Cold and Hot Forging: Fundamentals and Applications / Edited by Taylan Altan, Gracious Ngaile, Gangshu Shen
Подождите немного. Документ загружается.

Microstructure Modeling in Superalloy Forging / 255
d
dyn
dynamically recrystallized grain, lm
d
m-dyn
meta-dynamically recrystallized grain,
lm
n exponent for Avrami equation
Q activation energy, J/mol
R gas constant, 8.314 J/(mol•K)
T temperature, K
t time, s
t
0.5
time for 50% meta-dynamic recrystal-
lization
X
dyn
fraction of dynamic recrystallization
X
m-dyn
fraction of meta-dynamic recrystalli-
zation
Z Zener-Hollomon parameter, 1/s
¯e effective strain
¯e
0.5
effective strain for 50% dynamic re-
crystallization
¯e
c
critical strain for dynamic recrystalli-
zation
¯e
p
peak strain for dynamic recrystalliza-
tion
˙
¯e
effective strain rate
REFERENCES
[Deridder and Koch, 1979]: Deridder, A.J., and
Koch, R., “Forging and Processing of High
Temperature Alloys,” MiCon 78: Optimiza-
tion of Processing, Properties, and Service
Performance through Microstructural Con-
trol, STP 672, H. Abrams et. al, Ed., Ameri-
can Society for Testing and Materials, p 547–
563.
[Devadas et al., 1991]: Devadas, C., “The Ther-
mal and Metallurgical State of Strip during
Hot Rolling: Part III, Microstructural Evolu-
tion,” Met. Trans. A., p 335–349.
[Jonas, 1976]: Jonas, J.J., “Recovery, Recrys-
tallization and Precipitation under Hot Work-
ing Conditions,” Proceedings of the Fourth
International Conference on Strength of Met-
als and Alloys (Nancy, France), p 976–1002.
[McQueen and Jonas, 1975]: McQueen, H.J.,
and Jonas, J.J., “Recovery and Recrystalliza-
tion during High Temperature Deformation,”
Treatise on Materials Science and Technol-
ogy, Vol. 6, Academic Press, p 393–493.
[Scientific Forming Technologies Corp.,
2002]: DEFORM 7.2 User Manual, Scientific
Forming Technologies Corp., Columbus, OH.
[Sellars, 1979]: Sellars, C.M., Hot Working and
Forming Processes, C.M. Sellars and G.J. Da-
vies, Ed., TMS, London, p 3–15.
[Shen, 2000]: Shen, G., “Microstructure Mod-
eling of Forged Components of Ingot Metal-
lurgy Nickel Based Superalloys,” Advanced
Technologies for Superalloy Affordability,
K.M. Chang et al., Ed., The Minerals, Metals,
and Materials Society.
[Shen et al., 2001]: Shen, G., et al., “Advances
in the State-of-the-Art of Hammer Forged Al-
loy 718 Aerospace Components,” Superalloys
718, 625, 706 and Various Derivatives, E.A.
Loria, Ed., TMA.
[Shen et al., 1995]: Shen, G., et al., “Modeling
Microstructural Development during the
Forging of Waspaloy,” Met. Trans. A., p
1795–1802.
[Shen and Hardwicke, 2000]: Shen, G., and
Hardwicke, C., “Modeling Grain Size Evo-
lution of P/M Rene 88DT Forgings,” Ad-
vanced Technology for Superalloy Affordabil-
ity, K.M. Chang et al., Ed., The Minerals
Metals and Materials Society.
[Stewart, 1988]: Stewart, D., “ISOCON Manu-
facturing of Waspaloy Turbine Discs,” Super-
alloys, S. Reichman et al., Ed., TMS, p 545–
551.
[Wu and Oh, 1985]: Wu, W.T., and Oh, S.I.,
“ALPIDT—A General Purpose FEM Code
for Simulation of Nonisothermal Forging Pro-
cesses,” Proceedings of North American
Manufacturing Research Conference
(NAMRC) XIII (Berkley, CA), p 449–460.
SELECTED REFERENCE
●
[Shen et al., 1996]: Shen, G., et al., “Micro-
structure Development in a Titanium Alloy,”
The Proceedings of the Symposium on Ad-
vances in Science and Technology of Tita-
nium (Anaheim, CA), TMS.
Fig. 19.10
Comparison of model predicted and experimen-
tally obtained. Average ASTM grain size of a
Waspaloy developmental forging
CHAPTER 20
Isothermal and Hot-Die Forging
Manas Shirgaokar
Gangshu Shen
20.1 Introduction
The manufacturing processes used to produce
aerospace forgings depend on several factors, in-
cluding component geometry, property require-
ments, and economics [Williams, 1996, and
Noel et al., 1997]. With regard to economics, all
forging operations must be optimized to reduce
the amount of metal required to make the final
component shape. Titanium and nickel-base su-
peralloys, two widely used materials for aero-
space components, are relatively expensive and
hard to machine. Adding extra metal to the forg-
ing configuration results in added input metal
and machining costs to produce the final com-
ponents. Isothermal forging was developed to
provide a near-net shape component geometry
and well-controlled microstructures and prop-
erties with accurate control of the working tem-
perature and strain rate. Isothermal forging,
however, requires a large initial capital invest-
ment for equipment. Hot-die forging was devel-
oped to make some sacrifice in die temperature
and net shape capability while lowering the ini-
tial investment. All of the isothermal and hot-
die forged aerospace parts require a stringent
postforging heat treatment to produce the opti-
mum microstructure and properties of the com-
ponents.
20.2 Isothermal Forging
Isothermal hydraulic press forging has been
developed for near-net shape forging of materi-
als that are difficult to process. Isothermal forg-
ing was first practiced in production using IN-
100 material. Alloys such as IN-100, Rene 95,
Rene 88, N 18, U-720, Waspaloy, Gamma-TiAl,
Ti-6-2-4-6, IMI 834, Ti-6Al-4V, and others can
be forged economically only by using the iso-
thermal forging technique.
In an isothermal forging process, the dies are
heated to the same temperature as the work-
piece, allowing near-net shape configurations to
be formed, which results in the use of less raw
material and minimum postforging machining.
In isothermal forging of titanium and nickel-
base superalloys, since the forging temperatures
are very high (1700 to 2200 ⬚F, or 925 to 1205
⬚C), superalloys and molybdenum alloys are of-
ten used as tooling materials. Since molybde-
num alloys are prone to rapid oxidation at high
temperatures, a vacuum or inert atmosphere is
used, which also increases the capital investment
in isothermal forging.
Nickel-base superalloys were developed for
superior elevated-temperature strength and
creep resistance. Therefore, they are difficult to
process in the wrought form. Highly alloyed cast
and wrought superalloys have a very narrow
processing window. The new, even higher-alloy-
content powder metallurgy (P/M) materials are
even more temperature and strain-rate sensitive
and require a low strain-rate superplastic forging
condition to avoid abnormal structure being de-
veloped during postforging heat treatments
[Soucail et al., 1996]. The strain rate used in
isothermal forging is usually low to reduce the
adiabatic heating, maintain superplastic material
behavior, and meet the processing requirements
of P/M superalloys. Though the strain rate is low
and the forging time is long in isothermal forg-
Cold and Hot Forging Fundamentals and Applications
Taylan Altan, Gracious Ngaile, Gangshu Shen, editors, p257-275
DOI:10.1361/chff2005p257
Copyright © 2005 ASM International®
All rights reserved.
www.asminternational.org

258 / Cold and Hot Forging: Fundamentals and Applications
ing, due to the fact that the dies are heated to the
same temperature as the workpiece, there is no
die chilling, as in conventional forging. Suc-
cessful application of these processes demands
accurate temperature and strain-rate control, ad-
vances in titanium and nickel-base superalloy
materials, and stringent requirements on com-
ponent microstructure and properties.
20.2.1 Gatorizing
Alloys destined for use in rotating machinery
such as gas turbines are designed to have high
strength at elevated temperatures. Their perfor-
mance characteristics make them a challenge to
forge or machine using conventional techniques.
Thus, an improved method for forging high-
temperature alloys, known as Gatorizing, was
patented by Moore et al. in 1970. This method
consists of [Altan et al., 1973]:
●
Preconditioning the stock under controlled
conditions to secure a temporary condition
of low strength and high ductility
●
Hot working to the desired shape while
maintaining those attributes
●
Restoring normal properties to the work-
piece through heat treatment
With Gatorizing, hard-to-work nickel alloys
were forged for the first time, and the higher
strength that could be obtained from these alloys
resulted in higher strength-to-weight ratios in
aircraft components such as jet engine disks.
This process also led to development of tech-
niques for isothermal forging of integrally
bladed engine rotors (disks of superalloys forged
integrally with ceramic blades) [Walker et al.,
1976, and McLeod et al., 1980].
20.2.2 IsoCon
A process that combines isothermal forging
and hammer forging has been developed for the
processing of Waspaloy, a nickel-base superal-
loy material. This technique is referred to as
IsoCon and is made up of a controlled isother-
mal forging operation followed by a controlled
conventional hammer forging operation [Stew-
art, 1988]. The isothermal step results in the re-
quired microstructure and general component
configuration, while the final hammer forging
step results in controlled cold strain, which sig-
nificantly increases the properties of the final
part and imparts the final geometry refinement.
This metallurgical-based process requires a high
degree of process control for both the isothermal
and hammer forging operations. Utilization of
deformation and metallurgical models for
IsoCon process design optimization has been
beneficial in obtaining the final component re-
sults.
20.3 Hot-Die Forging
In addition to isothermal forging, hot-die hy-
draulic press forging is also widely used for pro-
ducing aerospace components. The die tempera-
tures used in hot-die forging are usually a few
hundred degrees lower than the workpiece tem-
perature. However, they are much higher than
the die temperatures used in conventional forg-
ing, ranging from 400 to 800 ⬚F (205 to 425 ⬚C).
Higher die temperatures require stronger mate-
rials for the dies. Superalloys are often used as
die materials for hot-die forging.
To keep a constant high temperature of the
dies, consistent heating of the die is required.
Induction, resistance, and radiant systems are
usually used for die heating in hot-die forging.
The strain rate used is usually an order of mag-
nitude higher than that used in isothermal forg-
ing, to reduce die chilling. Due to the higher
strain rates used in hot-die forging, P/M super-
alloys are usually not forged by this process. On
the other hand, titanium alloys and cast and
wrought superalloys are often forged by hot-die
forging processes.
Since hot-die forging is not performed in a
vacuum/inert environment, fast post-forging
cooling processes, such as water quench and oil
quench, can be applied immediately after forg-
ing, which is not usually possible for isothermal
forging. Whether an isothermal forging or a hot-
die forging should be selected for a component
depends on the material, the microstructure and
property requirements, and the economics. In
the forging of high-alloy-content P/M superal-
loys, the isothermal forging process is the only
proven method for success.
20.4 Benefits of
Isothermal and Hot-Die Forging
Forging basically involves the deformation of
a metal billet or a preform between two or more
dies in order to obtain the final part. The defor-
mation may be carried out by means of various

Isothermal and Hot-Die Forging / 259
machines, such as hammers or mechanical, hy-
draulic, or screw presses. Parts with complex ge-
ometries are forged in impression dies that have
the shape of the desired part. This may be done
in one step or a sequence of steps (i.e., preform-
ing and blocking), depending on the part com-
plexity. This process results in very high die
stresses and hence calls for the material to be
forged at elevated temperatures in order to re-
duce the flow stress, increase formability, and
thus reduce die stresses. During hot forging, the
heat transfer from the hot material to the colder
dies can result in die chilling. Dies are thus nor-
mally heated to approximately 600 to 800 ⬚F
(315 to 425 ⬚C) to reduce the heat transfer. Con-
ventional die materials do not allow the use of
temperatures higher than 800 ⬚F (425 ⬚C), since
they lose their strength and hardness above this
temperature range [Semiatin et al., 1983]. Alu-
minum alloys are generally isothermally forged,
since the dies are readily heated to the same tem-
perature range as the material (approximately
800 ⬚F, or 425 ⬚C). Since isothermal forging of
aluminum alloys is a well-established state-of-
the-art process, it is more appropriate to concen-
trate on high-temperature alloys such as titanium
and nickel.
Forging of steels and high-temperature alloys
can be an expensive process due to the preform-
ing and blocking operations needed to achieve
the desired part geometry, especially in aero-
space forging. This industry produces a rela-
tively small number of parts, which does not jus-
tify the high die costs. Thus, it is considered
economical to forge a part with high machining
allowances to reduce die costs while simulta-
neously increasing machining costs and material
losses. This approach is, however, not suitable
for titanium and nickel alloys that are more ex-
pensive in comparison to steel and aluminum.
This cost ratio has been a driving factor for the
development of isothermal (dies and workpiece
at the same temperature) and hot-die (die tem-
perature close to that of the workpiece) forging
methods.
Isothermal and hot-die forging offer the fol-
lowing advantages [Semiatin et al., 1983]:
●
Closer tolerances than conventional forging
due to elimination of die chilling. Reduction
of machining costs and material losses.
These forging processes allow for smaller
corner and fillet radii, smaller draft angles,
and smaller forging envelope, consequently
leading to materials savings and a reduced
forging weight (Fig. 20.1 and 20.2).
●
Elimination of die chilling also results in re-
duction of preforming and blocking steps,
thus reducing die costs.
●
Since die chilling is not a problem, slow de-
formation speeds can be used (e.g., a hy-
draulic press). This reduces the strain rate
and flow stress of the forged material. Due
to reduction of forging pressures, larger parts
can be forged using existing equipment.
Figure 20.3 shows a comparison between iso-
thermal forging and other conventional methods
of producing a typical rib-web-type aircraft
structural component.
20.5 High-Temperature Materials for
Isothermal and Hot-Die Forging
An in-depth understanding of the plastic prop-
erties of the forging material is extremely crucial
for the design of an isothermal forging process,
since the selection of the other elements, such as
equipment, die material, and lubricants, is based
on this knowledge.
At hot forging temperatures (Tⱖ
T
m
, where
T
m
is the melting point or solidus temperature
of the material), the flow stress is usually a func-
tion of strain rate, except at very low strains.
Consequently, the deformation behavior of a
material is best understood by examining the
flow stress dependence on strain rate [Chen et
al., 1980, and Greenwood et al., 1978]. The de-
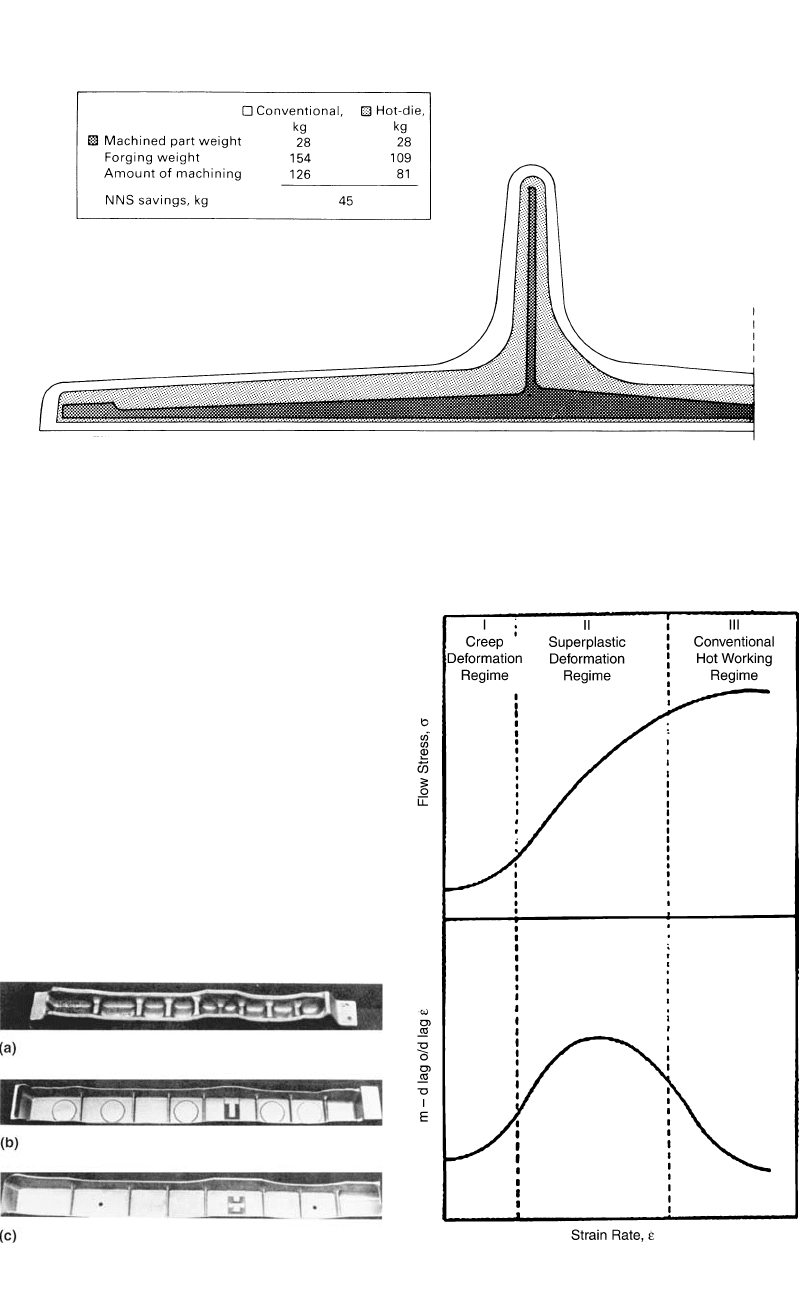
pendence of the flow stress on temperature is
minimal at very low (creep) as well as high (con-
ventional hot forging) strain rates. At interme-
diate strain rates, however, the flow stress de-
pendence on is often large, and it is in this¯e
region that superplastic behavior is predominant
(Fig. 20.4). The high strain-rate sensitivity of su-
perplastic materials promotes die filling and re-
sists localized plastic deformation, making these
materials extremely suitable for isothermal and
hot-die forging. Also, the reduction of flow
stress with decreasing strain rate lowers the forg-
ing loads, thus making it possible to form a part
isothermally with a smaller press than in con-
ventional hot forging. Isothermal forging also
reduces the number of forging steps and ancil-
lary operations that are necessary in conven-
tional forging.
20.5.1 Titanium Alloys
Titanium alloys are among the most com-
monly used materials for isothermal and hot-die
0.6
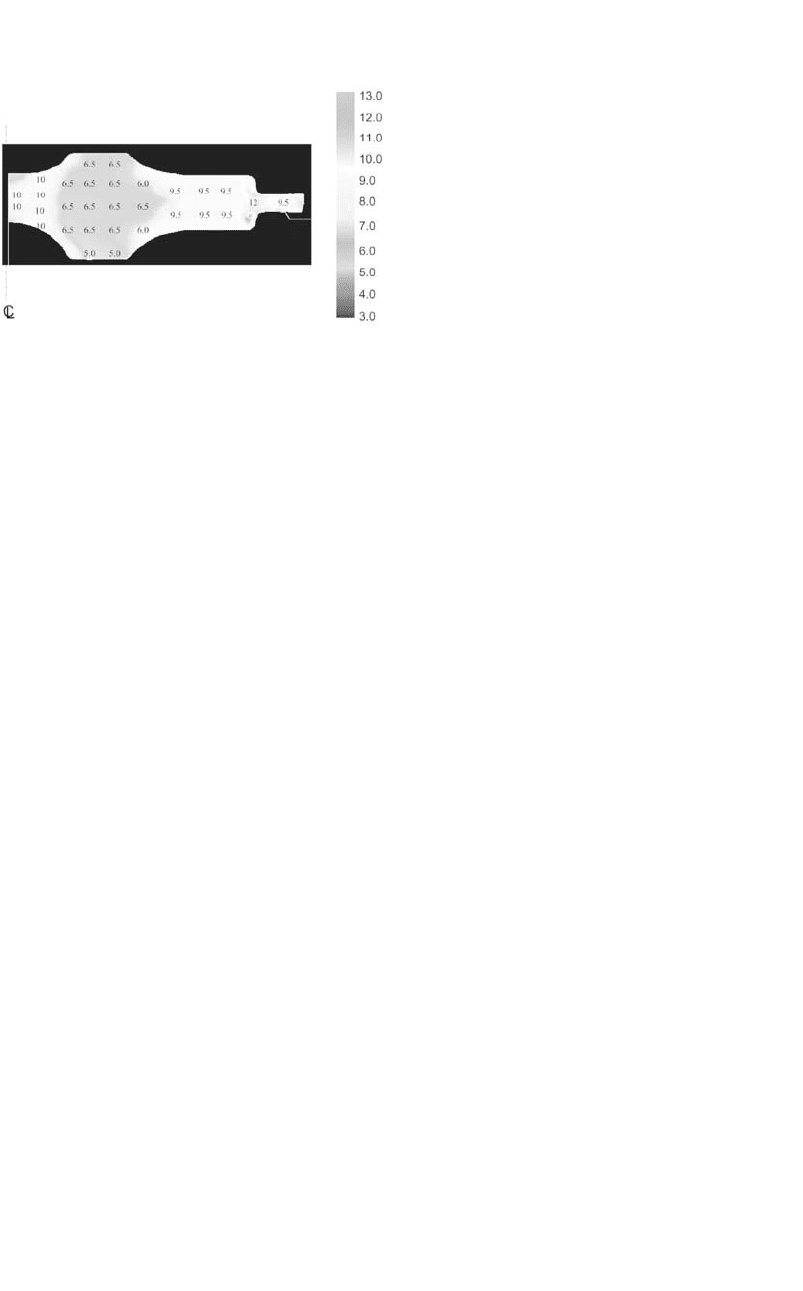
260 / Cold and Hot Forging: Fundamentals and Applications
Fig. 20.1
Weight reduction obtained by forging a disk by isothermal methods rather than conventional forging. A 60 lb (27 kg)
weight reduction was obtained [Shah, 1988].
forging. Unalloyed titanium occurs in two
forms, namely, the alpha phase (hexagonal
close-packed structure), which is stable up to ap-
proximately 1615 ⬚F (880 ⬚C), and the beta
phase (body-centered cubic structure), which is
stable from 1615 ⬚F (880 ⬚C) to the melting
point. The temperature at which this transfor-
mation occurs is known as the beta transus tem-
perature. It is possible to increase or lower this
temperature by the use of alloying elements
known as stabilizers (Table 20.1).
Titanium alloys are classified as either alpha
(␣) alloys, beta (␣) alloys, or alpha Ⳮ beta (␣
Ⳮ ␣) alloys. Table 20.2 lists some of the com-
mercially used titanium alloys with their classi-
fication. The flow stress of these alloys is very
sensitive to temperature and strain rate, espe-
cially for the alpha Ⳮ beta alloys and near-alpha
alloys below the beta transus temperature. The
beta transus temperatures for common titanium
alloys are given in Table 20.3.
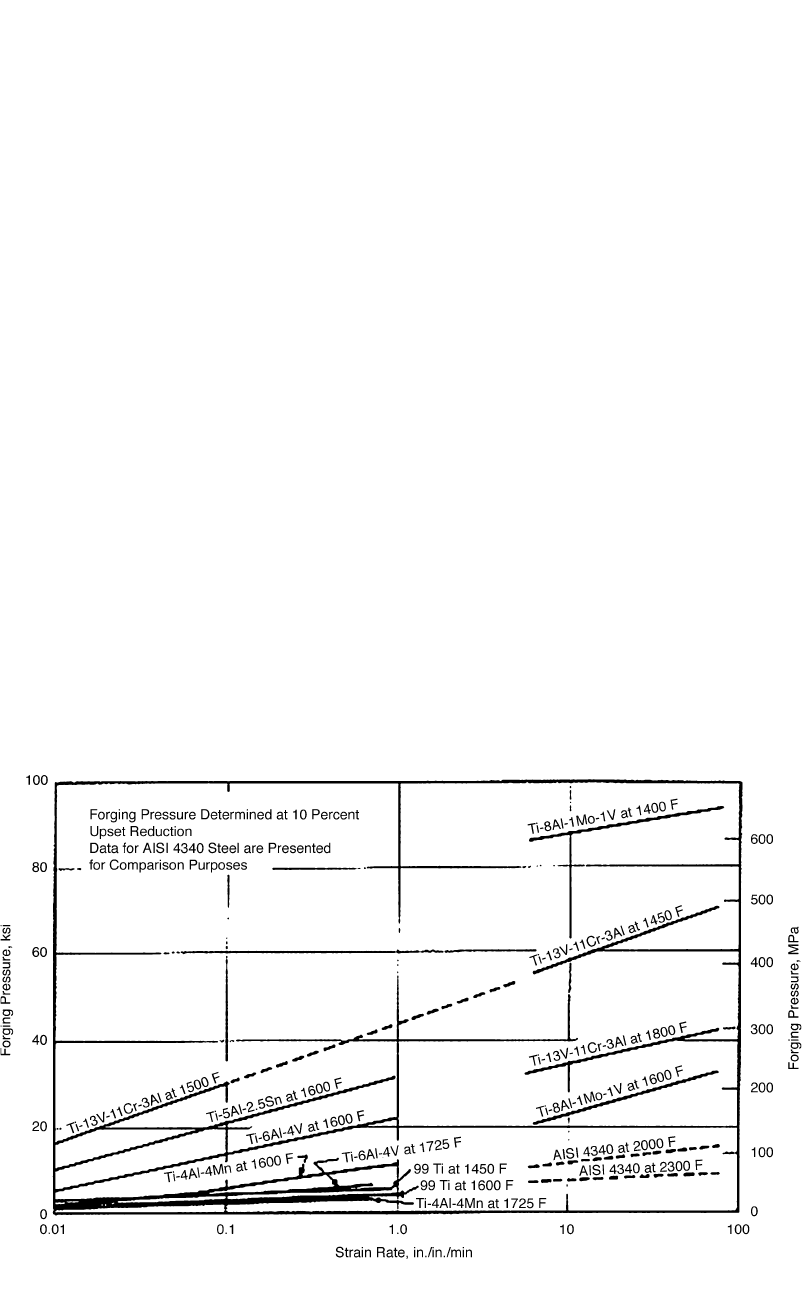
The data given in Fig. 20.5 are indicative of
the advantages of isothermal forging over con-
ventional nonisothermal methods for alpha,
near-alpha, and alpha Ⳮ beta alloys. If Ti-6Al-
4V were forged conventionally at a temperature
of 1725 ⬚F (940 ⬚C), chilling of the workpiece
surface to a temperature of 1600 ⬚F (870 ⬚C)
could lead to severe deformation inhomogenei-
ties. This is because the flow stress of this alloy
at 1600 ⬚F (870 ⬚C) is approximately three times
that at the desired forging temperature of 1725
⬚F (940 ⬚C). Also, a substantial reduction in the
forging pressures is possible by reducing the
strain rate by a factor of a hundred or a thousand.
Thus, for a given press capacity, parts can be
forged isothermally at lower strain rates and
lower preheat temperatures than in conventional
forging processes with higher strain rates, even
if die chilling could be avoided. This results in
lower energy expenditure and less contamina-
tion through alpha case formation at lower pre-
heat temperatures [Semiatin et al., 1983]. Fig-
ures 20.6 and 20.7 illustrate these points. The
forging pressures near the transus temperature
are similar to those encountered at a temperature
several hundred degrees lower when the strain
rate is slowed down to those employed in creep
forging. The practical use of these forging rates,
however, is restricted by economic considera-
tions.
Compared to the alpha, near-alpha, and alpha
Ⳮ beta alloys, the beta and near-beta titanium
alloys were developed and put into commercial
Isothermal and Hot-Die Forging / 261
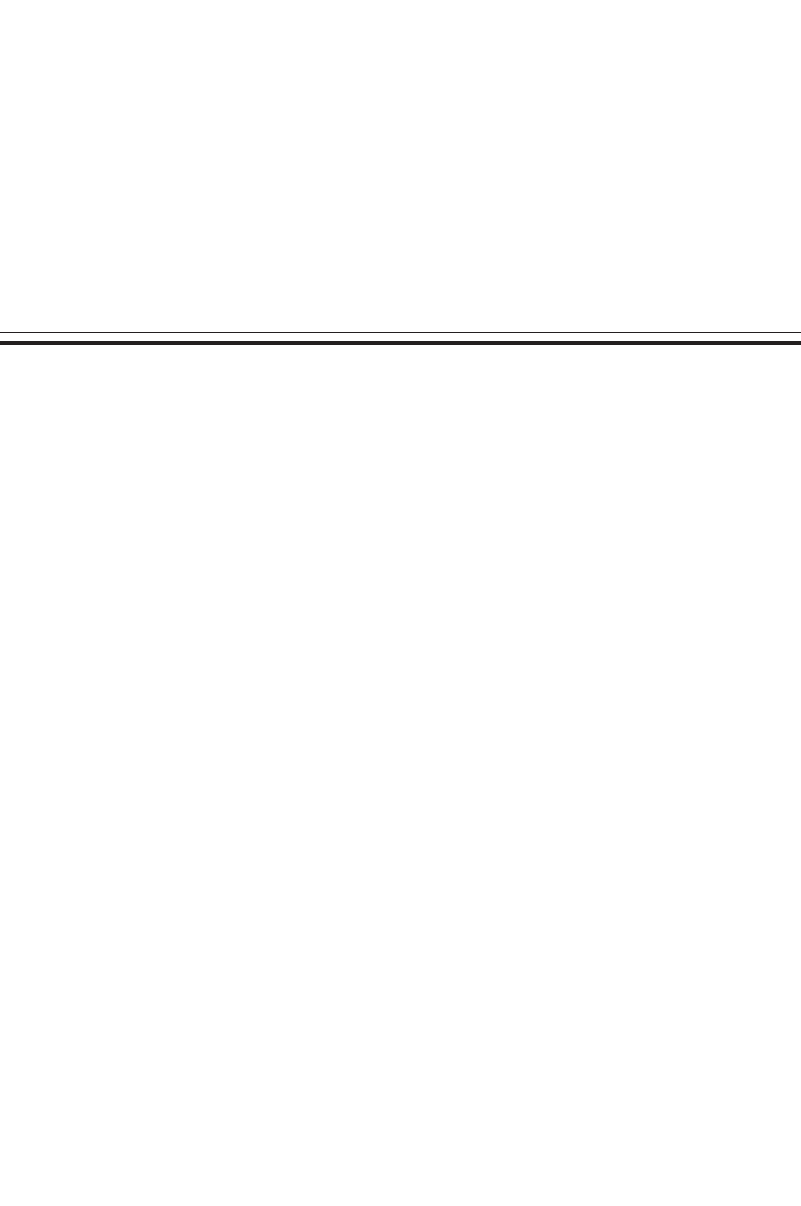
Fig. 20.3
Comparison of various methods of producing
torque ribs [DuMond, 1975 and 1976)
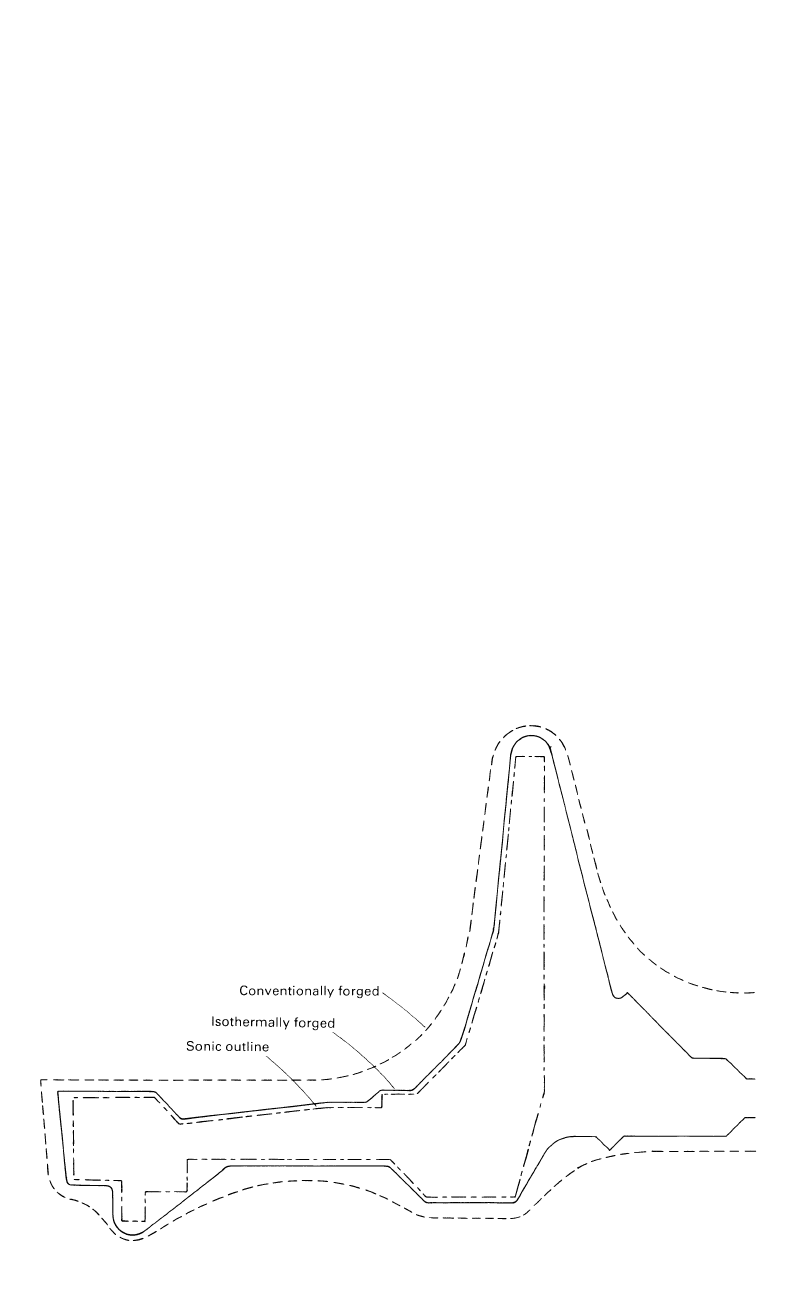
Fig. 20.2
Comparison between conventional and hot-die forging of a Ti-6Al-4V structural part on the basis of raw material saved
[Shah, 1988]
Fig. 20.4
Deformation regimes for superplastic materials
[Chen et al., 1980]
application much later. These alloys contain mo-
lybdenum, vanadium, or iron as beta stabilizers,
i.e., to stabilize the high-temperature body-cen-
tered cubic phase at room temperature. How-
ever, it should be noted that the beta phase in
these alloys is only metastable. As shown in Ta-
ble 20.3, the beta transus temperatures of these
alloys are relatively low, with a lower percentage
of the alpha (hexagonally close-packed) phase.
The lower transus temperatures of the beta al-
loys may lead one to conclude that these alloys
would have a lower flow stress compared to the
alpha and alpha Ⳮ beta alloys [Semiatin et al.,
1983]. However, the data provided in Fig. 20.5
does not support this conclusion. It is found that
the beta alloy Ti-13V-11Cr-3Al does not show
this behavior, which could be due to high levels
of vanadium and chromium [Altan et al., 1973].
The data for Ti-10V-2Fe-Al is, however, signifi-
cantly lower in magnitude compared to that of
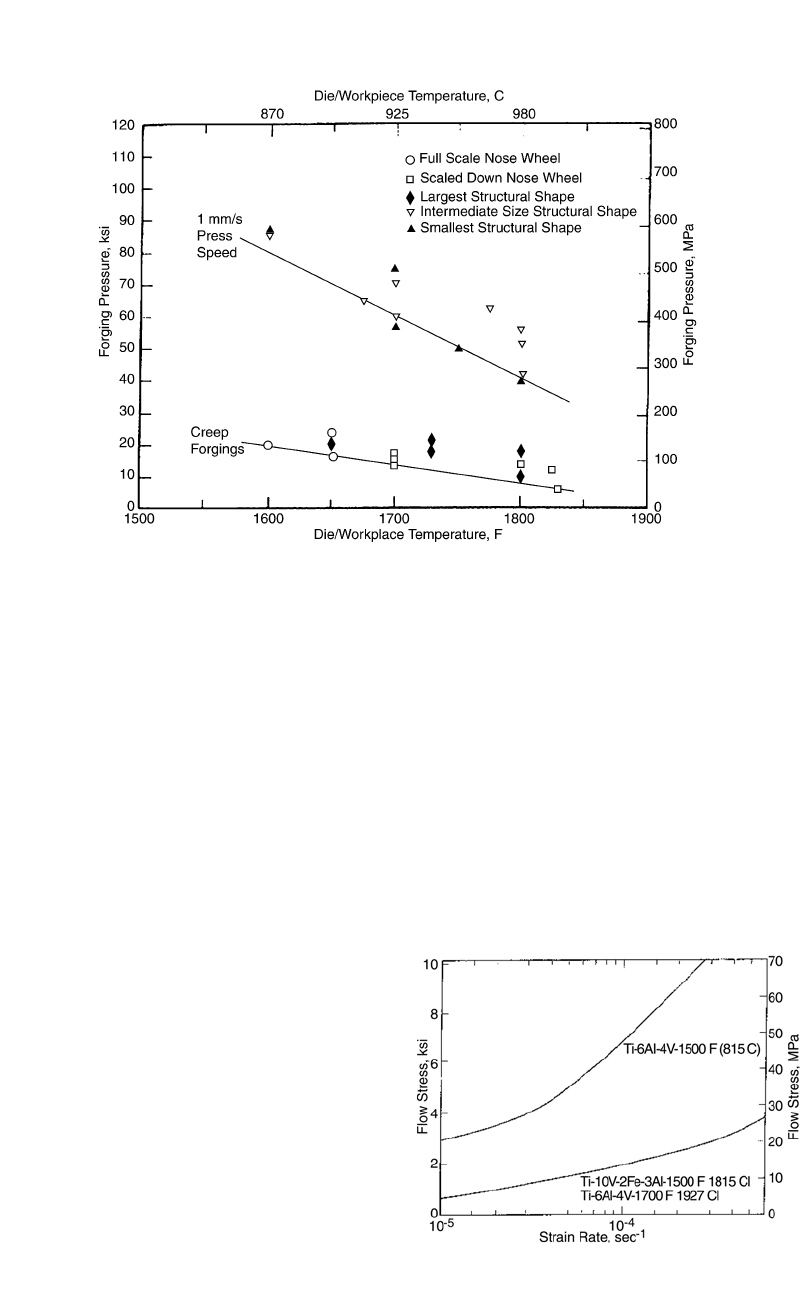
Ti-6Al-4V (Fig. 20.8). The figure shows that the
flow stress data for the beta alloy at 1500 ⬚F (815
⬚C) are comparable to that of Ti-6Al-4V at the
262 / Cold and Hot Forging: Fundamentals and Applications
Table 20.3 Beta transus temperatures and
forging temperatures for titanium alloys [Altan
et al., 1973]
Beta transus
temperature
Forging temperature
Alloy ⬚F ⬚C ⬚F ⬚C
Commercially pure 1760 960 1600/1700 870/927
Alpha alloys
Ti-5Al-2.5Sn 1900 1040 1725/1850 940/1010
Ti-8Al-1Mo-1V 1860 1015 1725/1850 940/1010
Alpha ⴐ beta alloys
Ti-6Al-4V 1820 993 1550/1800 843/982
Ti-6Al-4V-2Sn 1735 945 1550/1675 843/915
Ti-6Al-2Sn-4Zr-2Mo 1825 995 1700/1800 927/982
Ti-6Al-2Sn-4Zr-6Mo 1750 955 1625/1700 885/927
Beta alloys
Beta III 1400 760 1550/1650 843/900
Ti-13V-11Cr-3Al 1325 718 1600/1800 870/982
Ti-3Al-8V-6Cr-4Mo-4Zr 1475 800 1500/1600 815/870
Ti-10V-2Fe-3Al 1475 800 1400/1600 760/870
Table 20.2 Common titanium alloys used in
isothermal and hot-die forging
Classification Titanium alloy
Alpha and near
alpha
Commercial-purity titanium and Ti-5Al-2.5Sn,
Ti-8Al-1Mo-1V, Ti-2.5Cu, Ti-6242, Ti-6Al-
2Nb-1Ta-0.8 Mo, Ti-5Al-5Sn-2Zr-2Mo
Alpha/beta Ti-6Al-4V, Ti-6Al-4V-2Sn, Ti-6Al-2Sn-4Zr-
2Mo, Ti-3Al-2.5V
Beta Ti-13V-11Cr-3Al, Ti-8Mo-8V-2Fe-3Al, Ti-3Al-
8V-6Cr-4Mo-4Zr, Ti-11.5Mo-6Zr-4.5Sn, Ti-
10V-2Fe-3Al
Table 20.1 Alpha and beta stabilizers for
titanium alloys
Alpha stabilizers (increase the beta
transus temperature)
Aluminum, tin
Beta stabilizers (decrease the beta
transus temperature)
Vanadium, molybdenum,
chromium, copper
higher temperature of 1700 ⬚F (925 ⬚C) for a
given strain rate. This observation is of signifi-
cance to the isothermal and hot-die forging tech-
nology, since it implies cost savings by the use
of less expensive die materials, less die wear,
and fewer problems with lubrication as a result
of lower processing temperatures.
20.5.2 Nickel Alloys
Nickel-base superalloys have a degree of al-
loying in order to increase strength as well as
creep and fatigue resistance at elevated tempera-
tures, which are often a few hundred degrees
below the working temperature. This is done
through a combination of solid-solution
strengthening, precipitation of gamma prime
[Ni
3
(Ti, Al)] and various carbides, and forma-
tion of phases containing boron and zirconium
[Altan et al., 1973]. As a result of this alloying,
nickel-base alloys are among the most difficult-
to-work alloys in commercial use today. This
also presents problems when it comes to pro-
ducing ingots or bar stock suitable for forging.
This situation arises due to macro- and micro-
segregation during solidification of the superal-
loy compositions [Daykin et al., 1972]. During
solidification, regions low in alloy content, par-
ticularly the precipitation-hardening elements,
freeze first, resulting in regions with higher alloy
content as well. The working temperature re-
gime of the former is lower and wider than that
of the highly alloyed regions.
In forging nickel alloys, problems arising
from high alloy content and segregation become
worse when conventional hot forging is em-
ployed [Cremisio et al., 1972]. Die chilling can
lower the workpiece temperature to below the
solutioning temperature, leading to precipitation
and the subsequent drop in workability and the
possibility of fracture. Also, temperature rise
during deformation, a result of the higher strain
rates of conventional forging, could lead to melt-
ing, particularly at the grain boundaries where
lower-melting-point phases are found. Thus, iso-
thermal and hot-die forging have clear advan-
tages over conventional hot forging of superal-
loys.
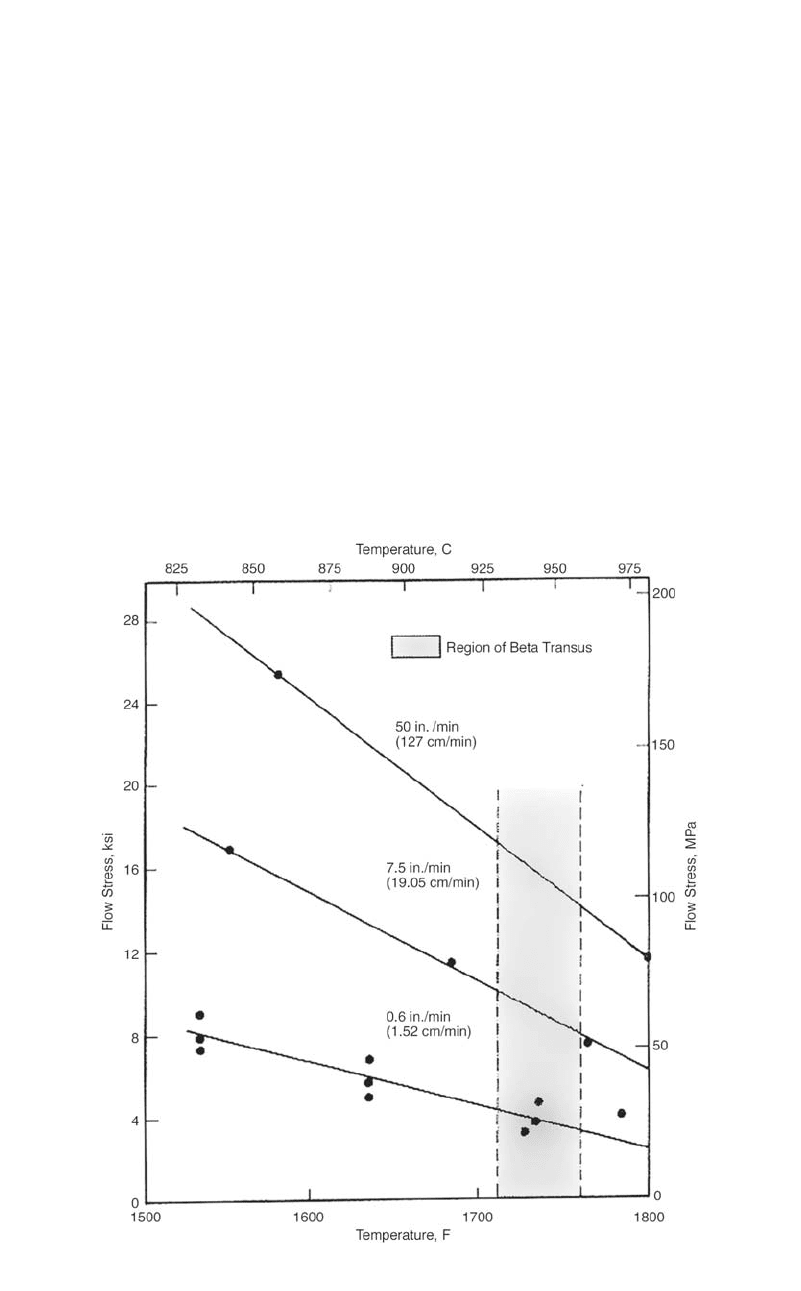
Figures 20.9 and 20.10 show the flow stress
data for nickel-base superalloys such as Was-
paloy and Inconel 718. These materials show a
strong dependence of the flow stress on tem-
perature, strain rate, and microstructure. It is ob-
served that the curves show a maximum, fol-
lowed by a drop and eventually a steady-state
regime. This behavior is typical of materials that
undergo dynamic recrystallization, and it pro-
motes ductility and workability. The decrease in
the flow stress following the maxima can be at-
tributed to deformation heating. It was also
found experimentally that the flow stress data
could be considerably different for materials
with different grain sizes or grain structure.
Flow stress data for fine-grained superalloys
produced by P/M show characteristics that make
them desirable for isothermal forging. In one
study, P/M materials have been found to show
lower flow stress than cast products, with high
m values of 0.5 at strain rates of 10
ⳮ3
and lower
[Moskowitz et al., 1972].
Isothermal and Hot-Die Forging / 263
Fig. 20.5 Effect of strain rate on forging pressures for titanium alloys at different temperatures [Altan et al., 1973]
The main characteristics of the materials dis-
cussed above can be summarized as [Semiatin
et al., 1983]:
●
Strong dependence of the flow stress on tem-
perature
●
High rate sensitivity at low strain rates
●
Fine grain size
These properties make the titanium and
nickel-base superalloys more suitable for iso-
thermal forging than conventional hot forging.
Isothermal forging avoids the problems in metal
flow and microstructure arising out of die chill-
ing. It is possible to forge parts at lower strain
rates, leading to reduced forging loads and better
die filling. However, in order to maintain a high
rate sensitivity during forging, it is necessary
that the preform or billet have a fine grain size,
which should be retained during forging. Thus,
alloys with a homogeneous two-phase structure
are most likely to meet this requirement.
Wrought titanium alloys and wrought and P/M
nickel-base superalloys are therefore among the
most appropriate high-temperature alloys for
isothermal and hot-die forging.
20.6 Equipment and Tooling
Of all the equipment available to carry out a
forging operation, the slow speeds of hydraulic
presses make them more suitable for isothermal
and hot-die forging operations. These machines
make it possible to use the high strain-rate sen-
sitivity of the forging materials at low strain
rates as an advantage. Isothermal forging pro-
cesses are carried out under constant load at ap-
proximately 0.1 to 1 in./min (0.25 to 2.5 cm/
min), with hot-die forging being slightly faster
to avoid die chilling [Semiatin et al., 1983].
The flow stress is dependent on the strain rate
(press speed), which in turn determines the forg-
ing pressure. Hence, the maximum allowable die
pressures dictate the forging speed. The flow
stress of the material and hence the die pressures
can be maintained within allowable limits by
lowering the strain rate and press speed. Practi-
cally, it is possible to start the forging stroke with
a higher ram speed, since the part is initially
thick with a relatively small surface area and
requires little pressure for deformation. Thus, it
is necessary to control the press ram throughout
the forging stroke so that the desired strain rates
can be applied at different stages. This is an es-
sential requirement, since the part geometry,
metal flow, and forging pressure vary throughout
the stroke.
The size of the part and the allowable forging
pressure on the dies can be used as the criteria
for selecting the hydraulic press for the desired
264 / Cold and Hot Forging: Fundamentals and Applications
Fig. 20.6
Effect of deformation rate and temperature on flow stress of Ti-6Al-6V-2Sn alloy under isothermal forging conditions [Fix,
1972]
isothermal forging process. The size of the dies
is governed by the limitations of the technique
used to heat them as well as the cost of the die
materials, which are usually very expensive.
Sensors are used in conjunction with press
equipment to form a closed-loop control system
in the isothermal forging press. The high levels
of process control that are achieved through iso-
thermal forging have allowed near-net forging
of complex components from alloys with very
narrow processing windows. Isothermal forging
can be a very cost-effective manufacturing pro-
cess for the manufacture of critical components
that are required to be produced from very ex-
pensive and difficult-to-process materials. Vast
quantities of quality jet engine parts have been
produced by isothermal forging. Figure 20.11
shows a jet engine disk being forged in an iso-
thermal press.
Ladish Company designed and constructed
two isothermal presses (5,000 and 10,000 ton).
Between the two presses, the 10,000 ton press
is the largest isothermal press in the world (Fig.
20.12). Pratt & Whitney-Georgia has one 3,000
ton and two 8,000 ton isothermal presses. Wy-
man-Gordon has one 8,000 ton isothermal press.
Isothermal presses have been utilized for the
most demanding aerospace component applica-
tions.
20.6.1 Die Materials
Due to the very high temperatures of the dies
in isothermal and hot-die forging, selection of
the die materials is an extremely critical part of
the forging process design. The various factors
to be taken into consideration during die mate-
rial selection are wear and creep resistance, hot
Isothermal and Hot-Die Forging / 265
Fig. 20.8
Flow stress data for Ti-10V-2Fe-Al compared with
that of Ti-6Al-4V [Rosenberg, 1978]
Fig. 20.7 Effect of temperature on forging pressure in isothermal forging of Ti-6Al-6V-2Sn [Kulkarni et al., 1972]
hardness, toughness, and overall structural in-
tegrity. When die temperatures are in the range
of those encountered in conventional hot forg-
ing, it is possible to use a variety of low-alloy
tool steels or hot working die steels. However,
when forging titanium or nickel-base alloys,
where temperatures are in the range of 1500 to
2000 ⬚F (815 to 1095 ⬚C), one is restricted to a
limited range of die materials, ranging from su-
peralloys and refractory metal alloys to ceramics
[Semiatin et al., 1983].
Due to their low strength and creep resistance
above 1500 ⬚F (815 ⬚C), iron- and cobalt-base
superalloys have been found, in general, to be
unsuitable as die materials for isothermal forg-
ing. Wrought nickel-base superalloys such as
Waspaloy, Udimet 700, Astroloy, and Unitemp
AF2-1DA are well suited for isothermal forging
of titanium alloys at 1700 ⬚F (925 ⬚C) and lower.
What makes these wrought nickel-base super-
alloys attractive as die materials is their struc-
tural integrity and resistance to defects such as
porosity in large forged die blocks. They also
retain their strength in the temperature range of
1500 to 1700 ⬚F (815 to 925 ⬚C), unlike the iron-
base materials (Fig. 20.13). However, in prac-
tice, the temperatures for nickel-base superalloy
dies are maintained at approximately 1650 ⬚F
(900 ⬚C) or lower to extend die life in case of
large production runs. This makes it a case of
near-isothermal forging instead of isothermal
forging. Figure 20.13 shows a drastic drop in the
strength of these die materials after a tempera-
ture of 1700 ⬚F (925 ⬚C) because of reversion of
the gamma-prime precipitates. Cast nickel-base
superalloys such as IN-100, MAR-M-200, In-
conel 713C, and TRW-NASA VIA [Simmons,
1971] have also found acceptance as die mate-
rials. Figure 20.14 shows that these alloys are
comparable and sometimes superior in strength
to the wrought alloys. Isothermal forging of
wrought nickel-base superalloys requires special
die materials, such TZM molybdenum, TZC,
and Mo-Hf-C [Clare et al., 1977–78]. TZM mo-