FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.

66 FLEXOGRAPHY: PRINCIPLES & PRACTICES
(e.g., white or yellow). In addition to
light backgrounds, “reddish” colors may
also be used.
4. In many cases the symbol background is
not printed. It is the color of the substrate
being printed (see Substrate Significance
below). If the symbol background is
printed beneath the bars, the background
should be printed as a solid color or in
multiple layers of solid color coverage to
increase the background opacity.
In many cases the designer can be
involved in the specification of the printing
material characteristics such as matte, gloss,
color or texture. The printer may submit
sample materials for evaluation and/or
approval. Whenever these decisions are
made, it is important to consider the effect
on the scannability of the bar codes. Such
considerations as how an overprinted var-
nish or laminate will affect the symbol, as
well as how the use of fluorescent, metallic,
transparent or translucent materials might
reduce the symbol contrast of the bar code,
should be a priority.
SUBSTRATE SIGNIFICANCE
Some bar code symbols, such as Inter-
leaved 2-of-5 (ITF), are typically printed
directly on linerboard. Because of a lack of
contrast, symbols printed on substrates such
as natural kraft linerboard are more difficult
to scan than symbols printed on mottled
white linerboard, full bleached linerboard or
white paper labels. For this reason, the best
scanning results are often achieved by print-
ing bars with opaque black, dark blue or dark
green inks with uniform coverage. Table 12
lists the Fibre Box Association’s recom-
mended Edition VIII GCMI colors for ITF
symbols on natural kraft substrates.
21
LOCATION, LOCATION, LOCATION
There are actually two primary considera-
tions when determining symbol location.
The first is the symbol placement on the
design and the second is the symbol orienta-
tion (rotation) relative to the press-web
direction.
When assigning the placement for the sym-
bol, a designer should consult the appropri-
ate application standards governing its use.
Among the typical concerns are repeatable
placement guidelines for specific packaging
types (for human-factor considerations),
adequate space for quiet zones, specific gov-
ernment labeling requirements, and the
physical layout of the package itself. A pack-
aging engineer should be consulted to make
sure the symbol will not be obscured or
damaged during production, (e.g., over a
carton edge, beneath a carton fold, beneath
a package flap, or covered by another pack-
aging layer).
Once the proper placement is determined,
the printing company should be consulted
Table 12
Recommended GCMI colors for natural kraft
substrate.
CODE COLOR CODE COLOR
3213 Aqua 3086 Blue
90 Black 52 Brown**
30 Blue 523 Brown
31 Blue 20 Green
32 Blue 21 Green
33 Blue 22 Green**
38 Blue 24 Green
39 Blue 25 Green
300 Blue 29 Green
387 Blue 2008 Green
394 Blue 2014 Green**
* Now GPI (Glass Packaging Institute)
** Least desirable of the recommended colors
FBA EDITION VIII GCMI* COLORS
21
From Fibre Box Association (FBA) Guideline for Direct Contact Printing of Bar
Code Symbols on Corrugated. Reprinted here with permission from the FBA.
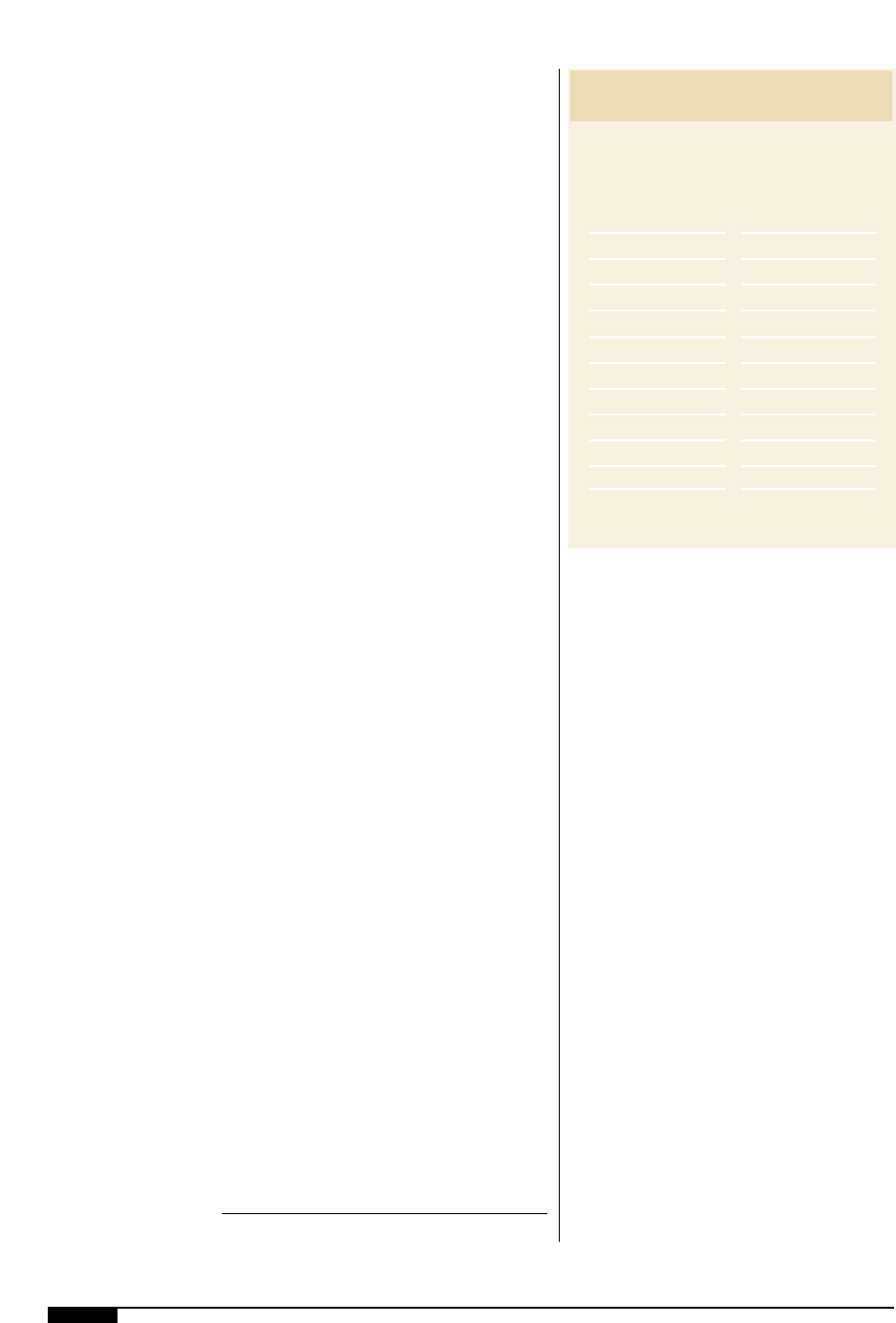
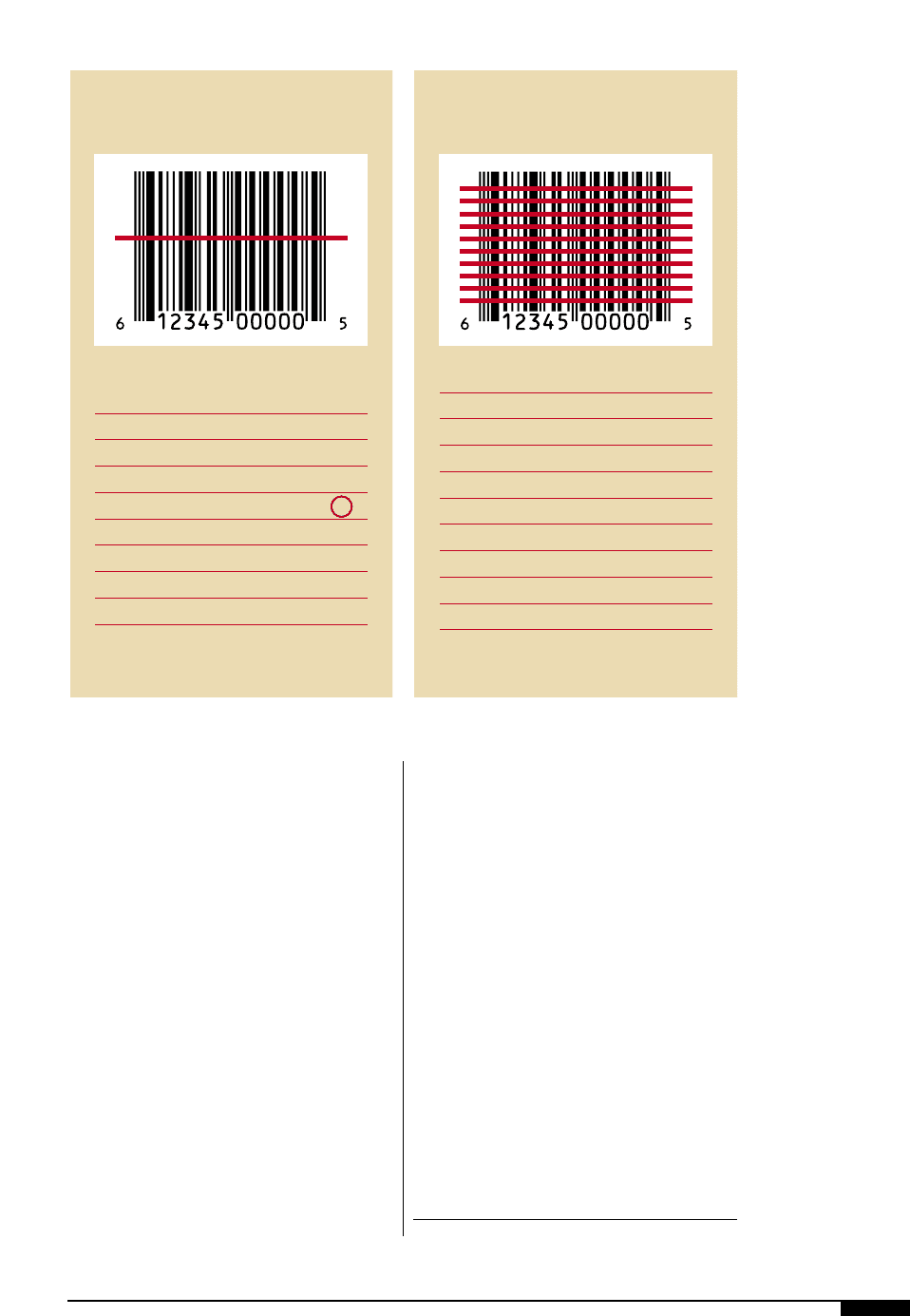
before assigning the symbol rotation. When
using flexographic printing, the bars should
run parallel to the press web direction,
whenever possible. This is shown as a pick-
et-fence orientation (Figure
1&
). If the bars
are required to run perpendicular to the
press direction (ladder orientation), distor-
tion of the symbol to account for the plate-
roll circumference should be avoided. This
lack of distortion will alter the overall width
of the symbol, but will provide dimensional
integrity by avoiding rounding errors. The
bar code design software may account for
the “distortion” input variable in the design
stage, (refer to UCC Guidelines for
Providers of EAN/UPC Symbol Design
Software, Section 1.8.4). If it does, the pro-
cedures given by the software provider
should be followed. If the software does not
account for distortion when the symbol is
created and distortion is unavoidable, out-
putting the film at higher resolutions (e.g.,
4000 dpi) is advised to avoid reintroducing
rounding errors.
To specify the proper placement and orien-
tation of the bar code on the design, an FPO
(For Position Only) symbol should be used
(Figure
1*
). This symbol should be clearly
labeled “FPO” so that it is understood to indi-
cate size, color, orientation and placement
only, and that it may not be encoded properly
or produced at the specified resolution.
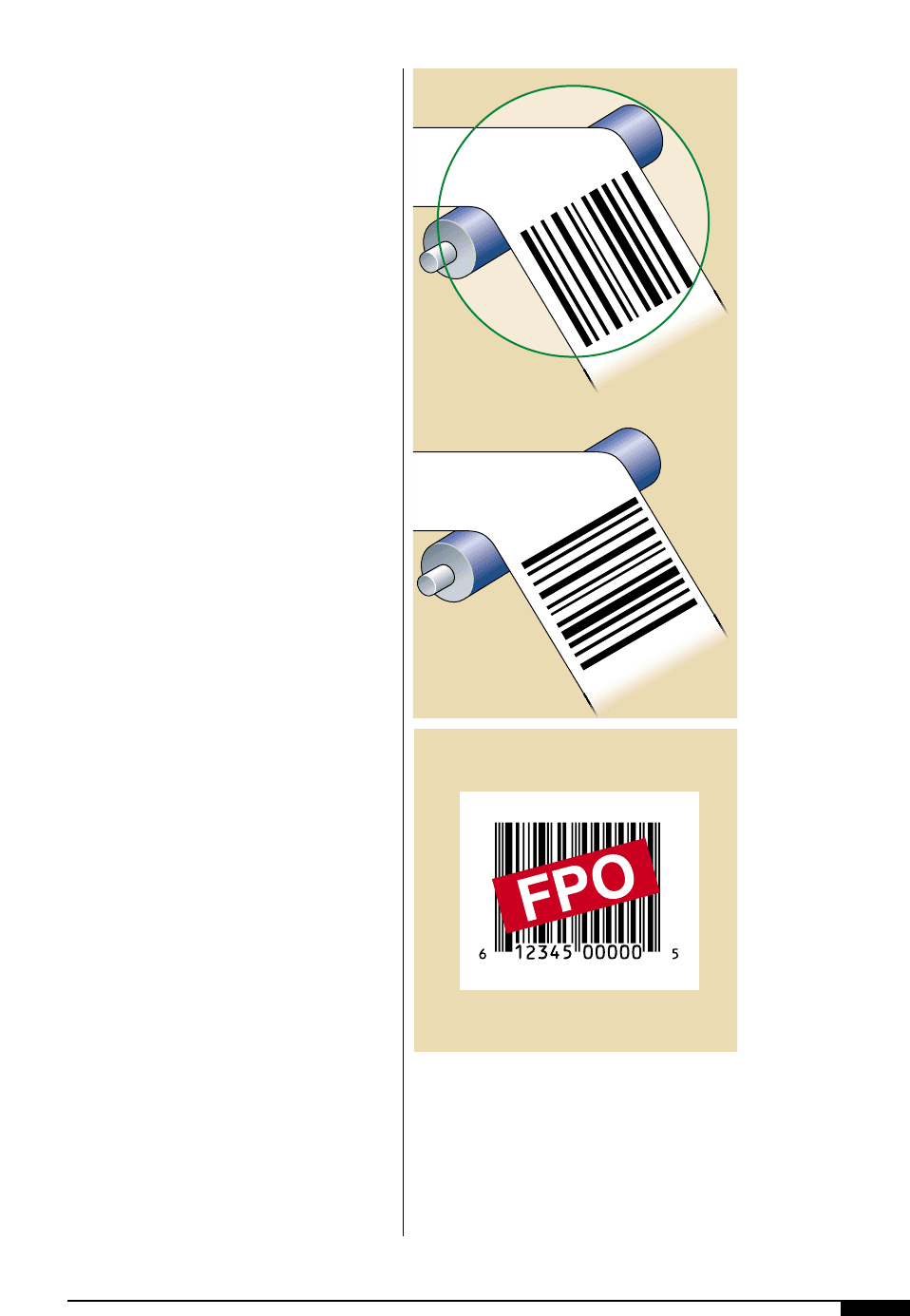
FILM MASTERS
Many flexographic printers require precise
bar code film artwork, called a film master, to
manufacture printing plates for bar codes
(Figure
1(
). Essentially a film master is an
extremely accurate photo-representation of a
bar code, in either positive or negative film.
The super-accuracy of film masters cannot be
duplicated by the typical photo processes
available to most printers, so a reliable film
master producer must be used. This is per-
haps the most essential step a printer can
take. Film master tolerances are strictly con-
trolled and, in the case of most UCC/EAN
symbols, are often less than ± 0.0002" (0.0051
mm) for bar and space widths. Tolerances for
these symbols are set by the UCC in the U.P.C.
BAR CODES 67
1&
Whenever possible,
flexographers should
opt for the picket-fence
placement, which
means the bars are
running
parallel to the web
direction.
1*
An FPO label denotes
that the bar code
shown is only intended
to indicate orientation,
size, color, etc.; it is not
to be printed.
Picket Fence
Ladder
1&
1*
68 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Film Master Verification Manual (for U.P.C.
symbols) and the ANSI/UCC6 – Application
Standard for Shipping Container Codes (for
ITF symbols and UCC/EAN-128 symbols used
as shipping container codes).
Certain parameters are vital in the projec-
tion and use of Film Masters. Designers and
printers should note that the following items
should appear on the Film Master:
• magnification factor;
• selected bar-width reduction;
• product identification, including com-
pany name, in English language;
• an optional test square (outside the
symbol area) for emulsion studies (this
should be incorporated in the film, not
affixed on a separate label);
• printing process for which the film mas-
ter is intended (i.e., flexo);
• identification of Film Master supplier;
and
• date of film master manufacture.
DIGITAL BAR CODE CAUTIONS
Today it is becoming more common for
bar code designers to design and store their
bar codes in a digitized format. Many good
bar code design software packages exist for
this purpose. However, there is an important
word of caution. If the digital bar code is
used in replacement of a film master, great
care must be taken to insure that all final
specifications will be met in the printing
process. This includes sufficient room for
the established quiet zones around the sym-
bol, an accurate bar-width reduction (BWR),
a correctly calculated check digit, the prop-
er magnification within symbol tolerance,
and the corrected imaging resolution.
Specifying the addressable imaging resolu-
tion for bar code symbol output is critical to
providing proper dimensions for the bars
and spaces. This is because a bar code,
unlike typical graphic images, is machine-
readable based on predictable decoding for-
mulas. If it is not designed (encoded) with
corrections to the target size based on the
addressable imaging resolution, rounding
errors will occur in most cases.
When the print buyer provides a target size
(magnification or X-dimension) for the sym-
bol to the design or printer, a new size should
be provided by the bar code design software
to “correct symbol dimensions” for the
imagesetter resolution specified. This
process is called “corrected magnification” or
“corrected size” when applied to the original
bar and space widths and “corrected BWR”
when applied to the amount of target BWR.
For example, if an EAN/UPC bar code
with a target X-dimension of 0.0130" mea-
sures 16.5 dots wide based on a 1270 dpi
imagesetter resolution, the symbol size is
1( A bar code film
master is a precise
photo-representation
of a bar code in film.
Its use ensures accurate
reproduction of the bar
code.
SAMPLE FILM MASTER
(WITH EXAMPLE OF SUGGESTED COPY)
Test
Square
(Optional)
1) Magnification Factor 1.20
2) Selected Bar Width Reduction 0.003"
3) 16-oz. Green Beans
Valley Bean Company
4) Test Square
(optional, used for emulsion studies)
5) Printing Process - Litho
6) ABC Film Master Company
7) Date 6/85
4)
1(

corrected by truncating the 16.5 dot symbol
module to 16 dots wide (an integer number)
consistently across all symbol modules. The
width of the dot (0.000787") multiplied by 16,
gives the “corrected” symbol module width
of 0.0126" (96.9% of 0.0130"), instead of the
target width of 0.0130" (Figure
2)
).
Correcting symbol dimensions slightly to
accommodate the addressable output reso-
lution of the imagesetter is far more impor-
tant to bar code scanning performance than
creating a symbol with any specific size.
Because of this, production-ready symbols
should be designed only when output resolu-
tion is known, and digital bar code files
should only be resized using the bar code
design software package that originated
them. Another designer should not alter these
specifications at any later stage within anoth-
er illustration or page-layout software pro-
gram. The digital bar code file should also be
linked to the output resolution attribute in
some way to assure the symbol is output at
the resolution specified when it was created.
And finally, using the resizing tool on bar
codes within an illustration or page layout
software package is strongly discouraged, as
the resulting symbol may not scan.
BAR CODES 69
2)
Correcting bar code
dimensions for output
resolution through a bar
code design software
program.
Symbol Magnification
Enter Target Magnification:
Enter Imaging Resolution:
“Corrected” Magnification:
100%
1270 dpi
96.9%
OK
2)
70 FLEXOGRAPHY: PRINCIPLES & PRACTICES
for Direct Contact Printing Bar Code Symbols
on Corrugated, available from the Fibre Box
Association.
22
In general, the guideline pro-
vides recommendation for the purchase of bar
code printing plates, a brief discussion and
recommendation of inks in GCMI colors, and
a section on production practices.
VERIFICATION AND MAKING
THE GRADE
It can’t be stated any clearer: bar codes
either scan within tolerance or they don’t.
That means it is worth the investment in time
and resources to insure that the quality goes in
before the bar code goes on. And that, in turn,
means that every flexographic printer printing
bar codes should consider migrating to a
properly calibrated ANSI/UCC5-based verifier
Bar Codes
in the Pressroom
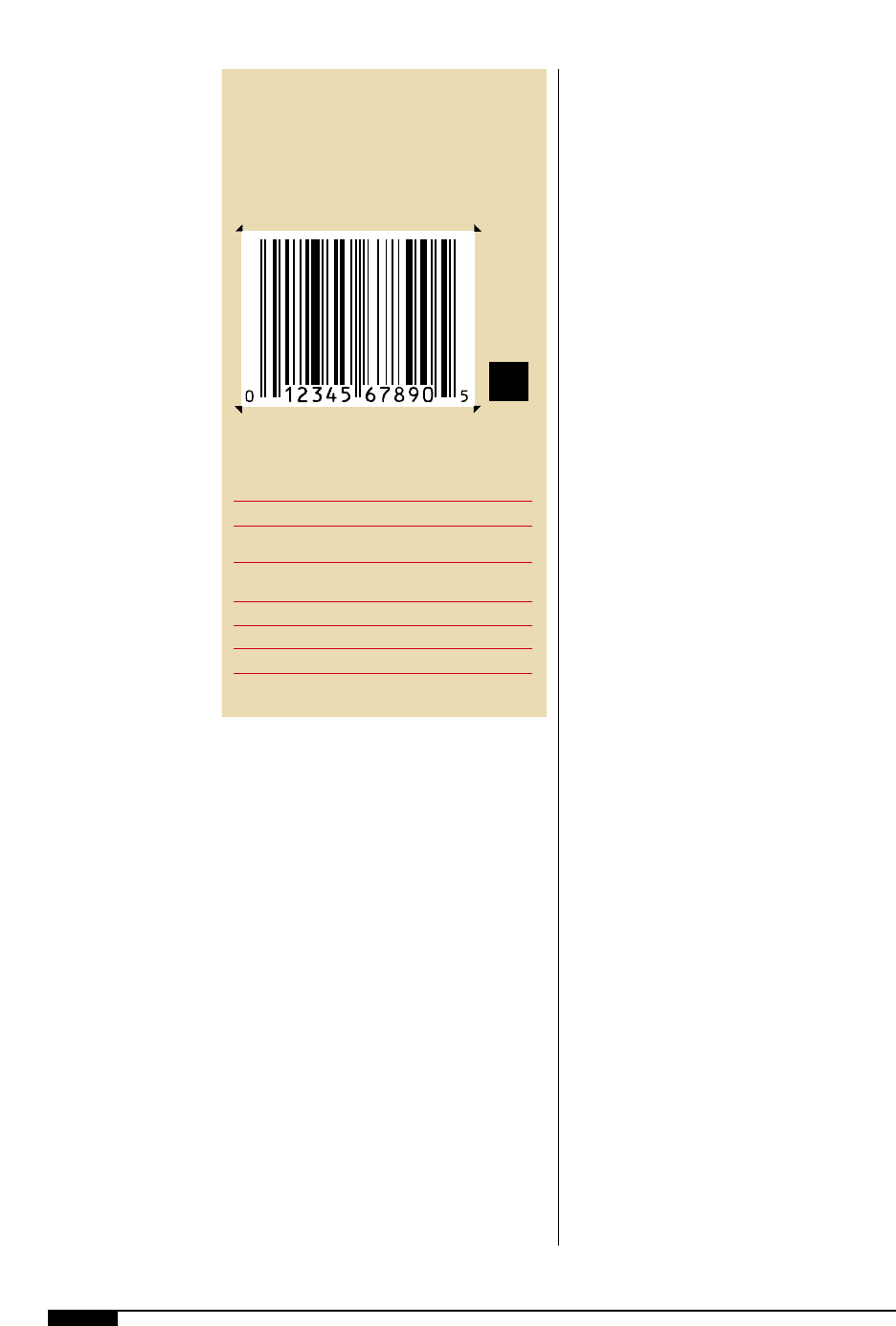
2!
Scan Reflectance Profile
(SRP) is generated by a
single scan by a verifier.
T
he production process begins
with the receipt of a work order
that includes a bar code. The
first thing that must be done is
to compare the bar code num-
bers on the work order against
the numbers beneath every symbol on the
plate. It should never be assumed that every
number on the plate will be the same. Also,
the plate should be checked for defects such
as nicks, plugs, buckles or tears. If an error
or defect is discovered in the plate, it should
be quarantined or destroyed according to
company procedures. The numbers beneath
a bar code symbol should never be revised
by cutting or otherwise altering the plate.
A CORRUGATED TIP
When printing directly on a corrugated sub-
strate, an excellent resource is the Guideline
Quiet
Zone
Quiet
Zone
Spaces
Bars
Reflectance
100%
0%
2!
22
See Resources at the end of this chapter for contact information.
to bring their quality assurance program into
alignment with the direction of the future.
Following the direct visual inspection of
the plate, it is recommended that the printer
test for an acceptable ANSI symbol grade in
the first piece approval process. There are
two types of ANSI grades. A scan profile
grade results from analyzing an SRP (scan
reflectance profile) obtained from a single
scan of a bar code by a verifier (Figure
2!
).
In Figure
2@
, each scan profile grade is
established by taking the lowest of eight
parameter scores (or nine if a quiet zone
measurement is included as for the UCC/
EAN). Table 13 lists the details of these para-
meters.
An ANSI symbol grade (Figure
2#
) is
determined by analyzing the results of 10
scan profile grades taken at equally spaced
intervals down the symbol and averaging
them together for one grade.
For further details on this ANSI-based ver-
ification, refer to
23
:
AIM USA: A Laymen’s Guide to ANSI Print
Quality.
ANSI: ANSI X3.182 Bar Code Print Quality
Guideline.
UCC: Technical Bulletin #1 – Understanding
UCC Specified Methods for Assessing
EAN/UPC Quality, ANSI/UCC5 – Quality
Specification for the U.P.C. Printed Symbol,
or Guidelines for Producing Quality Symbols.
ANSI grades should always be specified by
the print buyer with three key pieces of
information – the minimum ANSI grade
BAR CODES 71
2@
The scan profile grade
is determined by
selecting the lowest of
the parameter scores
generated in the SRP. In
this case, the scan
profile grade is a C.
2#
By averaging 10 scan
profile grades, an ANSI
symbol grade can be
calculated.
Edge Determination Pass = A
Minimum Reflectance 3% = A
Symbol Contrast 70% = A
Edge Contrast 47% = A
Modulation 55% = C
Defects 17% = B
Decode Pass = A
Decodability 60% = B
Quiet Zones Pass = A
2@
23
See Resources at the end of this chapter for contact information.
Scan Grade 1 B = 3.0
Scan Grade 2 C = 2.0
Scan Grade 3 C = 2.0
Scan Grade 4 B = 3.0
Scan Grade 5 B = 3.0
Scan Grade 6 B = 3.0
Scan Grade 7 C = 2.0
Scan Grade 8 B = 3.0
Scan Grade 9 A = 4.0
Scan Grade 10 B = 3.0
Average Grade 2.8 or B
2#
72 FLEXOGRAPHY: PRINCIPLES & PRACTICES
(specified as a grade point average), the ver-
ifier aperture to be used, and the verifier
wavelength to be used. For example, all
EAN/UPC symbols should receive a passing
ANSI symbol grade of “1.5” (C grade) or bet-
ter when using a verifier with the 0.006"
aperture and a wavelength of 670 nanome-
ters ±10. This would be specified as
1.5/06/670 on a purchase order.
It should be noted that the UCC makes one
exception for its symbols in regard to the min-
imum “C” grade. This exception is for ITF
symbols directly printed on corrugated. For
the ITF symbol (which is never expected to be
scanned in a retail checkout lane), a minimum
grade of “D” is permitted due to the capabili-
ties of industrial scanners which are used in a
distribution or logistics scanning environment
and ITF’s simple encodation characteristics.
Flexo printers will find an excellent document
on quality control for printing ITF symbols on
corrugated in the previously mentioned
Guideline for Direct Contact Printing of Bar
Code Symbols on Corrugated.
Although it may not be possible for all
packaging materials or printing processes,
the ANSI grade minimum specified by the
application standard should be exceeded by
one letter grade at the end of the printing
process wherever possible. Bettering the
grade at the time of printing can be helpful
in overcoming any symbol quality lost due
to the packaging, labeling or distribution
process of the final, filled product.
When analyzing symbol quality on trans-
parent or translucent substrates, the final
product should be simulated as clearly as
possible. For example, when printing a
Table 13
1. EDGE DETERMINATION
Counts the number of crossings over the
global threshold of the scan-reflective profile
to verify whether the number obtained con-
forms to a legitimate bar code symbology.
2.MINIMUM REFLECTANCE
Measures whether the reflectance value of at
least one bar is, at most, equal to or less then
half of the highest reflectance value for a
space.
3.SYMBOL CONTRAST
Measures the difference between the largest
and smallest reflectance values in a scan.
4.MINIMUM EDGE CONTRAST
Measures the smallest value for edge contrast
in a scan reflectance profile between a bar and
adjoining space.
5.MODULATION
Measures the way a scanner sees narrow
spaces or bars in relation to wider spaces or
bars.
6.DEFECTS
Measures the voids present within the bars
and the spots present within the spaces or
bars.
7.DECODE
Applies specific rules to the bars and spaces
of EAN/UPC symbols to decode them into a
series of digits and guard bars. The
ANSI/UCC5 based verifier passes the symbol
for decode when it is able to decode the
EAN/UPC symbol including its guard patterns,
and the check digit is consistent with the other
digits.
8.DECODABILITY
Measures how close the scan reflectance pro-
file of the printed symbol is to approaching
decode failure.
9.QUIET ZONES
An area of free printing which precedes the
leftmost bar and follows the rightmost bar in a
UCC/EAN symbol.
ANSI SCAN-REFLECTIVE PROFILE PARAMETERS

white EAN/UPC symbol background on a
clear plastic bag, try to find out what the bag
will be filled with in the packaging process.
If it is white notebook paper this could actu-
ally boost the white background, but if it is
black jellybeans the white may appear gray
to a scanner. If simulating the package is
impractical, the printed symbol should be
verified twice, once by laying the symbol
over a black background and next over a
white background. The worst of the two
ANSI symbol grades should simulate the
worst case scenario.
VERIFYING THE VERIFIER
It is important to emphasize the importance
of working with a properly calibrated verifier.
ANSI-based verification instruments are an
important tool in the assessment of quality
symbols, but their performance is only bene-
ficial when they are calibrated and used
according to manufacturer’s recommenda-
tions. Before the UCC released the new spec-
ification for assessing printed UPC bar code
quality (ANSI/UCC5 – Quality Specification
for the UPC Printed Symbol), they developed
a mechanism for everyone in the supply chain
to use to “verify their verifier.” The Calibrated
Conformance Standard Test Card for EAN/
UPC Symbol Verifiers is a physical set of
EAN/UPC symbols designed to test particular
characteristics of ANSI/ UCC5 based verifica-
tion equipment (Figure
2$
).
The standards are manufactured on spe-
cial materials and are made traceable to
NIST (National Institute of Standards and
Technology). This traceability is facilitated
through a custom-designed piece of hard-
ware (nicknamed “the Judge”) and has been
engineered to measure the various attributes
outlined in ANSI X3.182, published in 1990,
and ANSI/UCC5, published in 1994. The
Judge has also been made traceable to NIST.
The idea behind the standard is to test, on
a regular basis, if the verification equipment
is operating within the range of tolerance for
ANSI measurements as published by the ver-
ifier manufacturer. The test cards are espe-
cially important in heavy use applications,
where various operators may be involved, or
where a new user is learning to use the veri-
fier properly and needs a control target.
Verifier operators, on a routine basis set by
company procedures, should scan each of
the symbols on the standard to determine if
the verifier device is providing the values
listed on the test card. If it is not, they should
work with the verifier manufacturer to
determine if they are using the equipment
properly or if the unit is not calibrated.
ROLL WITH THE FLOW
During the production run, maintaining a
clean transfer of ink, proper bar widths and
consistent symbol colors are critical to
BAR CODES 73
2$
The Calibrated
Conformance Standard
for EAN/UPC symbol
verifiers is designed to
test particular character-
istics of ANSI/UCC5-
based verification
equipment.
2$

74 FLEXOGRAPHY: PRINCIPLES & PRACTICES
repeatable symbol quality. Flexographic
printers should consider these factors when
making press adjustments and follow com-
pany procedures on production sampling.
Even if the plate passes inspection, produc-
tion defects are common during the press
run. These would be categorized as voids in
bars, spots in the bar code spaces or quiet
zones. Defects can be caused by factors such
as cleaning the plate during the run, debris
being caught in an ink cell or under a doctor
blade, or the plate being damaged. If the
defect is temporary and correctable it may be
decided to flag the affected portion and con-
tinue production. If the defect cannot be cor-
rected, the company’s procedures to make a
go or no-go decision should be used.
If prepress has made the proper BWR based
on a contemporary press characterization, the
symbol bars should remain within the speci-
fied width throughout the run. This relation-
ship between the BWR in prepress is critical
to quality symbol production. If the press
characterization analysis is correct, a symbol
of adequate size and bar width reduction is
made ready for the range of print gain experi-
enced on the press. If the BWR and minimum
size are correct based on prior experience and
there is still poor symbol quality, there may be
a problem with press factors such as press set-
tings, ink metering, mounting material thick-
ness for the plate, cylinder tolerance or press
maintenance. The substrate may also be eval-
uated if it differs fundamentally from the one
used in the characterization process. When-
ever a significant variable from the original
characterization is introduced, a new charac-
terization may be warranted.
When it comes to symbol color, it is under-
stood that colors will vary somewhat
throughout the run. This is due to changes in
ink viscosity, press speed, drying tempera-
ture, ink chemistry and other factors.
However, significant color changes should
be controlled and avoided throughout the
run. It is wise to develop an acceptable range
for the bar color and space (background)
colors for major substrates. This will avoid
beginning the production process with a
symbol of marginal contrast (which will pro-
duce material outside of specification with
any process variation).
Finally, bar code symbols with different
numbers should not be mixed on a roll or in
a box unless specified by the customer or
company procedures. When bar code sym-
bols are produced via a flexographic plate,
they will almost never be printed sequential-
ly. If batches of symbols become mixed on a
printed roll they might be used on the wrong
product, package or coupon when automati-
cally packaged or applied downstream.
Unless otherwise specified, it is wise to sep-
arate symbols with different numbers into
batches as they are produced and later when
they are packaged and shipped. If the batch-
es are of a size that prohibits separating
them, company procedures should be fol-
lowed to carefully identify each batch.
RAISING THE BAR
Flexographic printers have consistently
“raised the bar” in the production of quality
bar codes. From the very beginnings over 25
years ago, bar code users have looked to
flexography for solutions that provide the
essential identification and tracking aspects
of bar code symbols on large volumes of
products, packages and containers. Today,
backed by an arsenal of new tools and tech-
nologies, flexographic printers are produc-
ing the highest quality bar codes in their his-
tory. Organizations such as the Uniform
Code Council, the Fibre Box Association,
AIM USA and the FTA are dedicated to rais-
ing these quality achievements to an even
higher level. With a sense of partnership and
a fundamental understanding of the underly-
ing technology, flexography and bar codes
will continue to improve their symbiotic
relationship for decades to come.
BAR CODES 75
Resources
ADDRESSES OF ORGANIZATIONS MENTIONED IN THIS CHAPTER
(Valid as of PublicationDate)
ORGANIZATION TELEPHONE FAX WEBSITE
AIM-USA (Automatic Identification Manufacturers)
634 Alpha Drive
Pittsburgh, PA 15238 (412) 963-8588 (412) 963-8753 www.aimusa.org
ANSI (American National Standards Institute)
11 West 42nd Street
New York, NY 10036 (212) 642-4900 (212) 302-1286 www.ansi.org
EAN International
Rue Royal, 145, B-1000
Brussels, Belgium 32-2-227-1020 32-2-227-1021 www.ean.be
ECCC (Electronic Commerce Council of Canada)
885 Don Mills Road, Suite 301,
Don Mills, Ontario
Canada M3C 1V9 (416) 510-8039 (416) 510-8043 www.eeec.org
FBA (Fibre Box Association)
2850 Golf Road, Suite 412,
Rolling Meadows, IL 60008 (847) 364-9600 (847) 364-9639
UCC (Uniform Code Council)
7887 Washington Village Drive, Suite 300
Dayton, OH 45459 (937) 435-3870 (937) 435-7317 www.uc-council.org