Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

PAGE
44
. 39
In the real world we moni-
tored a specific setting to ver-
ify that the pressure can not
only be reduced but in fact
can run very low at high pro-
duction speeds. The job was
120-line (per inch) four-color
process on black tees. A cus-
tom calibrated Challenger
press with 25 N/cm² screens,
the blade ran at least 24 inch-
es per second, 80º durometer
square sharp blades at 1.125-
inches unsupported height,
initial angle of 75° from verti-
cal, 0.082 off-contact dis-
tance and a 3-inch inkwell ran
at 775 pieces per hour with-
out incident. The underbase
white was flashed at 950° F.
with a panel height of 3/8-
inch. The part that may interest you is that the force on the squeegee was a
mere 30-PSI. The press calibration techniques, blade selection and settings as
well as screen and stencil specifications are all detailed in this manual. The actual
print is shown on page 3.18.
There are several areas where pressure is a significant factor in the printed result:
pressure on the ink, pressure on the mesh and pressure on the platen. M&R
presses control squeegee pressure pneumaticallywith air pressure. Since air is
elastic, it senses any variability in resistance from the mesh and the platen. This
makes the blade quite easy to set, it is forgiving but for the highest quality and
highest speed printing, you will need to properly set the screen, press and blade.
Detailed explanations of these three facets of pressure follow.
Pressure on the ink is a function of squeegee speed and the deflected angle of
the blade. This pressure serves to reduce the inks viscosity and inject ink into
the mesh openings. As the blade speed is increased the pressure on the ink is
higher and depending on the ink speed may alter the deposit or not but
nonetheless the pressure is increased. As the angle of the blade is lowered the
pressure on the ink increases rapidly once the ink transfer is total and the cover-
Press Calibration
Eliminate pressure on the platen by following these
steps:
1. Calibrate the press.
2. Set off-contact based on image tolerance.
3. Set the tension level based on off-contact distance.
4. Use ink with a low tack level.
5. Select a blade that shows no primary deflection.
6. Set pressure on Challenger II if available.
7. Angle blade to absorb additional pressure if needed.
8. Select ink with a low tack level.
9. Monitor results by observing for positive mesh lag.
Eliminating Pressure
On The Platen
How To
Instructions
PAGE
44
. 40
age sufficient, any more angle is detri-
mental. It will lead to excessive
deposits, positive mesh lag and loss of
edge acuity. You will find that for
high tack level inks it is necessary to
angle the blade just to get a propor-
tional drop in the viscosity and allow
the ink to transfer. The proper reme-
dy is not angle or blade pressure on
the ink but to fix the ink itself.
Pressure on the mesh, at the point that
the mesh contacts the platen, is a
function of the blade flexure, the off-
contact distance, and screen tension
and ink well size. Also known as con-
tact pressure, it serves to create a
consistent deposit both side to side,
over the stroke length and for succes-
sive prints. You will have troubles
with inconsistent contact pressure if
and when you have a high angle
blade, high tensioned mesh with a
small inkwell, printing on an uncali-
brated press.
Chapter 4
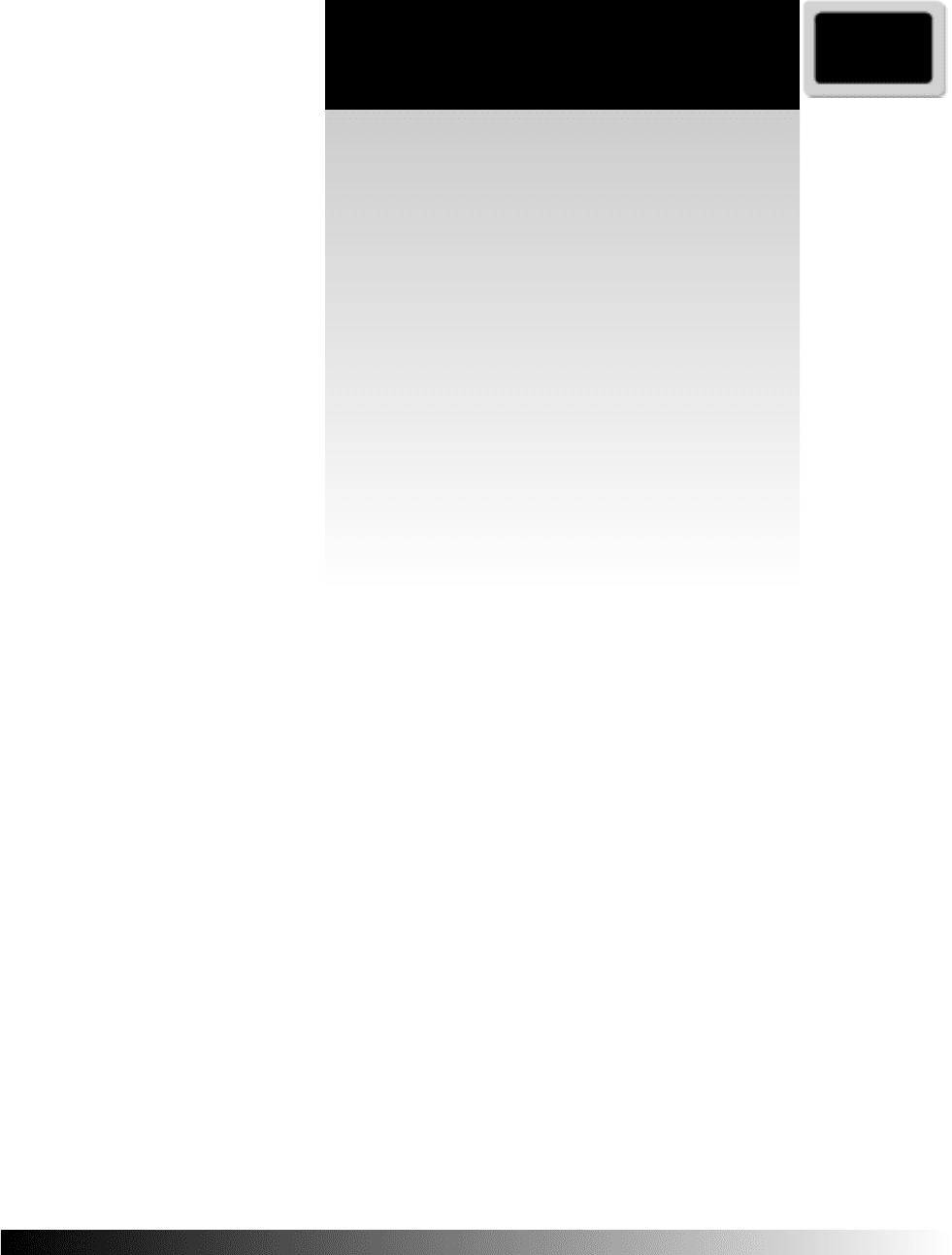
75° Squeegee Angle
Figure 4.33 This illustrates the squeegee angle on a
Challenger II press set at a 75° angle. If the angle is to be
adjusted lower, there are two constraints, do not encourage pos-
itive mesh lag, and do not trigger primary blade deflection.
Otherwise a lower angle will increase the shear rate on the ink,
reduce the pressure on the mesh and reduce the pressure on the
platen. Note: air pressure regulators and gauges are optional
on all M&R presses.
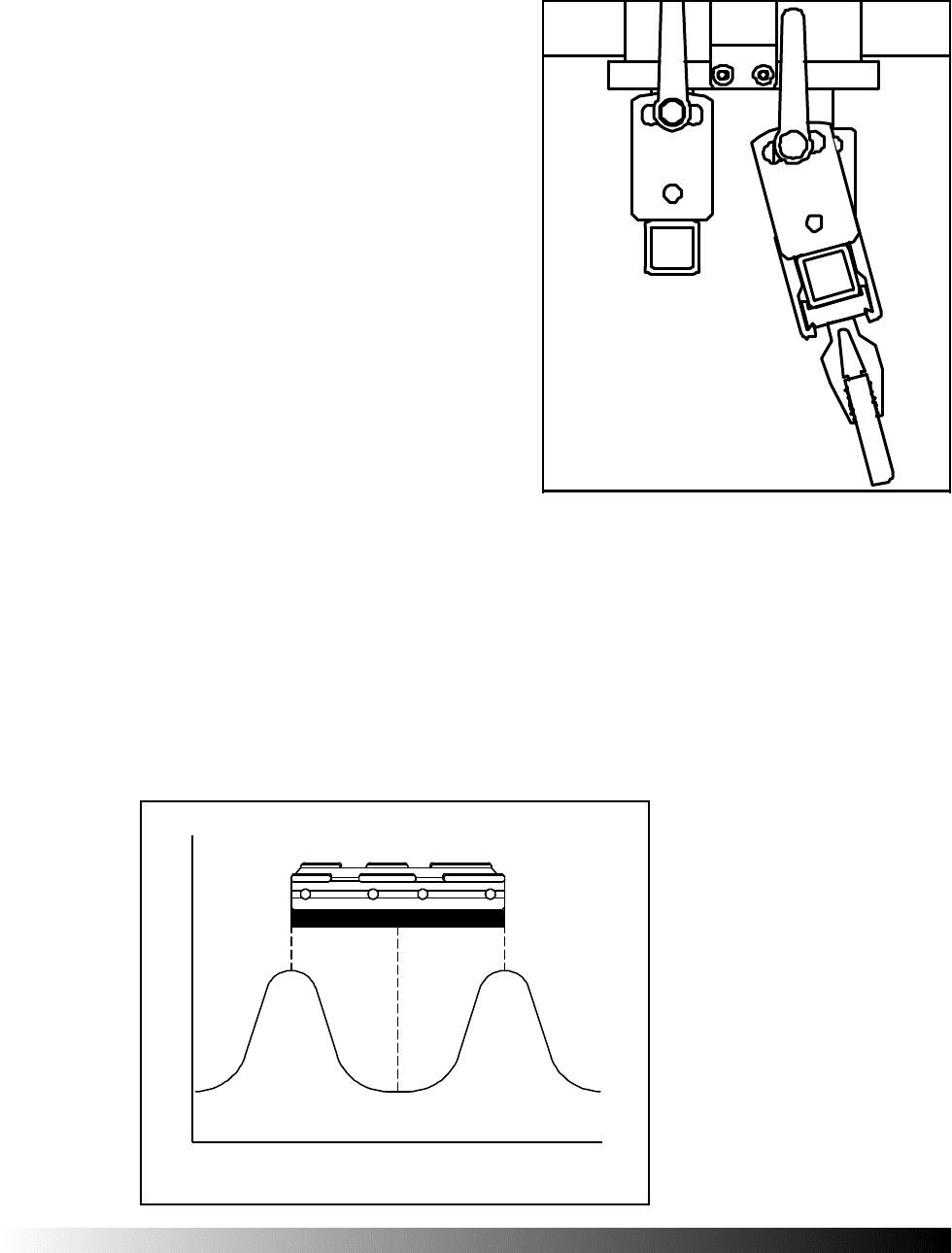
Position On Screen
Increased Pressure On Mesh
Figure 4.34 This illustrates the
increase in pressure between an un-deflect-
ed blade and the screen mesh. Even if the
tension is precisely consistent across the
surface of the mesh in its static state, the
increase is greater nearest the ends of the
blade and the edges of the mesh. We rec-
ommend a radiused blade end to buffer
the peaks of pressure increase but even
they will not eliminate the variance.
PAGE
44
. 41
You will have troubles with low contact pressure if and when you have high
squeegee force (pounds), a soft, tall blade, low screen tension and excessive off-
contact distance. This blade would fold over and the contact area would be
greater so the pressure (force over area) would be lessened. Ink transfer will be
poor in the central areas as well as at the edges of the image.
You will want to run high contact pressure and the best approach would be a 10°
to 15° near vertical angle 1.25-inch blade height maximum a 70° to 80° durome-
ter, 3/8 inch thick blade with a square, sharp edge, as large an inkwell as possible
on a sufficiently tensioned screen with proper off-contact on a calibrated press.
This squeegee blade would not deflect until the mesh reached the platen and pro-
vide a minimum area of contact and therefore the highest pressure.
Pressure on the platen is a result of one or more problematic settings or conditions.
It causes excessive changeover to clean the platens or to remask. It causes the
loss of table adhesive due to the same ink build up. It wears out the screen and
causes bursting in the center of the mesh. It causes a loss of opacity on darks
and smearing and blurring when printing on a flashed under base.
If there is primary deflection where the blade deflects before it reaches the plat-
en, the contact area will most often be irregular. There will be more contact area
at the edges of the mesh. Finally this pressure imbalance will be remedied by the
continued folding of the blade even further on the platen. If the press is not cali-
brated, excessive platen force is guaranteed.
Challenger II has a pressure gauge so that you can prevent this occurrence. The
stock pressure on a Challenger at line pressure is 178 pounds. It is most often
Press Calibration
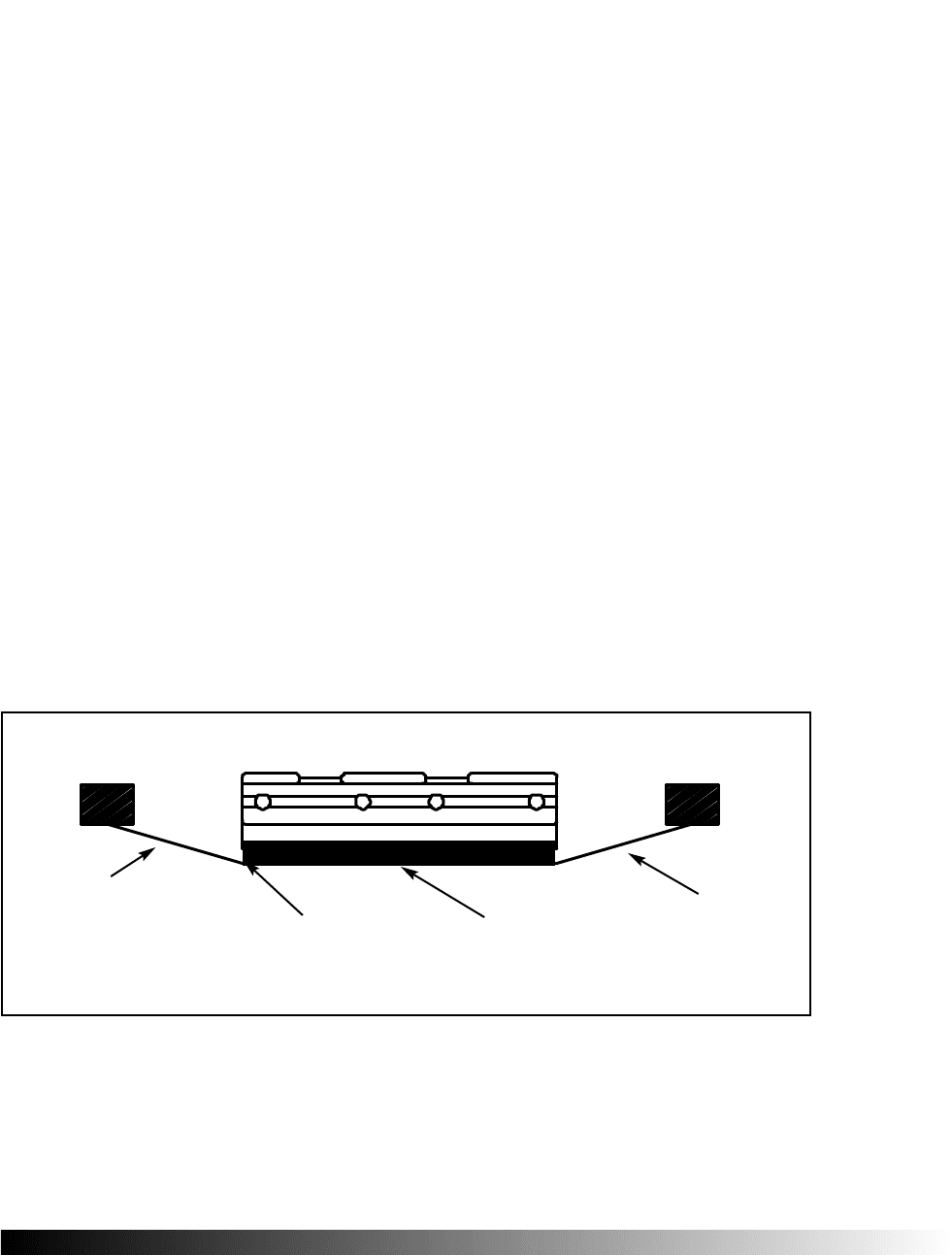
Side
Inkwell
Endpoints
Midpoint
Mesh
Figure 4.35 This illustrates the need to create pressure between the midpoint of the blade and the screen mesh often leads
to unwanted pressure on the platen. If there is primary deflection (before the blade and mesh have reached the platen) there
will be an inevitable need to deflect the blade further on the platen. This is necessary to make the contact edge of the blade
consistent across the surface of the mesh. Otherwise the deposit will be inconsistent.
PAGE
44
. 42
necessary and depends on your ink well size, tension level and
off-contact distance. Particularly with high tensioned mesh,
uncalibrated presses and small inkwells, the high force is neces-
sary to get the edge of the mesh into contact with the platen.
(The center of the mesh follows accordingly but the force is
needed at the end of the blade and the edge of the mesh.) By
applying the details in this manual you can dramatically reduce
the force on the blade and enjoy extended screen life, sharper
quality printing at higher speeds. Whenever you adjust pressure
or make any other squeegee adjustment, be sure that you have
checked the new position on a few platens particularly if your
system is not in calibration. A calibrated system includes:
screens of the same relative tension, blades of the same flex-
ure (height, length, shape and durometer) and a press that has
been set according to the instructions on page 4.15.
Squeegee blade pressure on the platens causes all sorts of
problems. First since the garments are mostly air space, it
causes seepage and puts ink on the platen where you will have
unnecessary downtime to clean it up. Simultaneously it ruins
the effect of the table adhesive which causes rejects and slows
productivity. Since it is driving the ink into the garment you
will see less opacity on dark garments.
More subtly it the major reason that screen mesh bursts in the
center of the screen. The cost of this downtime mid-run is
staggering. Meanwhile such a setting causes image stretch in
the print direction. You can witness smearing and blurring on
the far side of the image as the squeegee passes. Along with
these maladies you will find that overprint colors mottle and
your ink build-up is worse in the center of the screen. The
pressure from the blade should be no higher than the pressure
from the tension and off-contact at the edges of the mesh and
the end of the blade. Until you fix the problem you cant be
sure if it is the ink.
TThhee SSoolluuttiioonnNNoott TThhee PPrroobblleemm
Although the squeegee may not be the cause of all the prob-
lems that it is asked to resolve, it is the tool of the moment
on press, so we will help you adjust accordingly.
Chapter 4
LLooookk ffoorr tthhee ffoolllloowwiinngg cchhaarraacc-
tteerriissttiiccss wwhheenn sseelleeccttiinngg yyoouurr
ssqquueeeeggeeee bbllaaddee::
1. Polyurethane for resistance to
wear, ink and wash-up.
2. 70° to 80° durometer depend-
ing on ink pressure needed.
3. Square profile, 3/8-inch X 2-
inch, with a 1.25-inch unsup-
ported height..
4. Edge should match the mesh
used. The coarser the mesh the
larger the radius.
5. Aproximately 1.00-inch longer
than the maximune image
width.
IInn aaddddiittiioonn ffoorr pprroocceessss pprriinnttiinngg::
1. 80° durometer.
2. 3/8-inch X 2-inch with a 1.00-
inch unsupported height..
3. 10° to 15° angle
4. All blades the same height and
length.
5. Set all blades at same pressure
with optional air regulators..
6. 20-inches per second speed.
DDoo tthhee ffoolllloowwiinngg ttoo pprreeppaarree
yyoouurr ssqquueeeeggeeee bbllaaddee::
1. Sharpened before use for a
true edge.
2. Ideally prepare an identical set
of back-up blades for your
press run.
Tips On Squeegee
Blade Selection
PAGE
44
. 43
1. Compensate for positive mesh lag. The real way to fix
the problem is to reduce the ink tack, increase the off-con-
tact distance or increase the screen tension but for the
moment, raise the blade slightly, make the angle more verti-
cal and increase the speed. Be cautious if your press is not
calibrated the blade may not print on all platens. The con-
tact area was too great and the ink is recovering its body
before the blade passes.
2. Correct for image stretch. The real way to fix the prob-
lem is to reduce the ink tack, increase the off-contact dis-
tance or increase screen tension but for the moment, put a
scrap shirt on the press and reduce the squeegee pressure.
If it brings the image closer to in register then raise the
blade further and set a more vertical angle and apply pres-
sure gingerly if needed. Be cautious if your press is not cali-
brated the blade may not print on all platens. The off-con-
tact was too low for the combination of squeegee force and
mesh tension.
3. Clear the ink from the mesh. This is a job for larger
mesh openings an off-contact distance check and lower ink
tack but in a bind: if the surface of the non image areas are
covered with a thick ink film after the stroke, you want a
more vertical angle. If the ink doesnt clear but the non-
image areas are clean, a lower angle and slightly more pres-
sure is the solution. If the ink hang-up is in the central
areas only there is nothing that the squeegee can do, you
must increase the off-contact distance.
4. Increase ink deposit. The best method is to select a mesh
or ink that will give you or the coverage or opacity that you
need but in a pinch: Angle the blade lower and leave the
pressure alone. If you need more pressure apply it sparingly
and gradually after a few prints.
5. Improve image detail. This is a job for the stencil but if
you need a cure now: be sure that the edge is sharp, an 80°
durometer blade works well for detail, take some pressure
off of the blade and bring the angle to approximately 10°.
Once a week or so you might
want to perform the following
procedure, so that you can verify
press calibration and to bring your
press heads back into a home
position.
Remove screens and flood bars
and start with clean platens
preferably covered with peel. Load
your standard size squeegee into
the first press head, raise the
platens and stop the blade at mid-
way through the print stroke.
You may have to raise the blade
so there is some clearance
between the blade and the platen.
Use a business card as a feeler
gauge sliding it left to right under
the blade and set the blade posi-
tion so that the drag on the card is
consistent from edge to edge.
If you are in doubt as to parallel
settings between the carriage and
the platen then position the blade
at both front and rear of the
stroke. Be sure that the drag on
the blade is consistent from side
to side at all three positions front,
middle and rear of the platen.
You can perform the same feeler
gauge test with a screen and flood
bar. This test will verify paral-
lelism between the carriage and
the screen holders or surface of
the mesh.
Press Calibration
Verification
PAGE
44
. 44
6. Higher blade speed. The
ink and the flatness of the
mesh are the two con-
straints to squeegee speed.
The blade can do its part
by minimizing the contact
area between blade and
mesh. Raise the blade,
make its angle more verti-
cal and apply as little pres-
sure as you can get away
with. Be cautious if your
press is not calibrated the
blade may not print on all
platens.
Following is a table that
shows the relative results to
be expected if a single factor
of the blade is changed as
described. It is based on the
change from that of an ideal
specification for example, if
the Change is Softer then it
is softer than the ideal
durometer. Changes to
Bevel or Square are com-
parative changes. There are
three columns listing the
Causes as an anticipated result
of the change. The third col-
umn lists the Needs that must
be in place for that Change to
occur. And what the change is
expected to permit is listed in
column four.
Chapter 4
Follow these steps to properly set the squeegee blade:
1. Set the angle adjustment at 75°.
2. Use a feeler gauge to set initial
position.
3. Adjust position with equal turns of
right and left adjustment knobs.
4. If the ink transfer is consistent but
inadequate, lower the blade angle
and increase the pressure.
5. If the screen mesh exhibits posi-
tive mesh lagraise the angle, and
you may need to decrease the
pressure.
6. Note the setting for future use.
7. If your press is calibrated, the first
area to clear the ink from the
screen will be near the edge of the
frame. If so, lower the squeegee
by equal turns on both sides. This
keeps the blade parallel to the
platen.
8. Cycle the press with scrap material
on the platens to check the deposit
as the ink warms, as well as the
deposit on several platens.
Setting The Squeegee Blade
How To
Instructions
PAGE
44
. 45
Press Calibration
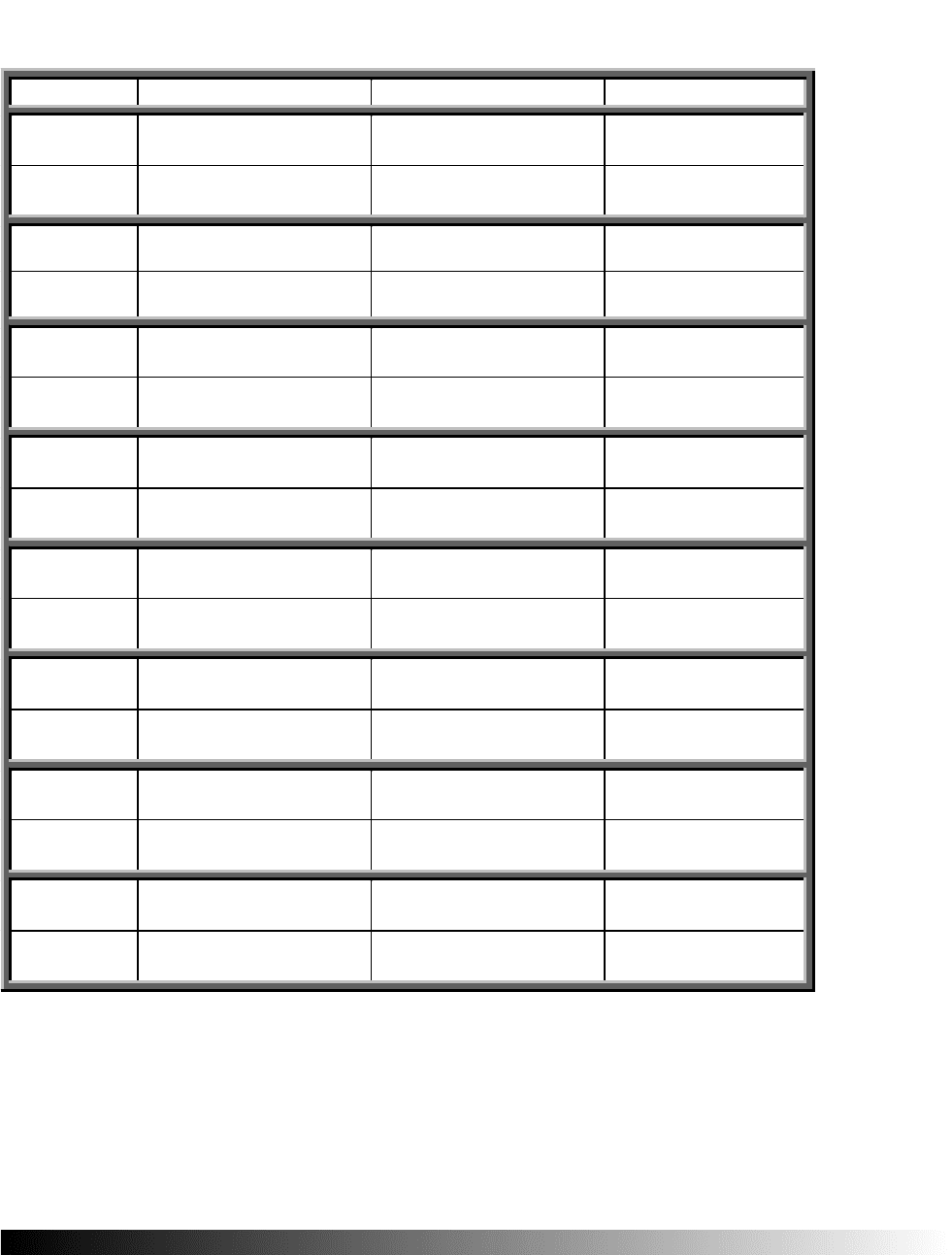
Figure 4.36 This table lists the relative change in the blade parameter, what that relative change may cause, what it will
need to accommodate the change and what the change permits. For example if the change is to a lower blade angle. It will
cause more pressure on the ink and may trigger positive mesh lag. To accommodate this change you may need to increase the
off-contact distance or the tension. It will accommodate higher ink tack and press irregularities. We do not want to encourage
you to use the blade as a permanent solution, it is most profitable to fix the problem and not to treat the symptom, but in a
crunch, the above table shows the relative results of such actions.
Change
Causes
Needs
Permits
Softer
Primary deflection
Excess force on platen
Closer off-contact
Vertical angling
Press irregularities
Shorter blade
Harder
Lower contact area
Center-to-edge variance
Higher static tension
Higher ink tack
Shorter (H)
Less deflection
Closer off-contact
Finer detail
Taller
Positioning problems
Consistent press
Varying platen height
Shorter (L)
More linear force
Mesh fatigue
Higher start position
More off-contact
Tighter image
tolerance
Longer
Ink transfer imbalance
Increased contact area
Closer off-contact
Consistent press
Wider image
Square
Less deflection
More precise press
Use of higher tension
mesh
Bevel
More deflection
Conformity
Sharpened continually
More precise setting
Center to edge
consistency
Round edge
Greater deposit
Reduced pressure drop
Low yield stress ink
Any angle
Sharp edge
Lesser deposit
Greater pressure drop
Precision setting
Lower angle
Higher resolution
Lower angle
More pressure on ink
Positive mesh lag
Higher off-contact
Higher tension
Higher ink tack
Press irregularities
Raise angle
Less deposit
Image stretch
Lower pressure
Low yield stress ink
Edge acuity /
resolution
Faster
Positive mesh lag
Flatter mesh
Higher mesh flow rate
Increased cycle rate
Slower
Negative mesh lag
Flashing problems
Thin fabric
High ink tack
Hi pressure
Blade deflection
Mesh burst
Lower blade flexure
Higher print tension
Higher ink tack
Lo pressure
Increased productivity
Low yield stress ink
Screen life
productivity
PAGE
44
. 46
AAnngguullaarr AAddjjuussttmm
eenntt
On the Challenger and
Gauntlets the plate that locks
in the initial angle of the
blade should be set at a home
position of 90°. This gives an
initial angle of attack of
approximately 12° and should
do a reasonable job for most
of your work providing that
the blade is true and dressed
to comply with the surface of
the mesh.
The proper angle is high (ver-
tical) enough so that the blade
does not deflect on the mesh
alone. It should not deflect
until it has reached the platen
and then only a controlled
amount. The angle should be low (horizontal) enough to apply sufficient pres-
sure on the ink and to buffer excess pressure on the platen.
Harder blades (lower flexure) can run at lower angles than softer blades (higher
flexure). Lowering the angle of a blade that is rigid does less to increase the
pressure on the mesh or the platen but it does increase the pressure on the ink.
SSppeeeedd
The speed of the blade is infinitely adjustable on all M&R presses and the con-
ditions that we have spelled out in this manual, if met, will allow you to run at
top production speeds.
1. Tack level of the ink.
2. Flow rate and Flatness of the screen mesh.
3. Pressure drop of the stencil.
4. Printing tension (static tension and off-contact distance).
5. Pressure on the ink.
6. Color of the ink.
Chapter 4
Follow these steps to properly select and set the
squeegee blade:
1. 70° 80° durometer, square pro-
file.
2. 3/8-inch X 2-inch X 1.25-inch
unsupported height.
3. Radius edgebased on mesh
count.
4. Blade must be sharpened to be
true.
5. 15° to 25° degree angle.
6. Fast (20 ips) flood speed.
7. 15-inches per second speed.
Selection And Setting
Blades For White
How To
Instructions
PAGE
44
. 47
PPrraaccttiiccaall
SSppeeeedd SSeettttiinnggss
It is to the color of the ink that we address the speed of both the squeegee and
flood bar (refer to figure 4.38 for details). Plastisols are conversationally half liq-
uid plasticizer and half PVS resin with some pigment added. The size and shape
of the particles as well as their loading in the ink cause some to print well at high
speeds and others to prefer slow speeds. But we have two blades and the flood
bar can be used to pamper or push the ink to a higher cycle rate. The table below
lists generic colors typical to the industry and blade profiles recommended.
Press Calibration
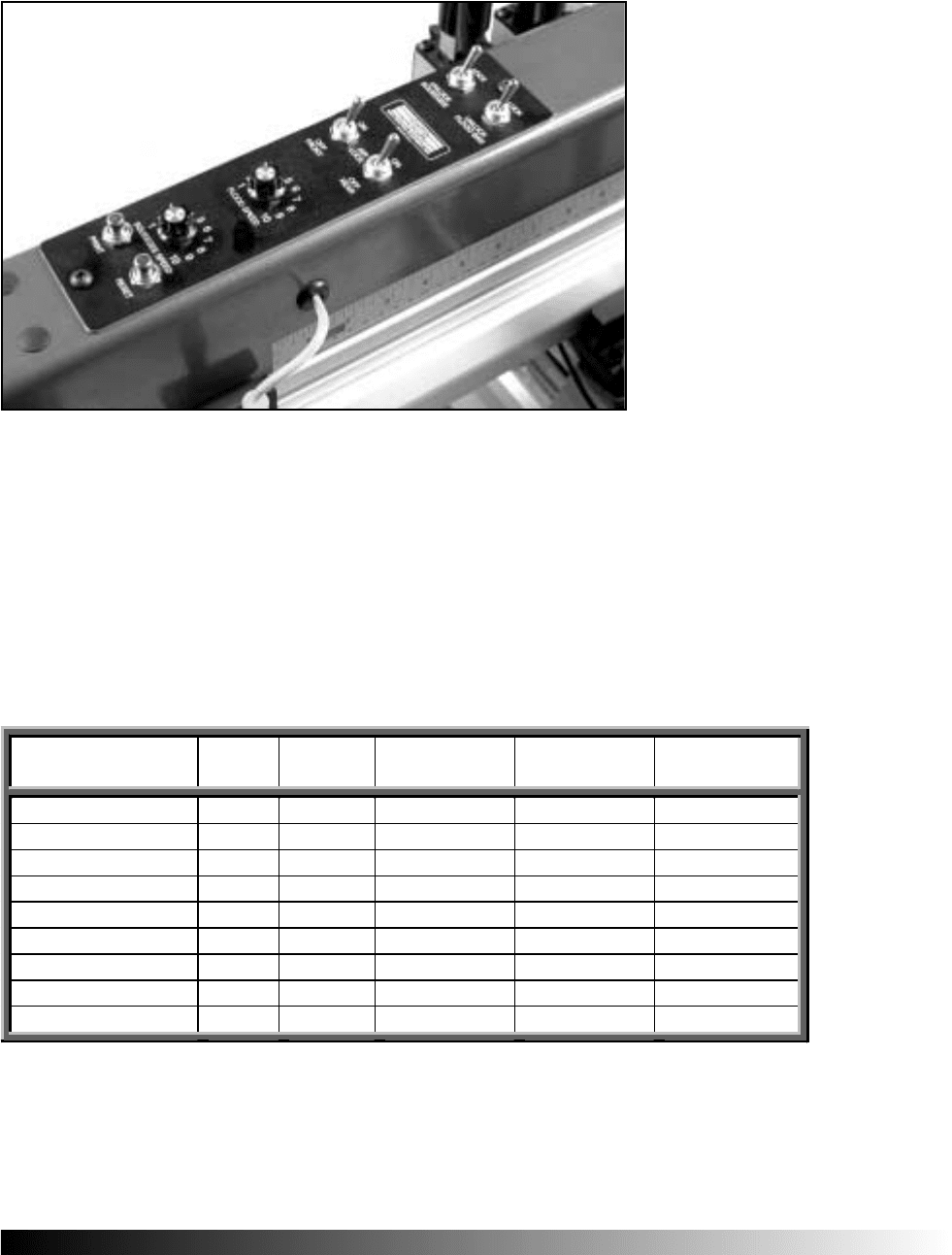
Squeegee And Floodbar Controls
Figure 4.37 This
shows the squeegee (and
floodbar) speed controls.
The squeegee had a
direct impact on produc-
tivity (refer to page 6.7
for detail.). The flood-
bar only has an indirect
affect on productivity by
allowing the squeegee to
run at optimal speeds.
The floodbar should
pamper, not preprint,
the plastisol.
Color
Flood
Gap
Flood
Speed
Squeegee
Blade Angle
Squeegee
Blade Speed
Squeegee
Speed Limit
White
Close
Fast
Low
Medium
Mesh flow rate
Standard Opaque
Close
Fast
Low
Medium
Loss of opacity
Opaque Fluorescent
Close
Medium
Low
Medium
Mesh flow rate
Metallic
Far
Slow
Low
Fast
Mesh opening
Fluorescents
Far
Medium
Low
Slow
Ink tack
High Density
Close
Fast
Low
Medium
Ink tack
Process Colors
Far
Slow
High
Fast
Dot Gain
Black
Far
Slow
High
Fast
Ink separation
Blues
Far
Slow
High
Fast
Ink separation
Figure 4.38 This table lists several colors in column one that perform quite differently based on their respective pigment
types and loadings. Flood Gap is the space between the flood bar and the mesh. Flood Speed is the relative speed, which nei-
ther hampers nor boosts production but allows the fastest squeegee speed for top production. Squeegee Blade Angle is the
used to apply pressure to the ink to inject it through the mesh openings. Squeegee blade speed is based on all other settings
as indicated. And the Squeegee Speed Limit is the typical reason that you cant run faster assuming that the ink is a
constant.
PAGE
44
. 48
Registration
Often times misregistration is due to a variety of causes exclu-
sive of the press and there are only two stages where registra-
tion is easy to check for accuracy: the films and the final print.
Since you can check the film positives we are not going to deal
with artwork or film output rather we will go to those areas of
registration that are more elusive. Some of these are the
responsibility of the press; most causes of misregistration are
not.
M&R presses are designed to fit three high tolerance case
hardened cam follower bearings into three machined U blocks.
The fit is glove tight and will last indefinitely. This tried and
true method of registration has allowed our customers to excel
as the highest quality printers in the industry. Our field techni-
cians handle the installations and the registration is set to less
than ± 0.001 at the bearing.
Note: If damage has been done to your press or if the air sup-
ply is contaminated or erratic, the press can begin to run
rough. It is then that the registration can be in jeopardy and
M&R service should be contacted immediately.
TTrrii-LLoocc RRaappiidd RReeggiissttrraattiioonn SSyysstteemm
Still this level of repeatability did not offer all that the printers
needed so we designed the Tri-Loc Rapid Registration System.
Press repeatability eliminated registration error as a cause of
interruptive downtime, but setup time needed to be addressed.
The Tri-Loc makes setup registration simple enough for all
your staff members. No longer do you have to rely on one,
key individual to tweak that image into alignment.
The Tri-Loc system registers the films to the screen and the
screens to each other on the press. It is a total system registra-
tion package. There are only four components to the system:
an exposure registration frame, an on-press alignment platen,
pin bars, and carrier film sheets. With these few simple tools
and no modifications to your screens, your downtime can be
cut to shreds.
Image inconsistency is due to a
historical flaw in the screen-print-
ing process; the blade cannot
apply equal pressure from the
mid-point to the end of the blade
on a screen with a small inkwell
without exhibiting severe deflec-
tion. Even if your screen is per-
fectly tensioned or extremely high
tension, the rateof increase of
tension as the screen is deflected
is higher at the ends of the
squeegee blade.
To print properly the pressure
between the blade and the mesh
(at all points on the mesh) must
be greater than the pressure
between the blade and the platen.
Otherwise the ink cannot be
injected through the mesh proper-
ly the transfer will be incomplete
and inconsistent. Higher tension
and harder blades mitigate the
problem but they do not resolve it
and reduced off-contact can actu-
ally worsen the condition. The
reason is that rate of increase in
tension is greater at the edges of
the mesh nearest the frame while
the lowest rate of increase is dead
center of the mesh.
The key to a consistent ink
deposit is to have consistent pres-
sure across the length of the blade
between both the blade and mesh
as well as minimal but consistent
between the blade and the platen.
It is unlikely that you will be able
to set the blade perfectly as long
as you are stuck with a smaller ink
well. But these are the reasons
that the settings are so critical and
at times may appear so
randomized.
Chapter 4
The Classic Flaw