FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


Preheating can be done with the serving
tray either barely touching the upper platen
of the press or with a “daylight” gap of up to
0.125". No pressure should be applied in
either case. Usually, the matrix manufactur-
er will specify the length of the preheat
cycle. The duration of the preheat should
not vary by more than 15 seconds to account
for normal changes. During the preheat
cycle the molding press must maintain a
temperature between 3,000° F and 3,100° F.
Closing Rate. At the end of the preheat peri-
od, the thermosetting phenolic resin of the
matrix will soften to a working viscosity and
allow entry of the master into the board with
minimum pressure. The closing rate of the
press is critical and should be slow, about
0.10" every five seconds. Pressure can then
be applied, maintaining a steady closing rate
until the bearers are tight. It is important to
time the close rate accurately and it should
generally take about 30 seconds to com-
pletely close onto tight bearers. Closing too
fast will cause a “splashing” or “ridging” of
the viscous phenolic resin. Closing too slow-
ly can result in precuring of the phenolic
resin, causing a high matrix floor and poor
shoulder formation. Ram movement may be
indicated by a commercially available depth
gauge that amplifies the slow vertical closing
movement of the upper and lower platens.
The fibrous material of the matrix is
hygroscopic (attracting moisture from the
atmosphere) and may require a "breathe"
cycle to eliminate potential problems, such
as blistering. The breathing procedure
involves applying a small amount of pres-
sure and then quickly opening and closing
the press to allow the steam and volatiles to
escape. Using a matrix conditioning unit will
dehumidify the board and help eliminate this
type of problem.
Pressure and Curing Requirements. The
amount of pressure required for any particu-
lar mold will vary, depending on the nature
and total print area of the copy matter in the
master. If the master is plain type form, no
more than 300 lbs. per square inch should be
necessary. If, however, a halftone engraving
is used, pressures up to 1,000 lbs. per square
inch may be necessary. The amount of pres-
sure required to mold an engraving varies in
direct proportion to the amount of solid area
to be molded. The pressure required to mold
a particular image can be calculated using
the following formula:
RAM FORCE PRESSURE
(LBS)
(LBS/IN
2
)
PRINT AREA
The phenolic resin materials of the matrix
require a curing (vulcanization) time of 8 to
10 minutes at a temperature of 3,000° F to
3,100° F to ensure a complete cure. In some
molding operations, where production
speed is desired, the matrix material can be
partially cured for 5 minutes in the molding
press, separated from the original and oven
cured at 3,000° F to 3,100° F for the remain-
ing five minutes, producing a total cure.
Cooling. When the molding cycle is over and
before removing the mold from the press,
the position on the serving tray should be
noted to ensure repeatable accuracy during
the plate-molding procedure. The cured
mold is removed from the original and
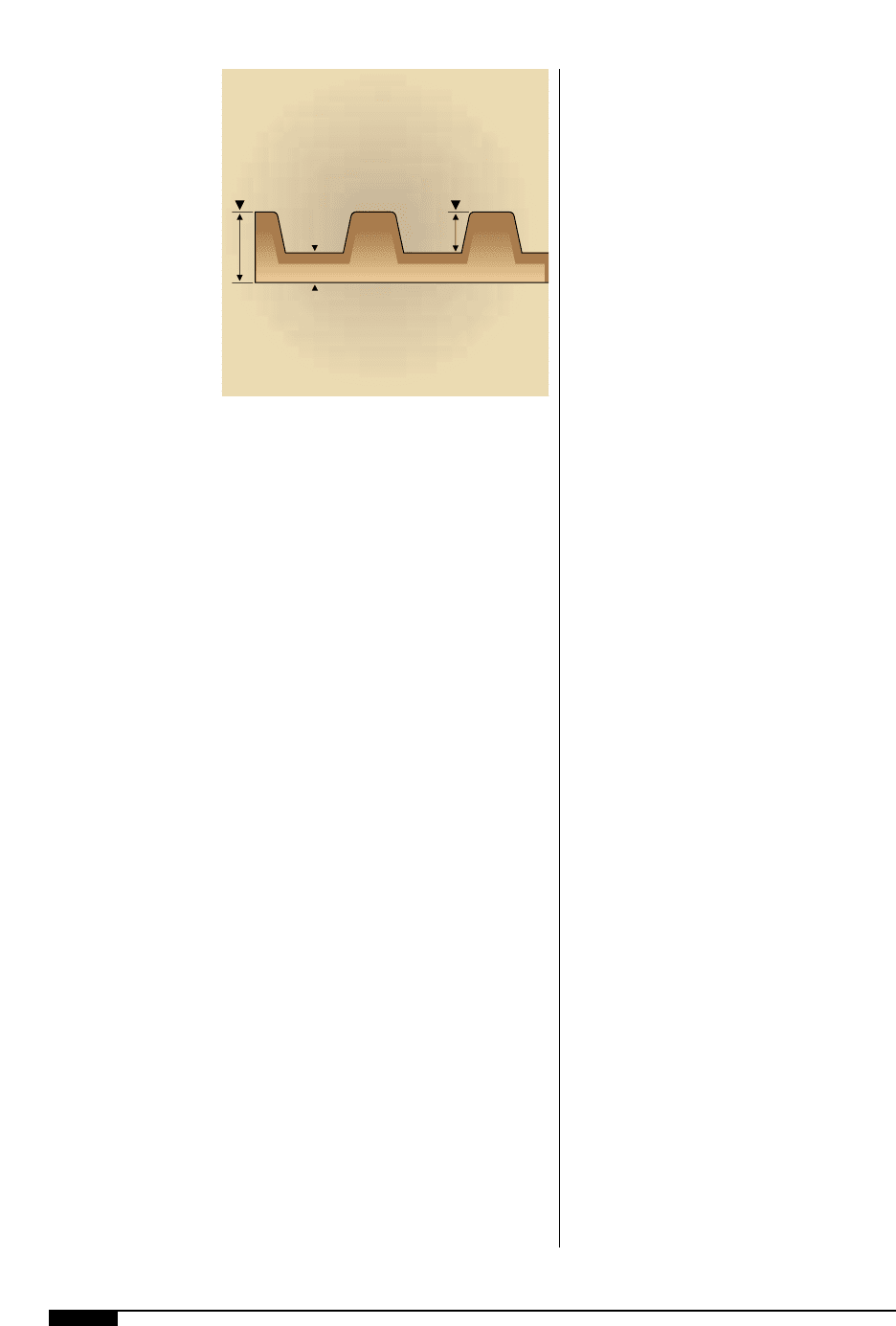
allowed to cool to room temperature. Once
cooled, the mold should be checked for
accuracy by measuring the matrix floor
thickness (Figure
h
). To determine the
thickness of the molded floor, a micrometer
or depth gauge with a needle point or tip
should be used to allow precise measure-
ment in the finer areas compressed into the
matrix. If there are inaccuracies in the floor
readings, these should be noted on the back
of the matrix and makeready (doctoring) of
the mold may be required.
Position Molding. Molding presses vary
slightly and the molding surfaces may not be
perfectly parallel. It is therefore desirable to
mold the rubber plates in the same position
on the serving tray in which the matrix was
PLATES 15
16 FLEXOGRAPHY: PRINCIPLES & PRACTICES
originally made. To achieve this, the exact
location of the matrix on the serving tray
should be noted by marking the front por-
tion of the mold with a wax pencil. The
matrix should be placed in the same press
and in roughly the same position every time
a plate is made.
Matrix Mold Makeready. Inaccuracies in a
matrix mold can be corrected (doctored)
without remaking the mold. Makeready is
accomplished by a combination of building
up thin areas of the mold with thin paper or
foil and by sanding down the thick areas of
the mold with a fine-grain sandpaper.
The sections to be corrected can be identi-
fied from the back of the matrix by noticing
the color difference between the high and
low areas. The ultimate goal is to produce an
accurate printing plate; therefore, plates
made from doctored molds should be
checked carefully.
Shrinkage. Progressive mold shrinkage was
a major problem at one time, but is no longer
a concern. Modern materials and techniques
assure that the molds experience almost no
progressive shrinkage when used again and
again in the vulcanizing process. Although
low-shrink matrix materials have excellent
dimensional stability in both directions, it is
still recommended that the matrix material
be cut in the same direction for each color of
a multiple color job containing fine screens
or exceptionally tight registration to elimi-
nate any dimensional differences.
Molding a Matrix
The following is a general summary of
steps and procedures in molding a matrix:
Temperature. Molding press temperature
should be between 300° F and 310°F (60 lbs.
steam pressure at sea level if press is steam-
heated).
Preheating. Master type form or metal pho-
toengraving should be preheated in the
molding press for roughly five to seven min-
utes to allow for the expansion of the metal.
This helps prevent the pattern from “locking-
up” in the mold as expansion takes place.
Preconditioning. Matrix material in a heated
oven will prevent the hygroscopic matrix
board from taking on moisture and reduce
the need to “bump” the mold to release
gasses. Preconditioning will also soften the
phenolic resin in preparation for molding.
Preparation. Matrix material to be vulcan-
ized is cut approximately l" to 2" larger than
the master on each side. The border should
be fairly uniform to restrict the flow of rub-
ber evenly on all four sides during the sub-
sequent plate-molding process. Spraying the
metal original or the uncured matrix board
with a commercial release agent before
molding the matrix, is a common practice.
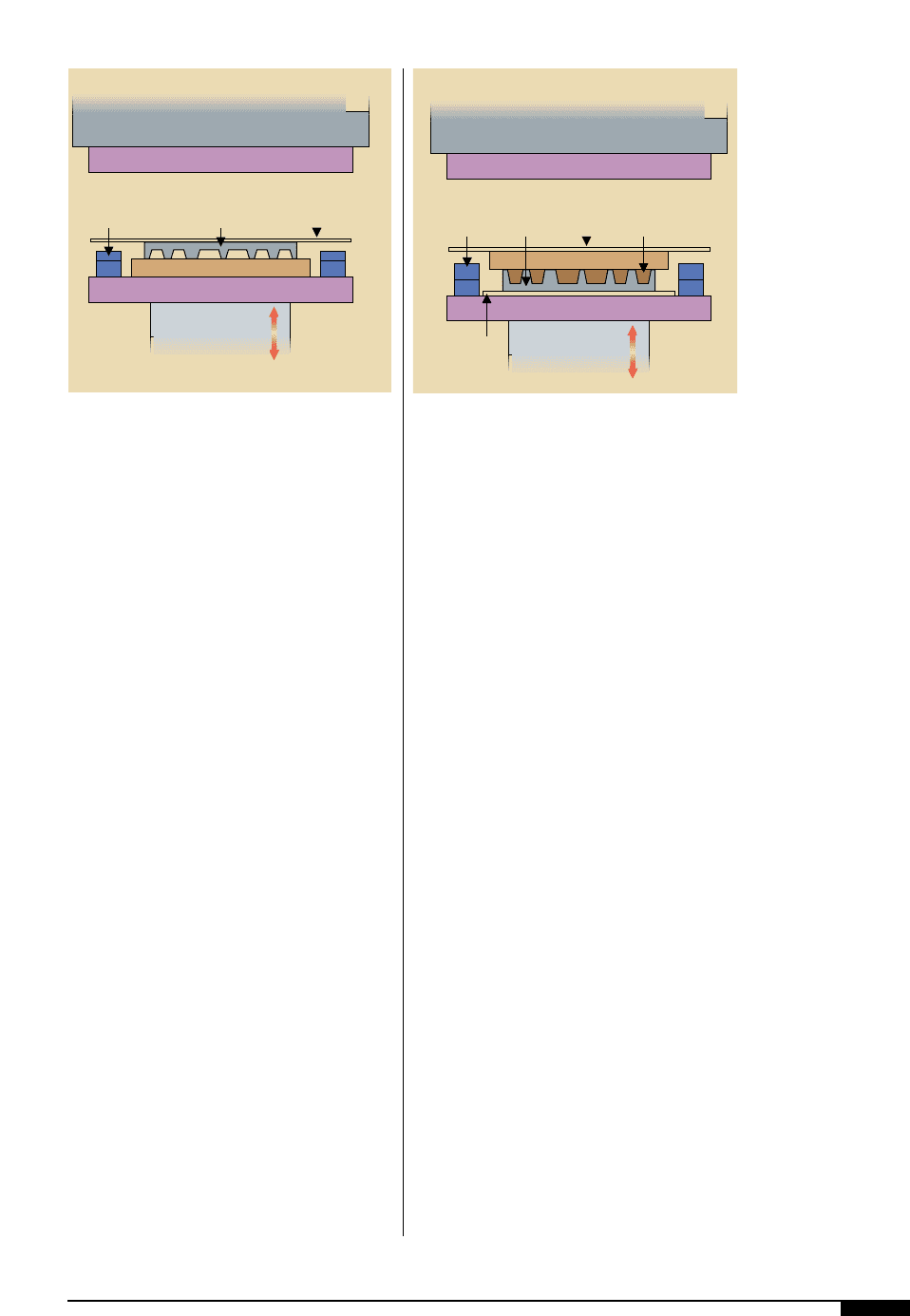
Thin-plate/Low-relief. The matrix material is
placed coated-side-up on the serving tray
with the metal engraving face down on the
board (Figure
i
). Bearer bars of the cor-
rect thickness are placed either side of the
assembly.
Thick-plate/Deep-relief. The type form is
placed face-up on a carrier. The relief cavity
of the master is filled with phenolic powder,
lightly tamped and carefully leveled. The
carrier and master is positioned on the serv-
ing tray and the matrix board placed coating-
side down over the powder filled master
(Figure
j
). Bearer bars of the correct
h
After the molding cycle,
the mold is allowed to
cool. Cure before being
checked for accuracy.
Using a micrometer
or depth gauge, the
matrix floor thickness
is measured.
Overall
Matrix
Board
Thickness
Depth
of Impression
Floor of
Matrix
h
thickness are placed on either side of the
assembly.
Protective Cover. Whether a photoengraving
or type form original is used, the entire
assembly is covered with a protective cover
panel or sheet. The sheet can either be
Holland cloth (starched linen), release
paper, a sheet of graphite-coated steel or an
epoxy-fiberglass laminate.
Preheating. The serving tray is positioned
between the platens and the molding press
closed to a gap of about 9". The entire assem-
bly is preheated according to the thickness
of the matrix material. (The supplier will
generally furnish the recommended preheat
time for a given board.)
Closing. After the initial preheat interval, the
molding press is slowly closed, until the
bearers are tight. This is best determined by
tapping the bearers as pressure is applied
until they are immovable. The amount of
pressure varies with the image area in the
original, but will rarely exceed 1,000 lbs. per
square inch.
Curing.The entire assembly is cured from
eight to ten minutes at 3,000° F to 3,100° F.
Marking. Before removing the cured mold
from the press, identify its position on the
serving tray.
Cooling. Allow the mold to cool to room tem-
perature before inspecting it carefully for
defects and measuring the floor height. It is
recommended that the floor measurement
appear on the back of the mold for future
reference.
Brushing. Brush the inside of the mold with a
soft-bristled brush to remove any foreign
particles while polishing the surface at the
same time. The mold is now ready for rubber
plate molding.
Appendix A covers some common matrix-
molding problems and offers suggested
remedies.
MOLDING THE PRINTING PLATE
Before molding the rubber plate, it is nec-
essary to know the final thickness of the
printing plate in order for the molding press
to be properly set up. The final plate thick-
ness is determined by the control bearers
used to set the molding platens parallel.
There are also many other considerations
in rubber molding, including molding-press
pressure requirements, correct load of rub-
ber, flow characteristics of the rubber, repe-
tition in loading, proper use of release
agents, the preheat cycle, the curing cycle
and the closing speed of the press.
Once the rubber plate has been cured and
cooled to room temperature, the plate must
be inspected, trimmed down and checked for
PLATES 17
i
In molding a matrix for
thin-plate/low-relief,
the matrix material is
placed coated-side up
on the serving tray, with
the metal engraving
face down on the board.
j
In matrix molding for
deep/relief plates, the
type form is placed
face-up on a carrier.
The relief cavity of the
master is filled with
phenolic powder, lightly
tamped and carefully
leveled. The carrier and
master is positioned on
the serving tray and the
matrix board placed
coating-side down over
the powder filled master.
Protective
Cover
Relief filled with
Phenolic Powder
Machine Frame
Upper Platen
Lower Platen
Matrix Board
Molding
Ram
Thickness
Control
Bearer
Metal
Carrier
Master
Pattern
j
Protective
Cover
Master
Pattern
Machine Frame
Upper Platen
Lower Platen
Matrix Board
Molding
Ram
Thickness
Control
Bearer
i

18 FLEXOGRAPHY: PRINCIPLES & PRACTICES
plate thickness and defects, such as voids or
bubbles.
If it is determined that there is too much
variation in the plate thickness, either the
back of the rubber plate may be ground in an
attempt to bring the plate into acceptable tol-
erance, or the mold may be doctored and the
plate remade. Plate grinding calls for caution.
Too much abrasion of the back of the plate
can cause distortion of fine type or cupping
(dishing) of solids and, in some cases, the
plate can be totally destroyed.
Determining Molded
Plate Thickness
The final rubber printing plate will be
mounted on a bare cylinder that will be dri-
ven by a gear attached at the end of its shaft.
The combination of the bare cylinder diame-
ter plus the thickness of both stickyback and
printing plate, must build up to the pitch
diameter of the gear driving the cylinder. The
pitch diameter of a gear can be determined
from any standard gear publication. The
bare-cylinder diameter can be determined
by measuring its surface. The difference
between the pitch diameter of the gear and
the bare cylinder diameter must be offset by
the combined thickness of the printing
plates and mounting material. The combined
thickness of rubber plate and mounting
material will be half the difference between
the pitch diameter of the gear and the bare
cylinder diameter.
In wide- and narrow-web applications, the
usual practice is to add 0.002" to the plate
thickness to allow for impression squeeze
and to prevent the cylinder drive gears from
“bottoming” during the pressrun. The corru-
gated industry usually adds 0.005" to the
plate thickness.
Determining Bearers. It is necessary to calcu-
late the thickness of the control bearers for
the finished rubber plate to be at its proper
thickness. This calculation is made by
adding the floor thickness of the mold to the
desired plate thickness, including that of the
cover sheet (i.e., Holland cloth, release
paper). As an example, consider the follow-
ing hypothetical situation:
Floor of Mold 0.080"
Cover Sheet* 0.005"
Shrinkage & Deflection 0.005"
Desired Plate Thickness 0.107"
Impression Squeeze 0.002"
Overall Height of Bearers: 0.199"
* There is no need to add the thickness of the
cover sheet if it extends over the bearers on both
sides. If it does, overall bearer height would instead
be 0.194".
A shrinkage allowance, plus press deflec-
tion caused by molding pressures, must be
taken into account when computing the
thickness of bearers required to produce the
plate. These factors are constant for each
press and generally do not change unless the
press is re-shimmed or there is a change in
the rubber compound or desired plate thick-
ness. Typically, an allowance of 0.005" for
shrinkage and deflection is added.
The bearers are placed on both sides of
the serving tray to limit the ram movement.
The bearers must be free of dust and foreign
matter and be well maintained to consistent-
ly produce accurate plates. To avoid sub-
stantial press temperature loss, the serving
tray should be kept in the press whenever it
is not in use for any prolonged period.
Pressure Requirements, Pressure require-
ments for molding rubber printing plates
vary according to the compound thickness
and the plate construction. Pressures neces-
sary to mold rubber plates can run as high as
600 to 1,000 lbs. per square inch. In some
instances, thinner and shrink-controlled
plates need even higher molding pressures.
For the highest degree of plate accuracy it is
important to mold all plates with just enough
pressure to produce tight bearers.
Compound Loading Procedures. It is impor-
tant to ensure that the mold is always cold

before charging it with raw plate gum to
avoid partial curing of the raw compound.
Operator experience plays an important part
when laying down plate gum in the correct
proportion to produce the desired plate
thickness. For example, where solid areas
occupy a large portion of the mold, more
plate compound is needed to fill out these
areas compared to areas containing fine type
or small-print areas.
Compound Thickness. As a rule, type areas
should be covered with a thickness of rub-
ber 10% to 20% less than the desired plate
thickness, whereas solid or tint areas require
at least 20% more than the final plate thick-
ness. For example, for a finished 0.110" plate
thickness, type areas must be loaded with
approximately 0.090" thickness material and
solid areas would need 0.130" material.
There must be enough plate gum to properly
fill out the entire plate area with sufficient
rubber density, leaving no porosity or voids.
Compound Flow. As the rubber begins to flow
around the sides of the mold, it hinders the
natural flow of the material in the center. For
best thickness accuracy, the “flow” of the
rubber must be assisted in the center portion
of the plate. If this is not done, the solids and
tints will be thicker in the center compared
with the edges, and will generally require
plate-grinding and/or makeready in order to
print well. The problem can be solved by
carefully loading and doctoring the mold or
by using a fast-flowing rubber.
Repetition in Loading. When molding multi-
ple plates of the same or similar design, the
operating steps must be duplicated in order
to reproduce identical-thickness plates with
the same accuracy. Loading the mold must
be done carefully, using pieces of plate gum
cut exactly the same size and positioned in
the same way for each repeat plate. This will
eliminate any major pressure adjustments
on the molding press for each new plate.
Release Agents. Rubber compounds may
stick to nonprinting areas, especially on the
borders of the mold. The problem can be
minimized by ensuring the smoothness of the
matrix coating and using release solutions
applied to the surface of the matrix prior to
loading. Plate compounds may be dusted on
one side with special talcum powder to im-
prove rubber flow and molding fill-in.
The face of the rubber is checked for
cleanliness and placed dusted-side down on
the mold. The talc on the surface of the rub-
ber acts as a lubricant and assists the escape
of air as the plate gum flows into the
crevices of the mold. The talc will also
absorb any moisture present.
Accurate Plate Molding
General guidelines for accurate plate
molding follow.
Release Sheet. The back of the plate can be
prevented from sticking to the upper platen
of the press by the addition of a cover sheet,
such as Holland cloth, or any number of
appropriate silicone-treated kraft papers. If
Holland cloth is used, it should be free of
pinched folds that may tend to form when
rubber flows during the molding cycle. Any
fabric pleats present will be duplicated on
the back of the plate.
Position on the Serving Tray. To minimize
plate-thickness variations, the assembly
(charged mold) should be placed on the
serving tray in the same position as when the
mold was made, as indicated by the “front
mark” put on the mold .
Preheat. Preheating softens the compound
to enable proper flow to be maintained as
molding pressure is applied. The preheat
cycle is accomplished by contacting the
molding assembly with the upper platen (at
307° F) for a prescribed length of time.
Preheat time can vary, depending on the rub-
ber compound.
Closing. Closing speed can vary according to
the rubber compound being used. Closing
pressure should be applied at the same rate
until the bearers become tight. The depth
PLATES 19

20 FLEXOGRAPHY: PRINCIPLES & PRACTICES
gauge should be used as a reference to deter-
mine speed of closing and degree of tight-
ness. It may be necessary to “bump” the plate
as pressure is being applied in order to fill an
intricate design, or compensate for batch dif-
ferences among rubber compounds.
Bumping is accomplished by first applying
a small amount of pressure and then quickly
opening and closing the press (similar to
matrix breathing). This bumping should be
repeated several times. The final pressure is
then applied until the bearers are tight.
Vulcanizing. Vulcanization of the rubber com-
pound takes about 10 minutes at 3,070° F,
depending on the total thickness of the fin-
ished plate. Once the rubber plate has been
completely cured, the assembly is removed
from the press. The plate is stripped from the
mold while still hot, taking care not to tear
the still delicate plate. The recommended
procedure is to gently remove the plate from
the sides and carefully work toward the cen-
ter. This will help prevent possible stretching
and plate distortion. The plate can then be
brought down to room temperature or
cooled in a chiller.
Inspection and Finishing
As the molded plate cools, it contracts or
shrinks in all directions, including the cross
section or thickness. The plate must there-
fore be gauged with a micrometer after it
reaches room temperature. The printing
plate is inspected for complete fill-out, skips,
blisters or foreign matter and absolute fideli-
ty with the mold. The plate is then gauged for
accuracy using a plate micrometer. A stan-
dard hand-held micrometer should never be
used to gauge the flexible printing plates,
because there is no control over the amount
of pressure applied.
When gauging a rubber plate, it is essential
that the foot of the indicator rest squarely on
the plate surface. Gauging for accuracy and
consistent plate thickness in the larger-type
and solid-printing areas usually is satisfacto-
ry. Readings of plate gauge should be taken
every 2" or so throughout a plate to deter-
mine uniformity. Even with a special gauge,
it is very difficult to get an accurate reading
on small isolated areas or small type within
a line of copy, as any pressure applied will
cause deflection of the print surface. Special
attention should be given to the corners and
the center of the plate; if there were varia-
tions in the molding process, this is where
they will show.
Plate Gauge. A thickness range of ±0.001" is
generally accepted for line work and solids.
Plates with halftone process screens should
have a thickness range of less than 0.0005".
Fine type or delicate copy matter, positioned
alongside heavier type or solid areas, should
be lower than the heavy areas by 0.001" to
0.002". This means that the total variation
from the heaviest point of a solid area to the
lightest point of a fine-type section could be
as much as 0.004".
Out-of-Gauge Plates. If it is determined that
there is too much variation in the plate thick-
ness, two options exist: Doctor the mold to
eliminate the variation or ground the back of
the rubber plate in an attempt to bring the
plate into acceptable tolerance.
Remolding with Makeready. If the plate is not
of uniform thickness, it may be remolded
using makeready on the mold. Makeready is
the method of fine tuning the matrix board
before molding the rubber plates. If the plate
is too thin in one area, the back of the matrix
board may be sanded in the offending area to
raise the plate height. Conversely, if the plate
is too thick, makeready tape, foil or tissue
paper may be used under the matrix board in
the offending area to lower a section of the
finished plate.
Plate Grinding. If the plate is only slightly over
caliper it may be recovered by grinding the
back of the plate. Care must be taken when
plate grinding, as too much abrasion of the
back of the plate can cause distortion of fine
type and cupping (dishing) of solids and, in

some cases, can totally destroy the plate.
Plate Cupping. Plate cupping is the result of
taking the rubber plate and arcing it in the
opposite direction to normal, then removing
rubber by grinding. On a drum-type grinder,
this is necessary because the backside of the
plate is being finished, and the printing face
is against the drum of the plate finisher.
When the rubber is removed, the backside
has a greater circumference than the print
side. When the plate is arced back for
mounting on the print cylinder, the print side
is stretched slightly to conform to a greater
circumference than the backside. On large
solids, the edges will tend to print harder
than the center.
TROUBLESHOOTING RUBBER-
PLATE MOLDING PROBLEMS
Rubber-plate molding requires attention to
the process and the materials being used,
since they are perishable and can change
with age. The troubleshooting guide in
Appendix B lists some common plate-mold-
ing problems and remedies.
RUBBER PLATE COMPOUNDS
AND PROPERTIES
There are many different rubber com-
pounds used in the molding of flexographic
plates. Among these are: natural rubber,
Buna N (nitrile), butyl, styrene, ethylene,
propylene, neoprene and a combination of
Buna N/vinyl elastomers.
Properties such as modulus, ozone resis-
tance, durometer, abrasion resistance, stor-
age stability, cure rate, molding shrinkage,
resilience and solvent resistance are all
important factors in plate gums formulated
for molded-rubber flexo printing plates. All
these properties have a direct bearing on the
molding and printing characteristics of the
rubber.
Rubber printing-plate compounds are mar-
keted in many colors. The amount of color-
ing matter is sufficient, seldom, if ever, to
affect the service characteristics of a com-
pound and usually is just a matter of choice.
The black compounds are the only plate
gums that are both colored and reinforced
by the fillers. All other colored compounds
are simply reinforced with white fillers and
tinted by the addition of a colorant.
Material properties are obtained by modi-
fying the rubber with various compounding
ingredients, such as carbon black, zinc
oxide, barytes clay, plasticizing oils and oth-
ers. Unmodified compounds generally are
unsuited for printing plate use. Most com-
pounds used for flexo plates require rela-
tively high proportions of reinforcing fillers
to increase hardness and resistance to tear,
abrasion and solvent attack. There are also
fillers that are nonreinforcing agents, added
to act as processing aids, or to obtain specif-
ic physical traits, such as shrinkage control.
Thickness
Compounds used for molded printing
plates must be smooth, of uniform gauge,
properly dusted with talc and free of
entrapped air. The thickness of uncured rub-
ber compounds normally used in the fabri-
cation of printing plates are: 0.040", 0.060",
0.090", 0.110", 0.125" and 0.187".
Storage
All rubber printing-plate compounds are
perishable and should be refrigerated by the
distributor and platemaker to ensure ulti-
mate molding performance. Flow character-
istics of the compound decrease with aging,
making it difficult to mold large plates of uni-
form thickness. As a general rule, fresh rub-
ber compounds will completely cure in 90
days at 700° F. Storage temperatures lower
than room temperature (below 55° F) retard
the action of the curatives in the compounds,
thus making it easier to maintain the stock in
prime molding condition. Shelf life of a plate
PLATES 21

22 FLEXOGRAPHY: PRINCIPLES & PRACTICES
compound is effectively doubled for every
15° F reduction in storage temperature. It is
imperative, however, to bring rubber to room
temperature before molding. The plate mold-
er must exercise sound judgment.
TYPES OF MOLDED PLATES
The choice of compound for the printing
plate depends on the type of ink and solvent
being used. There are various constructions
available: plain-backed plates, shrink-con-
trolled plates, metal-backed plates.
Plain-backed Plate. This is the most widely
used type of flexographic printing plate. It is
supplied without any special inserts or back-
ing and usually is molded between 0.105"
and 0.112" for wide web and 0.067" for nar-
row web. Plate height usually depends on
press specifications and thickness of the
mounting material. The corrugated postprint
industry generally uses 0.25" molded plates
with a fabric insert sandwiched between
two layers of rubber to maintain dimension-
al stability.
Shrink-controlled Plate. Shrink-controlled
plates are typically used in applications
where accuracy of print size and color-to-
color register is critical, or subsequent die-
cutting or other in-line operations require
accurate print register. The shrink-con-
trolled plate is made by sandwiching a piece
of fabric between two layers of rubber dur-
ing the molding procedure. The fabric mini-
mizes shrinkage during molding and gives
the plate its shrink-control characteristics.
Thickness normally ranges between 0.135"
and 0.165" for this type of plate.
Camera-ready art should allow for elonga-
tion around the cylinder for shrink-con-
trolled plates. This type of plate exhibits neg-
ligible shrinkage across the cylinder.
The shrink-controlled plate can be han-
dled and ground in the same way as a plain-
backed plate, as long as it is done before the
plate is precurved. This type of plate is usu-
ally permanently curved to hug the cylinder
by rolling, placing into a cylindrical fiber
tube and post-heating the plate to 250° F for
about one hour.
Metal-backed plates. The metal-backed plate
is molded and permanently vulcanized to a
metal sheet. The metal backing is usually a
thin (0.008" to 0.012") sheet of mild steel or
half-hard brass. Because this plate is metal-
backed, it cannot be ground on a plate
grinder. Therefore, whenever necessary,
molds should be prepared using makeready
techniques. The inherent dimensional stabil-
ity of this type of plate makes it ideal for
close registration requirements of milk car-
tons, paper cups, boxes, egg cartons and tis-
sue paper.
Metal-backed plates may be integrated to
the plate cylinder either by a mechanical
lock-up system, or, when steel-backed, using
magnetic plate cylinders. The plates may be
secured to conventional cylinders with ten-
sion hold-down bands that fit over exposed
metal edges on either side of the plate.
Metal-backed plates can be provided with
prepunched holes that fit over accurately
positioned pins located in the face of the
plate cylinder. They may also have a bent
lead edge for plate cylinder groove type lock-
up systems. The punched hole or lead-edge
slot systems enable rapid plate changes and
accurate registration of multicolored jobs.
Special Considerations
for Process Plates
Molding procedures used to produce both
line plates or plates containing halftone
screen are basically the same. With plates
containing process screens, special care
must be taken to ensure that the mold
releases fully from the engraving, without
tearing isolated highlight dots or plugging
small reverse dots located in the shadow
areas. The mold should faithfully reproduce
every detail in the engraving.
The most critical element in the production
of a molded-rubber plate with process
screens is the engraving. This has to be
proofed and carefully examined to make sure
it retains all the finest details in a form that is
reproducible during the molding operation.
The molding compound most widely used
for process printing plates is a blend of Buna-
N and polyvinyl. This compound can release
ink from the plate and run cleaner, with less
tendency to fill in. It has good abrasion resis-
tance, which helps prolong plate life and
reduces changes in tonal values due to wear.
The most important consideration for any
molded plate containing halftone process
screens is gauge accuracy. It must be pro-
duced to extremely close thickness toler-
ances by applying local makeready on the
back of the original, or mold, if necessary.
Grinding process plates is not recommend-
ed; however, if plate grinding is unavoidable,
only a very light “polish” or “dressing” is
acceptable. The amount of plate grinding
should not exceed 0.001". Grinding should
never be used to salvage a bad plate.
PLATES 23

24 FLEXOGRAPHY: PRINCIPLES & PRACTICES
T
he direct photopolymer plate is
one of the major innovations in
modern flexographic printing. It
affords the ability to image the
printing plate directly from a pho-
tographic negative, thereby prov-
ing excellent image fidelity. Photopolymers
are ultraviolet, light-sensitive materials used
to prepare letterpress plates, offset plates,
printing resists, proofing films, pattern mas-
ters for molded rubber flexographic printing
plates and direct flexographic printing plates.
Photopolymer printing plates are similar to
molded-rubber plates in that they are flexible,
resilient and have excellent ink transfer.
There are many systems available for pro-
ducing photopolymer flexo plates. The pho-
topolymer materials used to make the plates
are either viscous liquids ready to be cast to
the required plate thickness, or solid sheets of
appropriate thickness. Photopolymer materi-
als, whether liquid or sheet, are converted to
flexographic printing plates when exposed to
ultraviolet light through a photographic nega-
tive of the artwork to be reproduced.
The film negative is the single most impor-
tant element in photopolymer-plate prepara-
tion. It is a light stencil that controls image for-
mation during exposure of the photopolymer
plate. In general, the guidelines discussed in
the film negative portion of this section apply
to all photopolymers. It is important to check
with the plate supplier to determine the cor-
rect negative preparation for the particular
plate material and printing application.
CHARACTERISTICS
There are a number of manufacturers who
supply various types and constructions of
material used to produce photopolymer
printing plates. Each material is designed to
meet the requirements of a specific flexo
market segment. Two basic categories of
photopolymer printing-plate materials are
liquid and sheet. While finished plates in
both categories are very similar, the plate-
making processes are very different and may
create different physical properties.
When selecting a photopolymer material
for a particular application, it is important to
know the printing system. Not all photopoly-
mers are compatible with all inks. Different
materials from the same supplier may have
different applications and chemical compati-
bility characteristics. Each manufacturer has
specific recommendations with regard to ink
and solvent compatibility. Those recommen-
dations should be followed, assuming that a
photopolymer is compatible with a particular
ink or solvent.
Durometer
Hardness or durometer of the printing
plate has a large effect on the printing char-
acteristics. Durometer is measured by using
a Shore gauge and measurements are report-
ed as either Shore A or D – depending on
hardness.
Photopolymer-plate materials are available
in a range of cured-plate durometer reading
from 25 to 70 Shore A. Most plate materials
for general film and paper converting have a
cured plate durometer hardness of 45 to 60
Shore A. Rough and uneven substrates, such
as corrugated board, require lower-durome-
ter materials of 25 to 40 Shore A.
Photopolymer Plates