FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


118 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Military Standard Sampling Procedures and Tables for Inspection by Variables for Percent Defective. MIL-STD-
414. Washington, DC: Department of Defense, 1957.
Press Characterization: Part I and II. Ronkonkoma, NY: Flexographic Technical Association, 1998.
Quality Control Manual. Ronkonkoma, NY: Flexographic Technical Association, 1990.
Ross, Phillip J. Taguchi Techniques for Quality Engineering: Loss Function, Orthogonal Experiments, Parameter
and Tolerance Design. New York, NY: McGraw-Hill Book Company, 1988.
Scherkenbach, William W. The Deming Route to Quality and Productivity: Roadmaps and Roadblocks.
Milwaukee, WI: ASQC Quality Press, 1988.
Scholtes, Peter R. The Team Handbook. P.O. Box 5445, Madison, WI: Joiner Associates Inc., 1990.
Shewhart, A. Walter. Economic Control of Quality Manufactured Product. New York, NY: Van Nostrand Press
Company, Inc., 1931 (Republished, Milwaukee, WI: ASQC Quality Press, 1980).
Shewhart, A. Walter. Statistical Method from the Viewpoint of Quality Control. Washington, DC: The Graduate
School of the Department of Agriculture, 1939.
Sloan, David, and Scott Weiss. Supplier Improvement Process Handbook. Milwaukee, WI: American Society for
Quality Control, 1987.
QUALITY CONTROL 119
Resources
American Management Association (AMA)
9 Galen Street
Watertown, MA 02172
American National Standards Institute (ANSI)
1430 Broadway
New York, NY 10018
American Society for Quality (ASQ)
P.O. Box 3066
Milwaukee, WI 53201-3066
American Society for Testing and Materials (ASTM)
1916 Race Street
Philadelphia, PA 19103
Association for Graphic Arts Training (AGAT)
c/o RIT/T&E Center, PO Box 9887
Rochester, NY 14623
Association for Quality and Participation (AQP)
801-B W. 8th Street, Suite 501
Cincinnati, OH 45203
The Association for Suppliers of Printing and
Publishing Technologies (NPES)
1899 Preston White Drive
Reston, VA 22091
CEEM Information Services
10521 Braddock Road
Fairfax, VA
Flexographic Technical Association (FTA)
900 Marconi Avenue
Ronkonkoma, NY 11779
Graphic Arts Technical Foundation (GATF)
200 Deer Run Road
Sewickley PA 15143-2600
Graphic Communications Association (GCA)
100 Daingerfield Road
Alexandria, VA 22314-2888
Gravure Association of America (GAA)
1200-A Scottsville Road
Rochester, NY 14624
GOAL/QPC
13 Branch Street
Methuen, MA 01844
INFO
PO Box 606
Ayer, MA 01432
International Organization for Standards (ISO)
1, Rue D Varembe, ch-1211
Geneva 20, Switzerland
International Prepress Association (IPA)
7200 France Avenue South, Suite 327
Edina, MN 55435
Japan Printing Academy (JPA)
Koishikawa 4-13-2, Bunkyo-ku
Tokyo, Japan
Joiner Associates Inc.
3800 Regent Street, PO Box 5445
Madison, WI 53705-0445
Juran Institute
11 River Road, Box 811
Wilton, CT 06897-0811
Kaizen Institute
701 Dragon
Austin, TX 78734
Malcolm Baldrige National Quality Award (MBNQA)
U.S. Dept. of Commerce,
Technology Administration,
National Institute of Standards and Technology,
Route 270 and Quince Orchard Road
Administration Building, Room A537
Gaithersburg, MD 20899
National Association of Printing Ink
Manufacturers (NAPIM)
777 Terrace Avenue
Hasbrouck, NJ 07606
National Printing Ink Research Institute (NPIRI)
Lehigh University
Bethlehem, PA 18015
Naval Publications and Forms Center
5801 Tabor Avenue
Philadelphia, PA 19120
cont’d on next page
ADDRESSES OF ORGANIZATIONS MENTIONED IN THIS CHAPTER
(Valid as of PublicationDate)
120 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Philip B. Crosby Associates, Inc.
3260 University Blvd., Suite 175,
Winter Park, FL 32792
Printing Industries of America (PIA)
100 Daingerfield Road,
Alexandria, VA 22314-2888
Quality Circle Institute
PO Box Q
Red Bluff, CA 96080
Quality Digest
PO Box 882
Red Bluff, CA 96080
Quality Progress
American Society for Quality
P.O. Box 3005
Milwaukee, WI 53201-3005
Registration and Accreditation Board (RAB),
American Society for Quality Control
P.O. Box 3066
Milwaukee, WI 53201-3066
Research and Engineering Council of the Graphic Arts
Industry (R&E Council)
PO Box 639
Chadds Ford, PA 19317
Research Association for the Paper and Board,
Printing and Packaging Industries (PIRA)
Randalls Road, Leatherhead,
Surrey, KTSS 7RU, England
Technical and Education Center of the Graphic Arts
(T&E Center)
Rochester Institute of Technology
One Lomb Memorial Drive
Rochester, NY 14623
Technical Association of Pulp and Paper Institute
(TAPPI)
PO Box 105113
Atlanta, GA 30348-5113
Technical Association of the Graphic Arts (TAGA)
RIT/T&E Center
One Lomb Memorial Drive, PO Box 9887
Rochester, NY 14623
Resources cont’d from previous page
American National Standards Institute
www.ansi.org
American Productivity & Quality Center
www.apqc.org
American Society for Nondestructive Testing
www.asnt.org
ASQC Headquarters
www.asq.org
ASQC Quality Audit Division
www.asq.org/about/divtech/qad/qad.html
ASQC Quality Management Division
www.asq-qmd.org
International Organization for Standardization
www.iso.ch
Los Alamos National Laboratory Quality and
Planning Program Office
iosun.lanl.gov:2001/qp/qp.html
NASA Quality Pages
akao.larc.nasa.gov/dfc/qtec.html
National Quality Award Homepage
www.quality.nist.gov
National Standards System Network
www.nssn.org
Quality Progress Magazine
qualityprogress.asq.org
Quality Resources Online
www.quality.org
Registration Accreditation Board
www.asq.org/rab/index.html
Standards Resources on the Internet
www.library.ucsb.edu/subj/standard.html
The Deming Home Page
www-caes.mit.edu/products/deming/home.html
The Quality Management Principle Site
www.wineasy.se/qmp
The W. Edwards Deming Institute
www.deming.org
WEBSITES
(Valid as of PublicationDate)
QUALITY CONTROL 121
Appendix A -
Central Tendency
Measures of central tendency are averages that
give definite characteristics about the data. The
examples below indicate how the various mea-
sures are computed.
A ARITHMETIC MEAN, M
X
M
X
∑ fx (sum of all values)
N (number of observations)
B MEDIAN, M
D
The midpoint value of all data, above and
below which 50% of the values lie.
C MODE, M
O
The most prevalent value observed.
D EXAMPLE
The distribution of weights of rolls in
inventory.
NUMBER TOTAL
WEIGHT OF ROLLS WEIGHT
(X) (F) (FX)
120 1 120
130 2 390
140 17 2,380
150 24 3,600
160 32 5,120
170 14 2,380
180 6 1,080
190 2 380
200 1 200
TOTALS N=100 fx=15,560
MEAN: M
X
15,650
100
M
X
156.5 lbs./roll
MEDIAN: M
D
160 lbs.
MODE: M
O
160 lbs.
Mean
(156.5)
Median, Mode
(160.0)
120 130 140 150 160 170 180 190 200
Roll Weight
Number of Rolls
35
30
25
20
15
10
5
Figure A-1
There are three mathematical models that describe
the average. These three models are the arithmetic
mean, median and mode. Generally, the “average”
refers to the arithmetic mean. Table A-1 defines mean,
median and mode and shows how to calculate these
three averages. For a normal distribution of values
these three averages are the same, hence the term
“Central Tendency”.
Normal distribution implies that the values refer to
one variable and the variations in that variable are ran-
dom.
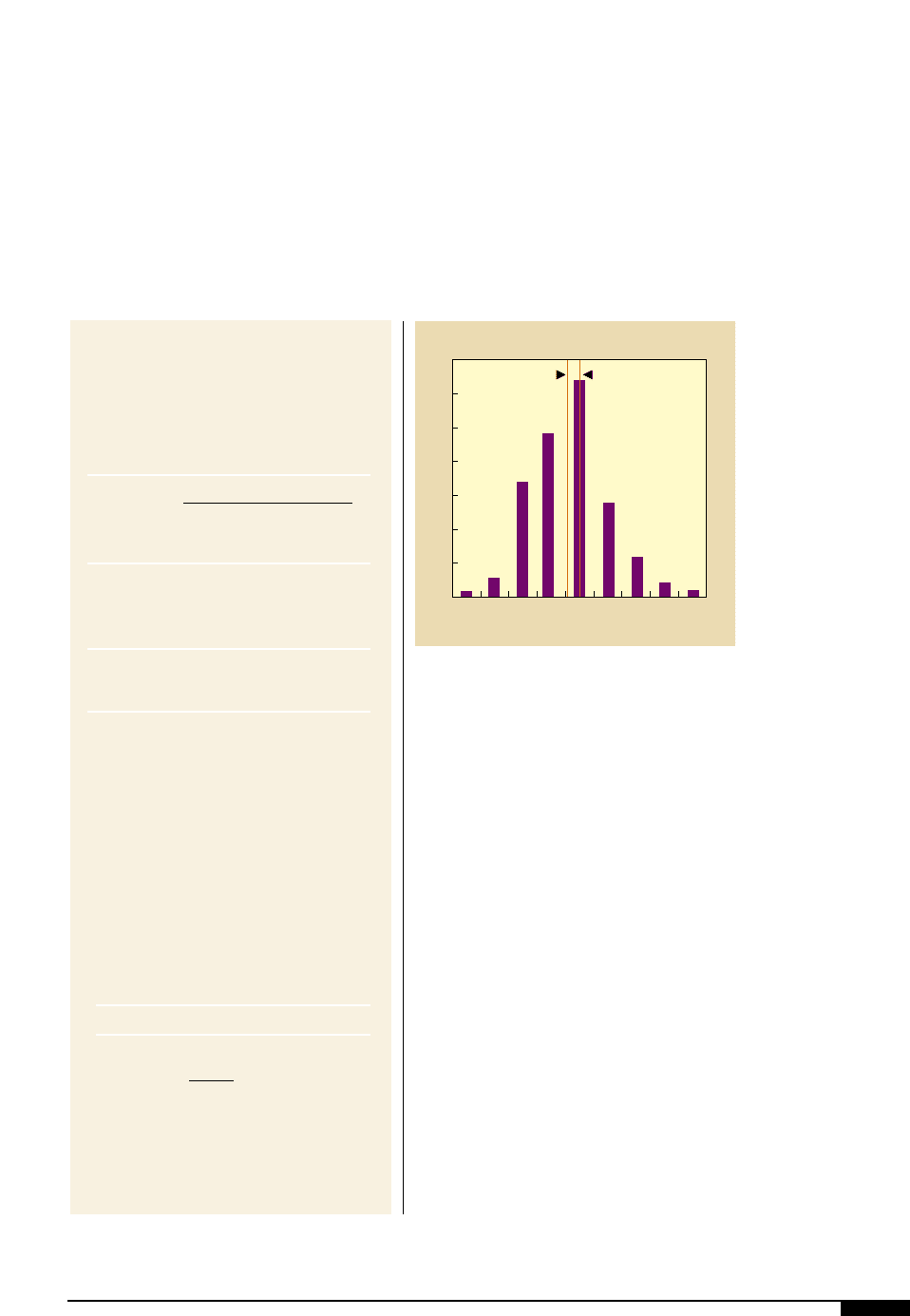
Figure A-1 shows a bar graph of the data in Table A-
1. The distribution is not quite normal. However, the
results are probably satisfactory for acceptance from
a supplier or sale to a customer depending upon cus-
tomer agreed specifications. The data indicates a kur-
tosis greater than 1 and a negative skew (refer to
Appendix B for skew and kurtosis).
Table A-1
122 FLEXOGRAPHY: PRINCIPLES & PRACTICES
99.7%
95.5%
68.3%
Normal Curve
Skew
Kurtosis
Bimodal Distribution
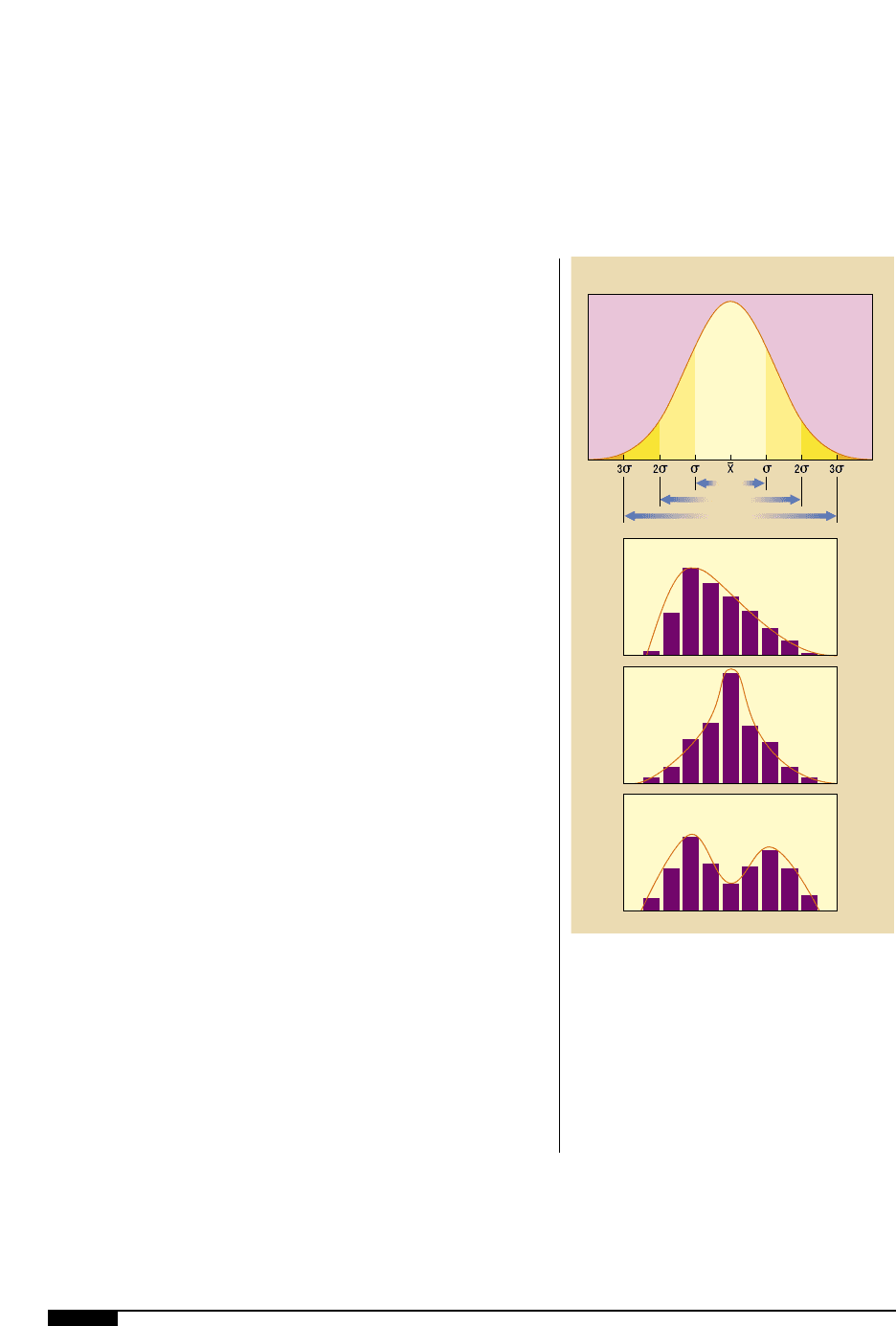
Most flexo processes will not have the perfect bell
shape that is traditionally associated with a histogram.
These distributions are natural and when charted on a
bar graph can be analyzed to determine how normal
they are and how much they may vary from the perfect
bell shape curve. As is shown in the Figure B-1, when
the process is perfectly normal, 68.27% of the values
fall within 1 standard deviation; 95.45% fall within 2
standard deviations; and 99.73% fall within 3 standard
deviations. The standard deviation is simply how the
process varies around a central tendency called the
process mean (arithmetic average).
Figure B-1 also illustrates a skew to the left of the
process mean. This indicates a positive skew. If the
skew is to the right of the process mean the process
would have a negative skew. Either of these skews need
to be analyzed to determine whether the product or ser-
vice being charted is within acceptable tolerances. In a
normal distribution the mean and median are both in
the center of the distribution. When there is skew, they
are different.
An abnormal amount of data around the mean is
called kurtosis. A normal curve will demonstrate
68.27% of the data within 1 standard deviation of the
arithmetic mean. When this occurs the kurtosis is 0. If
there is a greater amount of data around the mean with
long tails on either side of the mean then the kurtosis is
greater then 1. If the graph looks square with little
shoulders and slope to the curve then the kurtosis is
less than 1.
Finally, Figure B-1 illustrates a bimodal distribution.
This indicates that there are two sets of data represent-
ed in one bar graph; that is, two variables. It is neces-
sary to determine which elements exist that create this
situation and only collect and chart histogram data for
one variable at a time. To illustrate, when charting pH of
a water based ink it may be determined that a bimodal
distribution indicates two different shifts charted
together or it may indicate a change in ink. There may
be more than two bell shape curves in a bar graph.
Each of these differences must be identified and
graphed separately to truly determine the variation of
each of these variables.
Figure B-1
Appendix B - Histograms
QUALITY CONTROL 123
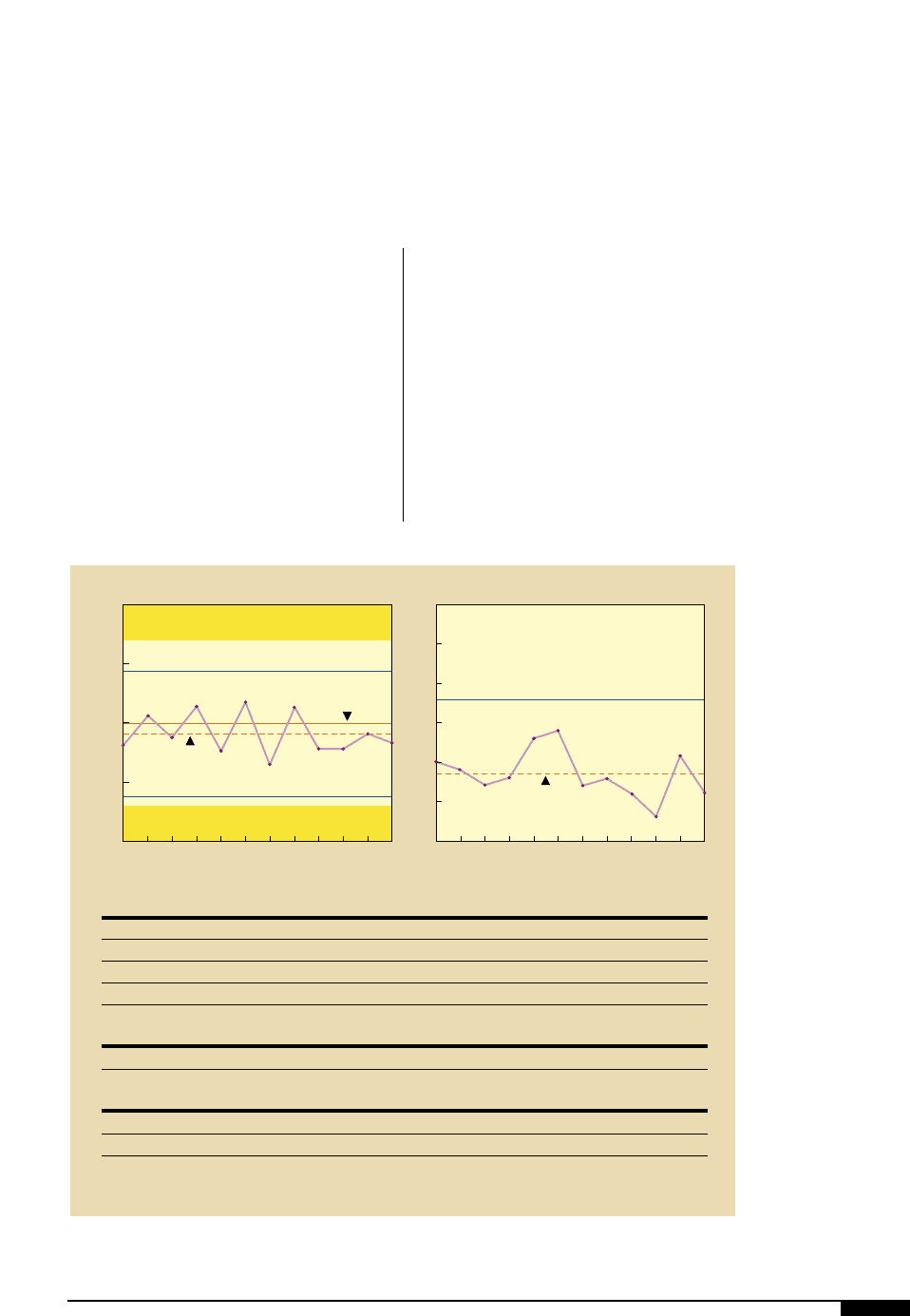
This appendix shows an example of how to collect,
organize and chart data for control and process
improvement purposes. The objective of this data col-
lection exercise is to find out if the density of black ink
is in control. The agreed upon specifications between
the printer and customer are 1.50 ±0.07. This is illus-
trated in Figure C-1 where these lines are drawn in.
The following statistical data manipulation was done
on a personal computer using a popular spreadsheet
program. It was decided to sample one press sheet
every one-half hour and take 5 densitometric readings
on each sheet (table in Figure C-1). These 5 measure-
Upper Specification Limit
Upper Control Limit
Specification
Process Average
Lower Specification Limit
Lower Control Limit
123456789101112
Press Sheet
Density
1.60
1.55
1.50
1.45
Upper Control Limit
Process Average
123456789101112
Press Sheet
Range
0.30
0.25
0.20
0.15
0.10
0.05
Press Sheet 123456789101112
Density1 1.53 1.48 1.51 1.56 1.45 1.57 1.43 1.48 1.52 1.47 1.43 1.48
Density2 1.46 1.56 1.52 1.52 1.48 1.56 1.49 1.50 1.48 1.48 1.44 1.46
Density3 1.48 1.50 1.47 1.48 1.53 1.56 1.46 1.56 1.46 1.50 1.54 1.52
Density4 1.50 1.52 1.49 1.50 1.40 1.47 1.50 1.50 1.47 1.47 1.50 1.48
Density5 1.43 1.47 1.45 1.51 1.52 1.43 1.44 1.52 1.46 1.47 1.54 1.47
Average 1.48 1.51 1.49 1.51 1.48 1.52 1.46 1.51 1.48 1.48 1.49 1.48
Range 0.10 0.09 0.07 0.08 0.13 0.14 0.07 0.08 0.06 0.03 0.11 0.06
Upper spec limit 1.57 1.57 1.57 1.57 1.57 1.57 1.57 1.57 1.57 1.57 1.57 1.57
Lower spec limit 1.43 1.43 1.43 1.43 1.43 1.43 1.43 1.43 1.43 1.43 1.43 1.43
Spec 1.50 1.50 1.50 1.50 1.50 1.50 1.50 1.50 1.50 1.50 1.50 1.50
ments are the subgroup sample size. The 5 measure-
ments were then added together and divided by 5 to
determine the average of each subgroup. This can be
seen in the table below where press sheet 1 shows the
average of the 5 readings as 1.48. All the averages are
then added together and divided by 12 (total number of
press sheets). This is the grand average of 1.49. The
standard deviation of the grand average is calculated
and multiplied by 3 (three standard deviations). This
value is 0.05 and is added and subtracted from the
cont’d on next page
Figure C-1
Appendix C - Control Charts
124 FLEXOGRAPHY: PRINCIPLES & PRACTICES
grand average of 1.49. These two values become the
upper and lower control limits of 1.54 and 1.44.
The range is determined for each subgroup of five
readings by subtracting the lowest reading from the
highest reading within the subgroup. As can be seen for
press sheet 1 its range is 1.53 to 1.43, or 0.10. This is
done for all 12 press sheets. The average range is cal-
culated by adding up all the ranges and dividing by 12
and its value is 0.09. The standard deviation of the
average range is calculated and multiplied by 3. This
value is 0.09, which is added to the average range. The
result, 0.18, becomes the upper control limit for the
range as shown in Figure C-1.
In order to understand fully what is happening when
using a control chart it is important to also use a range
chart. When viewing any given subgroup data point on
the control chart one must also review that same point
on the range chart. Add and subtract half the corre-
sponding range number from the control chart number
to determine the variation at that point on the control
chart.
A review of Figure C-1 indicates that the last 4 sheets
were, on average, under the process average line. If
there are 4 consecutive subgroup data points on one
side of the process average, this indicates that there
may be a process shift. Similarly, 4 or more points
heading in the direction of the upper or lower control
limit may indicate a trend in the process away from the
process average. The subgroup average data points
should fall fairly evenly on either side of the process
average.
As can be noted in Figure C-1, the upper and lower
control limits are well within the agreed upon specifica-
tions for the black ink densities. There should never be
a process in which the average data point is not well
within the upper and lower specifications. It is assumed
that whenever a data point is close to the specification
limits there is a tendency for the process to vary enough
to produce out of specification work. One must look at
the specifications in terms of process average, control
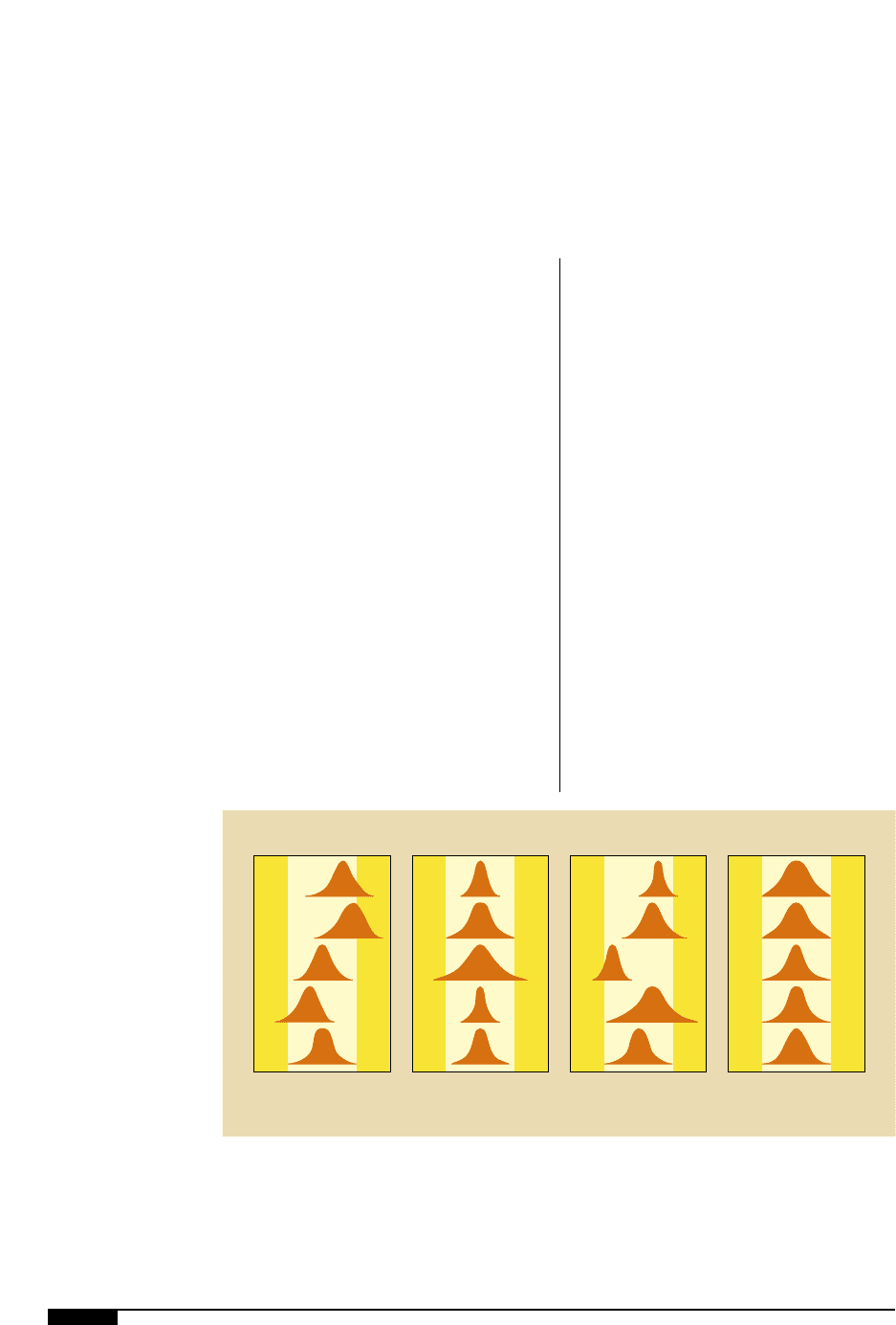
limits, range, skewness and kurtosis (Figure C-2).
A. Lack of control due to
a shifting quality level.
B. Lack of control due to
changes in inherent
variability.
C. Lack of control due to
changes in both quality level
and inherent variability.
D. A statistically controlled
process.
Process Variations as Seen in the Use of Control Charts
Figure C-2
cont’d from previous page

A
airflow
reduction of, 9
ANSI, 64, 71, 72, 73, 119
azeotropes, 7
B
bar code
application identifiers, 59, 62, 63
Calibrated Conformance Standard Test
Card for EAN/ UPC Symbol Verifiers,
73
data identifiers, 59
design considerations
aspect ratios, 64
bar-width ratio (BWR), 60-61, 68, 74
color, 65-66, 74
digital bar code, 68-69
guard bars, 61
location, 66, 67
magnification factor, 64
orientation, 66, 67
resolution, 68, 69
size, 64-65
substrate, 66, 70
“X” dimension, 60, 68-69
error checking, 62
function characters, 58
human-readable text, 61
quality of,
ANSI symbol grade, 70-71
ANSI/UCC5, 61, 63, 70-71, 73
ANSI/UCC6, 58, 68
bar-width reduction, 64-65
film masters, 67-68
press characterization, 64
Printability Gauge, 64-65
quiet zones, 61
scan profile grade, 71-72
scan reflectance profile, 71, 72
types of,
Code 128, 58, 63
Code 3-of-9. See Code 39.
Code 39, 57, 58, 63
EAN-13, 61
EAN-8, 61
EAN/UPC, 56-57, 60, 61, 63, 64, 68-69
Interleaved 2-of-5. See ITF.
ITF, 57-58, 61, 62, 63, 66, 68, 72
SCC-14, 59
UCC/EAN, 56, 63
UCC/EAN-128, 58-59, 68
UCC/EAN-14, 59
UPC-A, 61
UPC-EAN, 61
verification, 73
printing, 79
best available control technology, 12
C
catalysts, 8-9
life span, 9
catalytic oxidation, 8-9
central tendency, 121
chlorofluorocarbons (CFCs), 15
Clean Air Act, 5-15
amendments of 1990, 5
National Ambient Air Quality Standards
(NAAQS), 5, 6
New Source Review, 11-13
Title V Permitting Program, 10-11
Clean Water Act, 25-27
discharge requirements, 25-26
silver recovery, 27
storm water permits, 26-27
wastewater discharge, 25
Comprehensive Environmental Response,
Compensation and Liability Act, 23-24
reporting chemicals, 23
reporting requirements, 24
Superfund, 23
toxic release inventory, 24
control charts, 123-124
control target, 106
D
digital bar code, 68-69
F
FIRST, 64, 89, 106
G
GCMI, 66, 70
VOLUME 3 125
Index

126 FLEXOGRAPHY: PRINCIPLES & PRACTICES
H
hazardous air pollutants (HAPs), 13-14
common, 13
emission standards, 13
NESHAP, 13-14
hazardous waste manifest, 41
histograms, 122
I
ISO 9000 System, 108-112
benefits of, 110
implementation of, 110
ISO registration, 110
process control, 111
requirements, 109
standard operating procedures, 110-111
L
lockout/tagout, 33-34
M
Malcolm Baldrige National Quality Award,
113-115, 119
criteria for, 114-115
Material Safety Data Sheets
(MSDS), 31, 42, 50
maximum achievable control technology, 13
military standard (MIL-STD-105E), 98, 99
N
NESHAP, 5, 13-14
new source review, 11-13
non-attainment area, 11-12
prevention of significant deterioration,
11-12
non-attainment area, 5, 11-12
offset ratio, 12
O
Occupational Safety and Health Act
(OSHA, 30-35
consultation, 34
facilities plan, 34
hazard communication, 31-32
Hazardous Materials Identification
System, 32-33
inspections, 35
lockout/tagout, 33-34
Material Safety Data Sheets, 31
personal protection equipment (PPE), 33
poster requirements, 31
record-keeping, 30-31
state programs, 30
training, 34
violations, 35
Occupational Safety and Health
Administration. See OSHA.
OSHA
phone numbers, 39
regional offices, 38
oxidation, 7-10
catalytic, 8-9
recuperative, 8
regenerative, 8
thermal, 7
ozone, 5, 6, 14, 15
-depleting chemicals, 14-15
emissions standards for, 5-6
P
Personal Protection Equipment, 32-33
Pollution Prevention Act, 28-35
Post-Press, 29
Prepress, 28
Press Operations, 29
waste inks and solvents, 28
prevention of significant deterioration
(PSD), 11
Q
quality control
characteristics of, 81-82
checklist for, 82
commitment to, 83
middle management, 83
operating personnel, 84
top management, 83
costs, 90-91
definition of, 79-80
densitometry, 107
design checklist, 88
flexo process, 106-107
improvement strategies, 88
instrument calibration, 87
measurement of, 86, 88, 95, 96, 106
100% inspection and sampling, 97
benchmarking, 94
central tendency, 121
arithmetic mean, 121
median, 121
mode, 121
control charts, 123
military standard (MIL-STD-105E), 98, 99
run chart, 87
statistical inspection and sampling, 97
statistical process control, 97, 100
output measures, 86
responsibility for, 80, 85-89
spectrophotometry, 107
UPC verifiers, 107

R
Reasonably Available Control Technology
(RACT), 6-10
recuperative oxidizers, 8
regenerative thermal systems, 8
registration, 106
Resource Conservation and Recovery Act,
17-22
characteristic wastes, 18
generator status, 18-19
listed wastes, 17-18
shop towels, 20
spills, 20
Superfund Amendment and
Reauthorization Act, 19
transportation, 19
underground tanks, 20
waste disposal, 21-22
run target, 106, 107
S
shop towels, 20
silver recovery, 27
slur targets, 106
Small Business Assistance, 15
solvent recovery, 7
spills, 20
statistical process control, 97-107, 111
cause and effect analysis, 100-101
checksheets and checklists, 103
fishbone diagram, 100, 102
flow charts, 101
histograms, 104
Pareto Analysis, 103
process mapping, 103
run and control charts, 104
scatter diagrams, 105
storm-water permits, 26-27
Superfund. See CERLA
Superfund Amendment and Reauthorization
Act (SARA), 19, 23-24
T
total quality management, 92-96
Toxic Substances Control Act, 16
transportation, 19
U
underground storage tank, 20
Uniform Code Council, Inc. (UCC), 56
United States Environmental Protection
Agency, 5-6, 14
regional offices, 38
telephone numbers, 39
V
volatile organic compounds, 6-10
low-VOC inks, 10
low-VOC solvents, 10
oxidation, 7, 8
reduction of, 6-10
solvent recovery, 7
sources, 10
W
waste water discharge, 25
VOLUME 3 127