Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

PAGE
44
. 29
presses that characterize the tee shirt printer, higher durometer (80°) blades are
very popular particularly for highly detailed printing such as four-color process.
In the case of white ink (all else being held constant) a softer 70° deflects more
readily and applies more pressure to the ink, which increases deposit and there-
fore opacity.
Age, use, sharpening and labeling all have a serious impact on the durometer of
the blade. The first three factors cause an increase in the durometer of the blade
versus its original manufactured and aged hardness. The last factor, labeling
includes variability from batch to batch and any initial aging after the measure-
ment was taken. Some of the manufacturers have a tolerance of three up and two
down. That means that your 70° durometer blade may be between 68° and 73°
hardness. Without someone, you or your supplier measuring the blade prior to
use, there is no way to tell the precise durometer.
Length is the measure of the blade from end to end. A typical tee shirt blade
is 16 inches to 20 inches in length. This facet of the blade is grossly overlooked
and it affects downtime more than any other aspect of the blade. The blade is
never too short or the entire image would not print at the edges, so it is always
too long, it is simply a matter of how much too long. To buffer the affect on the
mesh you will want to radius the ends with a grinding wheel. The goal of this
exercise is to increase the area of the blade in contact with the edges of the
mesh.
The length should be a nominal ½ inch longer than the width of the image.
Shorter becomes impractical and gets dangerously close to the edges of the
image. A longer blade eats up the ink well, forces more blade pressure, prints less
consistently and wears out the mesh sooner. To accommodate a longer blade can
Press Calibration
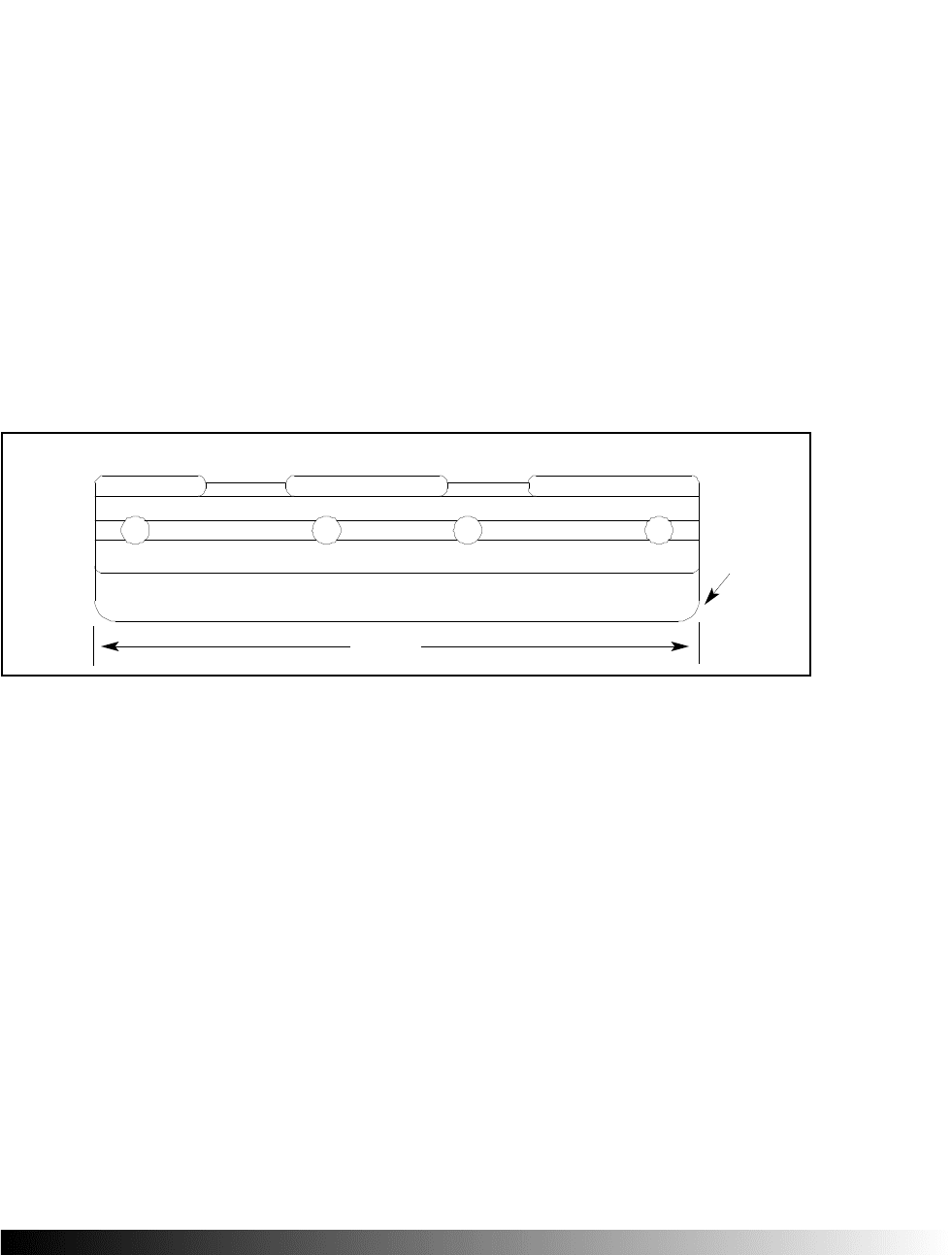
Length
Radiused
Ends
Figure 4.25 This shows the front view of an M&R Squeegee with blade. The length is indicated on the illustration and
note that the edges are radiused. This is a cost effective step to buffer the tension increase at the end of the blade, nearest the
edges of the mesh. The worst case is if the blade is a short height, high durometer its sharp ends will rapidly rip the mesh.
The length affects the ink well, which in most tee shirt printing applications is too small to begin with.
PAGE
44
. 30
be impractical. The options are to increase frame size or to increase tension and
reduce the off-contact distance. For real world usage, standardize a length for the
largest image you will run on a given frame size, then calibrate for those condi-
tions. When you use a shorter blade, the benefits will be greater both in produc-
tion as well as in quality. It can be used with less pressure and will print more
consistently from end to mid-point.
Thickness the standard
blade for the tee shirt printer
is 3/8 inch (0.375) thick.
This dimension is more evo-
lutionary than
revolutionaryit just evolved
as user friendly. For example
at half the thickness, a 3/16
inch blade would have to be
extremely hard or unrealisti-
cally short to resist buckling under a normal load. Such a blade would be nearly
impossible to set on a multicolor press and by now the 3/8 inch size is the de
facto standard. A considerably thicker blade would use more polyurethane and at
a given durometer and unsupported height could be deemed inflexible. In addi-
tion a thicker blade would not fit all the holders in the market place. And a blade
that is simply thicker presents no advantages to warrant a new holder. Even the
laminated blades conform to the 3/8-inch profile.
Height most of the blades in the tee shirt printing industry are cut or cast to
2-inch height. With the Gauntlet or Challenger squeegee holders, you are clamp-
ing ¾ inch in the aluminum holder. If your original height differs, consult figure
4.29 on page 4.35. Note that there is no assurance that a blade inserted into a
holder is precisely true and straight; it should be sharpened in the holder to be so.
Of course as the blade is sharpened the overall height is altered but this aspect is
covered in Unsupported
Height (refer to figure
6.27).
Shape (illustration)
there are a variety of
shapes intended to help
solve some problems
unique to your printing
particulars. You should
Chapter 4
Figure 4.26 This
figure shows the thick-
ness of the blade.
Thickness in most
graphics applications is
0.375 or 3/8-inch. A
thicker dimension will
change the flexure of
the blade thicker will
flex less.
Blade
Thickness
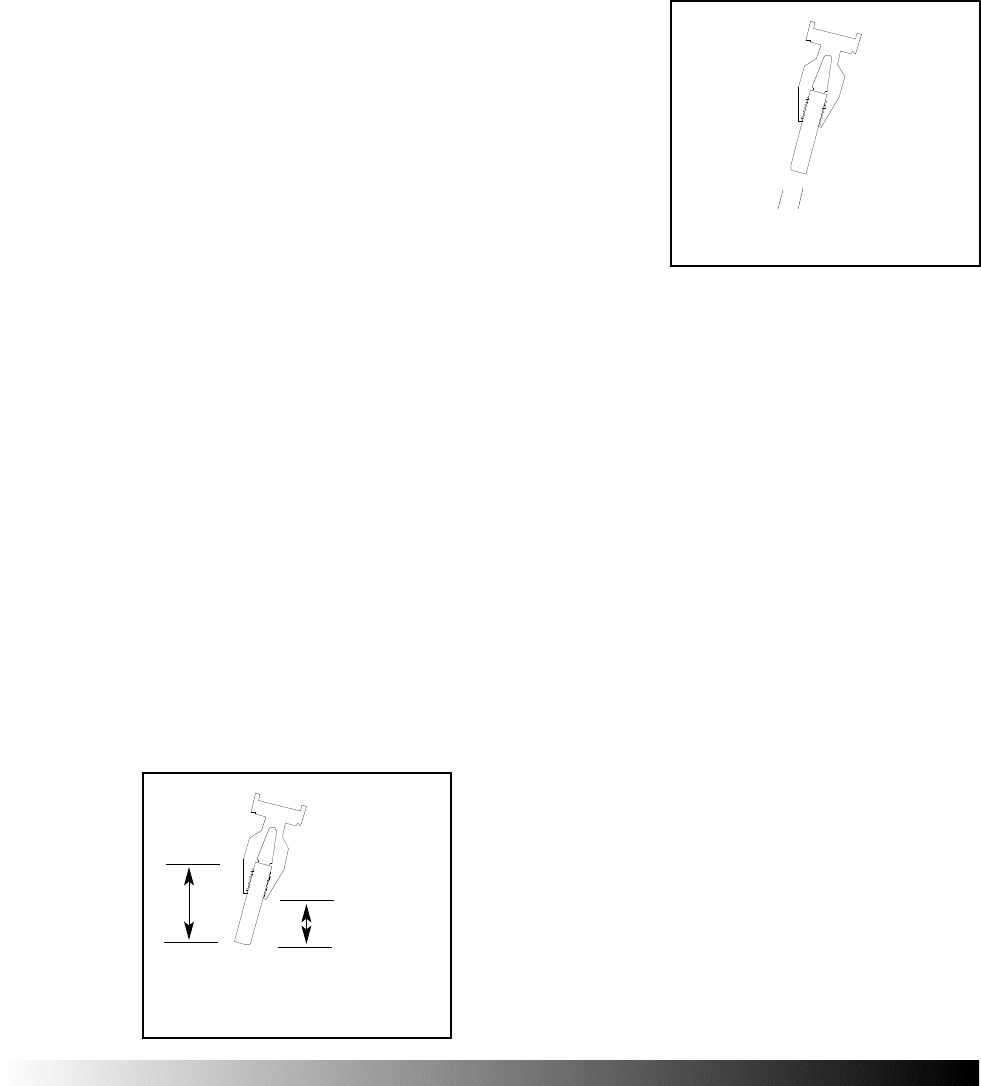
Figure 4.27 This illustrates
the height and the unsupported
height of the blade. Most of
the stock cuts are available in
2-inch original height. The
standard unsupported height in
the M&R holder is 1.25-inch-
es. A greater unsupported
height causes the blade to flex
more (refer to figure 4.29 for
details.)
Blade
Height
Unsupported
Height
PAGE
44
. 31
realize that in order to truly take advantage of the shape and edge of the blade,
that your press and screens must be accurately calibrated.
Particularly given the tee shirt printers coarse meshes, high tensions, small ink
wells and multi-colored presses the beveled and chiseled edges wear so fast that
you may witness a change in shape even a short press run. In principle they offer
advantages but in the real world they are troublesome and too inconsistent.
The bull-nosed or total radius blade prints with lower pressure due to its greater
contact area but at virtually any initial angle. It has a place with coarser screen
mesh and low yield stress inks (refer to figure 1.12 for details). It helps the mesh
last forever but all coarser fabrics are durable so this is not necessarily an advan-
tage. For the mainstream tee shirt printer who has evolved to finer detail and
screen mesh, this shape has little utility.
The square shape is our recommendation as it has enough material at the print
edge to last a long time, it allows a variance in deposit with a proportional change
in the initial angle and it can be sharp or dull as needed for the widest range of
screen mesh at top printing speeds.
Construction of squeegee blades fall into two
catagories; composites and laminates. Laminated
blades are those that are composed of two or
more different durometer materials may have
some practical applications for the tee shirt print-
er. If you compare for example a 60/90/60 to a
straight 70 blade, the laminate will have superior
durability and resistance to swelling. However
there is no magic flexibility or super-durometer
factor with these blades. In fact their spring rate
could be simulated with a single durometer blade.
Cast blade edges create a durable edge, which
is nice until you sharpen it, unfortunately to have
a true edge even a new blade should be sharp-
ened. You dont want to mistake convenience for
quality or productivity.
Composite blades have a higher durometer blade that fits into the holder
and extends near the substrate while the lower portion is softer and more flexible.
The concept is that you can print with the edge of the blade, at the highest pres-
sure without the blade buckling at the ends or on the bed. There are a few con-
Press Calibration
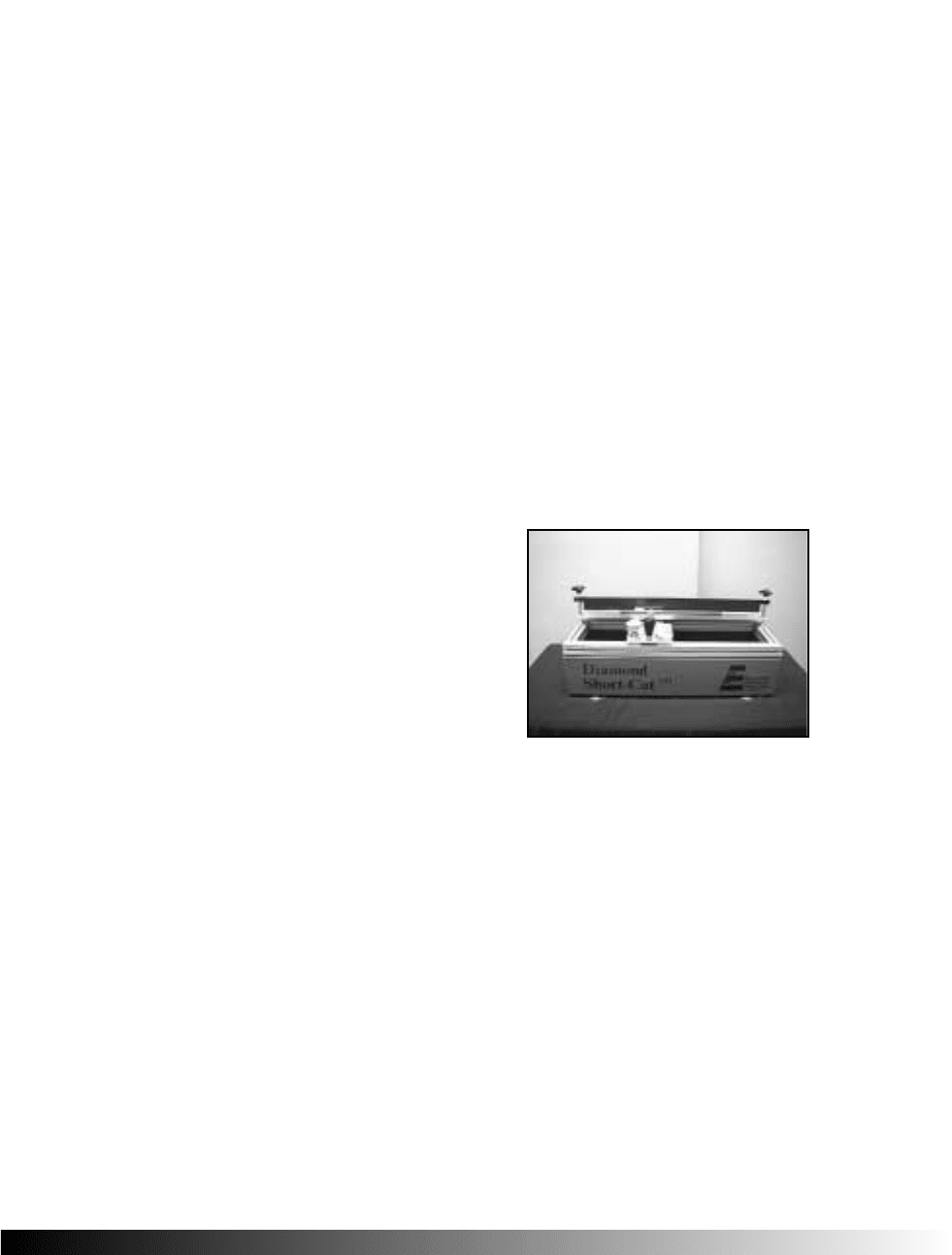
Figure 4.28 Shows the Short Cut
squeegee sharpener from Encore
Engineering. The shape of blade that we
recommend is discussed on page 4.30 and
is quite simple. It is a square edge with an
edge for finer meshes and the other edge for
coarser meshes. There are times when a
specific shape can assist in solving a prob-
lem but the blade is not often the cause of
the problem so lets not make it the solu-
tion.
PAGE
44
. 32
siderations if you should choose to use this blade. First it
should be kept sharpened and once it has worn too low it
should be discarded. It should not be inverted top to bottom
in the holder as it will abuse the screens and be difficult to set
on press. Second unless you can put a slight radius on one
edge, you will probably find that it is best on light colored gar-
ments. Third it is made to run well on calibrated presses, the
worse your press is the less you will like the composite blade.
Composition not all polyurethane is created equal and
there are a variety of grades, casting methods, aging processes
and cutting methods used to manufacture the material. These
variables affect its solvent resistance as well as ability to sharp-
en and hold a sharp edge through abrasion of rough meshes.
The knitted tee shirt hides a lot of flaws but remember that
when you are printing on an underbase, you are now a vinyl
sheet printer and the edge is crucial and its results are obvious.
It is wise to shop for the highest quality blade available; it will
pay for itself many times over.
None of us have troubles with the easy work but when the
image becomes very demanding we hope that you have devel-
oped proper habits or frustration goes up and profits go
down. This is never truer than when at a glance on the press
you see the following for a four-color process image: A short,
hard blade on the black ink to force it through the screen. A
softer blade folded in half to get the white through the thick
coarse mesh. Since the yellow is first we ran a shorter squeegee
length, about 10-inches. A long stroke is used on all but the
one color of the image and a nearly flat blade to pamper the
magenta ink-or the image looks to reddish.
If the blades are different heights, the pressure on the mesh is
radically different. If the angles change, the pressure on the
inks differ as well and you may be forced to run an excessive
off-contact distance. The black screen will stretch and the yel-
low wont and there is no way to calibrate a press for these set-
tings. You will see color variance from area to area and certain-
ly from shirt to shirt. You will need to constantly fiddle with
the settings because none of these extremes is conducive to
consistent printing. Finally if you see registration problems, it
If you have an adequate inventory
of squeegees, the configuration is
an option; you wont be forced to
run the wrong blade. What con-
stitutes the wrong blade is one of
extremes used in a conventional
setting. If you are a typical tee
shirt printer you will want to
avoid the extremes.
If the blade is soft below 70°
durometer then it should be
shimmed or short. If it is long it
will simply fold over and force
you to run excessive off-contact
distance and eventually your mesh
will burst in the center. While it is
printing it will buckle under the
load of the air cylinders and ten-
sioned mesh and your prints will
be inconsistent and platen deflec-
tion will be very high. You will
want to run such a blade very near
vertical and it is a delicate balance.
If the blade is hard, over 80°
durometer then you will not want
it to sharpen it too far. The differ-
ence in deflection from a 1.25-
inch to a 1.00-inch blade is a 2:1
ratio. If your blades are getting
stubbier, watch out for image
stretch and you will definitely
want to do two things: run the
shorter ones as a group on a par-
ticular imagedont mix them up.
Second you will want to run them
at a more vertical angle. Be sure
that the angle is not so steep that
it causes positive mesh lag.
Chapter 4
Blade Height and
Blade Height and
Def
Def
lection
lection

PAGE
44
. 33
is not the press, rather the way it is set-up. If you have ever seen this, read about
squeegees.
PPrreeppaarriinngg TToo PPrriinntt
Once you have purchased the blade you will insert it, sharpen it for a true edge
and put it into the press. You will set the initial angle and the skew if possible. It
is important that you are aware of how these properties interact and that is the
goal of this following segment.
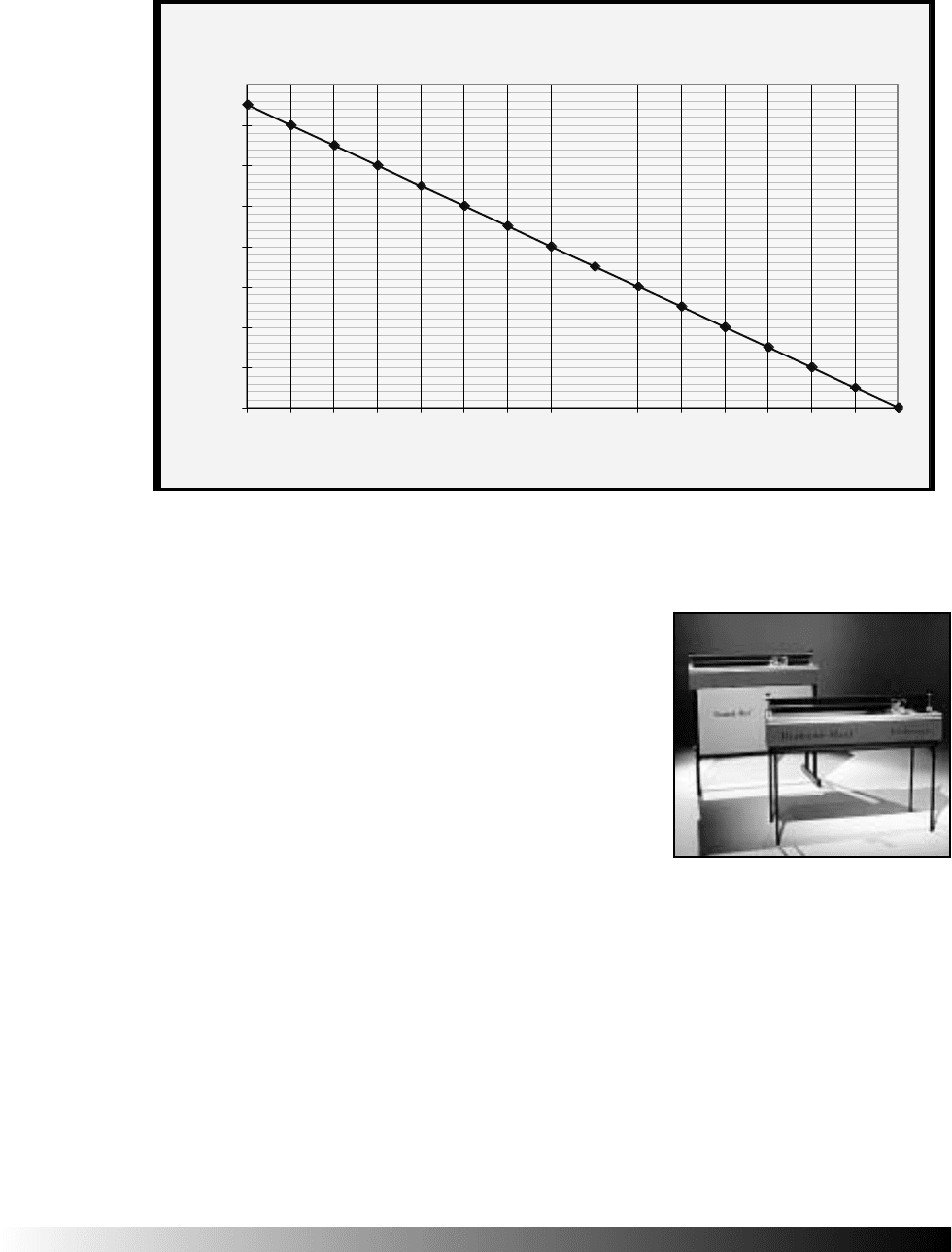
Unsupported Height as the graph below shows, the change in the unsup-
ported height has a dramatic affect on the deflection of the blade. If you are
using a grinding wheel sharpener, small amounts can be removed without a
severe change in the height. Pay particular attention if you use a slicing squeegee
sharpener, even a 1/16 inch (0.063) slice has a dramatic impact on the deflection
of the blade. As the blade becomes shorter, all things held constant you may see
the following:
1. Increased screen stretch.
2. Greater fabric fatigue and loss.
3. Reduction in ink deposit.
4. Sharper detail.
5. Greater variance platen to platen.
6. A need to run a shallower angle.
When printing a highly technical job such as four color process, be sure at least
that the blades are true and of the same unsupported height and durometer. And
they should be the same length, as this will insure the same ink well and squeegee
pressure. Also if you are not sharpening your blades, the odds are that you never
do have a true edge. The polyurethane never fits quite perfectly and needs to be
dressed to have a consistent height. Change in height is one of the main reasons
that you have to incessantly adjust the angle of the blade. As it gets shorter, there
is reason to run the blade at a shallower angle so that it has a sufficient contact
area and the pressure is not too excessive.
True Edge a brand new blade should have a true edge but there is no sure
way to insert a blade into any squeegee holder and expect it to be straight. Once
again look at figure 4.29 and you will see that as the unsupported height changes,
the percentage of deflection changes dramatically. And you must use enough
pressure to cause the hills and valleys of an untrue blade to conform to the print-
ing surface.
Press Calibration
PAGE
44
. 34
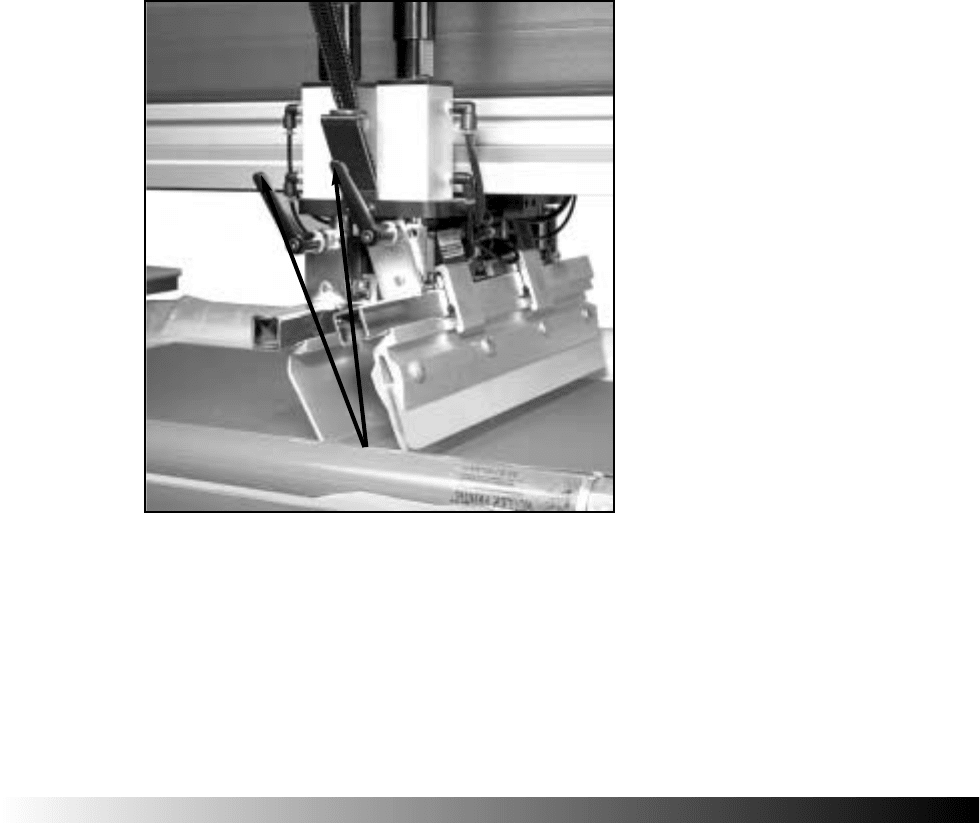
Once you insert the blade and gently tighten it in
position, we recommend a grinding wheel to true
the edge. (photo) A few passes of the wheel and
the edge is straight and true. It is this step that
makes the press calibration, mesh tensioning con-
trols and squeegee settings worthwhile. If you have
purchased a molded edge blade your intention is to
keep from sharpening but you may find it impracti-
cal to insert the blade so that it is true without
sharpening.
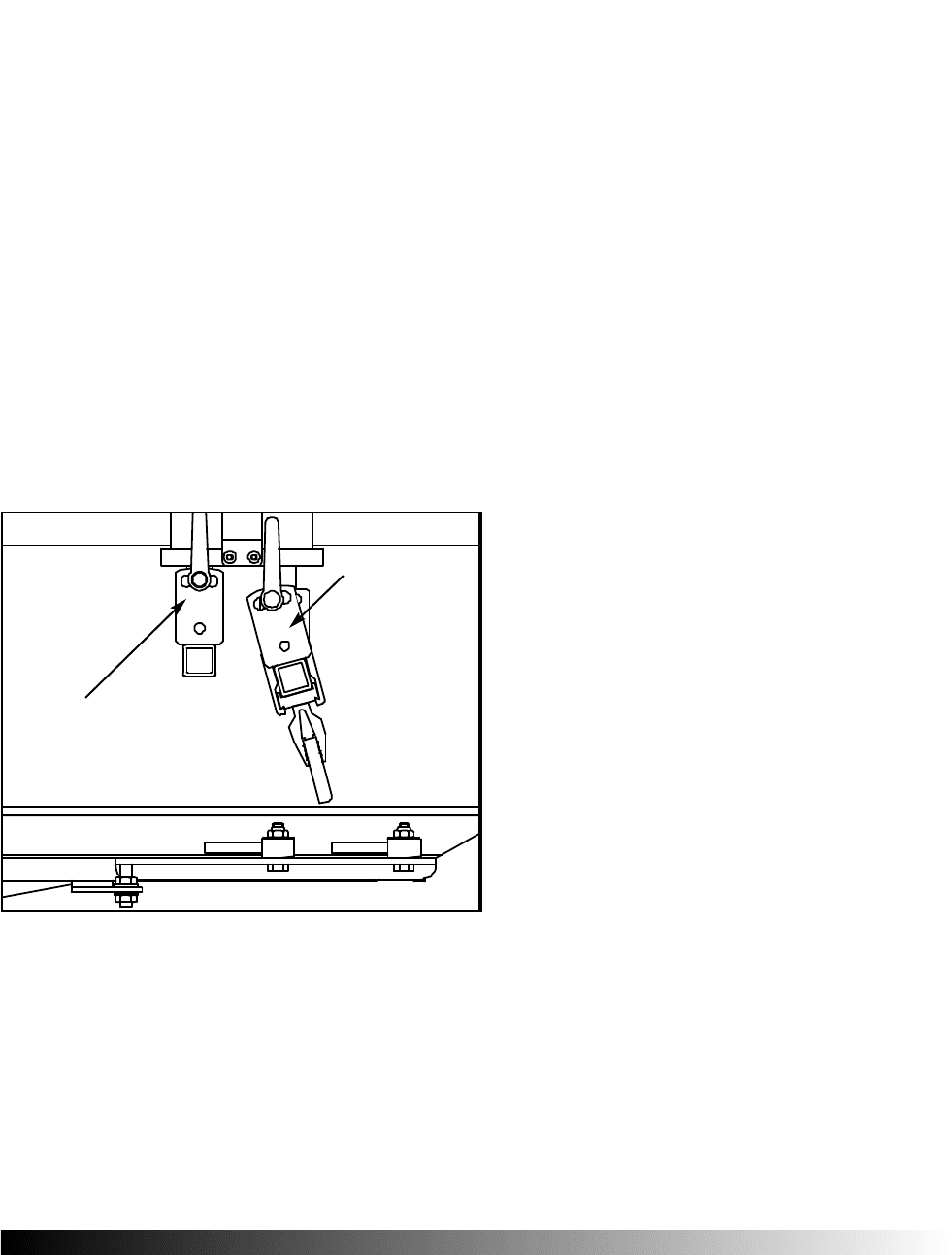
Initial Angle If you align the pivoting bracket
of the Challenger or Gauntlet press vertically, it is
easy to set repeatable and to check for consistency
(see figure 4.31). This setting puts the blade at an
angle of attack of approximately 12°. This angle is
to be seen as the baseline setting, it can work well
for most printing from opaque whites to the finest process color.
You may need to decrease the angle if the fit of ink and mesh is poor. If the ink
Chapter 4
Height & Deflection
0.50
0.60
0.70
0.80
0.90
1.00
1.10
1.20
1.30
100% 88% 78% 68% 59% 51% 44% 37% 31% 26% 22% 18% 14% 11% 9% 6%
Percentage Deflection
Unsupported Height
Figure 4.29 Shows the relationship between the deflections of a blade that starts out at 1.25 inch unsupported
height and the relative deflection as the blade is sharpened or sliced. For example if you are slicing 1/16-inch (0.063)
increments the new blade will flex 86% of the original. If you slice another 1/16 inch the blade will only deflect 73%
as much as the original. If you thought it didnt matter, it is the same as saying that the durometer doesnt matter.
Figure 4.30 This is from Encore
Engineering and shows the Diamond
Maxi squeegee sharpener. We prefer the
grinding wheel because it takes off only a
small amount of blade per pass. Also it
fits our recommendation of different radii
on opposed sides of the blade. This tech-
nique allows you to quick adapt to fit the
mesh you are using and regulate its pres-
sure drop (refer to page 4.37 for details).
PAGE
44
. 35
is too thick and tacky, if the mesh geometry restricts the ink flow, if the blade is
very rigid or if the tension is too high for the quality of press calibration you may
find that you need to run a lower angle. The benchmark for decreasing the angle
for existing press conditions is poor transfer or inconsistent prints in sequence.
You may need to increase the angle if the flexure of the blade is too high. That
includes any combination of excessive unsupported height, low durometer or
excessive force (which should not stem from a pneumatic press). The benchmark
for an increase for existing press conditions is positive mesh lag (refer to page 4.6
for details).
This aspect of the squeegee settings is fast and easy to adjust but should not be
overdone. It can be used as a correct all for a variety of problems in screen and
ink areas. Remember that if the ink or screens are broken and you choose to fix
them with the squeegee, there is always a trade off. It may be in speed, screen life,
print quality but the price will be paid. Better to use the angle adjustment to get
through the job on press and then address the real problem.
Skew this is a feature popular on our graphics presses that serves to alter the
pressure drop of the mesh as the squeegee passes over. The blade runs substan-
tially parallel and perpendicular to the screen mesh which is stretched straight
on the frame. As the squeegee passes over the mesh it hits the parallel threads
like your tires pass over a speed bump. But now address the speed bump from an
angle; the passage is mild in comparison. This change in the pressure drop (refer
to page 1.14 for details) allows you to adjust the amount of ink without altering
image registration or squeegee pressure. It is omitted from tee shirt presses due
Press Calibration
90° Angle
75° Angle
Figure 4.31 This llustrates a side view of
a squeegee and floodbar and their relative
positions. The floodbar is set at a 90° angle
and the squeegee is set at a 75° angle. The
only reason you should ever move the angle of
the floodbar is to alter the size of the ink well
(between blades) or to accommodate small
screens (which we never recommendrefer to
page 1.22 for details). This squeegee (from a
Challenger II press) is shown at an initial
75° angle and it serves as a good standard.
As the angle of the blade is reduced, the pres-
sure on the ink increases, the pressure on the
mesh and the platen drop.
PAGE
44
. 36
to size restrictions and the degree of skewing required having a significant affect
on the image.
OOnn PPrreessss PPeerrffoorrmmaannccee
Deflected Angle because the blade is flexible under the load of the press, it
bends when it hits the rigid surface. This bending occurs lower, closer to the plat-
en with a more pliable blade. The softer blade creates more of an arc and the
harder blade creates more of an angle which occurs closer to the squeegee hold-
er. Further under a fixed amount of force as the initial angle is set lower, the
deflected angle becomes incrementally lower as a factor of the initial angle. For
example if a 75° initial angle causes the blade to deflect to 65° there is a 10° dif-
ference. Now take the initial angle to 70° and the deflected angle may become
55° or 15° less than the initial angle. As the initial angle drops the difference
becomes greater.
It is this final (deflected) angle that applies pressure on the ink. A blade that is
soft must run at a more vertical angle or it will buckle under the load of the air
cylinders. The deflected angle of a more rigid blade will tend to more closely
approximate the initial angle setting. The purpose of the angle is to apply enough
pressure to the ink to inject it into the mesh openings. If the angle is too high the
blade wont apply sufficient force to the ink and a lower angle wont allow zero
mesh lag.
Chapter 4
Figure 4.32 Shows the no-tools adjustment of
the squeegee and floodbar angles. If you need a
lot more inkwell and have an adequate screen
frame size refer to page 1.14 for details. Note
that a change in angle alters the relative pressure
of the blades on the mesh. Before you adjust
angle, first estimate the impact that the change
will have on the pressure of the blade on the
mesh and compensate for it. Then make your
angular adjustment and recheck the pressure. For
example if you want to raise your squeegee angle
because you have witnessed positive mesh lag
(refer to page 4.6 for details.) first raise the
blade. Then adjust the angle and then balance the
pressure. This approach to squeegee and floodbar
settings will save you a lot of ripped screen mesh.
Squeegee Folldbar Angle Adjustment

PAGE
44
. 37
Edge If you are not accustomed to sharpening your blades you should take
advantage of a better blade for control of coverage and image accuracy.
Sharpening is the term used but perhaps dressing is more accurate. Some sharp-
eners allow you to select the edge that you want on the blade on one side or
another. The knit shirt is very forgiving but if you print and flash you have just
become a vinyl sheet printer. Technically the flaws occur when printing directly
on the garment but if you cant see them then who cares? but printing on the
plastisol underbase is a different story.
You may want to prepare your blades with one sharp edge and the other dull for
controlled ink deposits on the widest range of mesh counts at highest blade
speeds. In the interest of making an invulnerable blade, some manufacturers have
overlooked the need to dress the blade. The solvent resistance can be so high that
sharpening causes the blade to fracture or crumble. Such blades are not needed
for plastisols printing and their benefits area outweighed by their resistance to
sharpening.
A sharp blade is recommended for 160 meshes (per inch) and higher. It offers
highest pressure on the mesh and permits image control and the application of
ink pressure by angling. For the highest resolution and edge acuity a sharp (and
straight) edge is imperative. You will find that this edge more so than the others,
requires a calibrated press. AS the counts get higher say in the 420 and 460 area,
blade sharpness becomes even more critical.
A dull blade is recommended for 85 to 150 mesh counts. The sharp edge either
creates a serious pressure drop or forces too much contact area between the
blade and the mesh. The radius blade edge will hydroplane and fail to clear the
mesh on this range of counts.
A radius blade is recommended for 85 meshes and lower will allow you to reduce
the pressure drop characteristic of the screen mesh without running at a skewed
angle. This in turn will give you a greater ink deposit and we presume that
deposit is why you are on such a coarse mesh. Further the radius will permit
higher speeds at lower pressures. Angling this blade will increase pressure on the
ink but in reasonable doses angling will have little affect on the pressure on the
mesh. You will find that with a low yield stress ink (refer to page 3.14) you can
run much faster with this type of edge. As the edge distance increases the time of
pressure applied to the ink increases proportionally at a fixed velocity. And addi-
tional time is required on these coarser mesh counts.
Flexure is the facet most people want to know when they say durometer.
Press Calibration

PAGE
44
. 38
This is the tendency of the blade to buckle or deflect under a given force. It is a
composite of the durometer, the physical dimensions, the edge and the shape of
the blade. A 3/8 inch thick, shorter than 1.25 inches, high durometer (over 75°)
blade with a square shape and a radius edge would have the lowest tendency to
flex.
There are three distinct possibilities of blade flex that should be understood; first
the blade is high flexure (it flexes very easily) this one will buckle at the ends and
deflect to a lesser extent at the mid point. Second is the other extreme, a low
flexure (very rigid) blade that does not deflect against the mesh or on the platen.
Third is a medium flexure blade, which does not deflect against the mesh but
deflects a controllable amount as the mesh reaches the platen. This third possibil-
ity is our goal.
It is incumbent upon the print engineer to select the proper ingredients that will
provide the proper flexure for the productivity, press conditions and image needs.
Our instructions are here within and our recommendations are below.
Buckling is a result of the mesh overpowering the blade and is typical in set-
ups where the screen tension is very high. Instead of simply deflecting, the blade
buckles at its ends near the perimeter of the frame. Buckling causes a greater
contact area at the ends of the blade than in the center. The effect of buckling
must be negated in order to have a print that is consistent edge to edge.
Unfortunately the result is that the blade is deflected evenly on the press bed and
this factor is death on screen life. This is why you must be certain that the blade
is centered left to right on the frame. There should be neither buckling nor
deflection as the blade pushes the mesh to the substrate.
Pressure there has been a lot of confusion as to the cause and effect of pres-
sure on the squeegee blade. First of all the press applies force in pounds pressure
is that force applied to a specific area. If the pounds were applied to a square
inch then a force of 178 pounds would be equal to 178 psi (pounds per square
inch). But if the area was doubled to two square inches then 178 pounds of force
would be distributed over twice the area and the pressure would be 89 psi.
When the blade deflects, the contact area is increased and since the area goes
upthe pressure goes down. It is far preferable to run a more rigid blade at a
lower angle (if necessary for high ink tack), than to run a more flexible blade
with excessive deflection. On press, there are only three pressure possibilities: too
little (which never happens or the ink wont go through), perfect (please!), and
too much (which is always the casebest avoid too much squeegee pressure).
Chapter 4