that has been printed by a
process other than flexo and/or on a dif-
ferent substrate. A typical scenario is
where an ink for printing on film is being
matched to a spot color, which is print-
ed offset-litho on paper. When the ink
color technician is satisfied with the
match, it can be measured and stored in
the color computer.
5. Approval Process. Color-match proofs
are sent to the customer for approval
and copies are retained in the inkroom.
Signed, approved proofs from the cus-
tomer then serve as the color target for
making ink for the qualifying pressrun.
PROOFING METHODS
As indicated earlier, the main requirement
of a proofing method is that it lay down the
same amount of ink as the press and also
match the press print appearance in terms of
uniformity. There are many proofing meth-
ods used for flexo printing. They range from
a simple blade draw-down on paper, to actu-
al flexo printing on a pilot scale press. On
the one hand, the blade draw-down may be
too crude for many applications, and at the
other end of the scale, the pilot press too
expensive and time consuming. Three com-
monly used proofing methods, which are
quick and accurate, will be reviewed here:
the flexo hand proofer, the automated bar
proofer and the laboratory flexo proofing
machine.
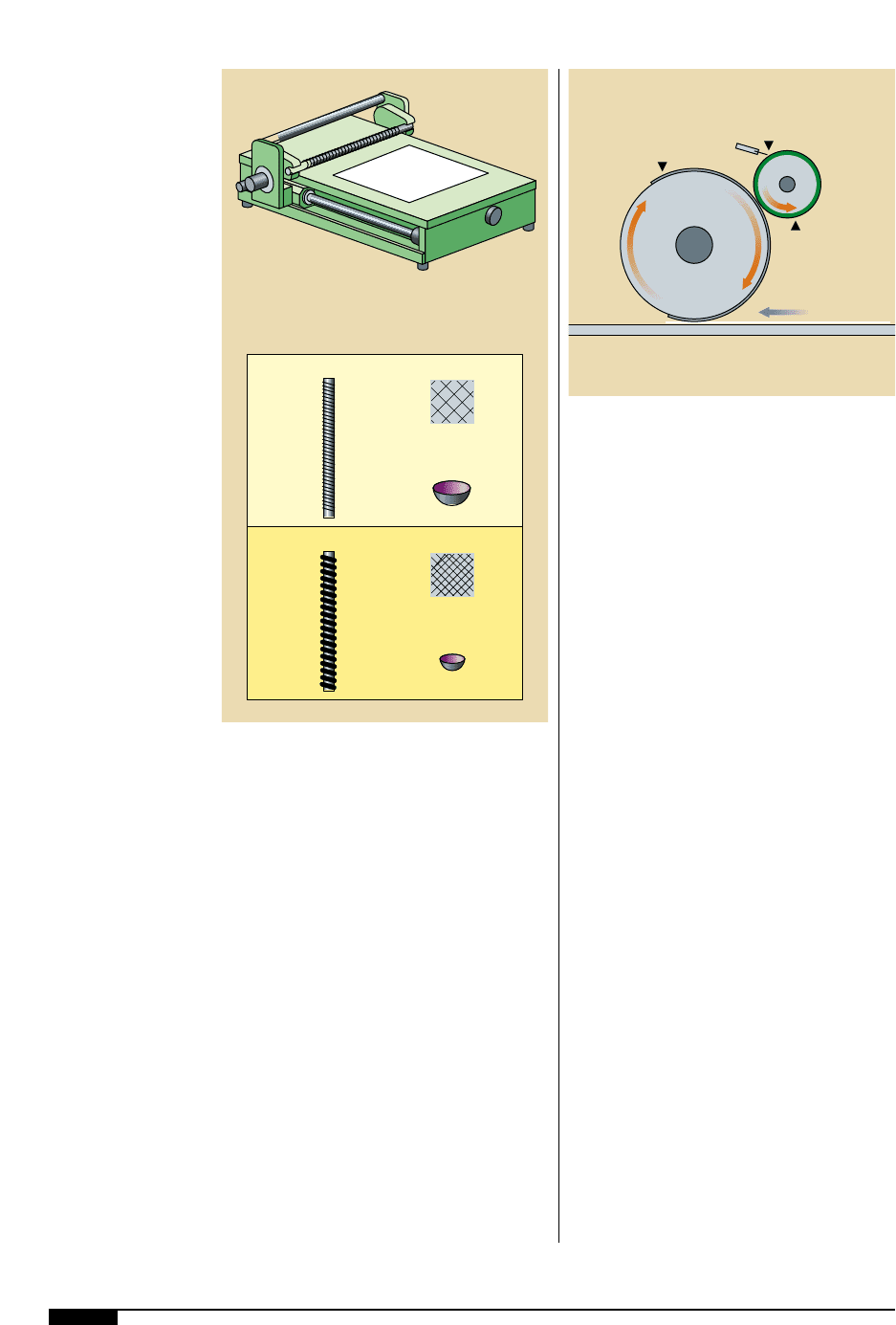
Flexo Hand Proofer
This proofing device consists of a rubber
roller and anilox roller mounted in a frame.
The ink is dripped into the nip formed by
these two rollers, and the draw-down is
made by running the roller over the substrate
at even speed and pressure (Figure
5&
).
There is some variability in the flexo hand
proofer, mainly caused by operator differ-
ences in speed and pressure used during the
draw-down. Less pressure and more speed
transfers more ink.
The inherent amount of ink transferred
can be changed by changing the anilox roller
INK 59
5&
The flexo hand proofer
consists of a rubber
roller and anilox roller
mounted in a frame.
The ink is dripped into
the nip formed by these
two rollers, and the
draw-down is made by
running the roller over
the substrate at even
speed and pressure.
Rubber Roll
Anilox Roll
Line 200
Line 400
Cell
Volume
5.0
Cell
Volume
10.0
5&
60 FLEXOGRAPHY: PRINCIPLES & PRACTICES
volume and by using rubber rollers of hard-
er or softer durometer. Many inkrooms use
several flexo hand proofers of various ink
delivery rates to correlate with individual
presses or even specific decks within a
press. The flexo hand proofer is capable of
laying down ink films which match the press
in terms of appearance, even on substrates
which are uneven.
Bar Proofer
The bar proofer is a mechanically driven
device where speed and pressure are con-
trolled and reproducible. The results from
this device are not operator dependent. A
wire-wound rod draws ink down on the sub-
strate (Figure
5*
). The amount of ink that is
deposited is dependent on the thickness of
the wire on the rod; thicker wire lays down
more ink. Different coating rods, or proofing
bars, are used to correlate with specific
press conditions. The main disadvantage of
this method of proofing is that the proofing
bars are not able to lay down ink as smooth-
ly as the press on uneven substrates.
Laboratory Flexo Proofing Machine
This machine generally has a detachable
printing wheel about 7” in diameter on which
a photopolymer plate is mounted in a typical
way (Figure
5(
). The machine also has a
detachable anilox roll and a doctor-blade sys-
tem. A full range of anilox rolls are available
to suite the actual press configuration.
The substrate sample is mounted on a
rigid carrier and placed on the transport
guide. Printing speed, anilox pressure and
printing pressure are selected according to
the press application.
A sample of ink is applied to the nip
between doctor blade and anilox and the
machine is started. The automatic cycle
brings the anilox roll in contact with the
print wheel which in turn contacts the sam-
ple. The print wheel makes one rotation,
printing the substrate and proofing the sam-
ple ink in a very controlled manner.
5*
The bar proofer is a
mechanically driven
device where speed and
pressure are controlled
and reproducible.
5(
A laboratory flexo
proofing machine
brings the anilox roll in
contact with the print
wheel, which in turn
contacts the sample.
This automatic cycle
makes printing the
substrate and proofing
the sample ink a
controlled process.
Proofing Bars Anilox Roll
Line 200
Line 400
Cell
Volume
5.0
Heavy
Light
Cell
Volume
10.0
5*
Detachable
Plate Wheel
Transport Guide
Substrate
Carrier
Printing Plate
Caliper Range
0.045" to 0.250"
Doctor
Blade
Ink Sample
Detachable
Interchangeable
Anilox Roll
5(
Authenticating the Proofing System
A simple experiment may be conducted to
verify that the inkroom proofing method cor-
relates with the press. From a press that is
printing efficiently, collect: a sample of ink
from the ink reservoir, some unprinted stock
and a newly printed sample. Proof the ink
sample on the unprinted stock with the nor-
mal proofing method and compare it to the
press sample, preferably using a spectropho-
tometer. If the L (lightness) value difference
is less than 0.5 units, the correlation is
acceptable. If not, the proofing method
should be adjusted until the L value is with-
in 0.5 units. The value of 0.5 units in lightness
is used as a guide only and may vary for dif-
ferent processes and customer require-
ments. Future releases of FIRST (Flexo-
graphic Image Reproduction Specifications
& Tolerances) will address the issue of cor-
relation of proof to press.
INK-ASSEMBLY OPTIONS
Inks supplied from the ink company are
available in several different physical forms,
each of which has distinct advantages and
disadvantages. Some converting plants have
a diverse product range, sometimes involving
printing on both films and paper, requiring
several different ink systems to meet all
applications and end-use specifications. Here
is a review of ink assembly options available.
Pigmented Bases and
Blend Varnishes
In this option, the ink company manufac-
tures and supplies the printer with about 10
highly pigmented bases in a base resin. Each
of these bases contains a single pigment,
such as cyan blue, OT yellow or titanium
dioxide. The printer then mixes the pigment-
ed bases together with a blend varnish to
formulate the color and quantity of ink for a
specific need.
A proven example of a pigmented base can
be seen in nitrocellulose-ink formulation.
Most colors in the PMS book may be repro-
duced by blending 10 nitrocellulose bases
together with an appropriate blend varnish.
The formula for a nitrocellulose gloss, green
ink, formulated for film printing, blended
from pigmented bases would look like this:
nitrocellulose cyan blue base 10%
nitrocellulose OT yellow base 40%
gloss, film, blend varnish 50%
There are several advantages to this ink-
assembly method. The ink strength may be
increased or decreased by raising or lower-
ing the amount of pigmented base in the ink.
The ink can be formulated for other end-use
applications; for example, where heat resis-
tance is needed, a heat-resistant blend var-
nish is substituted for the gloss-blend var-
nish. Low inventories and quick response
times are possible when blending inks from
bases and blend varnishes. When this
method is adopted by the converter, more
responsibility for testing the finished ink for
end-use properties is moved from the ink
company to the in-house blending system.
Use of the wrong blend varnish could obvi-
ously have drastic effects on the converted
product. It should be noted that similar
water-based blending systems are available,
many of which are based on acrylic resins.
Single Pigment Finished Inks
The ink company supplies the converter
with about 10 single-pigment finished inks.
When matching colors, the specified color is
blended from this range of finished inks, and
the matched colors and inks are used for a
specific end-use application. For example,
the formula for a nitrocellulose gloss, film,
green ink, blended from single pigment fin-
ished inks would look like this:
gloss film cyan blue ink 20%
gloss film OT yellow ink 80%
Any gloss film job can be accommodated
INK 61