Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

PAGE
55
. 3
Flash Curing
Although most T-shirt plasti-
sols are printed wet-on-wet,
there are a variety of times
that you will need to flash.
Even though a job may actu-
ally run faster with a flash, it
is wise not to overuse the
flashing option. The only
times you are guaranteed not
to require a flash are; single
color jobs or colors printed
last. Nonetheless, there are
many times that you will need
to flash. The primary prob-
lem scenarios are listed below.
Colors that are not printed
last in sequence and:
1. Under-bases.
2. High value, high-chroma inks on darks.
3. Opaque inks on darks.
4. Opaque fluorescent inks.
5. High density or puff inks.
7. Metallic or pearlescent inks.
WWhheenn TToo FFllaasshh CCuurree
The times when you can be sure you will need to flash your print are under-base
colors, white inks or otherwise. Those bright, near-white colors of high-value,
high-chroma, when printed in large areas on dark garments. Opaque colors,
when printed on a dark background and sometimes on an under-base often
times require flashing. Opaque, fluorescent colors are probably the worst of the
bunch, and do poorly without a flash. High density or puff inks requiring third
dimensional relief, need to be flashed. Finally metallic colors, if over printed
while they are wet, lose their shimmering affect unless flashed.
Flashing
To properly print an under-base follow these steps:
1. Use inks with minimum plasticizer levels.
2. Use moderate viscosity, short-bodied inks.
3. Apply with a thin, large opening screen mesh,150 S
to 380 S are suitable.
4. Sharpened squeegee blade with a true edge.
5. Set off contact for zero mesh lag and zero stretch.
6. Angle the blade to control opacity and deposit.
7. Set the flash panel to 950° (3.7m) and 3/8-inch.
8. Preheat flash panel for fifteen minutes or set the
quartz flashes to 350° and 2 ¼ inches.
9. Preheat for fifteen seconds.
Printing Under-Bases
How To
Instructions

PAGE
55
. 4
UUnnddeerr-BBaassee IInnkkss
An under-base is a thin coat of white or pastel color, which lightens the value of
a dark T-shirt and builds a smooth surface for wet-on-wet printing. The most fre-
quently used color is white-that is a mixed blessing. It is truly opaque, unlike
many lead-free yellows and reds, but its pigmentation is the problem. White pig-
ment is microscopic in size, nearly a perfect sphere and at a very high loading
(percentage) in the ink-usually between 17 percent and 25 percent. When you
print, pump or stir white ink, it thickens and becomes resistant to flow. White ink
should have a high thix index and the mesh should have a large opening and thin
threads (refer to the sidebars on page 3.14 and page 3.28 for details).
The under-base should be printed through a thin-thread mesh. Unless the white
is visible in the final print, do not try to totally alter the value of the dark sub-
strate. For example, let the white turn the black T-shirt to a gray. This allows a
thinner white; one that is easier to print upon. Under-basing is usually done with
screen mesh counts between 150 and 380 (refer to the how-to on page 3.30 for
details). Always try to run opaque, or at least semi-opaque, colors as your over-
print set. These are much easier to deal with than transparent inks.
If the garment is 50/50 poly-cotton there are two guidelines. First, they are often
lower fabric mass, so mat down is more difficult. You may find that you need a
thicker deposit than for cotton. Second, it is very important to keep the fiber
hair below the surface of the garment to control surface bleeding (refer to the
how-to on page 3.16 for details.)
If the under-base is not visible in the final print and the overprint colors are not
too transparent, try this: use a small amount of blue-shade-black pigment in the
white ink to make it a 30 percent gray (refer to the sidebar on page 3.28 for
details). This will clear the mesh at higher speeds, print more smoothly and flash
faster. The surface will also have a propensity to hide flaws, like you tend to get,
when you print a royal blue over a stark white under-base.
The highest productivity on a long press run comes from running a second white
(versus double stroke or revolver mode), if the press and the run length permit.
You may want to review page 6.13 on pricing and cycle rates for assistance on
making the decision whether to run a second white. Ask your supplier for a white
intended for flash-cured under-bases. It should be low gloss, high thix index,
smooth finish and dry to the touch if it is to perform well.
HHiigghh-VVaalluuee,, HHiigghh-CChhrroomm
aa IInnkkss OOnn DDaarrkkss
High-value colors are nearest to white; they include yellows and pastels, even light
Chapter 5
PAGE
55
. 5
grays. High-chroma colors are the ones in the center of the PMS® column, the
ones that have no white or black added and little opacity or hiding power. A per-
fect example is a lead-free chrome yellow on a navy-blue T-shirt. The yellow is
clean, free of black or white and the shirt is its complementary color. The two
are complimentary-directly across from each other on the color wheel, so any
trace of blue will be immediately detected. Artists know to make shadows they
combine complimentary colors, so if yellow is not totally opaque, it will appear
dark and dingy. Such a color/garment combination would not run well without a
flash. If it is not flashed or run last, the force of the screen and blade on subse-
quent colors will push the ink into the garment and destroy its contrast. In fact,
this combination may need to be flashed, even if printed on an under-base.
OOppaaqquuee IInnkkss OOnn DDaarrkkss
These are in the maybe category for flash or no-flash. If the ink is very opaque,
with white added to the formula, you are not too particular about a slight shift in
the final color, and the color is not printed too early in the sequence, then you
may not need to flash. These colors include most grays, light blues and many pas-
tels. All of them rely on white pigment or some other attempt to whiten the
Flashing
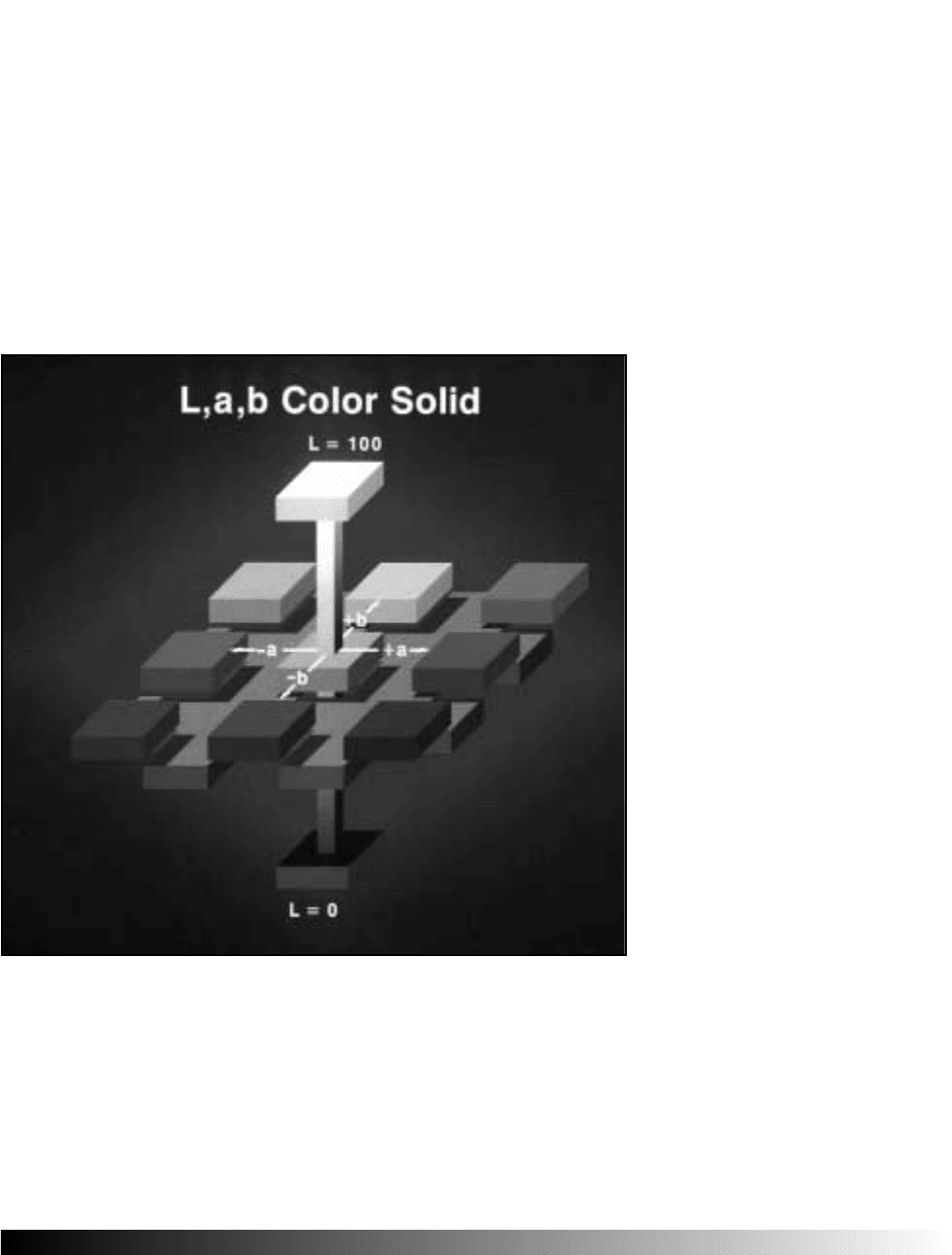
Figure 5.1 The
L*a*b* color model
shows the three primary
color attributes in an
opposed format. If your
ink color is light, or
nearer the white
extreme and being
printed on a comple-
mentary garment color,
you may need to flash.
For example lets take a
yellow, which is always
high value, or near the
white position. Print it
on a dark blue T-shirt.
Since blue is opposite
yellow on the color
model: this is very
demanding to print.
The same is true for
red and green. You can
use this model to pre-
dict degrees of difficulty
in pairing ink and gar-
ment colors.

PAGE
55
. 6
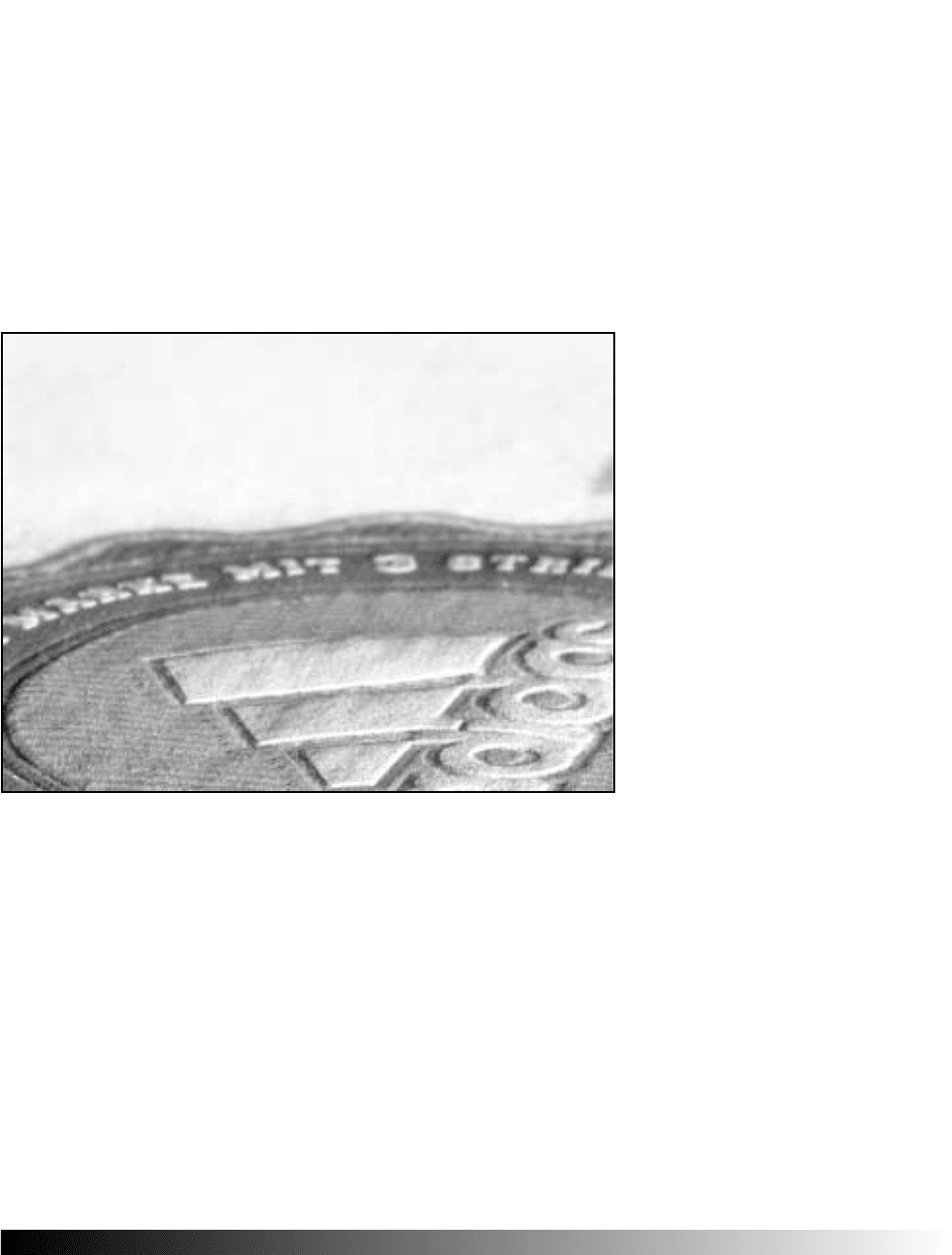
color (refer to page 3.30 for details). This type of ink will tend to print extremely
well on the thinnest of under-bases and are often easy to overprint (refer to
Targets photo).
OOppaaqquuee FFlluuoorreesscceenntt IInnkkss
This is perhaps the worst-case scenario for potential build-up, mottling and loss
of contrast. The fluorescent resin is very tacky and yet will separate. It is made to
be opaque by the addi-
tion of white and or
blowing agents (refer to
page 3.30 for details) and
both of these tend to
build up. They are sus-
ceptible to both high-
shear build up, as well as
absorptive build up
(refer to page 3.31 for
details). Further these
inks tend to mottle like a
stucco ceiling when they
are printed upon, so
almost always, you will
want to flash them.
HHiigghh DDeennssiittyy OOrr PPuuffff IInnkkss
The nature of these ink
systems is to build a high
relief, so any overprint-
ing without a flash
would be counter pro-
ductive. Both of these
systems are designed to flash well, under reasonable conditions.
MM
eettaalllliicc OOrr PPeeaarrlleesscceenntt IInnkkss
Much of the shimmering effect that is so desirable in a metallic or a pearlescent
is lost if overprinted while wet. An overprint screen crushes the structure of the
surface and the metallic goes from silver to pewter or lead. To allow them to fuse
in the dryer at normal times and temperatures, they often contain soft resins and
hot plasticizersthe perfect recipe for high after flash tack. Whenever possible
you will want to run your metallic colors dead last in the sequence.
Chapter 5
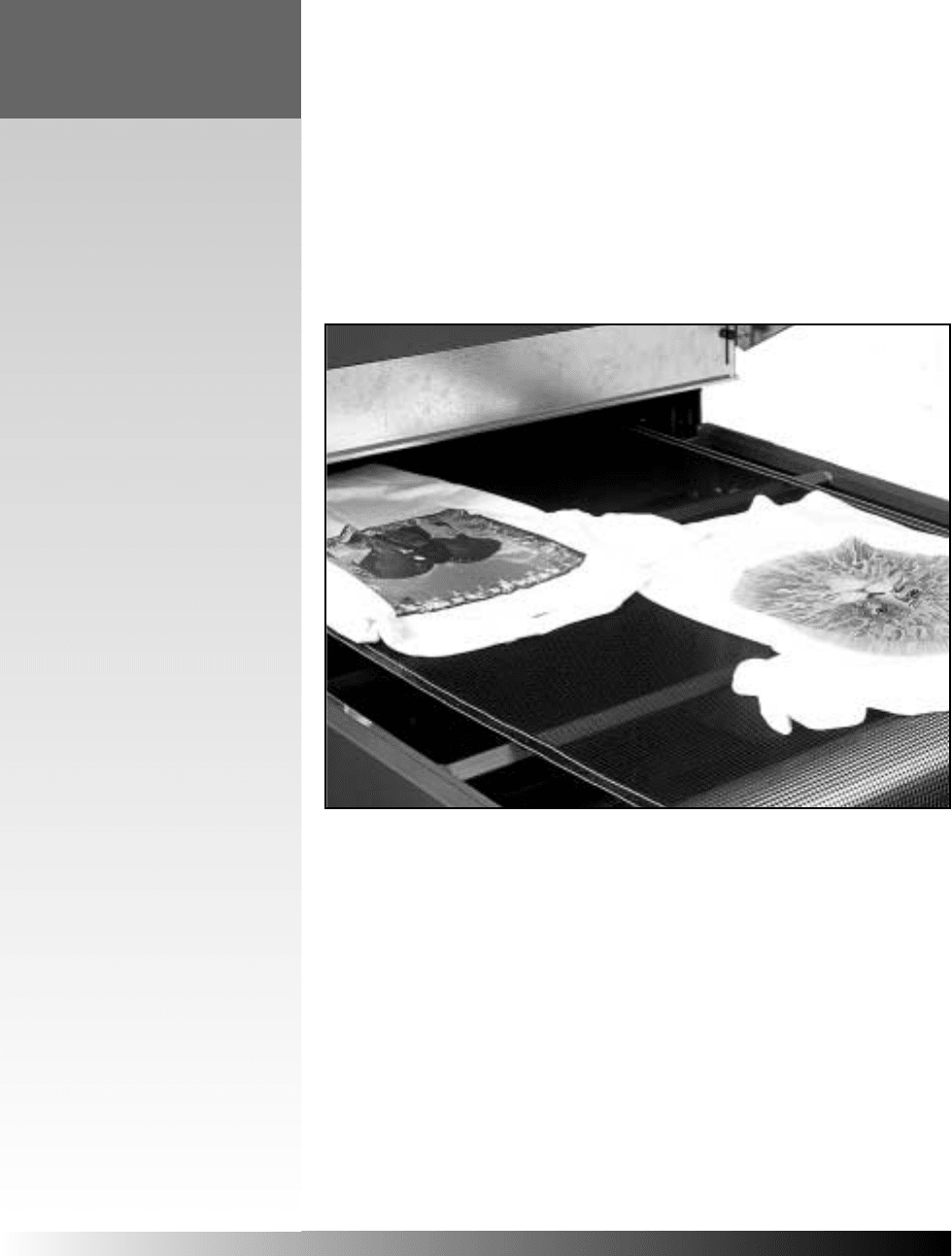
Figure 5.2 This is a high opacity print on a 50/50 (poly-cotton) swatch. The
fabric mass was low and the process color inks were totally transparent. This
meant that the white had to have sufficient opacity and bleed resistance or the col-
ors would be lost. Flashing was critical to this print, compliments of Target
Graphics Ltd.
PAGE
55
. 7
WWhheenn NNoott TToo FFllaasshh
It is unwise to use flashing long term to solve problems created by other facets of
the process. The list of problem scenarios appearing at the beginning of this
chapter, are legitimate and require a flash, but if you dont see your cause for
flashing on the list-beware. The flash in your case may be a very expensive band-
aid. For example, if the ink is building up-fix the ink, dont waste your time
(other than to get the job out the door) flashing. If you have smearing, review
chapters one and five on screens and press calibration. If you cant get quality
coverage, it may be your ink or printing technique, refer to pages 3.16 and 3.30
for details.
You should not need to flash white shirts, exceptions being metallic inks, high
density, and under-bases. Even if the image is a four-color process, if it looks
better flashed, something is wrong with your parameters and they should be cor-
rected, so the press can be run at top speed. Gauntlets and Challengers are capa-
ble of printing process color on white T-shirts at 70 dozen per hour or higher,
without any flashing.
FFllaasshh CCuurree RReessuullttss
I hope by now you are getting the message-flash curing should be limited.
However, when it is necessary you will find the possible results of flash curing
are few, but critical to your productivity. In the real world, there are only three
possibilities for flash curing, they are:
Flashing
Figure 5.3
Compliments of Liberty
Screen Print the high-den-
sity print shows off the
deposit that is critical to
the effect. This type of
printing involves multiple
flashes. To bring a screen
down on top of the wet
thick ink deposit would
ruin the relief of the
image.
PAGE
55
. 8
v
Under gelnever happens, the ink would still be wet.
v
Perfect gelnot in the real world.
v
Over gelthe only real possibility.
Since the best-case scenario is bound to be excessive, you want
to do everything possible to keep from a runaway flash. If
there is too much time or temperature (and time is the greater
enemy) you wont reach stability; the heat will rise until you are
forced to stop the press. Then you must wait until the flash
cools, hardly an efficient prospect.
M&R Flash Models
All M&R flash units, panels and quartz tubes, are medium-
wavelength-infrared emitters. Infrared is a specific wavelength
of energy that is emitted from the panel or quartz tube and is
absorbed by the garment and the ink. As the garment and ink
absorb this energy, it is converted to thermal energy.
Chapter 5
If you must flash, then you must
select the right ink for optimum
results. Choose an ink with the
following characteristics:
1. Low plasticizer level.
2. Fine grind of 5.0 or
above.
3. High critical surface
tension.
4. Low surface tension.
5. Low plastic viscosity.
6. High relative viscosity.
Finally, review chaper six, on inks,
for a better understanding of this
list.
Selecting Ink
Characteristics Suitable
For Flashing
Figure 5.5 This photo shows two white T-shirts, one finely detailed line art with gradients
and the second a process color job. Neither of these two prints warrants a flash. If you need to
flash this type of work, your process conditions are out of spec. We suggest you review this
manual.
PAGE
55
. 9
Flash curing is intended to take the ink to a state of gel. This is the level of
melting that combines resin and plasticizer to the point when the ink film is
dry to the touch. Once exposed to infrared, the plasticizer or liquid phase
becomes hot and only then, aggressive enough to flux (melt) the resin, the solid
phase of the ink. The fluxing process combines the plasticizer and resin into a
vinyl sheet. This transformation is complete as the ink reaches a temperature of
approximately 300° (refer to Chapter Three for details).
OOmmnnii FFllaasshh
ää PPaanneell
The Omni is the entry-level infrared panel and fits neatly into the carriage drive
of any press head on a Gauntlet or Challenger. It uses the same microprocessor
technology and heating system of all M&R panel flash units. The standard size
Omni flash runs on a standard 30 Amp 208/240VAC circuit. Larger sizes are
available and electrical ratings will differ based on the final size. Height adjust-
ment is done with an open-end wrench and the flash shuttles in and out as need-
ed. This flash requires an available press head to operate.
OOmmnnii-UUnnii FFllaasshh
ää PPaanneell
The Uni Flash is a step ahead of the Omni Flash with convenient, no tools
height adjustment wheel and an insulated cabinet. The panel is synchronized to
shuttle in and out with the press operation, and has a maximum operating tem-
perature of 1100°F. The standard Uni flash runs on 30 Amp, 120 VAC circuits,
larger sizes are available. This flash requires an available press head to operate
automatically, operating in synch with the press. It can be positioned over an
open platen. But if so, must be manually removed when the press stops for
longer than a dwell setting.
Flashing
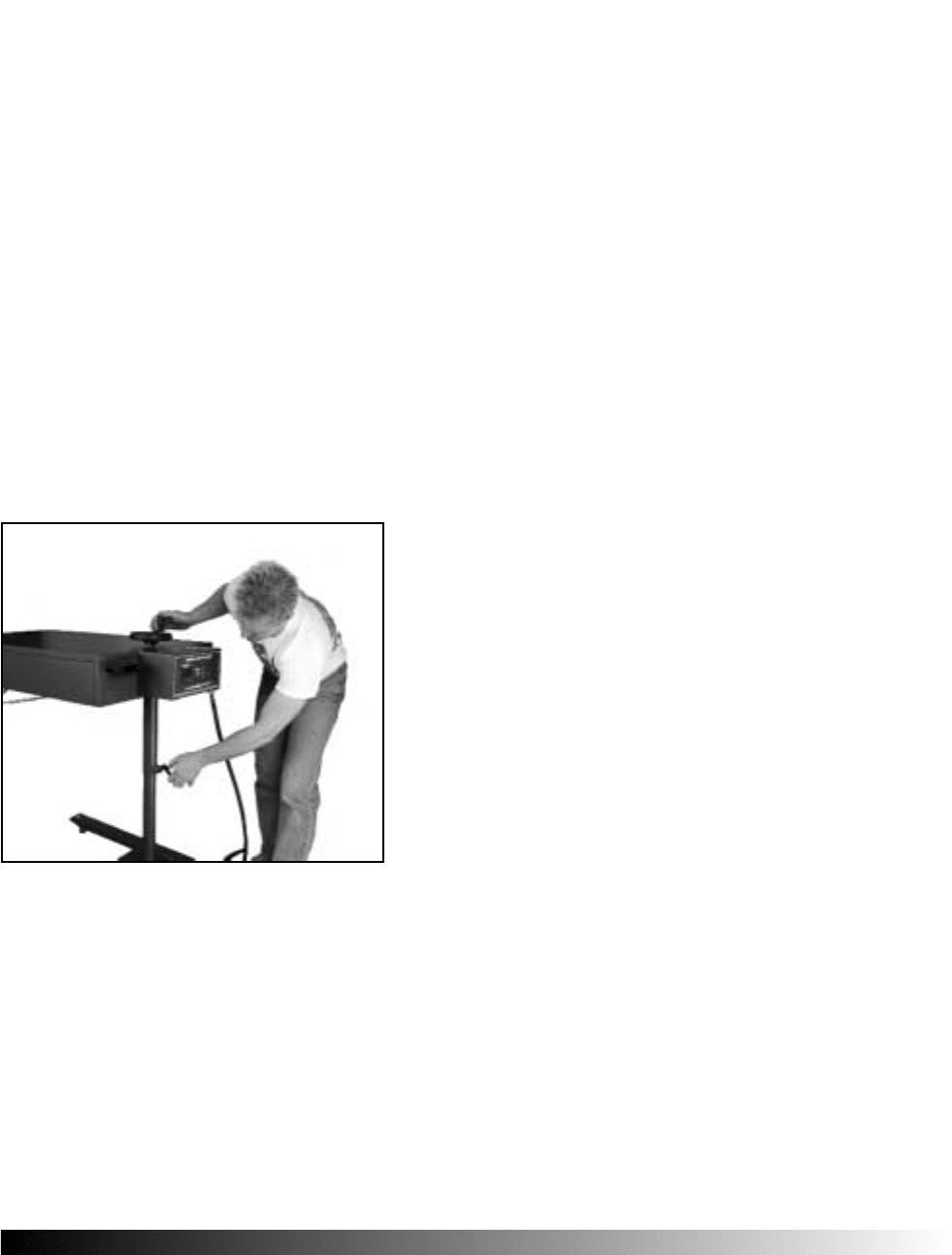
Figure 5.5 Shown is the Omni flash with floor stand.
This unit provides a quality flash without all of the conven-
ience of the more expensive models. For automatic press use
only, the Omni is available in a cage mount. The flash as
shown, can be positioned strategically over an open station
and must be moved when the press stops. The cage mount
Omni functions automatically with the press carriage-drive
and decommissions one color from the press.
PAGE
55
. 10
QQuuaarrttzz FFllaasshh
ää TTuubbeess
The Quartz Flash is a step-up from the Uni Flash configuration. The Quartz
Flash monitors the temperature of the garment during production to ensure con-
sistent results. Since there is no hard
connection to the press they can be
moved from position, to position,
easily. It can be used in full auto-
matic synch with the press opera-
tion either, at a press head, or over
an open platen. Once the unit is
preheated for approximately 15 sec-
onds, it is instant on and off. At
two and a quarter inch distance,
there are no hot or cool spots-the
unit is in focus. The Quartz Flash
takes up far less space than the Uni
Flash for operator convenience, as
well as use in cramped quarters.
Flash Calibration
Every bit as important as the
selection of the flash unit is
ensuring your press is cali-
brated and your flash is cali-
brated to the press. The
parameters that need to be
controlled and adjusted for
are; time, temperature and
distance between the emitter
and the platen. Each of these
variables will be reviewed in
detail.
DDiissttaannccee
The following paragraphs will detail how to optimize the flash settings. All M&R
panels are designed to allow the highest productivity at minimal energy levels.
Chapter 5
Figure 5.7 The
Quartz Flash can
prove far more energy
efficient, particularly on
short runs where stop
and start are the norm.
The Quartz Flash does
not need to be hard
wired to the press and
can be placed at any
open station. The tubes
are instant-on as need-
ed. We recommend a
one-time fifteen second
preheat cycle prior to
each use. This negates
the start-up curve asso-
ciated with fused
quartz units.
Figure 5.6 All M&R Quartz flashes have been designed
with lamp positioning so that there are no hot or cool spots with
a distance of lamp to platen of 2.25 from the quartz tube to
the platen when the platen is in the up position. Closer and you
will find lines of hot spots, farther and you will not gain the full
efficiency of the lamps.

PAGE
55
. 11
You will want to take advantage of the selective control offered by the press and
its flash curing equipment. The first step is to establish a distance between the
flash panel and the platen. To help you
do so, we will look at the effects of
distance on watt density at the surface
of the panel and then at the surface of
the garment.
WWaattttaaggee aanndd WWaatttt DDeennssiittyy
The watt density or how many watts in
a given area can be determined by the
following equation: watt density =
(voltage * amperage) / (panel length *
panel width). Watt density is measured
at the surface of the panel itself and
can be used to compare the output
efficiency of panel-to-panel. More
important on the production floor is
the relative surface density of the
wattage. In other words, how much of it is hitting the ink on the shirt. With all
M&R panels, the energy is evenly distributed so there are no effective hot
spots; you can put the panel as close as 3/8.
Although there is more to flash-curing ink than the watt density of the flash at
the platen surface, the distance sets the range of performance. For highest out-
put, energy efficiency and most stable results, put the flash panel as close as prac-
tical to the platen. Note, the distances below are with the indexer and platens in
the UP Position. The following look-up table allows you to compare relative lev-
els of watt density at the surface of the T-shirt as the panel is moved closer and
farther from the platen, or when you have an uncalibrated press (one corner
lower than the others).
It may be obvious that accuracy in the flash setting is critical and becomes even
more critical the closer you get to the platen. If you were at one and one-eighth
inch on one end and one inch at the other, the closer of the two ends has a sur-
face watt density twenty percent greater than the farther setting. But if the closer
end was three-eighths inch and the farther end one half inch, the closer end has a
forty-four percent greater surface density. With this level of variability-consistent
gel is impossible.
Flashing
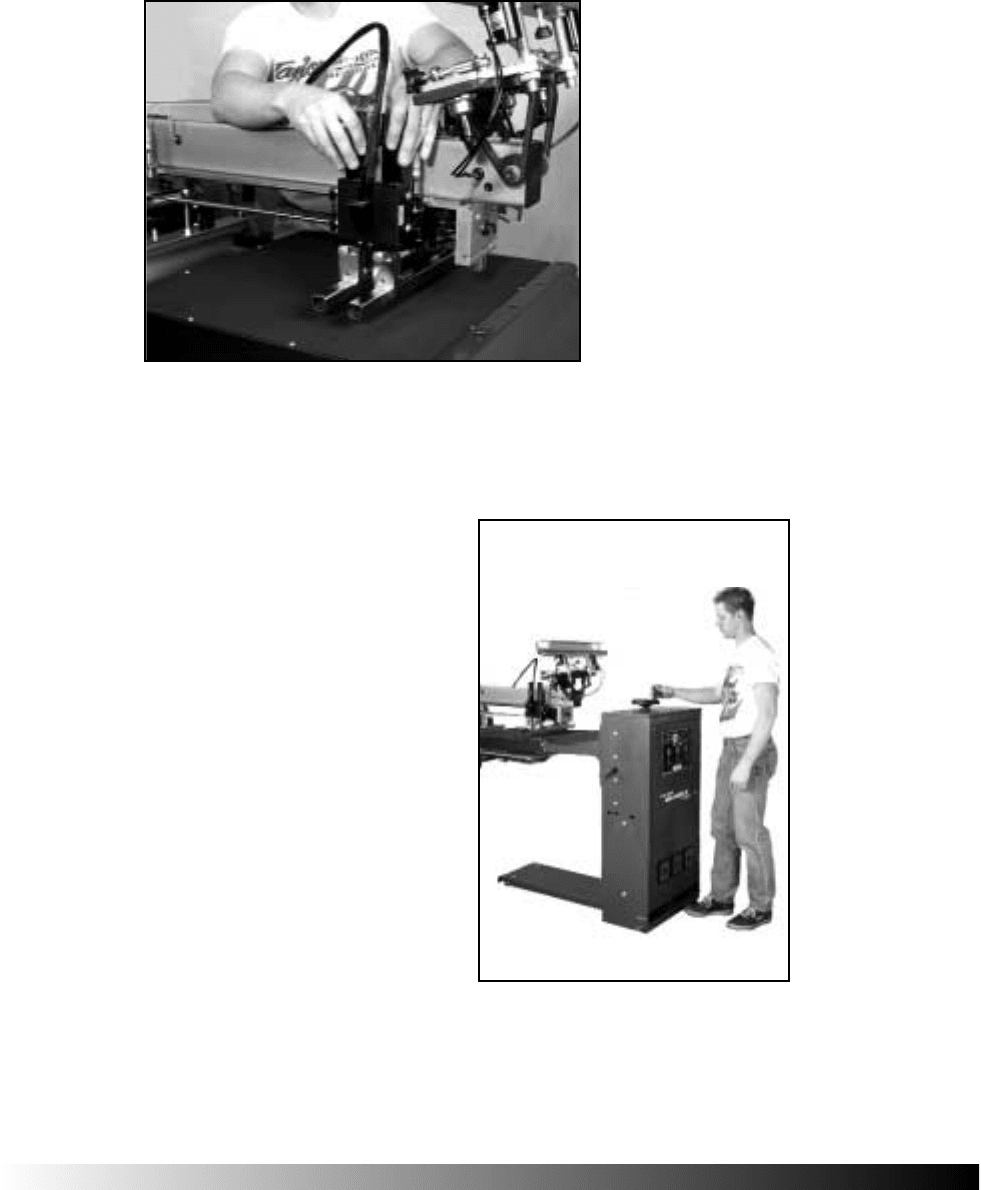
Figure 5.8 The Uni Flash connects to the press to func-
tion on automatic mode. The panel stays on during the press
run and automatically shuttles in at the start of a run and
out at the end of the run or for interruptions. During the
press run it stays in the slash position.
PAGE
55
. 12
Chapter 5
Figure 5.9 The look-up table above shows the relationship between distances ranging from three-eighths of an inch to one
and one-quarter inches (shown across the top of the table) and how the surface watt density increases or decreases. The best
distance and surface watt density are on the left side progressively getting worse as you move to the right. The starting distance
is listed as start in bold black type. For example, if your starting distance is ¾ between the bottom of the flash panel
and the platen and you were to adjust it closer, to ½ from the platen, the increase in surface density would be 2.2 times as
high. If you were close, at 3/8 and you were running zippered fleece and had to increase the clearance and moved to 1,
the surface density would drop to a mere 14 percent of the closer setting. Closer is more efficient, increasing production of
dozens per hour. This table also demonstrates how uncalibrated presses can easily over gel one corner and under gel another.
The closer your distance between the flash and the platen, the more critical press calibration becomes.
Surface Watt Density
Based on Panel Distance Change
3/8”
½”
5/8”
¾”
7/8”
1.0”
1 1/8”
1 ¼”
0.375”
0.500”
0.625”
0.750”
0.875”
1.000”
1.125”
1.250”
Start
56%
36%
25%
18%
14%
11%
9%
1.7
Start
64%
44%
32%
25%
19%
16%
2.7
1.5
Start
69%
51%
39%
30%
25%
4.0
2.2
1.4
Start
73%
56%
44%
36%
5.4
3.0
1.9
1.3
Start
76%
60%
49%
7.1
4.0
2.5
1.7
1.3
Start
79%
64%
9.0
5.0
3.2
2.2
1.6
1.2
Start
81%
11.1
6.2
4.0
2.7
2.0
1.5
1.2
Start
Moving Flash Further From Platen
1.0
0.6
0.4
0.3
0.2
0.1
0.1
1.0
0.6
0.4
0.3
0.3
0.2
0.2
1.0
0.7
0.5
0.4
0.3
0.3
1.0
0.7
0.6
0.4
0.4
1.0
0.8
0.6
0.5
1.0
0.8
0.6
1.0
0.8
1.0
0.14
0.0
0.2
0.4
0.6
0.8
1.0
1.2
0.38 0.50 0.63 0.75 0.88 1.00 1.13 1.25
Original & New Distance in Inches
Watt Density Multiplier
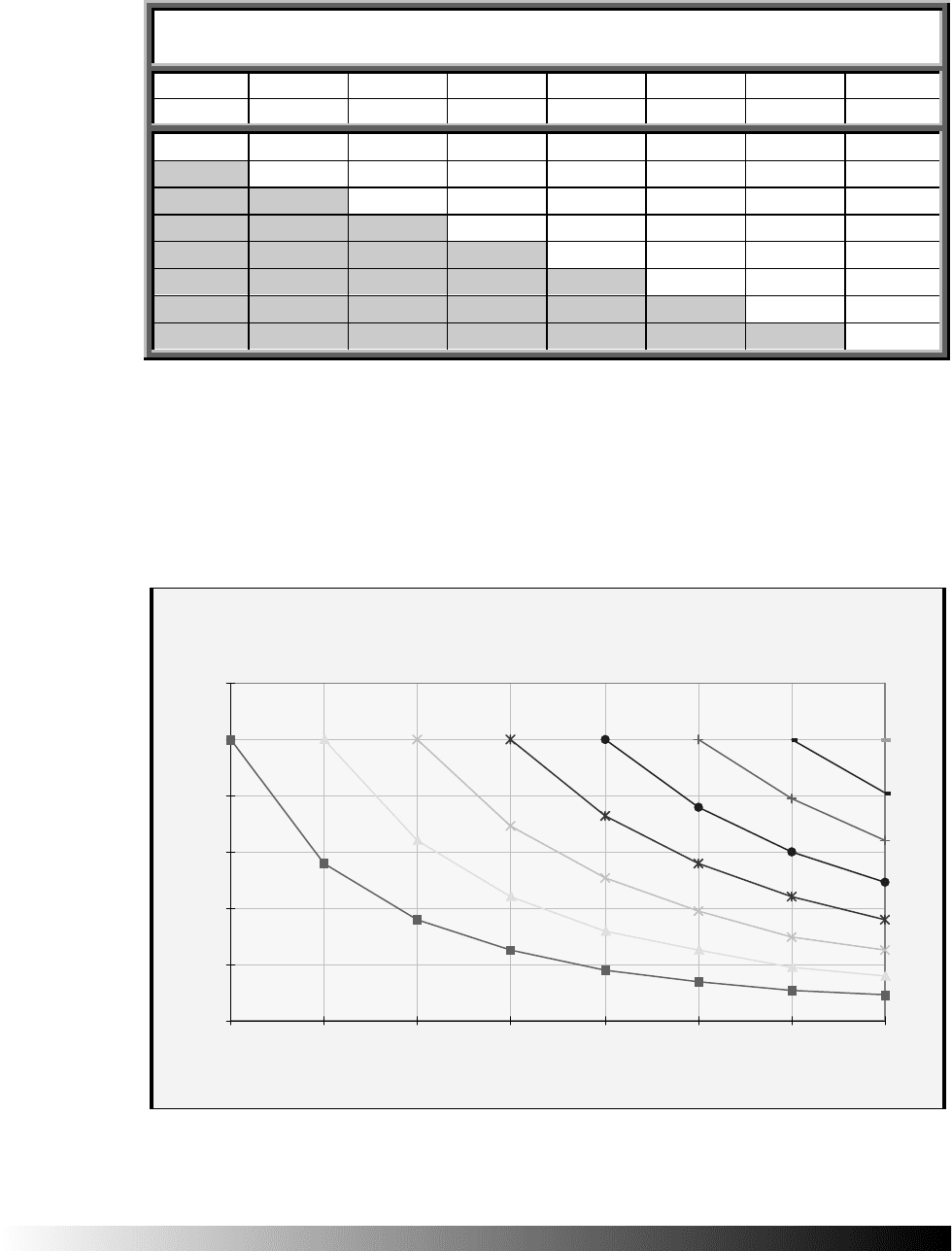
Figure 5.10 This chart illustrates the results of moving the flash farther away from the platen. Find your current
flash-to-platen distance on the horizontal axis of the graph. The range is from three-eighths inch to one and one quarter
inches. Look to the top perimeter of the plot area, directly above your current distance, where you will see a 1.0 at the top