Cold and Hot Forging: Fundamentals and Applications / Edited by Taylan Altan, Gracious Ngaile, Gangshu Shen
Подождите немного. Документ загружается.

Process Modeling in Cold Forging Using Finite-Element Analysis / 245
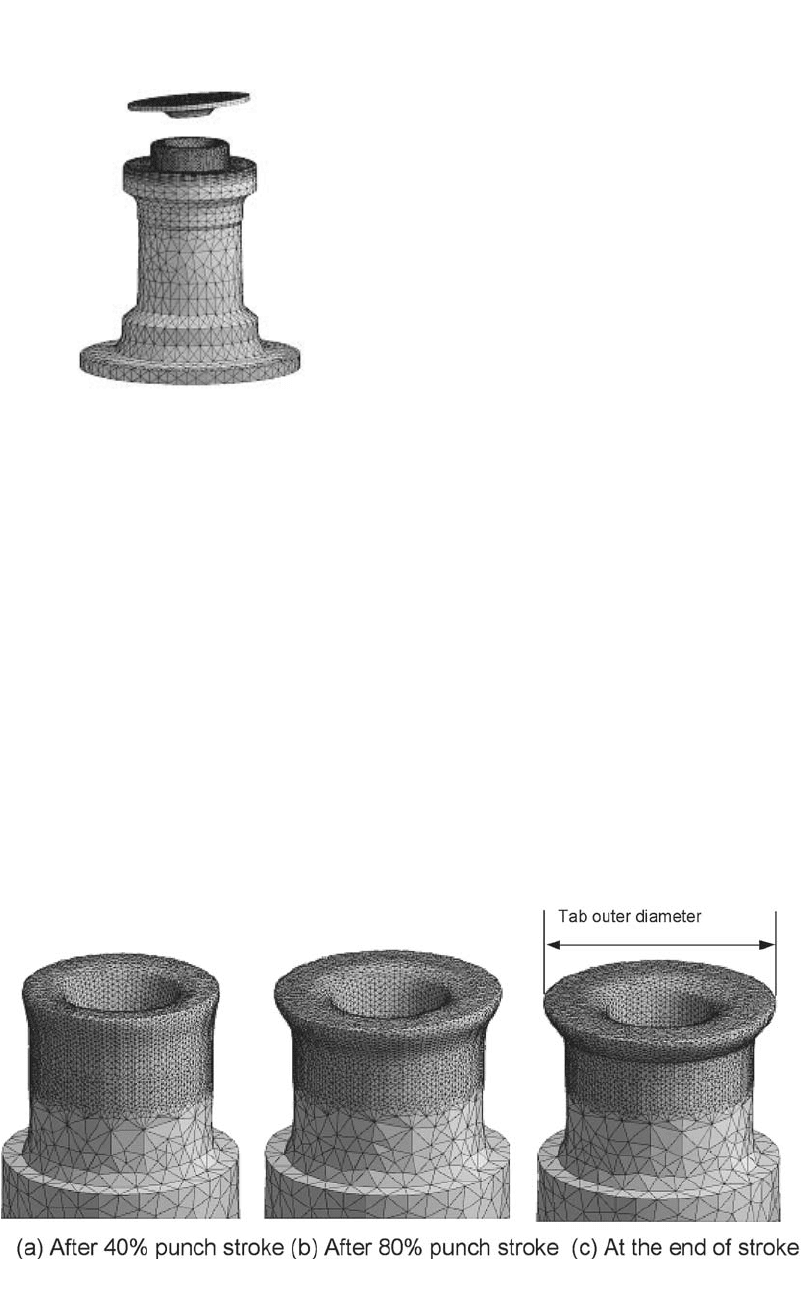
Fig. 18.13
Three-dimensional finite-element model for or-
bital forming simulation [Cho et al., 2003]
metal forming processes can assist the designers
in establishing and optimizing process variables
and die design. As a result, process development
effort and cost can be reduced.
18.4.7 Advanced Orbital Forming
Simulations [Cho et al., 2003]
Orbital forging is an incremental forging pro-
cess with a complicated die movement that can
be used to reduce axial load requirements for
axisymmetric or near-axisymmetric forging
operations. At the ERC/NSM, orbital forging
simulations were conducted to study and de-
velop a robust assembly process of an automo-
bile spindle. Orbital forming requires a number
of revolutions to form a part. Therefore, in FEM
simulation, a relatively large number of simu-
lation steps are required to minimize the errors
in solution accuracy. Also, a full 3-D modeling
is required, due to an asymmetric rotational tool
movement. Figure 18.13 shows the FE model.
Figure 18.14 shows the predicted metal flow at
intermediate stages of forming. Solution accu-
racy was verified by comparing the predicted
forces and tab outer diameters with experimental
measurements, and good agreement was ob-
tained.
REFERENCES
[Altan et al., 1990]: Altan, T., Oh, S.I., “Appli-
cation of FEM to 2-D Metal Flow Simulation:
Practical Examples,” Advanced Technology of
Plasticity, Vol 4, p 1779, 1990.
[Altan et al., 2001]: Dixit, R., Ngaile, G., Altan,
T., “Measurement of Flow Stress for Cold
Forging,” ERC/NSM-01-R-05, Engineering
Research Center for Net Shape Manufactur-
ing.
[Altan et al., 2003]: Cho, H., Ngaile, G., Altan,
T., “Simultaneous Determination of Flow
Stress and Interface Friction by Finite Ele-
ment Based Inverse Analysis Technique,” En-
gineering Research Center for Net Shape
Manufacturing, submitted for publication to
CIRP.
[Cho et al., 2003]: Cho, H., Kim, N., Altan, T.,
“Simulation of Orbital Forming Process Us-
ing 3-D FEM and Inverse Analysis for Deter-
mination of Reliable Flow Stress,” submitted
Fig. 18.14 Predicted metal flow at intermediate stages of simulation [Cho et al., 2003]

246 / Cold and Hot Forging: Fundamentals and Applications
to Third International Seminar for Precision
Forging, Japan Society for Technology of
Plasticity (Nagoya, Japan), 2003.
[Hannan et al., 1999]: Hannan, D., Vazquez, V.,
Altan, T., “Precision Forging of Golf Ball
Mold Cavities,” Report No. PF/ERC/NSM-
99-R-12A, Engineering Reseach Center for
Net Shape Manufacturing.
[Hannan et al., 2000]: Hannan, D., and Altan,
T., “Prediction and Elimination of Defects in
Cold Forging Using Process Simulation,”
Tenth International Cold Forging Congress,
International Cold Forging Group, Sept 13–
15, 2000 (Stuttgart).
[Kim et al., 1996]: Kim, H., and Altan, T.,
“Cold Forging of Steel—Practical Examples
of Computerized Part and Process Design,”
Journal of Materials Processing Technology,
Vol 59, 1996, p 122.
[Messner et al., 1994]: Messner, A., Engel, U.,
Kals, R., Vollertsen, F., “Size effect in the FE
simulation of microforming processes,”
JMPT, Vol 45, p 374, 1994
[Palaniswamy et al., 2001]: Palaniswamy, H.,
Ngaile, G., Altan, T., “Coining of Surgical Slit
Knife,” F/ERC/NSM-01-R-26, Engineering
Research Center for Net Shape Manufactur-
ing.
[Tiesler et al., 1999]: Tiesler, N., Engel, U.,
Geiger, M., “Forming of Microparts—Effects
of Miniaturization on Friction,” Advanced
Technology of Plasticity, Vol. 2, Proceedings
of the Sixth ICTP, Sept. 19–24, 1999.
[Vazquez et al., 1996]: Vazquez, V., Sweeney,
K., Wallace, D., Wolff, C., Ober, M., Altan,
T., ”Tooling and Process Design to Cold
Forge a Cross Groove Inner Race for a Con-
stant Velocity Joint—Physical Modeling and
FEM Process Simulation,” JMPT, Vol 59, p
144–157.
[Yamanaka et al., 2002]: Yamanaka, M., and
Sunami, F., “Tool Design for Precision Forg-
ing,” Cold and Warm Precision Forging
Workshop, Schuler Inc., Yamanaka Engineer-
ing, Scientific Forming Technologies Corp.,
and ERC/NSM, Nov 14, 2002 (Canton, MI).
SELECTED REFERENCE
●
[Hayama, 1969]: Hayama, M., Plasticity
and Plastic Working, Ohmusha, 1969, p 125.
CHAPTER 19
Microstructure
Modeling in Superalloy Forging
Gangshu Shen
19.1 Introduction
In aerospace forging, in addition to meeting
the geometry requirements, meeting microstruc-
ture and mechanical property requirements of
components plays a major role in the develop-
ment of the forging processes and sequences.
The understanding and prediction of microstruc-
tures that develop during the hot deformation
processing has long been the “art” of forging
metallurgists. Many tools, such as wedge tests,
were used in the past to understand the impact
of temperature, strain, and strain rate on micro-
structures and properties and to guide metallur-
gists in process development [Deridder and
Koch, 1979]. These methods were good, but
quantitative extraction of various processing pa-
rameters on the resulting microstructures and
properties was not effectively accomplished.
The application of finite-element modeling
(FEM) to forging made it possible to obtain the
detailed thermomechanical histories at each in-
dividual location of the forged components. Mi-
crostructure modeling procedures were devel-
oped to make use of this information for grain
size and property predictions for steels [Sellars,
1979] and superalloys [Shen et al., 1995, and
Shen and Hardwicke, 2000].
In this chapter, the experimental procedure,
microstructure model formulation, and the ap-
plication of the microstructure model in super-
alloy forgings are discussed.
19.2 Experiments for Microstructure
Model Development
Hot forging involves preheating, deformation,
transfer, and dwell (resting) between operations
and final postforging cooldown. Small-scale ex-
periments were run to simulate these operations
and to establish the relationship between vari-
ables and microstructures and to generate data
for the development of a microstructure model.
Real-scale tests were run to compare the model
prediction with reality. Three sets of experi-
ments were used in the model development.
19.2.1 Preheating Tests
Heat treatment studies were conducted with
different temperatures and hold times to produce
the as-preheated grain size for a forging opera-
tion. From these tests, the grain growth model
for preheating of a particular billet pedigree was
developed. This model was then used to estab-
lish the preheated grain size (d
0
) just prior to
subsequent forging operations.
19.2.2 Compression Tests
Laboratory upset tests were conducted with
different temperatures, strains, strain rates, as-
preheated grain sizes, and postdeformation hold
times to characterize dynamic recrystallization
during forging and meta-dynamic recrystalliza-
tion and static grain growth during postforging
Cold and Hot Forging Fundamentals and Applications
Taylan Altan, Gracious Ngaile, and Gangshu Shen, editors, p247-255
DOI:10.1361/chff2005p247
Copyright © 2005 ASM International®
All rights reserved.
www.asminternational.org

248 / Cold and Hot Forging: Fundamentals and Applications
cooldown. Both the MTS Systems Corporation
compression stand and Gleeble test unit were
used to perform these compression tests. The ad-
vantage of the MTS test stand is that it can pro-
vide more uniform temperature of the work-
piece. The advantage of the Gleeble test is that
it can perform a fast postforging cooling with a
controlled manner. From these compression
tests with rapid postdeformation cooling, infor-
mation related to dynamic recrystallization ki-
netics was obtained. The kinetics information in-
cluded: peak strain for dynamic recrystallization
which is related to the critical strain for(¯e ),
p
dynamic recrystallization the strain that(¯e );
c
corresponds to 50% (0.5 fraction) dynamic re-
crystallization the fraction of dynamic re-(¯e );
0.5
crystallization (X
dyn
); and the size of dynami-
cally recrystallized grains (d
dyn
). Information
regarding meta-dynamic recrystallization and
postforging grain growth was also obtained from
compression tests with controlled postforge hold
times. This information included: time for 50%
meta-dynamic recrystallization (t
0.5
), fraction of
meta-dynamic recrystallization (X
m-dyn
), meta-
dynamically recrystallized grain size (d
m-dyn
),
and grain growth at a given temperature and
time after the completion of meta-dynamic re-
crystallization.
19.2.3 Pancake and Generic Forgings
In addition to laboratory tests, large pancakes
and generic component configurations were pro-
duced on production equipment under various
forging conditions and methods to assess the mi-
crostructure model.
Finite-element analysis was used for each ex-
periment to provide detailed information for
each test. Thus, accurate thermal-mechanical
histories of local points of forged samples were
used to develop the models for the microstruc-
ture evolution of Waspaloy during the forging
process.
19.3 Microstructure
Model Formulation
The processes that control grain structure evo-
lution during hot working of superalloys were
found to be dynamic recrystallization, meta-dy-
namic recrystallization, and static grain growth.
Microstructure model formulation is discussed
in these three categories. Waspaloy formulas are
used as examples here [Shen et al, 1995].
19.3.1 Dynamic Recrystallization
Dynamic recrystallization happens instanta-
neously during high-temperature deformation.
The fraction of dynamic recrystallization can be
obtained by examining micrographs obtained
from samples quenched after the deformation.
Under production conditions, pure dynamic re-
crystallization is difficult to achieve. This is be-
cause meta-dynamic recrystallization often fol-
lows immediately. The amount of dynamic
recrystallization is related to the as-preheated
grain size (d
0
), effective strain temperature(¯e),
(T), and effective strain rate in a hot defor-
˙
(¯e)
mation process. There are four important param-
eters related to dynamic recrystallization: the
peak strain the strain for 50% dynamic re-(¯e ),
p
crystallization the fraction of dynamic re-(¯e ),
0.5
crystallization (X
dyn
), and the size of dynami-
cally recrystallized grains (d
dyn
).
Peak Strain. The strain corresponding to the
peak stress in the flow stress curve is an(¯e )
p
important measure for the onset of dynamic re-
crystallization. The occurrence of dynamic re-
crystallization modifies the appearance of flow
curves. At the strain rates typical for forging of
Waspaloy, single-peak stress-strain curves are
most common. As a result of dynamic recrys-
tallization, the stress diminishes to a value in-
termediate between the yield stress and the peak
stress once past the peak strain. The reason for
this curve following a single peak is that under
the condition of high Z (Zener-Hollomon pa-
rameter, Z ⳱ for Waspaloy),
˙
¯e exp[468000/RT]
the dislocation density can be built up very fast.
Before recrystallization is complete, the dislo-
cation densities at the center of recrystallized
grains have increased sufficiently that another
cycle of nucleation occurs, and new grains begin
to grow again. Thus, average flow stress inter-
mediate between the yield stress and the peak
stress is maintained. The equations developed
for the peak strain for Waspaloy are:
ⳮ4 0.54 0.106
¯e ⳱ 5.375 ⳯ 10 d Z
p0
(sub- and in-c⬘ solvus) (Eq 19.1)
ⳮ4 0.54 0.106
¯e ⳱ 1.685 ⳯ 10 d Z (super-c⬘ solvus)
p0
(Eq 19.2)
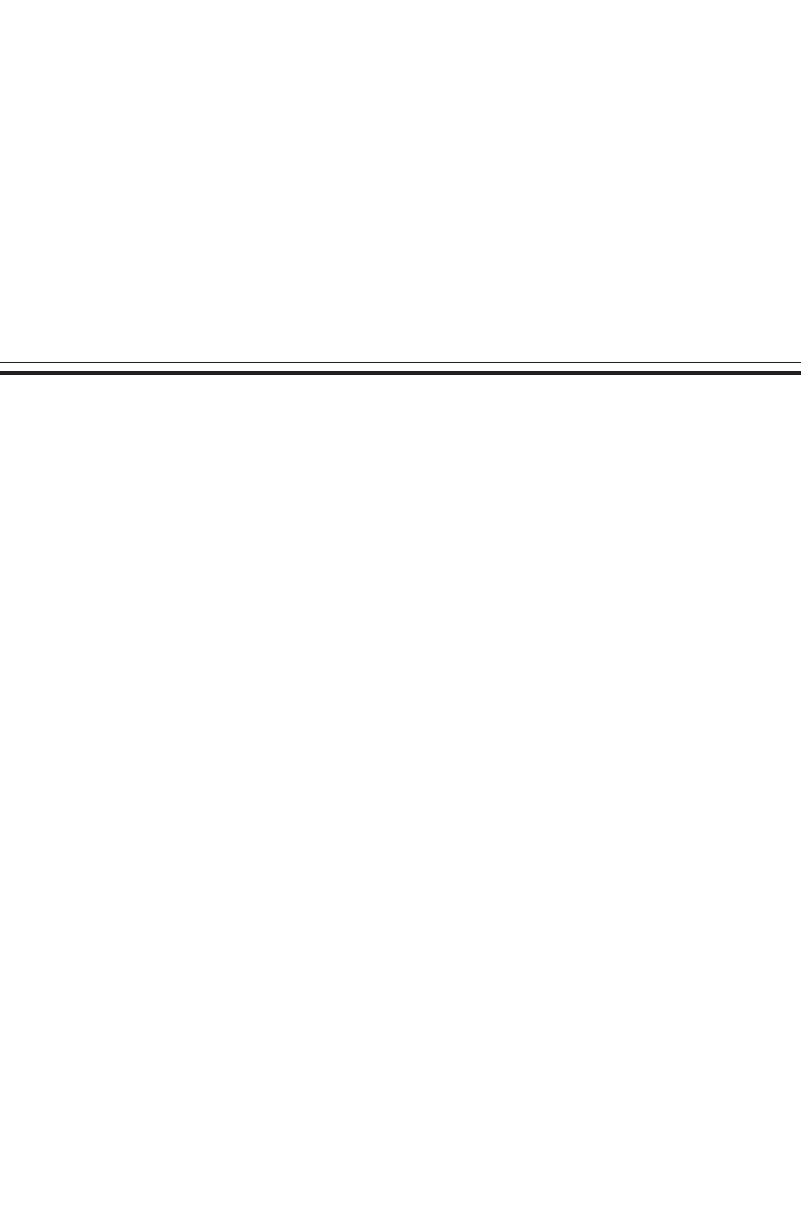
Strain for 50% Dynamic Recrystallization.
Micrographs taken from quenched compression
samples show that dynamic recrystallization
progresses in a sigmoidal manner with respect
Microstructure Modeling in Superalloy Forging / 249
Fig. 19.1
Schematic of strain corresponding to 50% (0.5
fraction) dynamic recrystallization (DRX) for a
given condition of temperature, strain rate, and as-preheated
grain size
to strain. The Avrami equation can be used to
describe a sigmoidal curve for the fraction of
dynamic recrystallization versus strain:
n
X ⳱ 1 ⳮ exp{ⳮln2[¯e/¯e ] } (Eq 19.3)
dyn 0.5
When the constants and n are determined,¯e
0.5
the relation for the fraction of dynamic recrys-
tallization is determined. The strain for 50% re-
crystallization, can be obtained from com-¯e ,
0.5
pression tests with different magnitudes of strain
for a given condition of temperature, strain rate,
and as-preheated grain size, as shown in Fig.
19.1. The exponent can be obtained by taking
the logarithm of Eq 19.3. is related to as-¯e
0.5
preheated grain size, d
0
, and Z by:
0.32 0.03
¯e ⳱ 0.145 d Z (sub-c⬘ solvus) (Eq 19.4)
0.5 0
0.32 0.03
¯e ⳱ 0.056 d Z (in-c⬘ solvus) (Eq 19.5)
0.5 0
0.29 0.04
¯e ⳱ 0.035 d Z (super-c⬘ solvus)
0.5 0
(Eq 19.6)
Fraction of Dynamic Recrystallization. Af-
ter the strain for 50% dynamic recrystallization
and the exponent n for Eq 19.3 are determined,
equations for the fraction of dynamically re-
crystallized grains can be formulated for Was-
paloy as below:
3.0
X ⳱ 1 ⳮ exp{ⳮln2[¯e/¯e ] } (sub-c⬘ solvus)
dyn 0.5
(Eq 19.7)
2.0
X ⳱ 1 ⳮ exp{ⳮln2[¯e/¯e ] } (in-c⬘ solvus)
dyn 0.5
(Eq 19.8)
1.8
X ⳱ 1 ⳮ exp{ⳮln2[¯e/¯e ] } (super-c⬘ solvus)
dyn 0.5
(Eq 19.9)
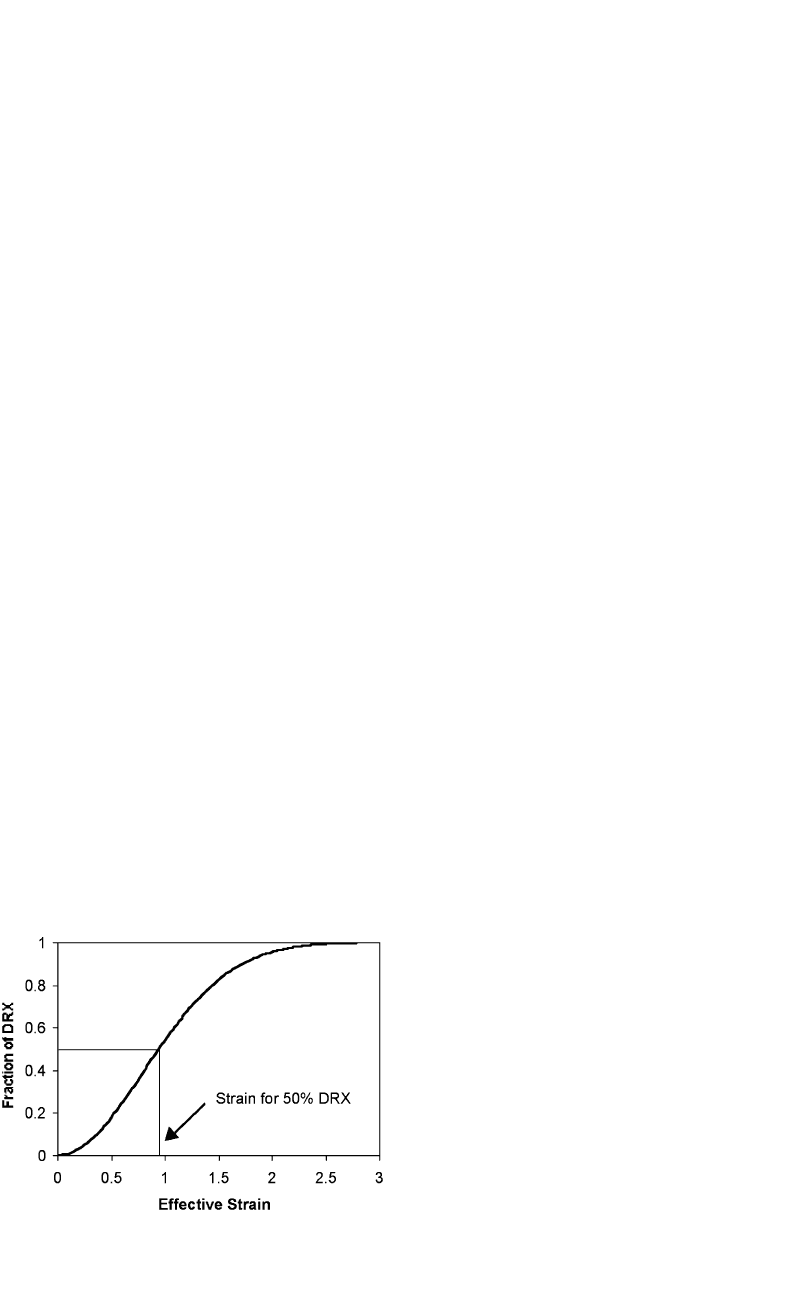
Figures 19.2(a) and (b) summarize the exper-
imental data and the fitted model for Waspaloy
dynamic recrystallization at 1850 and 1951 F
(1010 and 1066 C), respectively.
The critical strain for the start of dynamic re-
crystallization usually follows the relationship
[Sellars, 1979]:
¯e ⳱ 0.8 ¯e (Eq 19.10)
cp
The Size of Dynamically Recrystallized
Grain. The dynamically recrystallized grain size
is the function of the Zener-Hollomon parame-
ter, Z, only. This is because Z defines the density
of the subgrains and the nuclei. Though the dy-
namically recrystallized grain size is not related
to strain, the strain has to reach the value of
steady-state strain to result in full dynamic re-
crystallization. The relationship between dy-
namically recrystallized grain, d
dyn
, and Z is
shown as follows:
ⳮ0.16
d ⳱ 8103 Z (sub- and in-c⬘ solvus)
dyn
(Eq 19.11)
ⳮ0.0456
d ⳱ 108.85 Z (super-c⬘ solvus)
dyn
(Eq 19.12)
Figure 19.3 shows the correlation between the
experimental data and Eq 19.11 and 19.12. It is
seen that there is a difference between subsolvus
forging and supersolvus forging in terms of the
sizes of the dynamically recrystallized grains.
The subsolvus forging results in finer grain
sizes, while supersolvus forging results in coarse
grain sizes. However, subsolvus forging needs
large strains to finish dynamic recrystallization,
as shown in Eq 19.4 and 19.7.
19.3.2 Meta-Dynamic Recrystallization
Meta-dynamic recrystallization is important
in the determination of the grain size obtained
under practical forging conditions. Meta-dy-
namic recrystallization occurs when a deforma-
tion stops at a strain that passes the critical strain
for dynamic recrystallization but does not reach
the steady-state strain for dynamic recrystalli-
zation [McQueen and Jonas, 1975], which is the
case for most regions in a forged part. Under
meta-dynamic recrystallization conditions, the
250 / Cold and Hot Forging: Fundamentals and Applications
Fig. 19.2
Measured (data points) dynamic recrystallization (DRX) kinetics for hot deformation of Waspaloy at (a) 1850 F (1010 C)
and (b) 1951 F (1066 C) and fitted curves
Fig. 19.3
Logarithm of dynamically recrystallized grain size
(in lm) versus ln Z obtained from compression
tests
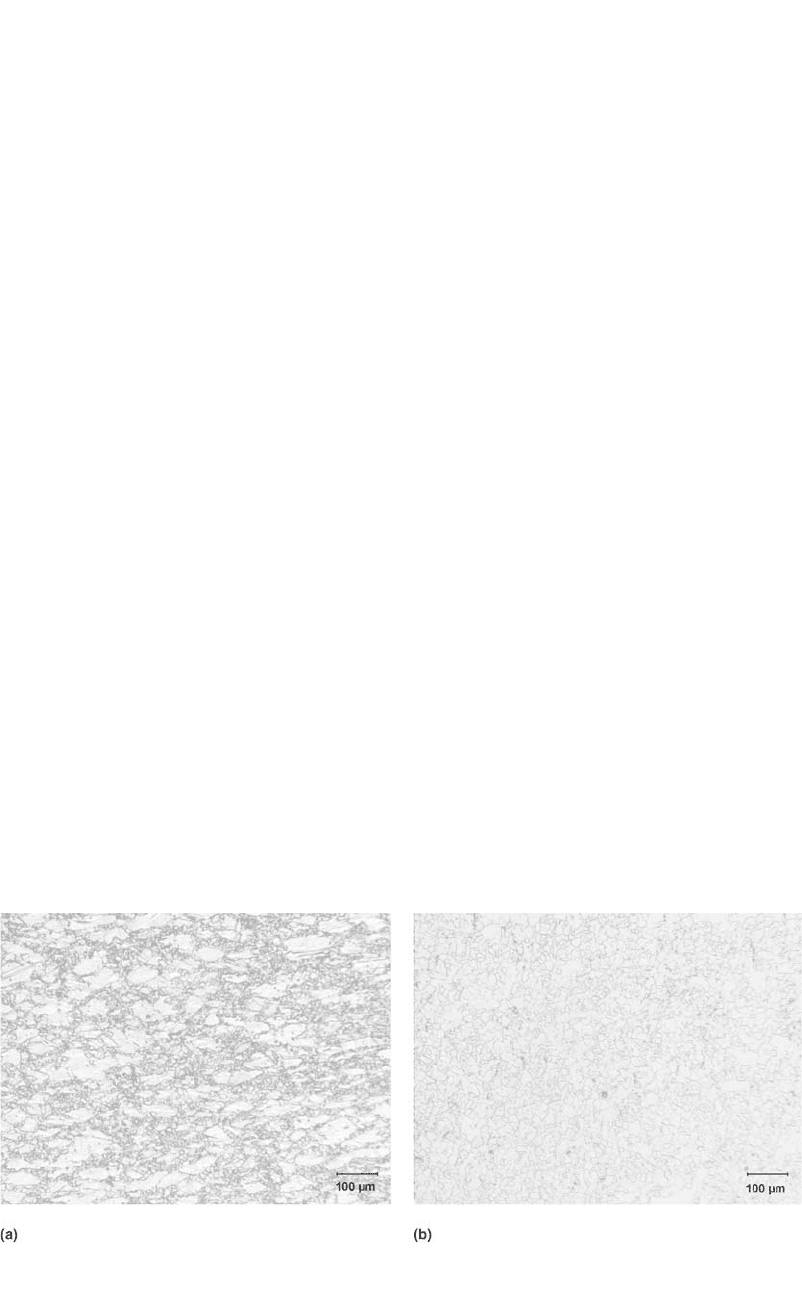
partially recrystallized grain structure that is ob-
served right after deformation (Fig. 19.4a)
changes to a fully recrystallized grain structure
(Fig. 19.4b) by continuous growth of the dynam-
ically recrystallized nuclei at a high temperature.
The meta-dynamically recrystallized grains are
coarser than the dynamically recrystallized
grains. However, they can often provide the uni-
formity of the grains under a production condi-
tion. The amount of meta-dynamic recrystalli-
zation is related to the as-preheated grain size,
the strain, the temperature, the strain rate, and
the holding time in a hot deformation process.
Microstructure Modeling in Superalloy Forging / 251
Fig. 19.4
Micrographs obtained from Waspaloy samples with different cooling histories after forging. (a) Rapidly cooled immedi-
ately after deformation. (b) Rapidly cooled after a 5 s hold at deformation temperature (1951 F, or 1066 C)
Important parameters related to meta-dynamic
recrystallization are the time for 50% meta-dy-
namic recrystallization (t
0.5
), the fraction of
meta-dynamic recrystallization (X
m-dyn
), and the
size of the meta-dynamically recrystallized grain
(d
m-dyn
).
Time for 50% Meta-Dynamic Recrystalli-
zation. Meta-dynamic recrystallization is time
dependent. For a given strain, strain rate, and as-
preheated grain size, meta-dynamic recrystalli-
zation progresses in the following manner with
respect to time:
n
X ⳱ 1 ⳮ exp{ⳮln2[t/t ] } (Eq 19.13)
m-dyn 0.5
The t
0.5
can be obtained from compression
tests with different holding times for a given
temperature, strain, strain rate, and as-heated
grain size. The empirical t
0.5
for meta-dynamic
recrystallization follows:
ⳮ50.51ⳮ1.28 ⳮ0.073
˙
t ⳱ 4.54 ⳯ 10 d ¯e ¯e exp(9705/T)
0.5 0
(Eq 19.14)
The exponent, n, for meta-dynamic recrystal-
lization is found to be 1 for Waspaloy. This num-
ber is typical for meta-dynamic recrystallization
[Jonas, 1976, and Devadas et al., 1991].
Fraction of Metadynamic Recrystalliza-
tion. The fraction of meta-dynamic recrystalli-
zation progresses according to:
1.0
X ⳱ 1 ⳮ exp{ⳮln2[t/t ] } (Eq 19.15)
m-dyn 0.5
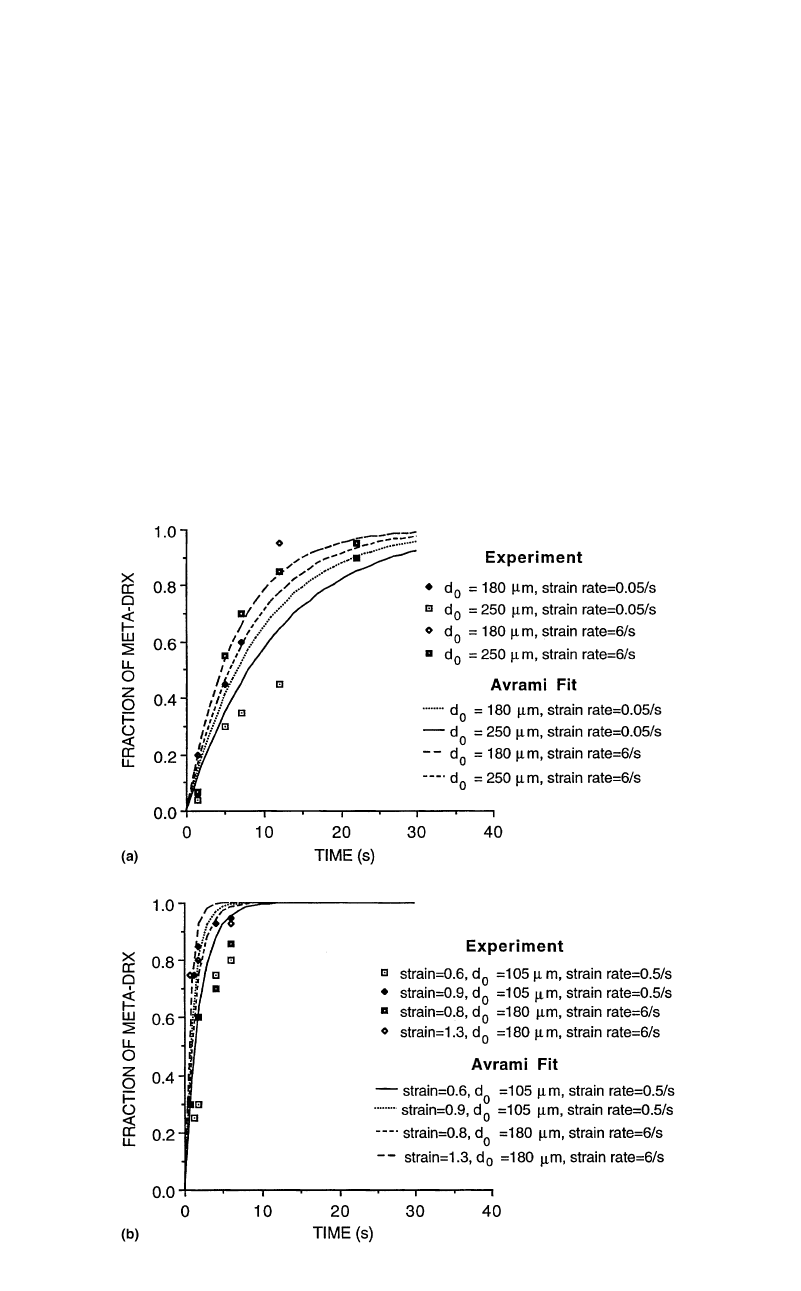
Figures 19.5(a) and (b) show the fraction of
meta-dynamic recrystallization versus time ob-
tained from the experiments and the predictions
at 1951 F (1066 C) with different as-preheated
grain size, strain, and strain-rate conditions. The
meta-dynamic recrystallization finishes sooner
for cases of larger strains, finer as-preheated
grain sizes, higher strain rates, and higher tem-
peratures.
Meta-Dynamic Recrystallized Grain Size.
The grain size obtained at the end of meta-dy-
namic recrystallization is found to have the fol-
lowing relationship with the strain, the as-pre-
heated grain size, and the Zener-Hollomon
parameter, Z:
0.33 ⳮ0.44 ⳮ0.026
d ⳱ 14.56d ¯e Z (Eq 19.16)
m-dyn 0
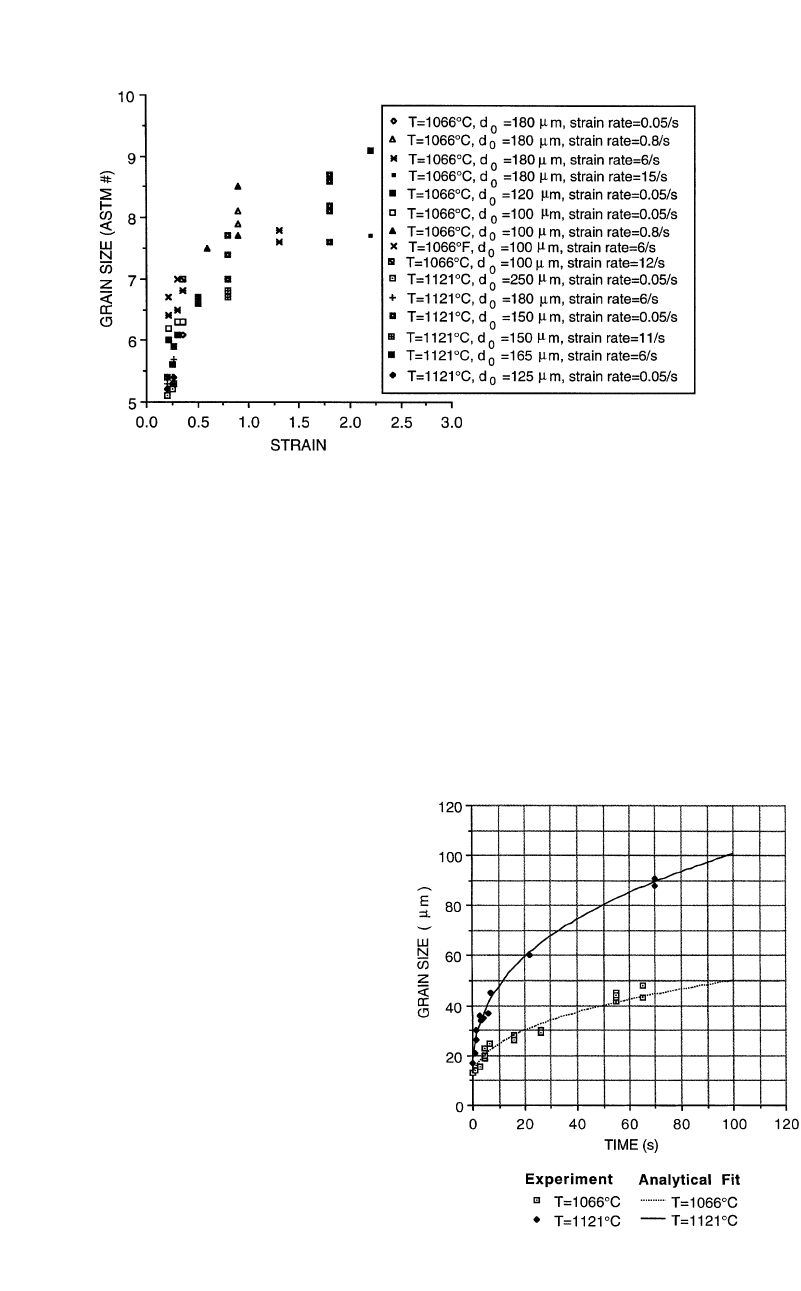
The meta-dynamic recrystallized grain size in
ASTM number versus strain under conditions
with different as-preheated grain sizes, tempera-
tures, and strain rates is shown in Fig. 19.6.
19.3.3 Grain Growth
Under high-temperature deformation condi-
tions, grain growth happens rapidly after the
completion of meta-dynamic recrystallization.
Grain-boundary energy is the driving force caus-
ing grain-boundary motion at high temperature.
Grain-boundary energy is comparable to the sur-
face energy; i.e., it tends to minimize itself
whenever possible by decreasing the grain-
boundary area. In general, grain growth will
continue to occur at elevated temperatures until
252 / Cold and Hot Forging: Fundamentals and Applications
Fig. 19.5
Fraction of meta-dynamic recrystallization (DRX) versus time at 1951 F (1066 C) with a strain of (a) 0.22 and (b) 0.6
to 1.3
the balance between the grain-boundary energy
and the pinning effects of precipitates (precipi-
tate size and spacing) is reached.
Grain growth is characterized by compression
tests with different postforging hold times. From
the micrographs obtained from these tests, the
microstructural evolution from partial dynamic
recrystallization to full meta-dynamic recrystal-
lization and to grain growth was observed. The
change in grain size versus time after the com-
pletion of meta-dynamic recrystallization is
found to follow:
33 26
d ⳮ d ⳱ 2 ⳯ 10 t exp(ⳮ595000/[RT])
m-dyn
(Eq 19.17)
The form of Eq 19.17 is well known for the
characterization of grain growth. The reason for
emphasizing that the d
m-dyn
is the grain size after
complete meta-dynamic recrystallization is that
after the completion of meta-dynamic recrystal-
lization, the dislocations have essentially disap-
peared, and the driving force for grain size
changes is the grain-boundary energy only.
The experimentally obtained data and the
model prediction for the short-time grain growth
are shown in Fig. 19.7. It is seen from this figure
that the grain growth at a temperature of ap-
proximately 2050 F (1121 C) is very fast.
There was not much difference in grain size after
the completion of meta-dynamic recrystalliza-
tion between the two samples obtained from
compression tests at 1951 and 2050 F (1066 and
1121 C) (Fig. 19.3 and 19.7). However, the
grain growth results in a large difference in the
final grain size between the two sets of tests.
Microstructure Modeling in Superalloy Forging / 253
Fig. 19.7
Grain growth versus time after the completion
of meta-dynamic recrystallization in Waspaloy
forging
Fig. 19.6 Meta-dynamic recrystallized grain size versus strain for various process conditions
19.3.4 Model Summary
It is seen from these equations that the major
factors in the control of the grain size in the forg-
ing of Waspaloy are strain, temperature-com-
pensated strain rate, and the as-preheated grain
size.
Strains create localized high densities of dis-
locations. To reduce their energy, dislocations
rearrange into subgrains. When the subgrains
reach a certain size, the nuclei of new grains
form. The higher the strain, the greater the
amount of dislocations and the greater the num-
ber of cycles of recrystallization. Hence, larger
strains result in a higher percentage of recrys-
tallization.
The reason that deformation under high-Z
conditions gives finer grain size is that an in-
crease in Z results in the increase in the subgrain
density, which gives a higher density of nuclei.
There are also more cycles of recrystallization
present under high values of Z. Thus, the size of
the recrystallized grains decreases [McQueen
and Jonas, 1975].
At a given strain, the as-preheated grain size
plays an important role in the determination of
the fraction of recrystallization and recrystalli-
zed grain size, because when polycrystalline
metal is deformed, the grain boundaries interrupt
the slip processes. Thus, the lattice adjacent to
grain boundaries distorts more than the center of
the grain. The smaller the as-preheated grain, the
larger the grain-boundary area and the volume
of distorted metal. As a consequence, the num-
ber of possible sites of nucleation increases, the
rate of nucleation increases, and the size of the
recrystallized grains decreases. Moreover, the
uniformity of distortion increases with the de-
crease in as-preheated grain size. Therefore,
having a fine as-preheated initial grain size is
very important for obtaining a fine recrystallized
final grain size.
The equations developed for the quantitative
prediction of these phenomena for Waspaloy are
summarized in Table 19.1.
254 / Cold and Hot Forging: Fundamentals and Applications
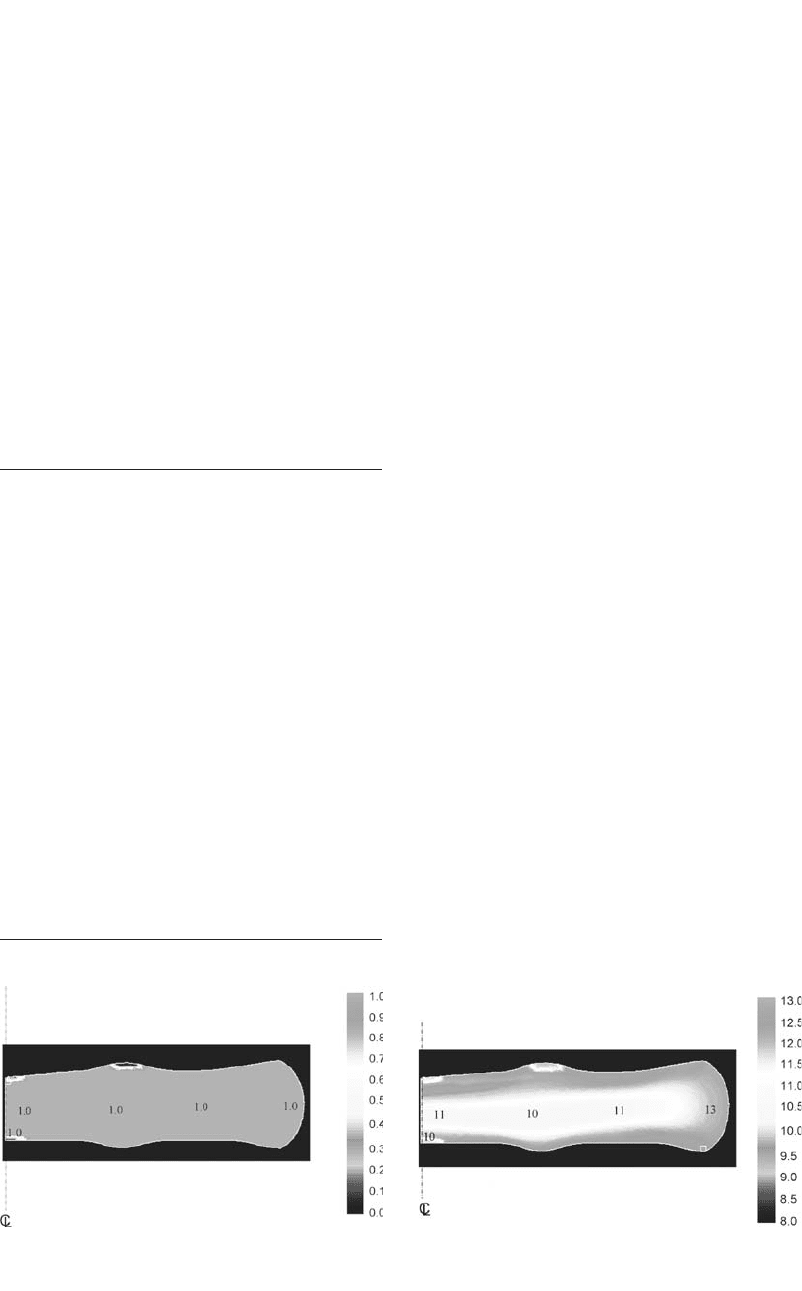
Fig. 19.8
Comparison of model prediction and experimen-
tal results. Fraction of recrystallization of a 718
developmental forging
Table 19.1 Mathematical model for
microstructure development in Waspaloy
forging
Dynamic recrystallization
Z ⳱ exp(468000/RT)
˙
¯e
⳱¯e 0.8¯e
cp
Subsolvus forging
⳱ 5.375 ⳯ 10
ⳮ4
d
0
0.54
Z
0.106
¯e
p
⳱ 0.145 d
0
0.32
Z
0.03
¯e
0.5
X
dyn
⳱ 1 ⳮ exp{ⳮln2
3.0
[¯e/¯e ]}
0.5
d
dyn
⳱ 8103 Z
ⳮ0.16
In-solvus forging
⳱ 5.375 ⳯ 10
ⳮ4
d
0
0.54
Z
0.106
¯e
p
⳱ 0.056 d
0
0.32
Z
0.03
¯e
0.5
X
dyn
⳱ 1 ⳮ exp{ⳮln2
2.0
[¯e/¯e ]}
0.5
d
dyn
⳱ 8103 Z
ⳮ0.16
Supersolvus forging
⳱ 1.685 ⳯ 10
ⳮ4
d
0.54
Z
0.106
¯e
p
⳱ 0.035 d
0
0.29
Z
0.04
¯e
0.5
X
dyn
⳱ 1 ⳮ exp{ⳮln2
1.8
[¯e/¯e ]}
0.5
d
dyn
⳱ 108.85 Z
ⳮ0.0456
Meta-dynamic recrystallization
t
0.5
⳱ 4.54 ⳯ 10
ⳮ5
d
0
0.51
exp(9705/T)
ⳮ1.28 ˙ⳮ0.073
¯e ¯e
X
m-dyn
⳱ 1 ⳮ exp{ⳮln2[t/t
0.5
]
1.0
}
d
m-dyn
⳱ 14.56d
0
0.33 ⳮ0.44 ⳮ0.026
¯e Z
Grain Growth
d
3
ⳮ d
m-dyn
3
⳱ 2 ⳯ 10
26
t exp(ⳮ595000/[RT])
19.4 Prediction of Microstructure in
Superalloy Forging
The methodology used in Waspaloy micro-
structure model development has also been used
for superalloy 718 [Shen, 2000]. The models
are integrated into finite-element software
DEFORM (Scientific Forming Technologies
Corp.) to predict microstructures developed for
different forging processes [Wu and Oh, 1985,
and Scientific Forming Technologies Corp.,
2002].
Figures 19.8 and 19.9 are the comparison of
model prediction and experimentally obtained
values (numbers shown on the contours) of re-
crystallization and average ASTM grain size of
a hammer-forged 718 disk [Shen et al., 2001].
Multiple dies were used in this hammer forging.
The blow-by-blow simulation was run for the
hammer forging in the FEM code DEFORM that
allows the entire thermal-mechanical history of
the hammer forging to be stored in the computer.
The microstructure model uses the thermal-me-
chanical history of the hammer forging to pre-
dict the recrystallization and grain size of the
hammer-forged 718 disk. Figures 19.8 and 19.9
show that the fraction of recrystallization and the
ASTM average grain size predicted by the
model agree well with the experimentally mea-
sured values.
Figure 19.10 shows the model-predicted
ASTM grain sizes and the experimentally mea-
sured ASTM grain sizes for an experimental
Waspaloy disk. The forging process involved a
hydraulic press isothermal forging followed by
a hammer forging [Stewart, 1988]. Again, the
model predicted well the average grain size of
the forged Waspaloy disk. These examples show
that the microstructure model is capable of pre-
dicting the recrystallization and grain size for
quite complex processes, such as hammer forg-
ing with multiple blows and die sets and the
combination of press and hammer forgings.
19.5 Nomenclature of
Microstructure Model
d final grain size, lm
d
0
as-preheated grain size, lm
Fig. 19.9
Comparison of model prediction and experimen-
tal results. Average ASTM grain size of a 718 de-
velopmental forging