FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

PLATES 55
Appendix A
CRUSHED TYPE FORM
CRACKS I N THE COATING SURFACE AFTER BEING MOLDED
BLISTERING
COATING OF MATRIX MATERIAL PULLS OFF AND STICKS TO MASTERS OR TYPE FORMS
RIDGING OR PILING-UP OF COATING SURFACES AROUND TYPE CHARACTER EDGES
1. Excessive temperature
2. Excessive preheat
3. Too fast a press close
4. Mold cavity too deep
1. Check for correct press temperature
2. Reduce preheat time
3. Close mold slowly on the work and allow material to
flow and displace gradually
4. Raise bearer height and mold to a thicker floor
depth
1. Insufficient cure
2. Press temperature too low
3. Undercut originals
1. Cure matrix at prescribed time (at least 10 minutes)
2. Check molding press temperature.
3. Check shoulders of master; reject very badly under-
cut originals, otherwise use graphite on master and
matrix board to make a release liner
1. Excessive moisture in matrix material
2. Too high press temperature
1. Store raw stock properly; keep it away from mois-
ture exposure and high humidity. Precondition
(dry out) matrix board before using
2. Check molding press temperature
1. Improper cutting or damage to matrix material
2. Too long a preheat
1. Cut the matrix cleanly; use a sharp cutter, which will
not drag along the edges. Avoid shattering or break-
ing the coating surface
2. The matrix board’s elastic coating may be partially
set-up before being displaced. Reduce preheat cycle
time. Close platens slowly on the work
1. Improper heat
2. Excessive pressure
3. Improper preheat
4. Too fast a close on the work
5. Too deep a molded floor and/or wrong bearers
1. Heat upper and lower platens to 300° F to 310° F
2. Reduce molding pressure; apply only the amount of
pressure to keep the bearers tight
3. Check for optimum preheat time to ensure easy
press closing and material displacement
4. Slow down initial approach to work and application
of molding pressure
5. Mold a shallower floor; recalculate the bearer height
so the mold is deep enough for matrix thickness
PROBLEM/PROBABLE CAUSE CORRECTIVE ACTION
MATRIX MOLDING PROBLEMS AND CORRECTIVE ACTIONS
56 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Appendix B
PROBLEM CORRECTIVE ACTION
TROUBLESHOOTING GUIDE FOR RUBBER PLATES
RUBBER STICKS TO MOLD: PLATE IS SOFT AND GUMMY ON REMOVAL
RUBBER STICKS TO MOLD: PLATE IS BRITTLE AND TEARS ON REMOVAL
RUBBER STICKS TO MOLD: TEMPERATURE AND CURE TIME OK
RUBBER TEARS ON REMOVAL FROM MOLD
PLATES CURL – WILL NOT LAY FLAT
CONT’D ON FOLLOWING PAGE
1. Rubber compound is old and set-up
2. Excessive preheat
3. Excessive pressure
4. Press temperature too high
5. Press closure too slow
6. Nonuniform heat distribution
7. Undercured
1. Check age of rubber and storage conditions; temper-
ature should be 45° F to 55° F. Rotate stock to turn
over inventory
2. Reduce preheat cycle, especially for older stock
3. Apply only enough pressure to bring platens tight to
bearers. Reduce rubber charge
4. Check platen tempratures for even heat distribution
or set to 307° F
5. Sets up rubber, increase rate of close
6. Check both plates for even heat distribution. Preheat
molds before laoding with rubber
7. Fully cure rubber for prescribed time at 307° F
1. Improper removal
2. Mold too deep
3. Undercut engraving
4. Press closing too far
5. Powder density in mold
6. Wrong type of rubber for mold format
1. Do not tug at stuck rubber. Start separation in one
corner and pull slowly from mold with an even pull
2. Allow a least 0.030" for background rubber (more for
thick plates). Use correct matrix board. Reduce depth
of magnesium original
3. Check etching for undercut condition. Remake mas-
ter engraving, if necessary
4. Check bearer height and raise, if needed. Reduce
molding pressure
5. Make new powder mold using enough power and
pressure to increase density
6. Consult manufacturer for plate gum with high, hot
tear strength
Poor release Check board coating. Use a spray release agent on
matrix. Dust rubber and matrix with talc and place
talc-side of rubber to mold
Overcured compound Check platen temperature, if too high, reduce to
307° F, or reduce cure time
Uncured compound Check platen temperature. If too low, raise to 307° F,
or increase cure time
PLATES 57
PROBLEM/PROBABLE CAUSE CORRECTIVE ACTION
B: TROUBLESHOOTING GUIDE
CONT’D
DISTORTED LETTERS AND RULES
PLATES HAS SKIPS AND NONFILLED AREAS
PLATE BLISTERS OR BUBBLES
UNEVEN PLATES
1. High centers, too much rubber
2. Insufficient pressure
3. Excessive heat
4. Press platens not parallel
1. Reduce rubber charge on mold, especially in middle
2. Increase molding pressure. Select free-flowing gum
for large molds
3. Reduce preheat cycle, especially for old stock
4. Have platens readjusted
1. Air is trapped in rubber
2. Too rapid a press close
3. Press temperature too high
4. Insufficient talc or dusting on rubber
1. Slow the press closing after proper preheat
2. Bump mold by quickly releasing pressure momentar-
ily after closing press
3. Check platen temperature for even heating; adjust as
needed
4. Check rubber for dust and lightly powder with talc if
needed
1. Inadequate loading and pressure
2. Air tapped in mold cavitities
3. Press temperature too high
4. Excessive preheat time
5. Insufficient preheat
6. Rubber is old and set-up
1. Increase loading – should be 90% to 100% of
desired plate thickness. Strip in rubber where addi-
tional fill is needed
2. Check rubber or adequate dusting. Use spray release
or lightly powder deep molds. “Bump” molds by
releasing pressure momentarily after closing press
3. Check plate temperature; adjust to 307° F. Check for
even heating of both platens
4. Decrease or elininate preheat cycle – especially with
older stock
5. Increase preheat cycle – especially if stock is fresh
6. Store rubber at 45° F– 55° F. Rotate stock to turn
over inventory
1. Inadequate pressure
2. Slow cure
3. Damaged mold
1. Check bearers (too thick) and or compound loading
(too little). Adjust as needed
2. Use faster curing rubber. Increase preheat cycle
3. Inspect mold; remake if necessary
58 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Appendix C
REVERSES FILL IN
CAN NOT WASH DOWN TO FLOOR
LINES WAVY
FINE DOTS OR FINE TYPE WASHES OFF
PLATE TOO HARD
LETTERS OR SOLIDS CRACK WHEN FLEXED
CONT’D ON FOLLOWING PAGE
1. Too much face exposure
2. Too much postexposure
3. Too much chlorinating
4. Not enough back or face exposure
5. Incompatible ink or wash solvents
1. Decrease face exposure
2. Decrease post exposure
3. Decrease amount of light finishing
4. Check UV lamp intensity
5. Use only compatible ink or wash solvents
1. Over-exposed 1. Reduce face exposure and/or post exposure time
1. Not enough face exposure
2. Not enough back exposure
3. Over-brushing or too much brush pressure
4. Artwork exceeds material capabilities
1. Increase face exposure
2. Increase back exposure
3. Make sure time is set correctly or pull pressure
drum away from brushes
4. Redo artwork or compensate by increasing face
exposure
1. Not enough face exposure
2. Not enough back exposure
3. Not enough drying
4. Saturated solvent
5. Artwork exceeds material capabilities
1. Increase face exposure
2. Increase back exposure
3. Increase drying time –but not temperature or leave
for 5 hours at room temperature
4. Refill reservoir with clean solvent
5. Redo artwork or compensate with more face
exposure
1. Too much back exposure
2. Negative not dense enough
1. Decrease back exposure
2. Make another negative
1. Too much face exposure (especially with metal-
backed plates)
1. Reduce amount of time for face exposure or mask
this area and make the plate again
PROBLEM/PROBABLE CAUSE CORRECTIVE ACTION
C: TROUBLESHOOTING GUIDE FOR PHOTOPOLYMER PLATES
PLATES 59
SMALL HOLES AND DEPRESSIONS IN SURFACE OF SOLIDS
KINKS IN POLYESTER CARRIER SHEET
TACKY FEELING PLATES
1. Insufficient light finishing 1. Check finishing times and lamp output
1. Plate curls in brush unit of falls out of drum clamp
in the processor
1. Refer to the mechanical troubleshooting section
1. Poor housekeeping during platemaking
2. Improperly made negative: Over- or under-exposed
film, insufficient density, pinholes or kinks in nega-
tive
3. Low face exposure
4. Faulty material
1. Provide positive room ventilation. Get rid of dirt and
lint: Clean room periodically, clean exposure bed
daily, change vacuum sheet
2. Redo negatives that have scrapes or kinks in the
printing areas; touch up pinholes
3. Increase face exposure
4. Return sample to manufacturer for quality
evaluation
PROBLEM/
PROBABLE CAUSE CORRECTIVE ACTION
C: TROUBLESHOOTING GUIDE FOR PHOTOPOLYMER PLATES
CONT’D
CHAPTER 2
Mounting and Proofing

62 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
ACKNOWLEDGEMENTS
Author/Editor: Howard B. Vreeland, Jr., Anderson and Vreeland
Contributors: Anthony Foley, Edward Graphics, Inc.
Steve Utschig, Fox Valley Technical College

MOUNTING AND PROOFING 63
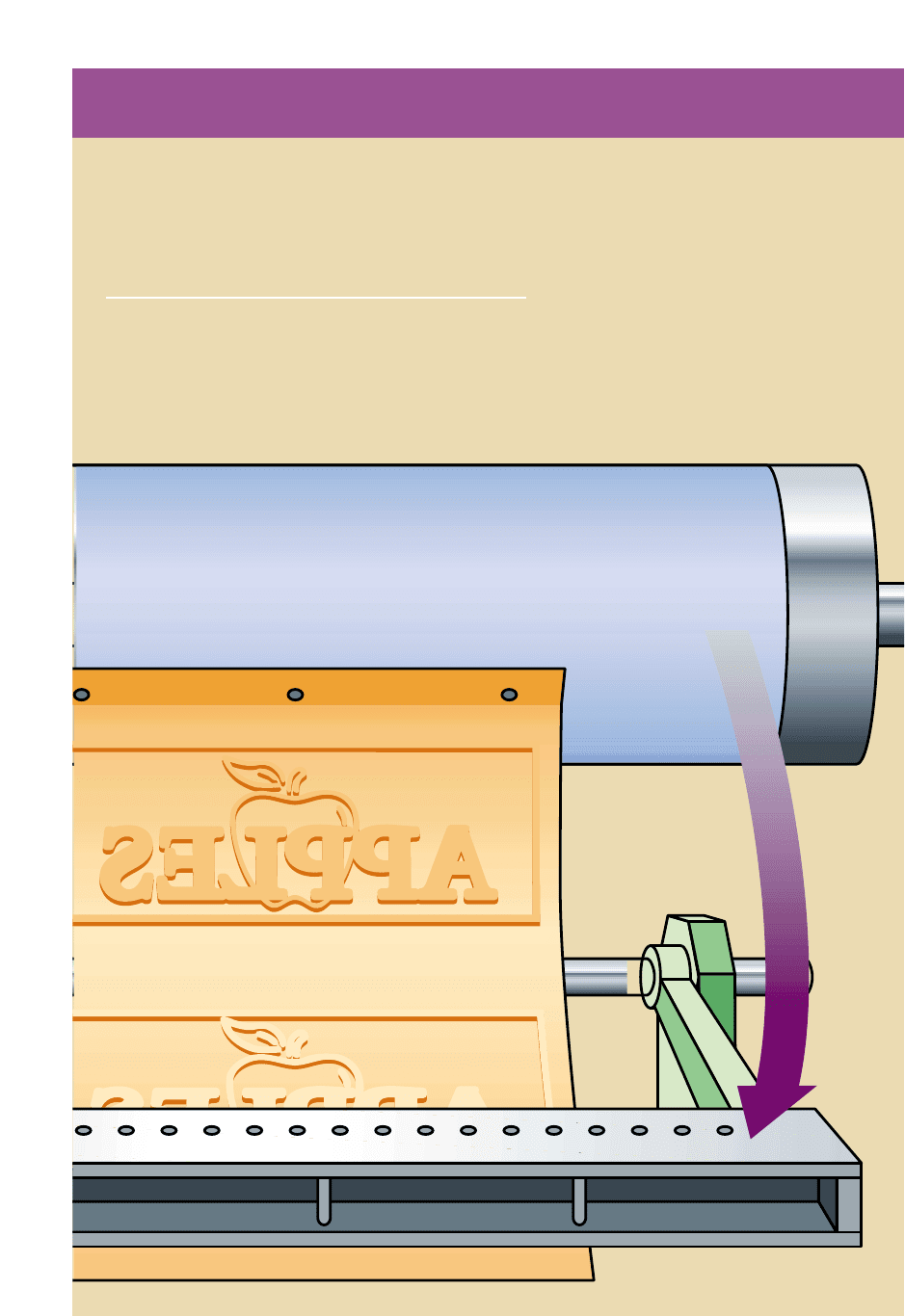
I
n the early days of rubber plate print-
ing, “aniline” presses were usually one-
color, homemade, “tail-end” printers
positioned on the end of bag-making
machines. The hand-engraved rubber
plates, which often had caliper vari-
ances of 0.063" to 0.0312", were either nailed
to a wooden cylinder or, at best, glued to a
steel cylinder of dubious concentricity. The
accumulated variations in rippled plates and
irregular cylinders were compensated for by
forcing the plate cylinder and impression
cylinder more tightly together, adding more
impression to the plates.
Most print jobs of the day were single-color
and were run with just one plate mounted on
the cylinder. The major requirement was to
print a reasonably aligned reproduction of
the plate image somewhere on the face of the
bag. When the job called for two colors, the
press operator lined up the horizontal and
vertical center-scribe lines on the face of the
rubber plate with the horizontal and vertical
grid lines engraved in the surface of the plate
cylinder. Alignment was assisted by “sight-
holes” punched through the rubber plate cen-
ter scribe lines.
If each plate was mounted straight and was
fairly well centered on the plate cylinder, the
press operator could bring the two colors
into register by moving the two cylinders cir-
cumferentially and sideways in the press in a
sort of trial-and-error fitting exercise. This
simple, on-press plate-mounting procedure
sufficed, as long as jobs were run “one-up”
(only one design repeat per plate cylinder),
and print quality and press downtime was of
no great concern or importance.
In the early 1940s, with the advent of cel-
lophane, molded-rubber printing plates and
wider multicolor presses, the nature of print-
ing with rubber plates took a giant step for-
ward and flexographic printing technology
became more specialized. The hard, nonab-
sorbent surface of cellophane was almost
impossible to print by conventional letter-
press or gravure processes, so the lowly rub-
ber plate, which indeed could do the job,
came into its own.
Clear cellophane required white to be
printed as a base or a back-up color on
almost every job. This requirement resulted
in a demand for presses capable of printing
three and four colors and wide enough to run
several design repeats across the web simul-
taneously. Multiple images could then be slit
into separate rolls, and wound for placing on
wrapping or bag-making machines.
Demand for more sophisticated printing
caused presses to become more expensive.
Lost press time became correspondingly a
more critical concern, creating a need to
reduce press downtime. A method or
machine capable of accurate mounting and
proofing of rubber plates off-press devel-
oped. It became an essential component of
the prepress functions.
DEVELOPMENT OF MOUNTING
AND PROOFING EQUIPMENT
The first commercial “machine” for accu-
rately mounting and proofing rubber printing
plates was developed by Franklin Moss,
founder of the Mosstype Corporation in, what
most people believe to have been, the early
1940s. The well-known letterpress “line-up
table” was adapted for rotary use by mount-
Introduction

64 FLEXOGRAPHY: PRINCIPLES AND PRACTICES
ing a calibrated straightedge bar exactly over
the press plate cylinder axis. The press cylin-
der was held in alignment by resting the shaft
bearings in V-blocks.
Circumferential divisions and/or spacing of
the printing plates was achieved by mounting
a “dividing head” (similar to that used on a
lathe) to the end of the plate cylinder shaft.
Plates were aligned to the straightedge and
fixed to the cylinder using a paint-on rubber
adhesive. A movable impression cylinder
mounted in front of the plate cylinder allowed
proofing of various-sized plate cylinders and
various thicknesses of printing plate.
In 1945, Earle Harley, president of E.L.
Harley, Inc., then associated with the press
supplier H. H. Heinrich, adapted another let-
terpress plate-positioning device for rotary
rubber-plate mounting. He adapted the
“Taylor Regiscope” principle, which uses a
slanted, transparent, reflecting mirror to
superimpose the image of a rubber plate to
be mounted over the proofed image of a pre-
viously accurately mounted “key” plate. This
resulted in his patent for mounting plates
optically. In this equipment, the proofing or
impression cylinder is positioned above the
plate-mounting cylinder.
In Europe, during the late 1940s, Bieffebi,
Inc., developed a mounting and proofing
machine which also used the transparent,
reflecting mirror principle. Over the years,
each of these three basic machine types
have been refined and improved, some with
the addition of electronic devices such as
digital readouts and computer aids.
The growing importance for highly accu-
rate and more expedient “off-press” mount-
ing and proofing, created other unique
devices and approaches, which will be dis-
cussed later in this chapter. This pressroom
preparatory tool is one of the most impor-
tant links in the chain of improvements in
the flexographic printing industry and has
lead the way to the high quality, high speed
flexographic printing seen today.
THE PURPOSE OF
MOUNTING AND PROOFING
The purpose of mounting and proofing is
to prove that the job which is to be printed is
press-ready. A determination must be made
that it is properly laid out and positioned to
conform to end-use specifications; that it
has the correct copy mounted on an
approved color cylinder in appropriate regis-
ter to one another; and that its plates, cylin-
ders, gears and bearings are sufficiently
mechanically accurate to perform, on the
press, within acceptable standards.
To accomplish this, two things must occur:
• The mounting and proofing procedure
must be performed correctly and with
precision, according to clearly defined
and accepted practices.
• The equipment used must be manufac-
tured and maintained within stringent
mechanical tolerances.
To be a successful printer demands a good
mounting department, good mounting knowl-
edge and techniques and good documenta-
tion procedures. If they are not in place, the
same errors can be made again and again.
Each time a job is run, more should be
learned about it, so for the next press run, it
can run more easily and efficiently. A one-
page sheet of documentation should be com-
pleted by each department involved in the
printing process and placed in a job ticket to
be reviewed by all departments. Table 14
details the minimum information that should
be included for review.
For example, consider a print job that is
mounted, with the conditions above noted,
and sent to press. If there is a problem with
makeready or taping, then the next time the
job is mounted, the mounting technician can
look at how the job was mounted before. By
looking at the problem and solution section
of the press condition sheet, a determination
can be made if there is something else that
can be done in mounting that would help the
job run better on press this time. There usu-
ally is a better way, but without the proper
documentation the same erroneous mount-
ing procedures could happen again. With the
proper mounting techniques, the proper doc-
umentation and communication, print jobs
will, for the most part, run with fewer prob-
lems and with better quality.
MOUNTING AND PROOFING 65
Table 14
1. Plate type, caliper and plate condition
2. Cylinder ID and TIR
(total indicated runout) of each cylinder
3. Mounting tape used for each color
5. Any makeready done for each color
6. Problems encountered and solutions
CHECKLIST
Documenting a Print Job