FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


S
tatistical process control (SPC)
represents a “tool box” from
which the printer can draw in
order to define the printing
process, measure and control its
key parameters, and improve
upon its ability to deliver a satisfying product
to the customer. Measuring, collecting and
using critical data is a cornerstone of a quali-
ty program.
100% INSPECTION AND SAMPLING
The use of 100% percent inspection is not
a statistical tool; however, in the flexo indus-
try it is sometimes necessary to inspect
every item in the process. This is true in
areas such as artwork and designs, comput-
er disk files, printing plates, cost estimates
and billing. Items in these areas are one of a
kind and irreparable damage can be caused
if they are not caught and corrected. In this
type of inspection, it is very important that
the inspector be knowledgeable and alert
and have the appropriate time to accomplish
the inspection process. Sometimes it is nec-
essary to have more than one person inspect
the process because of the criticality of the
object being inspected. It is helpful to have
an inspection form (checklist) so that the
inspector does not forget items. A record
can be kept of the item checked and noted
as approved, or flagged for correction. Table
18, is an example of a checklist.
STATISTICAL INSPECTION
AND SAMPLING
In contrast to 100% inspection, statistical
sampling means inspecting a limited number
of samples. Statistical sampling offers econ-
omy of scale while remaining a very effec-
tive quality tool. In a 30,000 run of flexible
packages it would be prohibitive in time and
cost to inspect each bag. Therefore a more
effective procedure is to develop a statisti-
cally valid sampling plan to validate the qual-
ity of the product being produced. A mini-
mum of 30 samples is needed to adequately
develop an SPC charting system. Table 21
shows the numbers for a statistically sound
sampling plan.
ATTRIBUTES AND VARIABLES
An attribute is defined as a characteristic
that is either present or absent. Some exam-
ples of attributes include whether the die is
cutting or not, whether the seal holds or not,
whether the typography is present or not. An
attribute can be classified as yes or no, 0 or
1, present or absent.
QUALITY CONTROL 97
Statistical
Process Control
A Illustrates the air
flow mpattern through
recuperative thermal
oxidizer
Table 21
RUN LENGTH SAMPLE SIZE
1–5,000 2 samples per 100
5,001 – 100,000 1 sample per 100
100,000 up 1 sample per 200
STATISTICAL SAMPLING PLAN

98 FLEXOGRAPHY: PRINCIPLES & PRACTICES
A variable is the result of a measurement
and has a tolerance or ± associated with it.
During a flexo production run variables will
never be constant but always have some
variation. Some common variables are ink
viscosity and pH, solid ink density, dot gain,
color value, plate, stickyback and substrate
thickness, and registration.
MILITARY STANDARD
(MIL-STD-105E)
Military Standard (MIL-STD-105E)
25
is a
method of attribute-acceptance-sampling
that has been developed by the United States
Department of Defense and is widely accept-
ed by industry as an effective procedure for
attribute sampling. This standard includes a
sampling plan, which is the acceptable qual-
ity level (AQL), run-length size and corre-
sponding sample size, and acceptance and
rejection numbers. A sample is shown
(Figure
3@
).
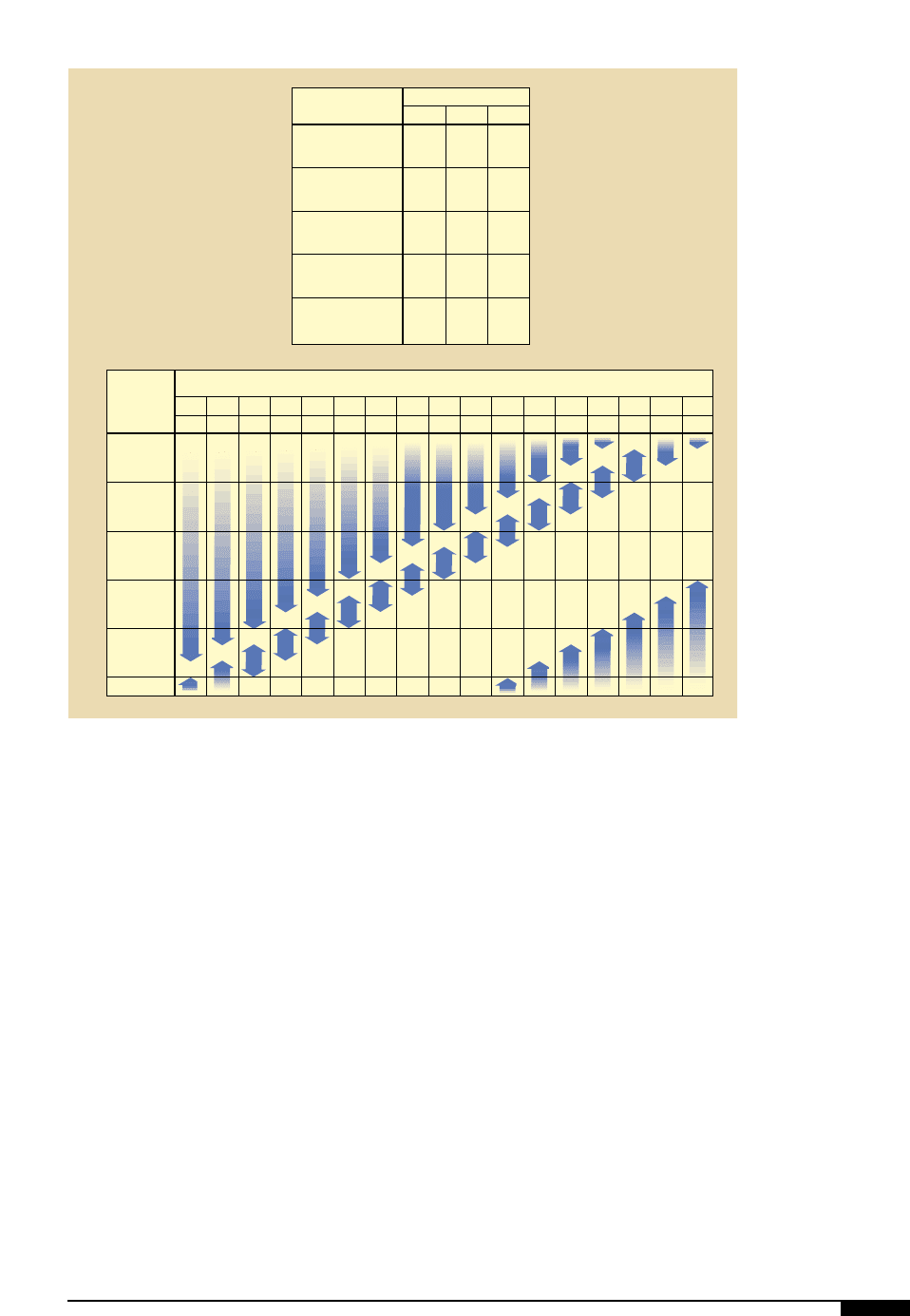
To review how to use MIL-STD 105E use
Figure
3@
. The figure has two charts,
“Sample Size Code Letters Chart” and
“Acceptable Quality Level Chart.” The first
lists code letters for inspection levels for a
given lot or batch size. The inspection levels
allow for more or less sampling depending
on the history or established quality level of
a given supplier. For example, if the flexo
run length is 100,000 and there is no history,
the normal or default level II (letter N)
would be used. With a quality supplier with a
history of quality success, column I, (letter
L) could be used. On the other hand, with a
poorer quality supplier, column III (letter P)
might be appropriate.
Next, the Acceptable Quality Level Chart
is used. Using the above example of a run
length of 100,000 and the letter N, the second
column of the chart shows the sample size
needed. In this case the number is 500 sam-
ples, which need to be taken in a random
manner. Finally, the number of samples
allowed to be out of specification to achieve
an Acceptable Quality Level (AQL) is given
in the right hand side of the chart. Most com-
panies in the U.S.A. choose an AQL of 1.5 or
2.5. Basically, the 1.5 and 2.5 mean there is a
98.5% and 97.5% confidence, respectively, in
the sample plan. This is the customer’s
choice and is dependent upon the chances
one is willing to take that the sample plan
may fail. Using an AQL of 1.5 for this exam-
ple, two numbers, Ac and Rc, are listed in
the column under 1.5. Their values are 14
and 15. This means that the product is with-
in the acceptable tolerance level chosen if 14
or less out of the total sample of 500 are out
of specification. If 15 or more are out of
specification, the product is out of the
acceptable tolerance level and may be
rejectable. One could go to a higher level of
sampling (such as from N to P) or, if feasible,
one could go to 100% inspection to get rid of
all out-of-specification product. Strictly
speaking, even when 100% inspection is
done, this does not guarantee 100% accept-
able product. Letter P with an AQL of 2.5
doesn’t have an entry in the chart. Instead,
the arrow means to use the numbers to
which it points, in this case, 21 and 22.
25
Military Standard Sampling Procedures and Tables for Insertion by Attributes
(MIL-STD-105E) and Military Standard Sampling Procedures and Tables for
Insertion by Variables (MIL-STD-114) can be obtained from Naval
Publications and Forms Center, 5801 Tabor Avenue, Philadelphia, PA 19120.
QUALITY CONTROL 99
3@
MIL-STD-105E is a
method of attribute-
acceptance-sampling.
In the top chart, a letter is
assigned based on run
length. This letter is used
in the bottom chart to
determine an appropriate
sample size and (reading
across) the “accept” and
“reject” levels, based on
the number of errors
found.
Lot or Batch Size I II III
General Inspection Levels
Sample Size
Code Letters Chart
Acceptable
Quality Level Chart
2–8
9–15
16–25
26–50
51–90
91–150
151–280
281–500
501–1,200
1,201–3,200
3,201–10,000
10,001–35,000
35,001–150,000
150,001–500,000
500,001 and over
A
A
B
C
C
D
E
F
G
H
J
K
L
M
N
Sample Size
Code Letter
A
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
R
Sample Size
2
3
5
8
13
20
32
50
80
125
200
315
500
800
1,250
2,000
Ac
0
Rc
1
Ac
0
Rc
1
Ac
0
1
Rc
1
2
Ac
0
1
2
Rc
1
2
3
Ac
0
1
2
3
Rc
1
2
3
4
Ac
0
1
2
3
5
Rc
1
2
3
4
6
Ac
0
1
2
3
5
7
Rc
1
2
3
4
6
8
Ac
0
1
2
3
5
7
10
Rc
1
2
3
4
6
8
11
Ac
0
1
2
3
5
7
10
14
Rc
1
2
3
4
6
8
11
15
Ac
0
1
2
3
5
7
10
14
21
Rc
1
2
3
4
6
8
11
15
22
Ac
0
1
2
3
5
7
10
14
21
Rc
1
2
3
4
6
8
11
15
22
Ac
0
1
2
3
5
7
10
14
21
Rc
1
2
3
4
6
8
11
15
22
Ac
0
1
2
3
5
7
10
14
21
Rc
1
2
3
4
6
8
11
15
22
Ac
0
1
2
3
5
7
10
14
21
Rc
1
2
3
4
6
8
11
15
22
Ac
0
1
2
3
5
7
10
14
21
Rc
1
2
3
4
6
8
11
15
22
Ac
1
2
3
5
7
10
14
21
Rc
2
3
4
6
8
11
15
22
Ac
1
2
3
5
7
10
14
21
Rc
2
3
4
6
8
11
15
22
A
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
B
C
D
E
F
G
H
J
K
L
M
N
P
Q
R
0.010 0.015 0.025 0.040 0.065 0.10
Acceptable Quality Levels (Normal Inspection)
0.15 0.25 0.40 0.65 1.0 1.5 2.5 4.0 6.5 10 15
3@
■ Oval Begin or End
■ Rectangle Activity
■ Document Linked to Activity
■ Diamond Decision
■ Arrows Flow of Process
FLOW CHART SYMBOLS
100 FLEXOGRAPHY: PRINCIPLES & PRACTICES
S
tatistical process control (SPC)
involves not only measure-
ments and tracking those mea-
surements, but also charting
and other tools to quantify and
describe the process. The seven
tools of statistical process control are listed
in Table 22.
FLOW CHARTS,
OR PROCESS MAPPING
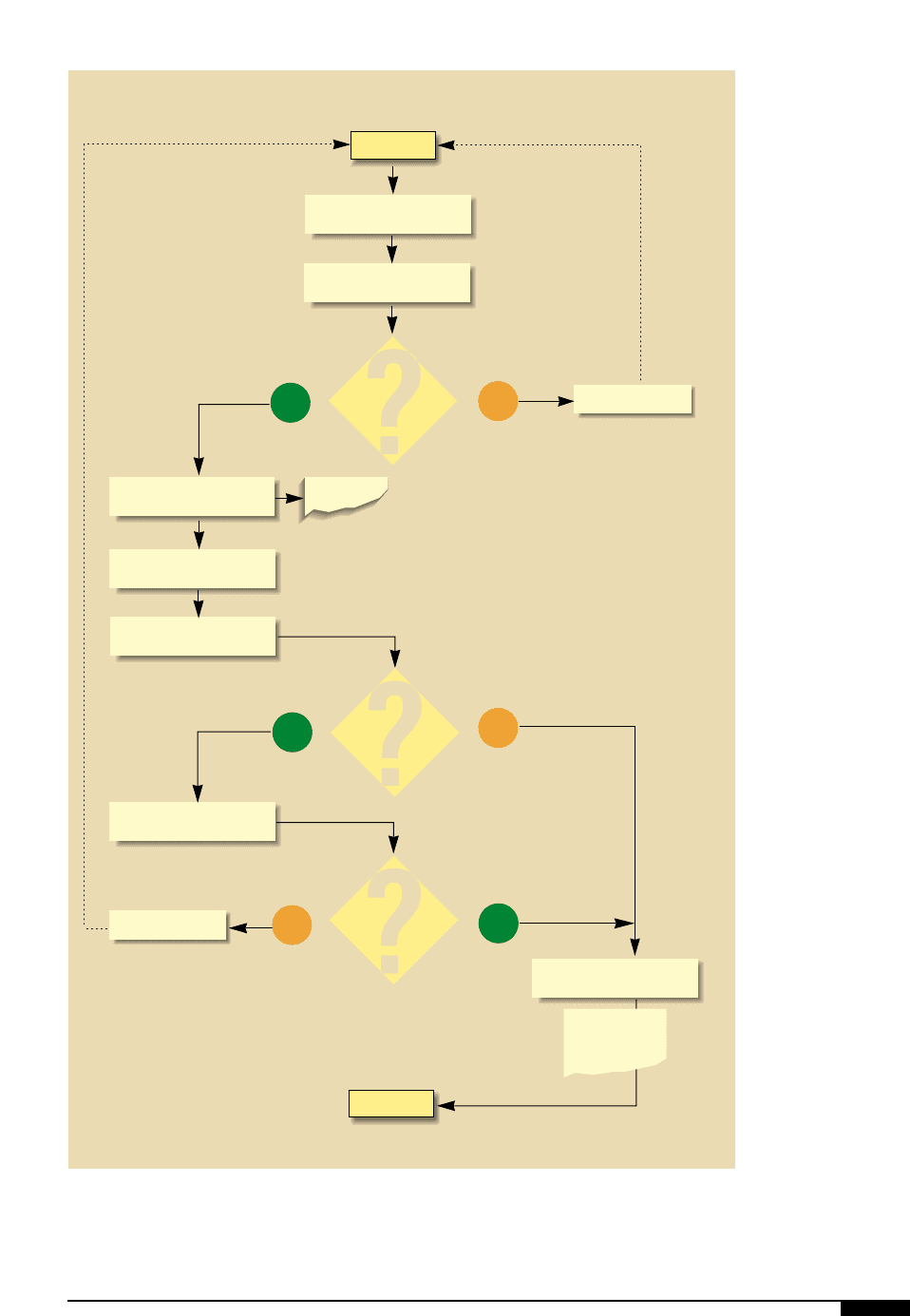
Flow charts, which are also known as
process maps, are used to define the key steps
in the flexographic reproduction process.
They help in determining the correct and nec-
essary ways to perform a given operation and
give direction to the development of standard
operating procedures (SOP’s). By following
the standard operating procedures estab-
lished by the flow chart, a printer can be
assured of “doing things right the first time.”
This results in less waste, a more consistent
product, higher productivity and reduction in
the cost of producing the product. Table 23
shows the symbols used in flow charts and
Figure
3#
shows an example of a flow chart
for creating a color target to be used for cus-
tomer approval of a spot color.
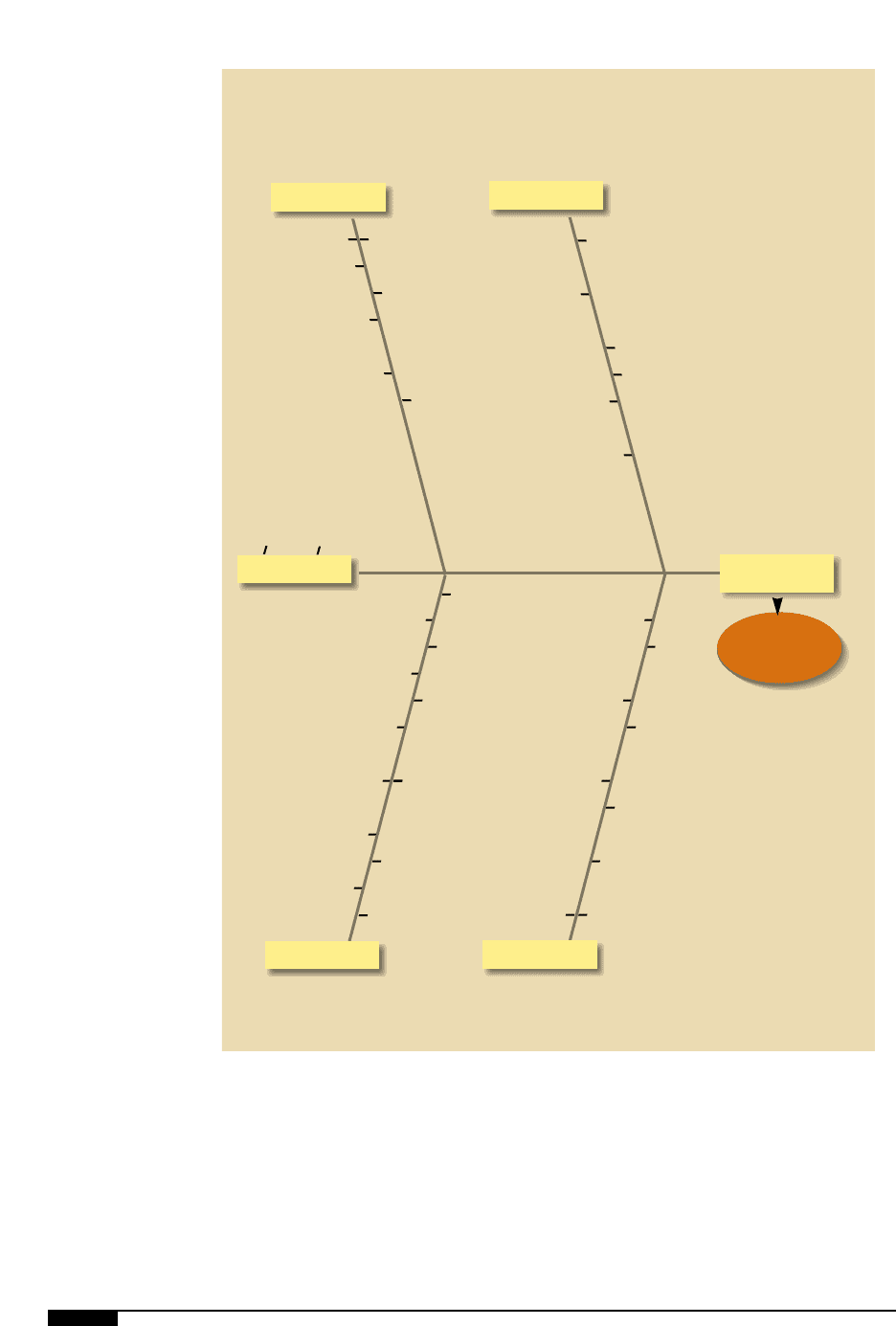
CAUSE AND EFFECT ANALYSIS
Cause and Effect Analysis is used to identi-
fy the many causes of quality-related prob-
lems. For example, if the printer wanted to
know the causes of dirty print, cause & effect
analysis using what is called a Fishbone dia-
gram (Figure
3$
) would be a useful tool
which could quickly and efficiently define a
list of probable causes. Most often, this tool
is used by a small group of people utilizing
the brainstorming methodology. This allows
Tools of Statistical
Process Control
Table 23
1.Flow Charts or Process Mapping
2.Cause & Effect Analysis
3.Checksheets and Checklists
4.Pareto Analysis
5.Run and Control Charts
6.Histograms
7.Scatter Diagrams
THE SEVEN TOOLS OF
STATISTICAL PROCESS CONTROL
Table 24
QUALITY CONTROL 101
3#
Flow charts should be
used to define key steps
in a given process. This
chart shown might be
used in creating a color
target.
Find Out Why
and Correct
COLOR APPROVED
Make 6 Inkroom Proofs
Send 2 Proofs to Customer
Find Out Why
and Correct
Make Ink for Press
OK Color on Press
Visually and Numerically
Send For Approval
YES
NO
APPROVED
Create Color Target
START
NO
YES
YES
File All Paperwork
Get Data on Proof
PROOF
FINISH
NEED
CUSTOMER
APPROVAL
NO
Form A2
Form B7
Form B9
3#
Adapted from Progressive Inks.
102 FLEXOGRAPHY: PRINCIPLES & PRACTICES
3$
A fishbone diagram is
helpful in defining the
cause and effect of a
problem. The chart
to the right shows
possible causes of a
dirty print.
FISBHONE DIAGRAM
Causes of Dirty Print
ENVIRONMENT
MANPOWER
MATERIALS
EFFECT (Problem)
DIRTY PRINT
Shift Change
Operator
Communication
Didn’t Check
Standard
Operator/Helper
Training
Arrive at Workstation
on Time
Not Watching
Print
METHODS
Ink Film Too Heavy
BC Air Temp
Too Much
Impression
Chill Roll
Temperature
Poor Setup
Poor Quality
Standards
Printing Wrong
Side of Web
Inconsistent Standards
Wrong Viscosity
Wrong pH
Dirty Ink Pan
Poor Ink
Film Treatment
Foamy Ink
Wrong Stickyback
Too Much Alcohol
Defective Plates
Old Plates
Wrong Extender
Slip in Film
Dirty Plates
MACHINES
Slow PumpRubber Roll
Durometer
No Cover Pans
Roller Speed
Station Design
Air on Plates
Bad Bearings
Dirty Drum
Bad Plate Cylinder
Dirty
Journals
Weather
Shift Time
Output of Process
Desired quality
is clean print
3$
Adapted from Progressive Inks.
the printer to draw upon the collective exper-
tise of process “experts” (electronic pre-
press, press operators, supervisory person-
nel, helpers, strippers and others directly
working in the system).
CHECKSHEETS AND CHECKLISTS
Checksheets are tools which allow for the
easy collection and analysis of data (Table 25).
They are simple, systematic ways to collect
and organize data. Checksheets can be used
to determine where, when and why problems
such as hickies, wrinkles, marking, and other
printing defects occur. The data collected can
easily be turned into a histogram (Figure
3%
).
Checklists are familiar to most people from
ordinary experience. An example is using a
shopping list when going to the store. The
benefits of doing so far outweigh the costs of
trying to remember. In the printing environ-
ment checklists can be used in the same way
to consistently check items against a list and
not leave anything to memory. Table 18
already showed such a list. Table 25 shows a
checklist for proof approval.
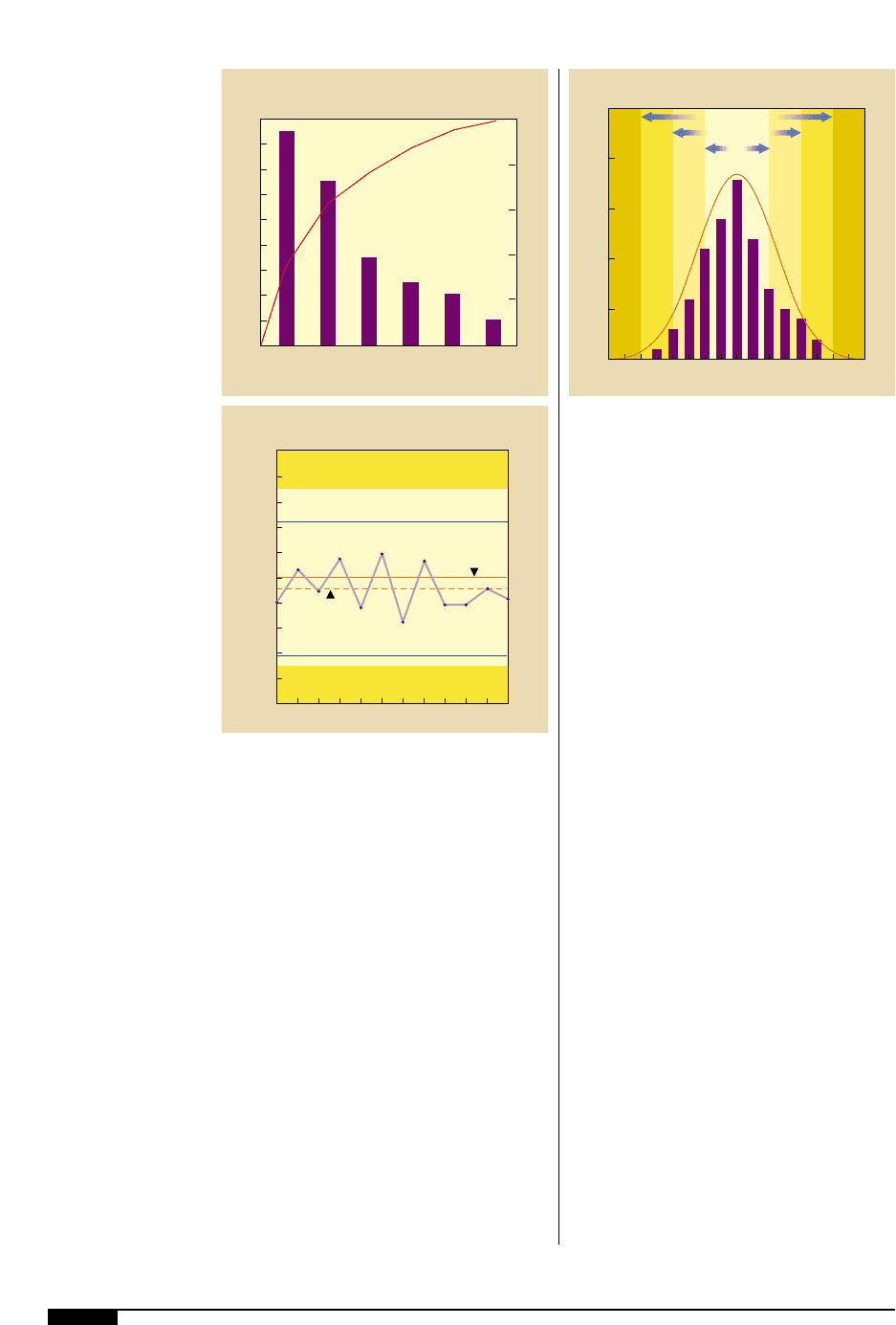
PARETO ANALYSIS
Pareto Analysis is a tool for identifying
cost-effective solutions for quality improve-
ment. The principle of Pareto Analysis is the
familiar 80/20 rule: the bulk of printing prob-
lems (80%) are due to only a small minority of
the related causes (20%). Most customer
complaints can be tied to a few systemic
problems such as late delivery or printing
defects (Figure
3^
). Most printing defects
are caused by a few items such as a specific
stock, press or ingredient. The key is to col-
lect data on the relative frequency of each of
the causes and then find solutions to the
largest of these. Most importantly, do not
make assumptions about how important an
item may be – collect the data first.
QUALITY CONTROL 103
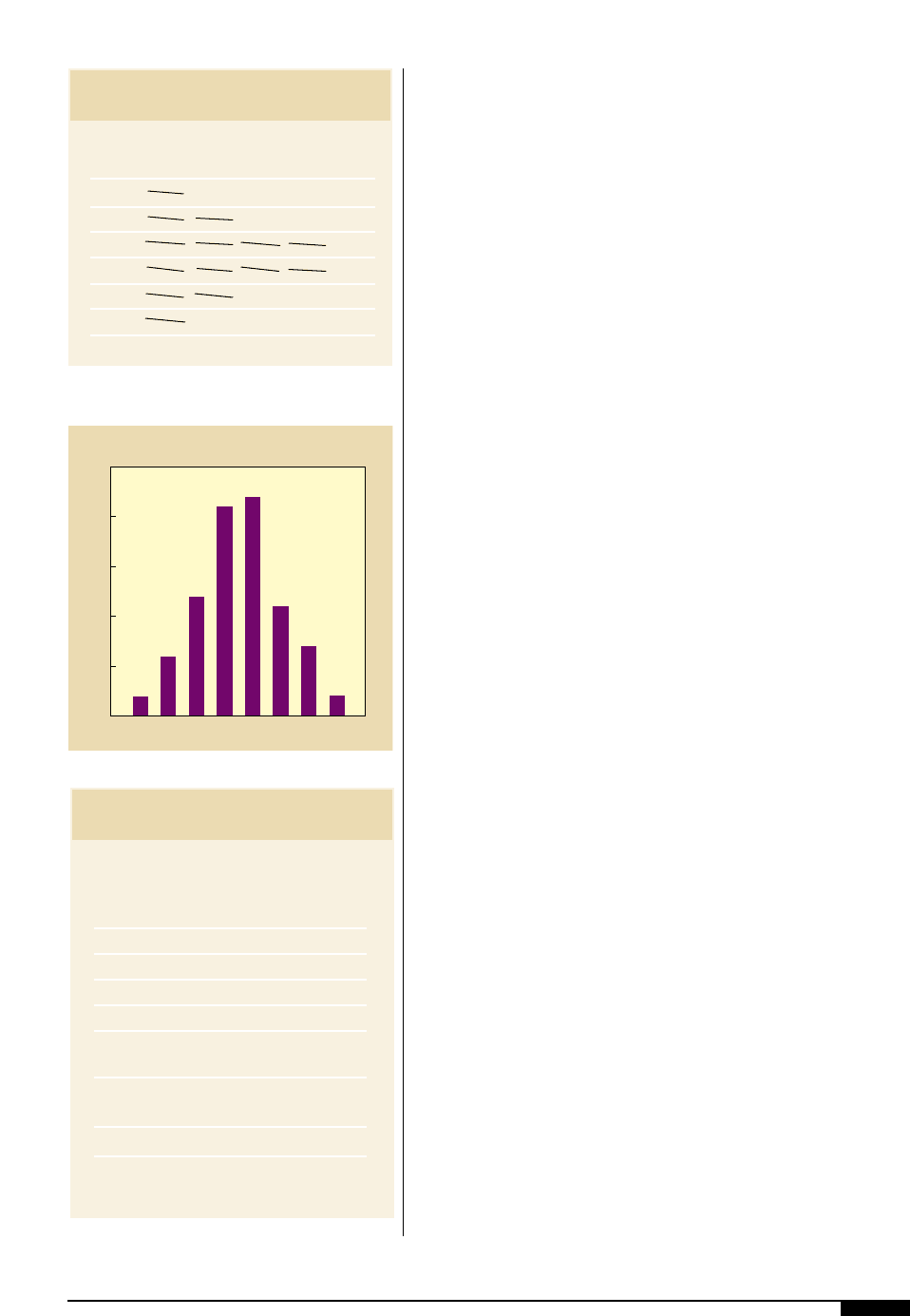
3%
This histogram, based on
data collected in Table 24,
plots pH readings in an
easy-to-reference format.
Table 24
READING FREQUENCY TOTAL
8.0 ✓✓ 2
8.3 ✓✓✓✓ ✓ 6
8.6 ✓✓✓✓ ✓✓✓✓ ✓✓ 12
8.9 ✓✓✓✓ ✓✓✓✓ ✓✓✓✓ ✓✓✓✓ ✓ 21
9.2 ✓✓✓✓ ✓✓✓✓ ✓✓✓✓ ✓✓✓✓ ✓✓ 22
9.5 ✓✓✓✓ ✓✓✓✓ ✓ 11
9.8 ✓✓✓✓ ✓✓ 7
10.1 ✓✓ 2
CHECKSHEET FOR pH
Table 25
Check against customer original art, board or a
proof of electronic file.
■ Color Breaks.
■ Copy: Location and verbiage.
■ Bleed off panels (0.375" min.)
■ Special instructions on Mylar.
■ Printability of small copy © ®
■ Ensure verbiage is not less than 0.25" to
score
■ Check process work against customer
target.
■ Affix sign off label, sign and date.
Adapted from Checklist developed by Schiffenhaus
Packaging Corp.
PROOF OF APPROVAL
CHECKLIST
8.0 8.3 8.6 8.9 9.2 9.5 9.8 10.1
pH
Frequency
25
20
15
10
5
3%
104 FLEXOGRAPHY: PRINCIPLES & PRACTICES
RUN AND CONTROL CHARTS
Run and control charts are tools used by
operators for monitoring the printing process
on an ongoing basis and making adjustments
as necessary. Instead of waiting for things to
go wrong, the control chart serves as an early
warning device for the operator who can
then take the appropriate action long before
the occurrence of substandard production.
The cost of using control charts is the time
and training required so that operators have
the knowledge and resources necessary to
use them properly. The benefits are reduced
spoilage and much more consistent results.
Figure
3)
showed a run chart. With the addi-
tion of upper and lower control limits, this
chart becomes a control chart as shown
(Figure
3&
). If the measured values fall out-
side these control limits, some corrective
action needs to be taken, since out of specifi-
cation product can be produced. A control
chart is used in conjunction with a range
chart so that a whole picture can be seen of
the process. It is important to note that the
control limits must be well within the speci-
ifcation limits. Control charts should be used
to determine whether the process is in con-
trol before using a histogram to determine
process capability. It is advisable to use
spreadsheets or specific statistical computer
programs when working with control charts.
Refer to Appendix C for additional details.
HISTOGRAMS
Histograms are used for comparing the
flexo product to its specifications and to
assist in the determination of press capabili-
ty. Histograms do not show variation over
time, but the overall variation of the process
being statistically monitored. For a particular
variable, measurements are taken and the
frequency of the results are graphed as was
shown in Figure
2(
. The histogram will show
if the natural variation in the variable is larg-
er or smaller than the desired variation.
Figure
3*
is shown again in Figure
2(
with
the natural variation shown as a bell-shaped
curve (normal distribution). An important sta-
3^
A Pareto chart can be
used to plot the different
types of customer
complaints.
3&
A control chart shows the
upper and lower limits for
your process. If the plotted
values fall outside of these
limits, corrective action
must be taken.
3*
A histogram shows
whether the variation or
tolerance for a variable is
within desired limits.
0
20
40
60
80
100
Gloss Wrong
Color
Color
Strength
Adhesion Late
Delivery
Other
Type of Problem
Number of Complaints
18
16
14
12
10
8
6
4
2
3^
Upper Specification Limit
Upper Control Limit
Specification
Process Average
Lower Specification Limit
Lower Control Limit
123456789101112
Sample Number in Increments of Time
Density
1.58
1.56
1.54
1.52
1.50
1.48
1.46
1.44
1.42
1.60
3&
99.7% (3 Sigma)
95% (2 Sigma)
68%
(1 Sigma)
-.08 -.06 -.04 -.02 -.00 .02 .04 .06 .08
Print to Die Deviation
Frequency
25
20
15
10
5
3*
tistical measure associated with this curve is
the standard deviation called sigma (σ or Σ).
In Figure
3*
the sigma value is 0.02. This
means that 68% of the values will have a devi-
ation of ±0.02, 95% a deviation of ±0.04 (2 σ),
and 99.7% a deviation of ±0.06 (3 σ). Control
limits should be 3 σ or larger in order for the
process to consistently and reliably produce
the target value.
In the example shown in Figure
3*
, the
histogram shows that for a specification or
tolerance of 0.06 or greater, the process
would be capable of producing acceptable
product. For a tighter tolerance, the process
is not capable of reliably producing accept-
able results.
For more information on histograms, refer
to Appendix B.
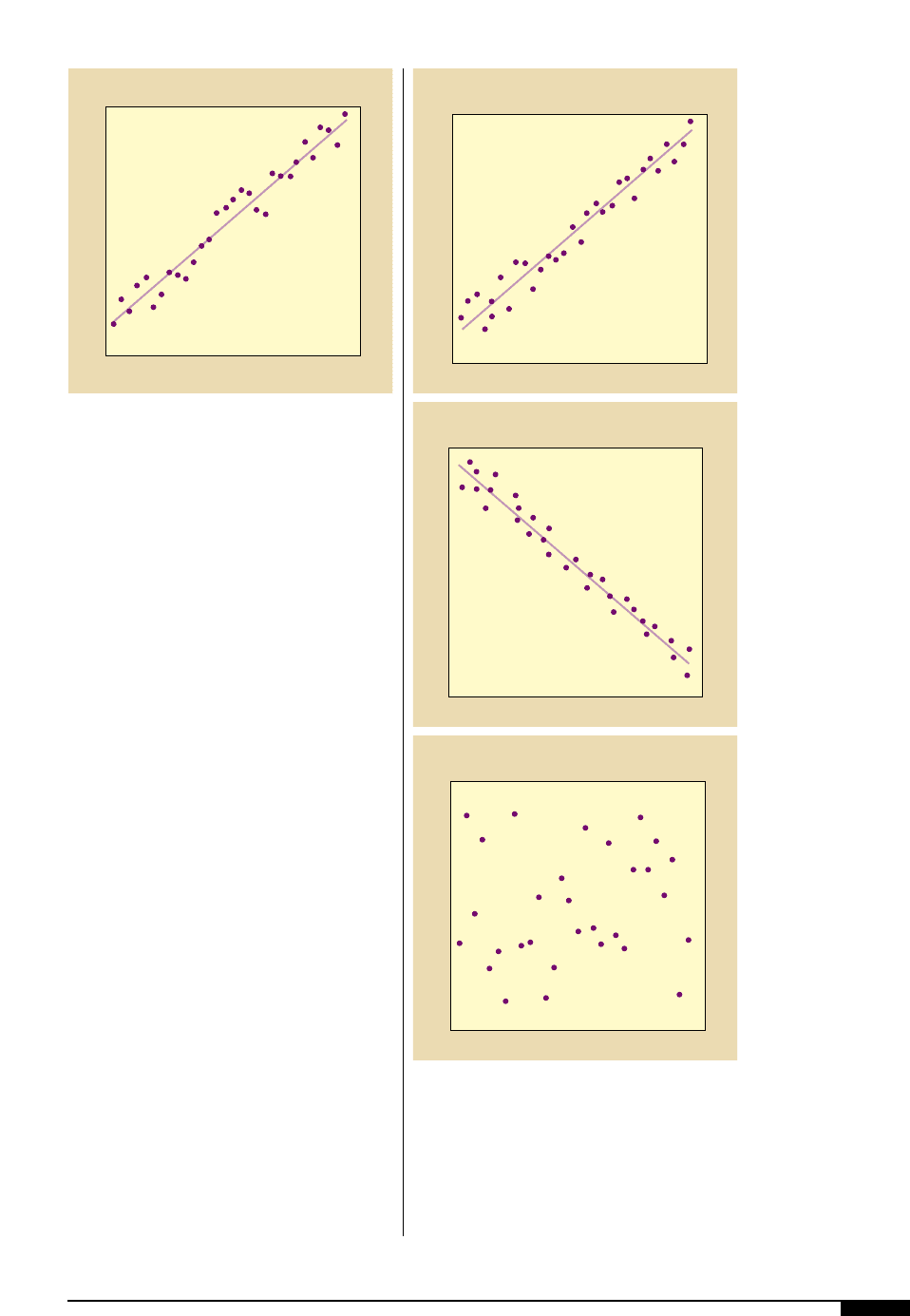
SCATTER DIAGRAMS
Scatter diagrams are tools used for deter-
mining how important the cause and effect
relationship is between two variables. This
method could be used for testing out such
hypotheses as “Running the press faster
causes more spoilage,” “Customer turnover
is lower when jobs are delivered on time,” or
“Thicker ink films cause higher dot gain”
(Figure
3(
). While these statements may be
intuitively appealing, it is hard to know how
important press speed, on-time delivery or
ink film thickness are without collecting
data. A scatter diagram can be used for show-
ing the correlation (Figures
4)
,
4!
and
4@
).
QUALITY CONTROL 105
3(
Scatter diagram of dot
gain vs. film thickness.
4)
Scatter diagram showing
positive correlation.
4!
Scatter diagram showing
negative correlation.
4@
Scatter diagram showing
no correlation.
Film Thickness
Dot Gain
3(
Effect
Cause
Positive Correlation
4)
Effect
Cause
Negative Correlation
4!
Effect
Cause
No Correlation
4@
106 FLEXOGRAPHY: PRINCIPLES & PRACTICES
T
he pursuit of quality is an ongo-
ing process. Using SPC tools the
process should be monitored
and corrected as required. A
good way to do this is to include
a control target, as shown in
Figure
4#
, on every job. If the job precludes
this target, at the very minimum a run target
should be included in the live area of the job
(Figure
4$
).
The control target allows continual inspec-
tion and measurement of key quality para-
meters of the process. These parameters can
then be charted to make sure the process
stays in control. The flexo printer should
have in house standards which are used to
control the process. These standards may be
industry guidelines, such as FIRST, or stan-
dards specific to the printer. The standards
need to be understood and communicated to
the entire organization, including suppliers
and customers.
VISUAL INSPECTION
A number of quality characteristics can be
checked visually. These include slur, regis-
tration, trap, gray balance and color. Some
of these characteristics can also be mea-
sured and quantified, but a visual check is a
quick verification that the process is still
under control.
• Registration can easily be measured
through visual inspection. Accuracy for
this measurement can be greatly in-
creased with the use of a magnifying
glass. A 12x or greater power device is
very effective. Register marks can be
designed that visually assist in determin-
ing how far out of register the colors are
from each other.
• Slur targets will assist the press operator
in visually determining the accuracy of
the impression and anilox pressure set-
tings. These targets can also assist in
determining worn gears, out of round
Elements of Process
Control in Flexography
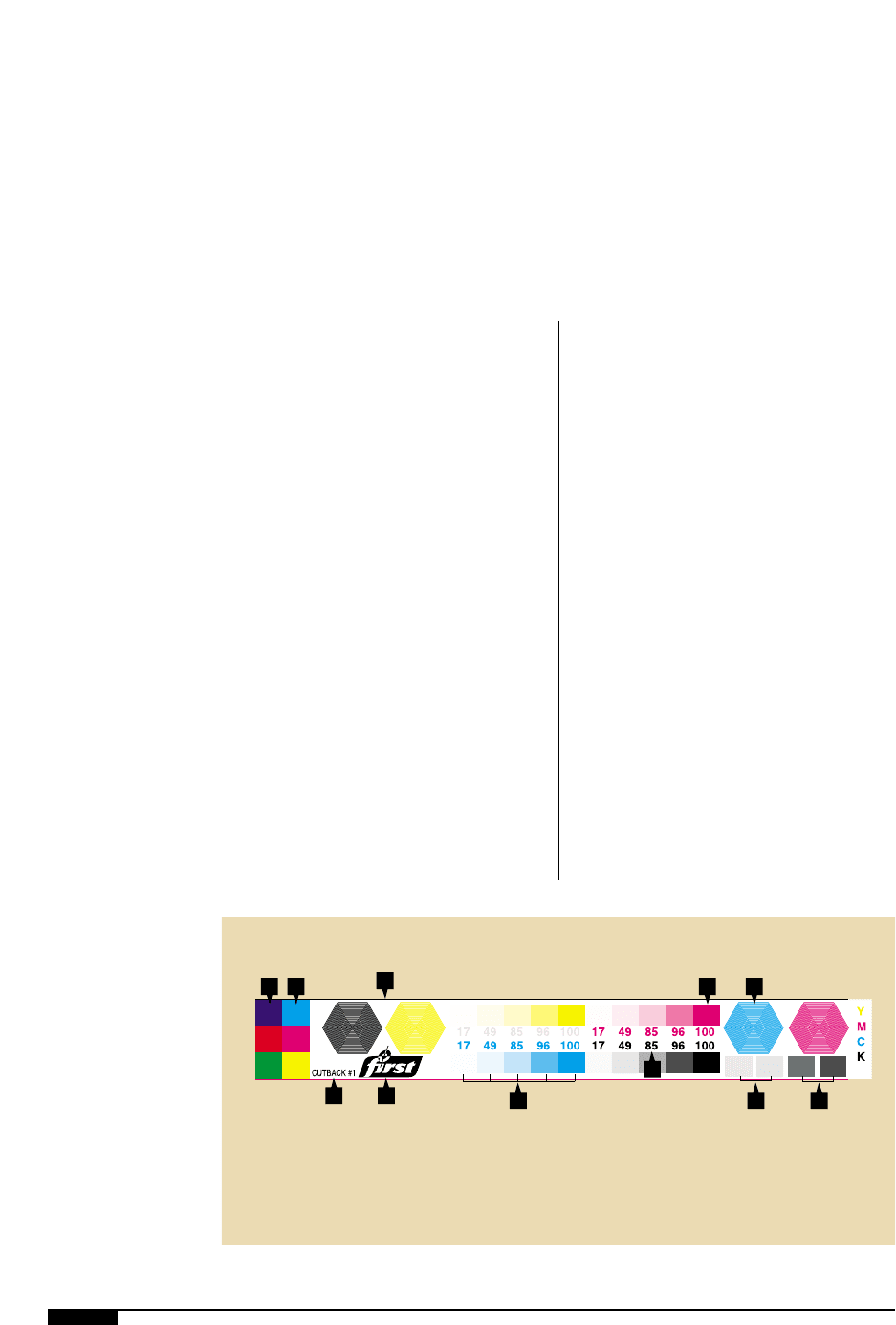
4# A control target is an
excellent means of
monitoring a process.
A simple control target
is shown here. This is
the FTA control target,
adapted from the 1997
FIRST Standards.
B D E
C
A
F G
H J K
I
A Ink Trap Patch
B Solid Process Patches
C Exposure Guide
D Solid Density Patches
E Slur Patch
F Reference Code
G First Logo
H Tonal Scale
I Dot Gain Values
J Highlight Grey Balance
K Shadow Grey Balance
Three
Color
Black
Only
Three
Color
Black
Only
4#
Adapted from FIRST, 1998