FTA (изд-во). Flexography: Principles And Practices. Vol.1-6
Подождите немного. Документ загружается.


PLATES 5
Plate Classes
F
lexographic printing plates are
divided into two broad classes:
rubber and photopolymer. The
oldest technology is that of hand-
engraved rubber plates, followed
by molded-rubber plates. The
photopolymer plate, in its sheet and liquid
forms, represents a major step forward in the
industry and is the dominant technology in
use today.
HAND-ENGRAVED
RUBBER PLATES
Long before the introduction of molded-
rubber and photopolymer plates, there were
hand-engraved rubber plates. These plates
have limited use today in printing large,
point-of-purchase displays, in applications
requiring very large printing blankets for
solid-color printing, or in the application of
coatings. The material is supplied as a cured-
rubber sheet, either natural or synthetic. It is
usually of a soft durometer and comes in
large rolls roughly 4' wide by 10' long.
Instead of using a film negative for plate-
making, a full-size mechanical tracing is made
for each of the colors to be printed. Each trac-
ing is then “rubbed off” or transferred to the
rubber-engraving material by using a transfer
solution, allowing the pencil tracing lines on
the layout to be tattooed on the surface of the
rubber. If compensation for plate stretch is
required, the rubber material is secured to the
appropriately sized curved cylinder and the
tracing is transferred in the curve.
When the tracing has been transferred, a
skilled engraver cuts the traced image by
hand-ensuring an accurate depth of cut, as
well as the proper shoulders and bevels. The
finished product is a printing plate that is
ready to be mounted and go onto the press.
In some applications, hand-engraved plates
are the quickest, most economical method
of producing flexographic printing plates.
Table 1 summarizes the advantages and dis-
advantages of hand-engraved plates.
Table 1
ADVANTAGES
■ Plates can be used for very large areas of
print
■ Plates do not require metal or photopoly-
mer engraving
■ Plates are ready to use after being cut
DISADVANTAGES
■ Layout and cutting are hard work
■ Size and intricacy of the characters cut
are limited
■ Plate life is not as long as with molded or
photopolymer plates
■ The engraved image may not have the
same accuracy as that of a molded or
photopolymer plate
HAND-ENGRAVED PLATES
6 FLEXOGRAPHY: PRINCIPLES & PRACTICES
MOLDED-RUBBER PLATES
Molded-rubber printing plates are flexible,
resilient and have the printing image in
relief. They are duplicated from a mold, or
matrix and made from an original or master
pattern plate carrying the image. The master
pattern may be made of metal, either mag-
nesium or copper, and is produced from the
artwork through a photographic and etching
process. Any number of printing plates may
be made from this mold. The printing plate is
pliable because it is made from a flexible
material, either rubber or a combination of
rubber and plastic. These materials have
excellent ink-transfer characteristics, pos-
sessing both an excellent affinity for a wide
variety of inks and the ability to release the
ink onto many different substrates. The
basic production steps for molded-rubber
plates are listed in Table 2.
Most suppliers of liquid photopolymers
provide materials ranging in durometer from
40 to 60 Shore D, designed to manufacture
masters for molding matrix boards, from
which rubber printing plates are made.
These photopolymer masters are manufac-
tured in the same way as direct-printing
plates. The plate masters for compression
molding, as well as deep-relief powder mold-
ing, can be made from these materials. Most
molding techniques dictate that the pho-
topolymer master be sprayed with a release
agent to prevent sticking to the matrix. Most
standard matrix boards can be used for face
molding or powder molding. Molding proce-
dures are comparable to rubber, except for
the need to minimize pressure to prevent
plate distortion.
PHOTOPOLYMER PLATES
The direct photopolymer plate is one of
the major innovations in modern flexo-
graphic printing. It affords the ability to
transfer an image from a photographic nega-
tive directly onto the surface of the printing
plate, thereby giving excellent image fidelity.
Photopolymers are ultraviolet light-sensi-
tive materials and are used to prepare print-
ing plates for flexography, letterpress and
offset, as well as printing resists and proof-
ing films. Flexographic photopolymer print-
ing plates are similar to molded-rubber
plates in that both are flexible, resilient and
have excellent ink transfer. There are many
systems available for producing photopoly-
mer flexo plates.
Raw materials are available as either vis-
cous liquids, ready to be cast to a desired
thickness, or as preformed solid sheets of an
appropriate thickness. Photopolymer mate-
rials, whether liquid or sheet, are converted
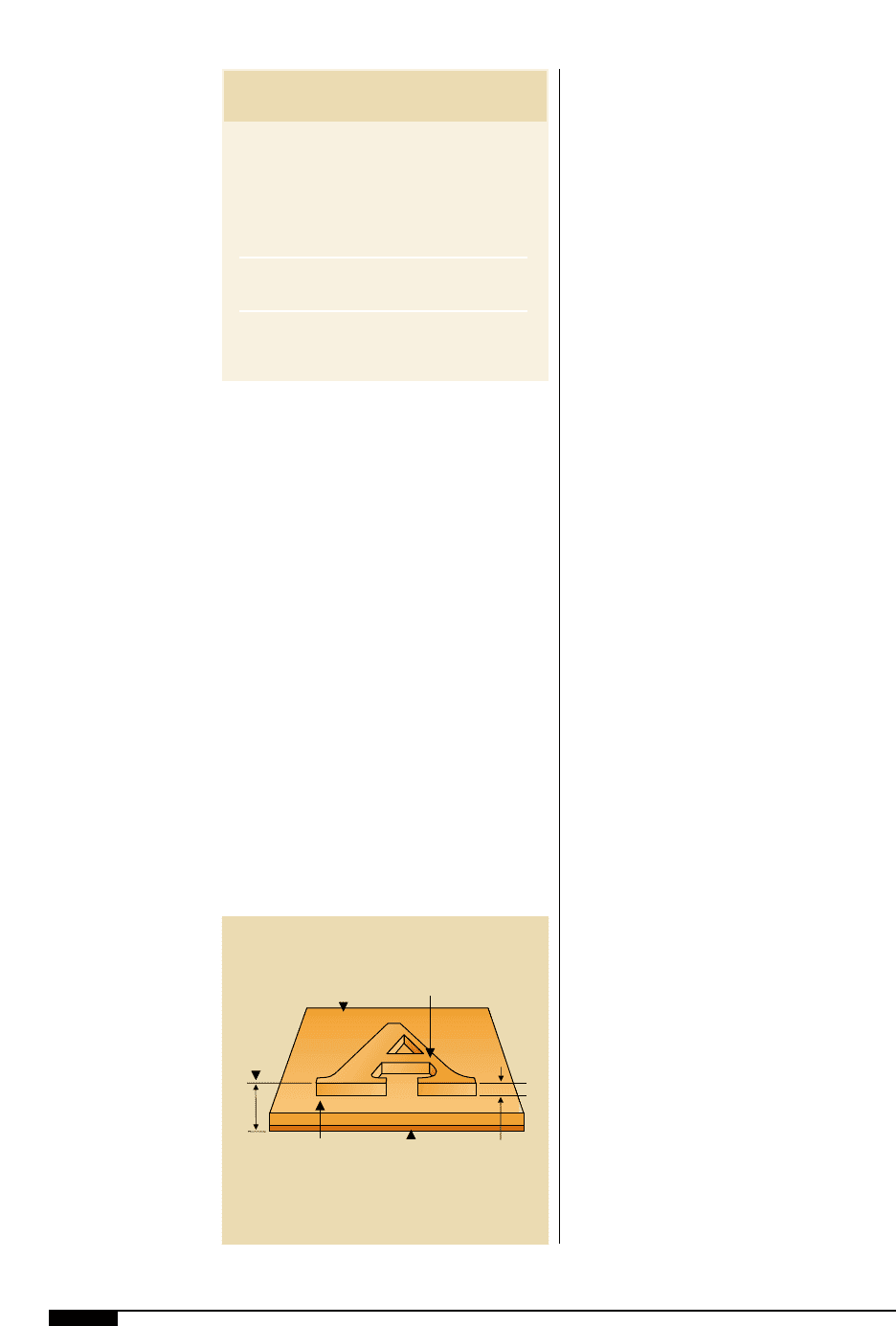
B
The various compo-
nents which make up a
photopolymer plate.
Table 2
1. Create a master pattern by exposure
through a photographic negative,
either acid etching a metal engraving,
or processing a hard-durometer
photopolymer plate by water wash
2. Mold a cavity in a phenolic matrix board
from the master pattern plate
3. Produce the rubber plate by molding from
the cavity in the matrix board
BASICS OF MOLDED-RUBBER
PLATEMAKING
Caliper
Total height
of printing
plate
Image Area
The printable
surface
Floor
The non-
printable area
Shoulder
Support for
the printable
area
Relief
Distance
from floor
to top of
image area
Plate Backing
Material on the
back of the
plate to provide
stability
b
to flexographic printing plates when ex-
posed to ultraviolet light passed through a
photographic negative image of the artwork
to be reproduced. The photopolymer is then
processed to develop the relief image
(Figure
b
). Table 3 outlines the process.
The negative is the single most important
element in photopolymer plate preparation.
It is a selective, light-blocking stencil that
controls image formation during exposure
of the photopolymer plate. In general, the
guidelines are discussed in the film-negative
section of the Photopolymer Plate chapter
apply to all photopolymers. It is important to
check with your plate-material supplier to
determine the correct negative preparation
for your particular platemaking process.
Liquid and Sheet
Photopolymers Compared
The liquid-photopolymer system uses
detergent and water to process the plate.
The solid-plate process generally uses organ-
ic solvents. Some water-wash sheet pho-
topolymer systems use a mild acid or caustic
solution, depending on material type. Drying
time of a water-wash plate is five to 10 min-
utes because only water needs to be
removed from the plate surface. Sheet-plate
systems using solvent wash require addition-
al drying time to remove solvents that have
been absorbed by the photopolymer materi-
al. In liquid-photopolymer platemaking sys-
tems, the exposure unit includes the setting
of plate thickness.
Customized platemaking techniques can
cast and expose varying plate thicknesses.
Sheet photopolymers are available in a range
of predetermined thicknesses. The overall
platemaking time for liquid photopolymer
plates is generally shorter than that for sheet
plates.
Plates for Process Printing
Much has been said about relative differ-
ences between rubber and photopolymer, in
terms of molecular structure, porosity and
ink-transfer capabilities. Either can achieve
outstanding print results. The inherent
dimensional stability of photopolymer and
direct reproduction capabilities have made
photopolymer more popular for printing
sophisticated designs, halftone screens and
process-color images. Tone-reproduction
curves that accurately compensate for
image gain, can be established for each type
of plate, either through characterizing (fin-
gerprinting) the press or other controlled
methods. Different image-compensation
requirements for rubber- and photopolymer-
plate systems tend to rule out using the same
screened, color-separated negatives for both
processes.
All steps of the “rubber” production process
for making plates (i.e., acid etching, matrix
molding, subsequent rubber-plate molding
operations) contribute to dot-percentage
change and affect printed tonal values.
FILM NEGATIVE REQUIREMENTS
Preparation of the film negatives is one of
PLATES 7
Table 3
1. Back-exposure of base to ultraviolet light
to harden (cure) floor and establish relief
depth
2. Face exposure of surface to ultraviolet
light through the negative to harden (cure)
the relief printing image
3. Wash out in appropriate solvent or water
to remove unexposed polymer and leave
printing image in relief
4. Post-exposure to finally cure floor and
character shoulders
5. Drying of the plate either to remove
absorbed solvent and restore gauge thick-
ness, or remove surface water and render
plate pressready
BASICS OF PHOTOPOLYMER
PLATEMAKING
8 FLEXOGRAPHY: PRINCIPLES & PRACTICES
the most crucial operations in the manufac-
ture of relief-image photo engravings and
photopolymer printing plates. Prior to the
introduction of computer graphics, the fin-
ished black-and-white mechanical artwork
was photographed using an engraving cam-
era to produce the platemaking negatives. In
the engraving camera, special lenses were
used to pick up the finest detail, but any
imperfections in the artwork were also
transferred to the negative. Therefore, in
camera-art systems, the artwork was care-
fully inspected to make sure that the image
elements were clean and had sharp line def-
inition before the art reached the camera.
With the advent of computer graphics,
laser-imaged film and automatic film pro-
cessing equipment, reflection-copy imper-
fections have been eliminated. This does not
imply that laser-imaged platemaking films
are perfect. Poorly maintained imagesetters
can produce minute imperfections in the
platemaking films that may escape the
notice of both the artist and platemaker. This
is especially true of films containing halftone
process screens.
After photography or imagesetting, the film
is developed to conform to density specifica-
tions and should be inspected for defects.
Inspection is carried out on a light table. The
light beneath the negative makes any tiny
transparent spots (“pinholes”) or other
imperfections easily detectable. These faults
in the negatives may be corrected by painting
over them with a commercial opaquing solu-
tion. Opaquing should be applied carefully
and with the platemaking process in mind as
each image transfer system may have differ-
ent requirements.
In single-color jobs, only one negative is
produced. For multicolor jobs, a negative for
each color must be made. If preseparated art
is used, each overlay is imaged and a nega-
tive made. With “composite” or “key-line”
artwork, it is necessary to make a composite
negative for each color to be printed. The
color-separation artist then paints out all the
colors but one on each negative, leaving all
details of that one color on its own film. For
example: On a two-color job, say red and
blue, two negatives are made. All the blue
copy is opaqued out of the negative, produc-
ing the red-plate film. On the second nega-
tive, all the red copy is removed, producing
the blue-plate film.
Great care is required to ensure that all
copy is clean and sharp. In addition, imper-
fections such as pinholes, broken letters or
other flaws should be carefully retouched.
Center lines and registration marks should
appear on the negatives and be reproduced
on the printing plates. Small designs (under
24 square inches) can be photographed on
0.004" film, while larger designs should use
0.007" film.
A good film negative is critical to all the
plate-imaging processes with the exception of
laser-engraving and other direct computer-to-
plate processes. Table 4 briefly lists the con-
siderations when producing film for flexo
platemaking
Note: If the film is imaged with poor or
veiled dots, higher-than-normal exposure
times will be needed. Over-exposure causes
reverses to fill in and results in tone com-
pression on the finished plate.
DIRECT-IMAGED PLATES
Direct-imaged plates refer to plates made
directly from digital data output from a com-
puter and usually, but not always, involves a
laser to write the image to be printed.
Laser-engraved Plates
Laser-engraved rubber plates are produced
by engraving rubber with a laser unit similar
to that used when producing ceramic anilox
rolls. The high-energy laser vaporizes
(ablates) the unwanted rubber in the relief
area of the plate, leaving the raised image.
Laser-engraved rubber plates combine the
excellent printing characteristics of rubber
and direct imaging from the computer-gener-
ated artwork, thereby eliminating the need
for negative films. The engraving process is,
however, time consuming, especially in the
deep-relief printing plates used for direct-
corrugated postprint applications.
PLATES 9
Table 4
■ High-contrast film free of dirt, kinks,
nicks and pinholes
■ For process, halftone or screened plates,
the film must be imaged with hard, fringe-
free, round dots
■ The density of the film:
– in the nonimage area (black area)
should be 4.0 or greater
– in the image area (clear area)
should be 0.05 or less
■ Nonmatte film should be used for liquid
photopolymer and metal master patterns
■ Matte film is mandatory for sheet photo-
polymer
■ Image orientation must provide for emulsion
to plate contact
■ The negative must be:
– emulsion side, right reading for
surface printing
– emulsion side, wrong reading for
reverse printing
■ Image correction for distortion of the plate
material being used
■ Film thickness is either 0.004" or 0 .007",
however, 0.007" film is desirable, as it is
easier to handle and store without kinking
■ Opaquing:
– liquid photopolymer systems:
on the emulsion side only
– sheet photopolymer and metal masters:
on the base of the film
KEYS TO A GOOD FILM NEGATIVE
FOR FLEXO PLATEMAKING

10 FLEXOGRAPHY: PRINCIPLES & PRACTICES
M
olded-rubber plates are
flexible, resilient and have
excellent ink-transfer char-
acteristics. They are manu-
factured by duplicating an
image from a mold, or
matrix, that was generated from an original
pattern plate. The mold can be used repeat-
edly to make duplicate plates carrying the
same image. The plates are made from a flex-
ible material, either natural rubber or a com-
bination of natural and synthetic rubber com-
pounds, giving the plate its flexibility. The
basic production steps in making molded-
rubber plates can be seen in Table 5.
THE MASTER PATTERN
The first step in the molded-rubber plate-
production cycle is making a master pattern.
These could be either metal masters or pho-
topolymer masters.
Metal Masters
Metal masters are produced from the orig-
inal art using a photographic process. The
image on the negative is first transferred
photographically to a photosensitive coating
on the face of a sheet of metal. The plate is
then etched in an acid bath, leaving the relief
image. The etched metal becomes the mas-
ter pattern from which a matrix mold is
made. For standard-web flexo applications,
the metal sheet is usually 0.064" overall in
thickness, with an etched-relief depth
between 0.030" to 0 .035". Deep-relief plates
used in the corrugated industry are made
using 0.250" or 0.187" metal originals with an
etched relief between 0.140" to 0.150".
Types of Metal Originals. Photo engravings
can be made from magnesium or copper.
Magnesium is an excellent engraving metal
for producing high quality line originals.
Magnesium is sometimes used for coarse-to-
medium (up to 100-line screen) process color
work but magnesium undergoes unpre-
dictable lateral copy loss in the etching
process, making it unsuitable for very fine
work. Copper is used mainly for fine detail
and halftone screen reproduction where fine
tone or process color jobs are involved.
Preparation of Metal and Image Exposure, The
metal for the photo-etching process is pre-
coated with a photosensitive material, ready
for transfer of an image from the negative
film. The photo-resistant coating has a poly-
ethylene protective sheet that adheres light-
ly to the surface. After removal of this pro-
tective sheet, the emulsion side of the image-
carrying negative is placed in direct contact
with the photo-sensitive coated surface. The
two are locked tightly together in a vacuum
frame and exposed to a light source.
When transferring the image to the photo-
Molded-Rubber Plates
Table 5
1. Make the master pattern by exposure
through a photographic negative and
either acid-etching a metal engraving
or processing a hard-durometer photo-
polymer pattern material
2. Make a phenolic matrix mold of the mas-
ter pattern plate
3. Mold the rubber plate from the matrix
BASIC PRODUCTION STEPS FOR
MOLDED-RUBBER PLATES
resist, it is recommended that a step expo-
sure (Stouffer) gauge be used to ensure suf-
ficient light exposure. For surface printing,
the negative should be wrong reading, with
the emulsion down to make plates; for
reverse-printing applications, the negative
should be right-reading emulsion down.
The procedure is similar to printing pho-
tographs, except that the platemaker is
working with metal, instead of photographic
print paper. The vacuum locked assembly is
exposed to an intense light source, rendering
the exposed areas of the photo-resist insolu-
ble when contacted by acid. Developing the
image removes the still-soluble coating from
the unexposed, nonprinting areas, leaving
the acid-resistant coating on the image areas
of the metal.
The Etching Process. The metal, with the
exposed and developed photo-resist, is placed
in a stainless-steel etching machine where it is
splashed with a mixture of nitric acid, oil,
etching additives and water until the proper
etching depth is reached. The hardened coat-
ing, which carries the image of the design to
be printed, resists the action of the acid, while
the unprotected areas are dissolved by the
acid. In this way, the acid bath creates a relief
image on the surface of the metal against a
background that has been etched away.
A concern in the etching operation is to
control the acid action to prevent undercut-
ting the metal from beneath the image. This
would destroy the usefulness of the engrav-
ing as a pattern for molded-plate production.
In the mid-1950s, a chemical process called
“powderless etching” was developed. The
process involved a special filming agent
mixed in the nitric acid bath that acted to
protect the side-wall or shoulder formation
of the image, preventing undercutting during
the etching cycle. The entire etching proce-
dure requires very precise control of the
chemical solution, machine speed, bath tem-
perature and timing. The powderless etching
method is universally used and produces
high quality flexo engravings.
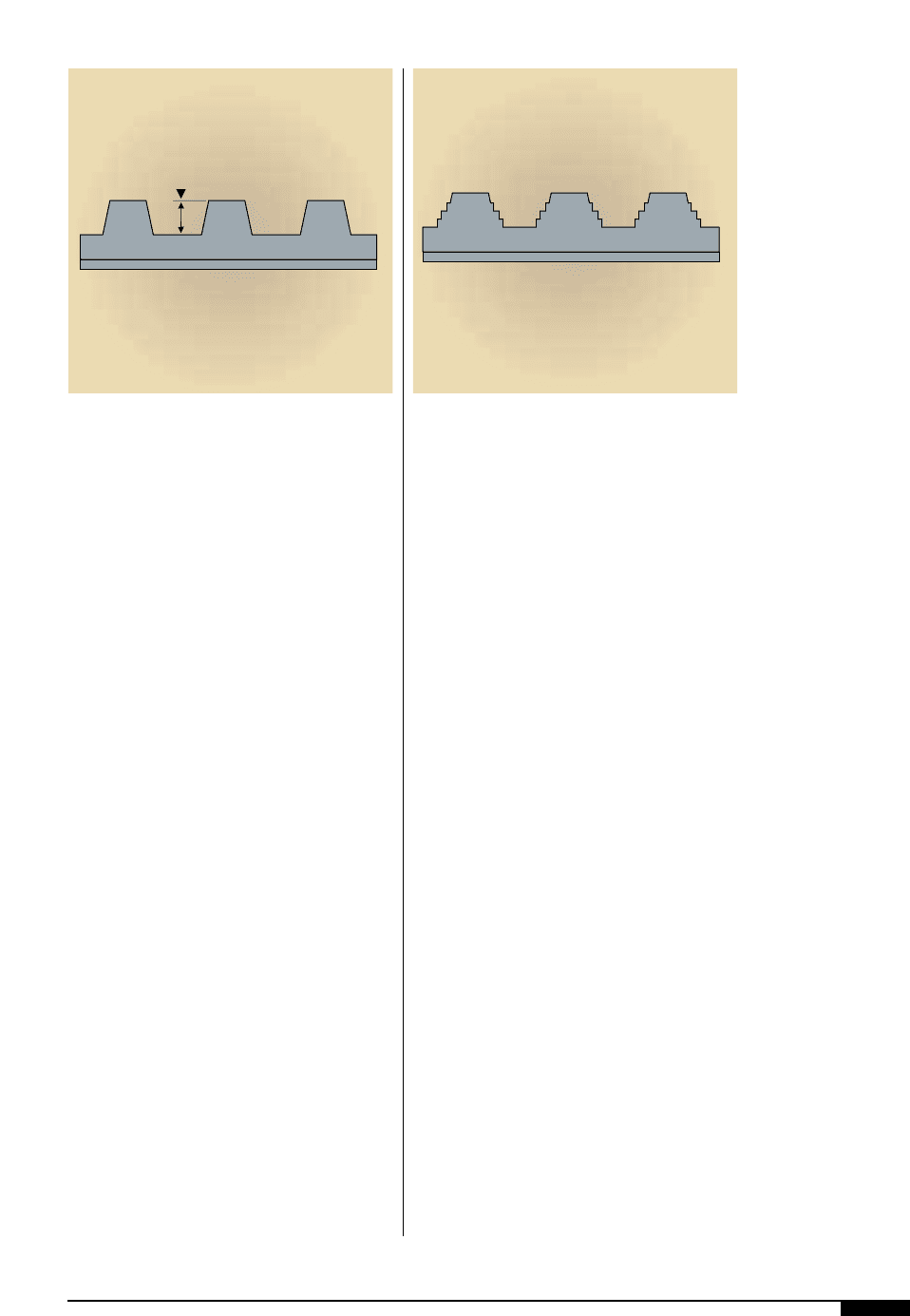
The ideal profile of the supporting sides or
shoulder formation of the engraving should
be almost vertical, with a uniform, smooth
taper (Figure
c
). Excessive shoulders and
broad, stepped shoulders (Figure
d
), will
tend to cause ink buildup on the finished
plate, resulting in a smeared and dirty print.
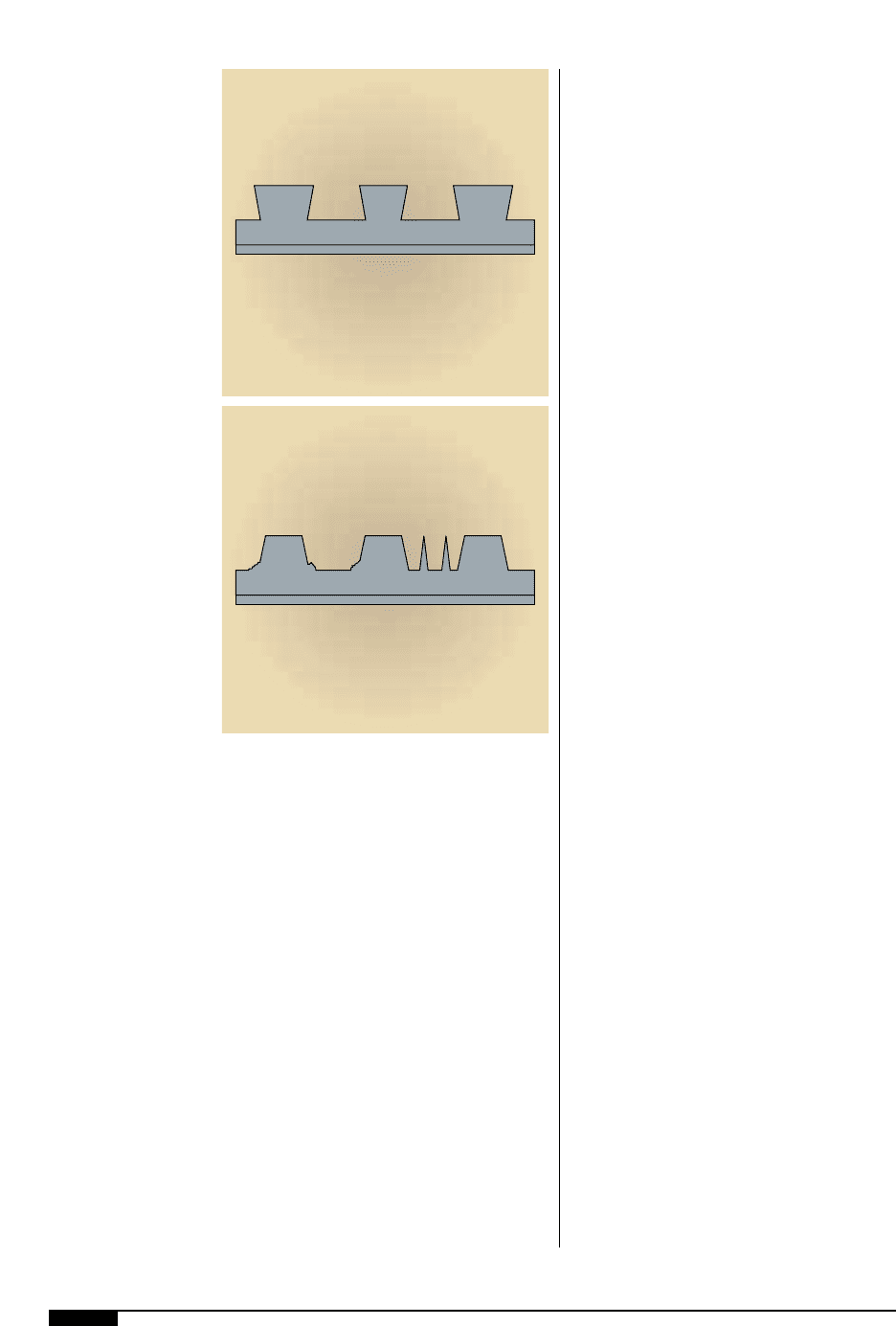
At the other extreme, undercut conditions
(Figure
e
) would tend to lock the engrav-
ing into the mold and make separation of the
two impossible without irreversible damage
to the mold and possibly the master.
Finishing. After etching, the finished engrav-
ing is cut from the large metal flat and care-
fully finished to remove any imperfections.
PLATES 11
c
Ideally, the proper
etching should be
almost vertical, with a
uniform, smooth taper.
d
An improper etching
with excessive
shoulders will tend
to cause ink build up
on the finished plate
resulting in a smeared
and dirty print.
Etching
Depth
0.035"
c
Excessive Shoulder Etch
d
12 FLEXOGRAPHY: PRINCIPLES & PRACTICES
Ideally, there should be little tooling, routing
or other handiwork necessary with a good
quality etching. Pinholes in the photograph-
ic negative, impurities in the metal or a lack
of proper control during the etching bath
operation often cause pimples or tick marks
(Figure
f
). If the condition is not too
severe, the marks can be removed by tooling
or routing the finished engraving.
Extra centerlines are sometimes provided
for convenience in locating slug sections
such as price changes, nutritional clauses,
weight or other changes to any part of the
plate. Some printers and converters use
scribe lines to indicate folds, panels, repeat
marks or other data, especially on carton
work. Identification for the job should be
carefully stamped into the background area
of the engraving. Other useful information,
such as curve direction, print position, loca-
tion on bag, color and any identifying data
the platemaker or customer requires would
also be added to the background area.
The photo-resist is removed and cleaned
from the face of the engraving for subse-
quent production of the mold. If all of the
photo-resist is not removed, it can cause a
blistered, uneven print surface and flaws in
the finished plate. After the finished engrav-
ing is proofed and checked for quality, size
and accuracy of color separation, it is ready
to serve as a master pattern for molding the
matrix.
Photopolymer Masters
In the production of metal masters, the
metal-etching acid is dangerous and difficult
to dispose. Therefore, for both environmen-
tal and health reasons, masters made from
very hard-durometer photopolymer material
have become the standard in molded-rubber
plate production.
There are many types of photopolymer
masters for shallow-relief printing including,
photosensitive nylon and metal-backed thin
photopolymer. These masters come in a vari-
ety of thicknesses and with different back-
ings, usually either stainless steel or alu-
minum. Deep relief photopolymer masters
for corrugated plates are usually made using
the liquid platemaking technique and a spe-
cial high durometer master pattern pho-
topolymer.
The masters are produced in the same way
as regular photopolymer flexo plates. Once
the photopolymer master has been made, it
is handled in the same molding procedure as
a metal master.
THE MOLDING PRESS
The molding press, or vulcanizer as shown
in Figure
g
, is used to make both the
e
Undercut conditions in
the plate tend to lock
the engraving into
the mold and make
separating the two
impossible without
damaging the mold
and/or master.
f
Dirty etching can be
caused by pinholes,
impurities and/or lack of
proper control of the
ethcing bath operation.
Dirt Pimples
f
Undercut Etch
e
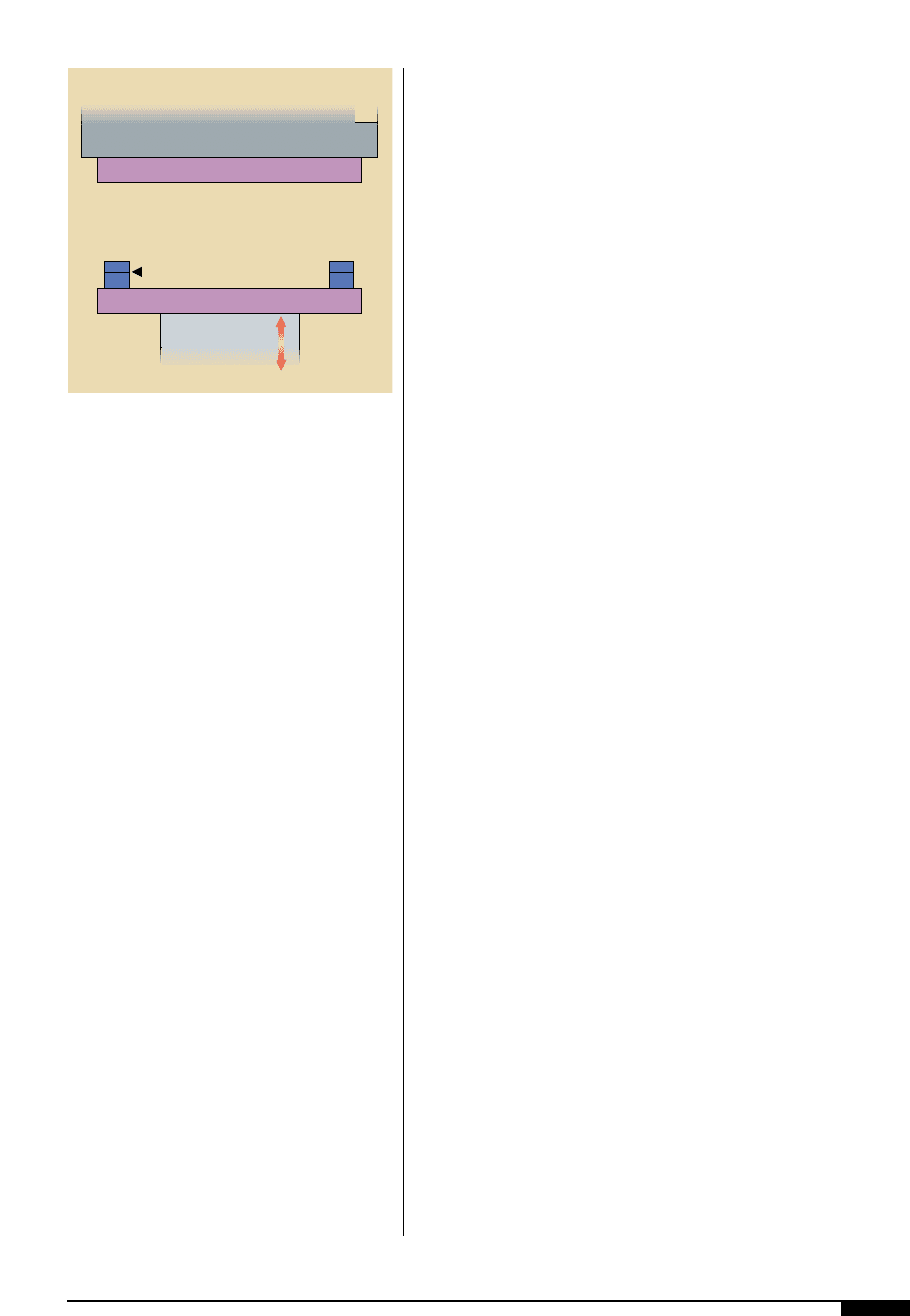
matrix and, in turn, the printing plate. The
matrix molding process uses a heat-set
material and the plate-molding process vul-
canizes the rubber-plate material; both re-
quire high temperature and pressure.
The matrix and printing plates are pro-
duced between two, accurately ground, par-
allel surfaces. A press with accurately
ground platens and precise temperature con-
trol is necessary to produce properly cured
flat molds and rubber plates. Normal press
tolerances are ±0.0015", while critical accu-
racies of ±0.0005" are needed for process
printing plates.
The molding press may be heated by either
steam, electricity or hot oil. The ideal temper-
ature for matrix and rubber molding is 308° F
to 310° F. It is important that platen tempera-
tures are maintained above 200°F. Constantly
cooling and reheating the press can eventual-
ly cause the shims (accurately ground thick-
ness-control bearers that give the press its
accuracy) and platens to become uneven and
put the press out of tolerance.
Molding pressure is generated by hydraulic
pressure applied to the bottom table or plat-
en (sometimes referred to as the ram), which
travels up or down as required. The top plat-
en is stationary in the press. Molding presses
are equipped with a serving tray to allow the
work to be brought into and out of the open
press. An accurate timer is provided to time
preheat and molding cycles, together with
accurate temperature and pressure controls.
The thickness of the matrix and rubber
plates is determined in the molding press
through use of steel shims (accurately
ground steel strips), sometimes referred to
as molding bearer bars.
Auxiliary Equipment
A matrix preheat oven can be used,
instead of preheating the matrix in the mold-
ing press, before applying pressure during
the molding cycle. A matrix preconditioning
cabinet can also be used to keep moisture
out of the uncured matrix sheet before mold-
ing. This will help achieve a full cure of the
matrix sheet and maximize stability, elimi-
nating excessive shrinkage and blistering.
THE MATRIX MOLD
Three components make up modern
matrix materials: phenolic resin (Bakelite),
cellulose fibers and mineral fillers. A pheno-
lic, thermosetting resin first melts, then
cures when exposed to heat and pressure.
The fibers consist of cellulose derived either
from cotton or wood pulp. Fillers typically
are finely ground, high-temperature minerals
that give the matrix resistance to the condi-
tions of plate-molding. Matrix mold is pro-
duced from the metal or photopolymer mas-
ter. The two main types of plates produced
are thin-plate/shallow-relief and thick-plate/
deep-relief, each using a slightly different
matrix-molding technique.
Thin-plate/Shallow-relief Molding. Matrix-
molding materials for producing thin plates
with shallow relief come in fibrous sheets,
coated-one side with the phenolic resin. The
wide- and narrow-web fields traditionally
work with shallow-relief/thin masters and
use this sheet form of matrix. Sheet-matrix
materials come in various thicknesses, sizes,
durometers, coating thicknesses and floor
PLATES 13
g
The matrix molding
process uses a heat-
set material. The
plate-molding process
vulcanizes the rubber-
plate material. Both
require high tempera-
ture and pressure.
Thickness
Control Bearers
Machine Frame
Upper Platen
Lower Platen
Molding
Ram
g
14 FLEXOGRAPHY: PRINCIPLES & PRACTICES
specifications, depending on the application
and printing plate requirements. Relief
potential in sheet matrixes ranges from
0.020" to 0.125".
Thick-plate, Deep-relief Molding. When a fin-
ished plate with reliefs over 0.125" is re-
quired, phenolic or Bakelite fill-in powder is
used in conjunction with the sheet matrix to
achieve the extra relief depth. The sheet
matrix is used as a backing sheet, which pro-
vides support and added mechanical
strength. Powdered Bakelite is used mostly
in platemaking for corrugated postprint
because of the greater etching depth
required. The powder is contained in the
mold by providing a frame around the image
in the master. This process is called deep-
relief powder molding or DRPM.
Making the Thermosetting
Mold or Matrix
Matrix Floor. The matrix floor is the point of
measurement from the back of the matrix to
the lowest point of impression. The recom-
mended floor measurement furnished by
suppliers of matrix material is the safe limit
of compressibility for a given original sheet
thickness. As a general rule, the matrix floor
thickness represents 50% to 60% of the origi-
nal thickness, when molded at pressures
ranging from 200 to 1,000 lbs. per square
inch. Over-impressing and reducing the floor
of the matrix may cause cupping in the print
surface, especially when photopolymer mas-
ters are used.
Determining Thickness-control Bearers. Various
thickness bearers, or accurately ground steel
shims, are used to stop the movement of the
molding press ram and control the final thick-
ness of the molded product. To compute the
thickness of the bearer required for molding
the matrix, the total thickness of the master is
added to the desired matrix floor thickness.
The thickness of a cover sheet, starched linen
(Holland cloth), release paper, metal panel or
other sheet is also added if it does not cover
the bearers. If the cover sheet extends over
the bearers, then the thickness of the cover
sheet is not included in the calculation.
For example, to calculate bearer height:
Engraving Thickness 0.064"
Desired Floor Thickness 0.080"
+ Cover Sheet Thickness* 0.005"
= Bearer Thickness 0.149"
*There is no need to add the thickness of the
cover sheet if it extends over the bearers on both
sides. If it does, overall bearer height would be
0.144" instead. In either case, it is important to veri-
fy that both sets of bearers are exactly the same
height on each side of the press.
Note: Unequal bearer height can destroy
originals and damage the molding press.
Making an accurate thickness matrix is the
key to successful plate molding.
Occasionally, the calculation used to
deteremine bearer height, does not give the
exact matrix floor, due to the characteristics
peculiar to the molding press, the materials
used and the nature of the graphics. Some
experimentation may be needed to arrive at
the correct bearer thickness for a particular
press and floor thickness, but once the floor
is established, it rarely changes. Forming the
matrix in the same press, and in roughly the
same position every time, also produces
consistent results.
Preheat Function. The type form or metal
photoengraving must be preheated in the
molding press for roughly five to seven min-
utes to allow for the expansion of the origi-
nal. This helps prevent the pattern from
“locking-up” in the mold as expansion takes
place. Preheating the matrix is perhaps the
single most important step in producing a
good mold. It softens the phenolic resin and
prepares it for molding. Preheating involves
heating the uncured matrix material and pat-
tern plate (original) without applying pres-
sure before molding. An accurate timer, or
clock with a sweep-second hand; should be
used to time the preheat cycle.