Clarke Joe, Lynch Colleen C. M&R Professional Screen Printing Series
Подождите немного. Документ загружается.

PAGE
55
. 23
Monitoring the
Results
Once you have established
your particular settings to
accommodate the ink you are
using, you need to monitor
your results to ensure opti-
mum performance and con-
sistency. Flashing at very high
speeds is done every day, but
not by all printers. You want
to determine which group
you belong to.
LLoosstt TTiimmee
Most press operators are not
aware of how many dozens-
per-hour are lost due to flash-
ing. To help you appreciate
the cause and effect, we pro-
vide the table below. Across the top is listed one through fifteen-seconds of
delay. Down the extreme left column, we have set beginning dozens-per-hour.
Flashing
Eliminate the need for double stroke by following these
steps:
1. Never print on an un-calibrated press, its too costly.
2. Use screen mesh with a larger mesh opening.
3. Optimize off-contact
4. Use sufficient mesh tension.
5. Use a true-edge squeegee with a larger radius.
6. Angle the squeegee blade toward horizontal.
7. Use a shorter squeegee blade length.
8. Reduce squeegee blade speed.
9. Use a larger frame, leaving optimum ink well.
10. Run a duplicate second screen, rather than double
stroking.
Eliminating Double Stroke
How To
Instructions
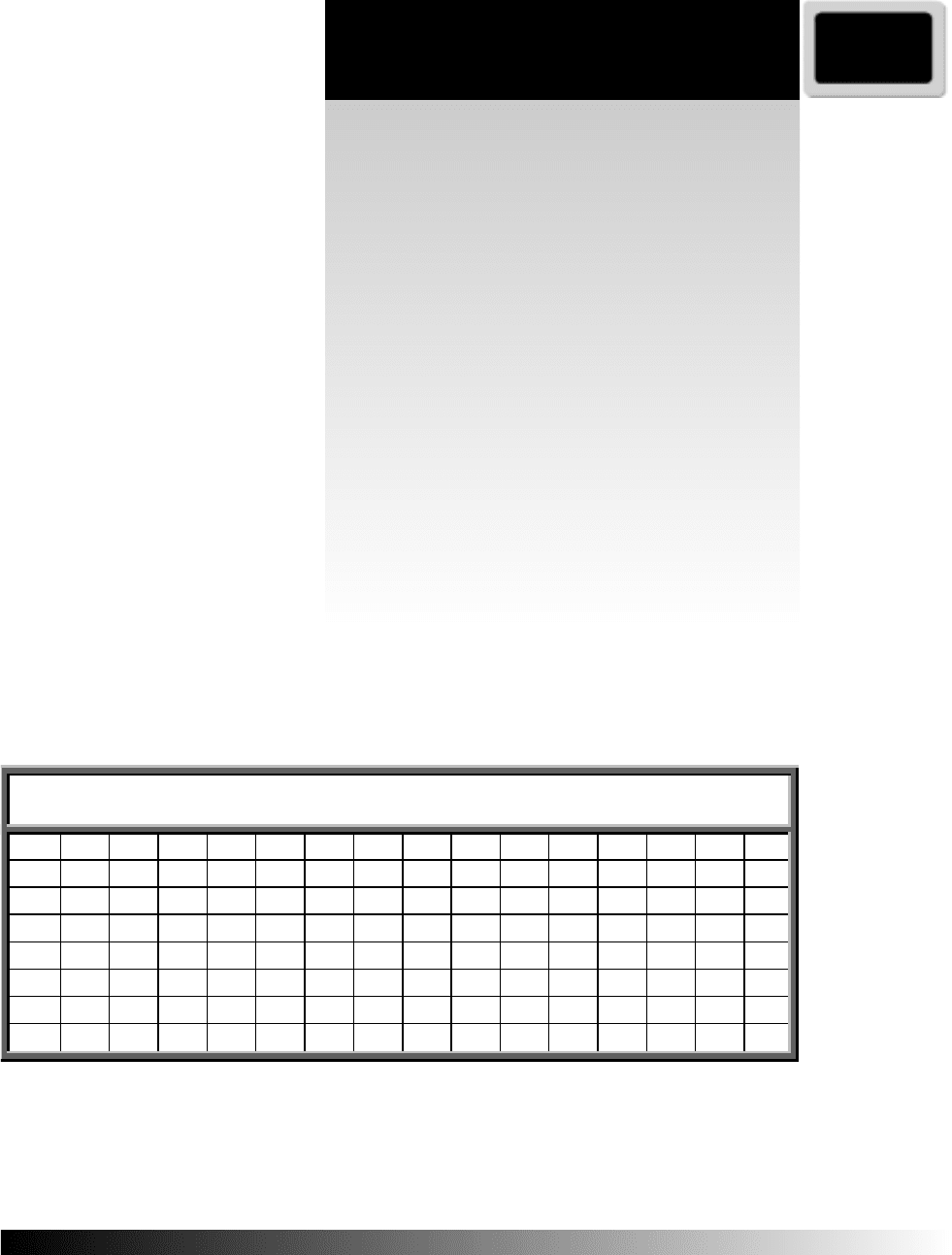
The Production Cost in Dozens
With Seconds of Delay
0
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
30
27.3
25.0
23.1
21.4
20.0
18.8
17.6
16.7
15.8
15.0
14.3
13.6
13.0
12.5
12.0
40
35.3
31.6
28.6
26.1
24.0
22.2
20.7
19.4
18.2
17.1
16.2
15.4
14.6
14.0
13.3
50
42.9
37.5
33.3
30.0
27.3
25.0
23.1
21.4
20.0
18.8
17.6
16.7
15.8
15.0
14.3
60
50.0
42.9
37.5
33.3
30.0
27.3
25.0
23.1
21.4
20.0
18.8
17.6
16.7
15.8
15.0
70
56.8
47.7
41.2
36.2
32.3
29.2
26.6
24.4
22.6
21.0
19.6
18.4
17.4
16.4
15.6
80
63.2
52.2
44.4
38.7
34.3
30.8
27.9
25.5
23.5
21.8
20.3
19.0
17.9
16.9
16.0
90
69.2
56.3
47.4
40.9
36.0
32.1
29.0
26.5
24.3
22.5
20.9
19.6
18.4
17.3
16.4
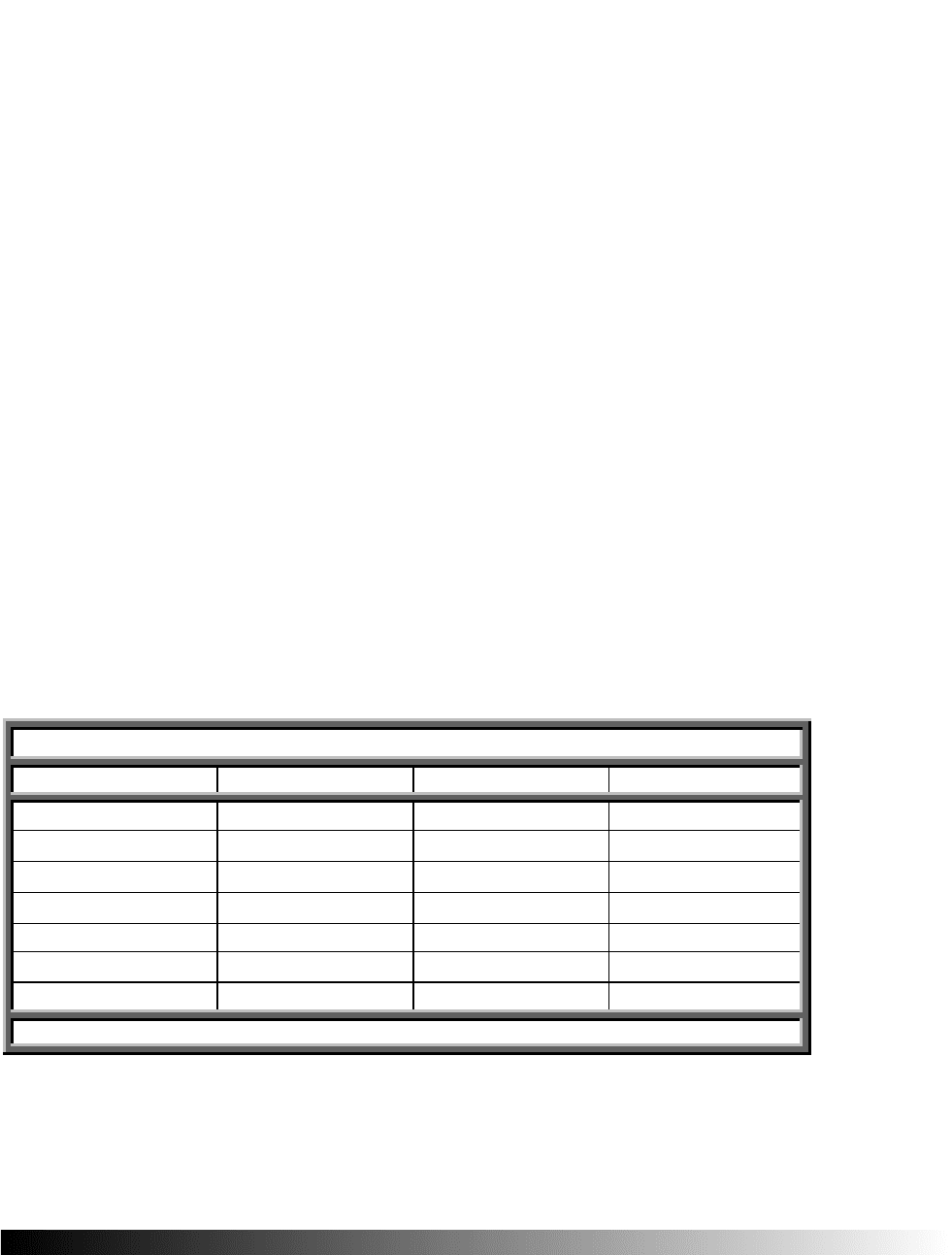
Figure 5.20 Since a reduction in conversion cost (refer to page 6.4 for details) is the primary mission; you will want to
expedite your flash-curing process. The table above lists the results of an initial cycle rate after the delay due to flashing.
Hurry up and wait may be the case. Pushing the limits of the press, only to wait, is better than a slow speed and a long
flash. But once time is lost-it is gone forever. Calibrate the flash as recommended in this chapter, select ink as described in
chapter three and use screen mesh recommendations from chapter two. You will be able to flash prints at 50 to 75 dozen-
per-hour.
PAGE
55
. 24
The numbers in the body of the table are the dozens-per-hour you would net
with flash delays. For example: if you could hypothetically run the job without a
flash, you might run it at 50 dozen-per-hour. Find 50 on the far left column.
When you flash, you have defective ink and it takes you eight-seconds to flash,
find eight on the top of the table. Below eight and across from 50 reads 23.1
dozen-per-hour. Instead of 50 dozen-per-hour with no flash, you will get 23.1
dozen-per-hour with a flash, which consumes eight seconds. An awareness of
this relationship may cause you to price differently, it may cause you to schedule
differently, but we hope that it causes you to maximize your flash productivity.
TTeesstt YYoouurr SSeettttiinnggss
Once you have established, time, temperature and wavelength you will want to
test the fruits of your labor. You will need white ink, an imaged test screen for
white ink, an ink knife, and some scrap dark garments. Since white is the most
used ink and the most common color to flash, it will be used for our example.
Set up the test screen and print white ink as you normally would, prior to a flash.
Chapter 5
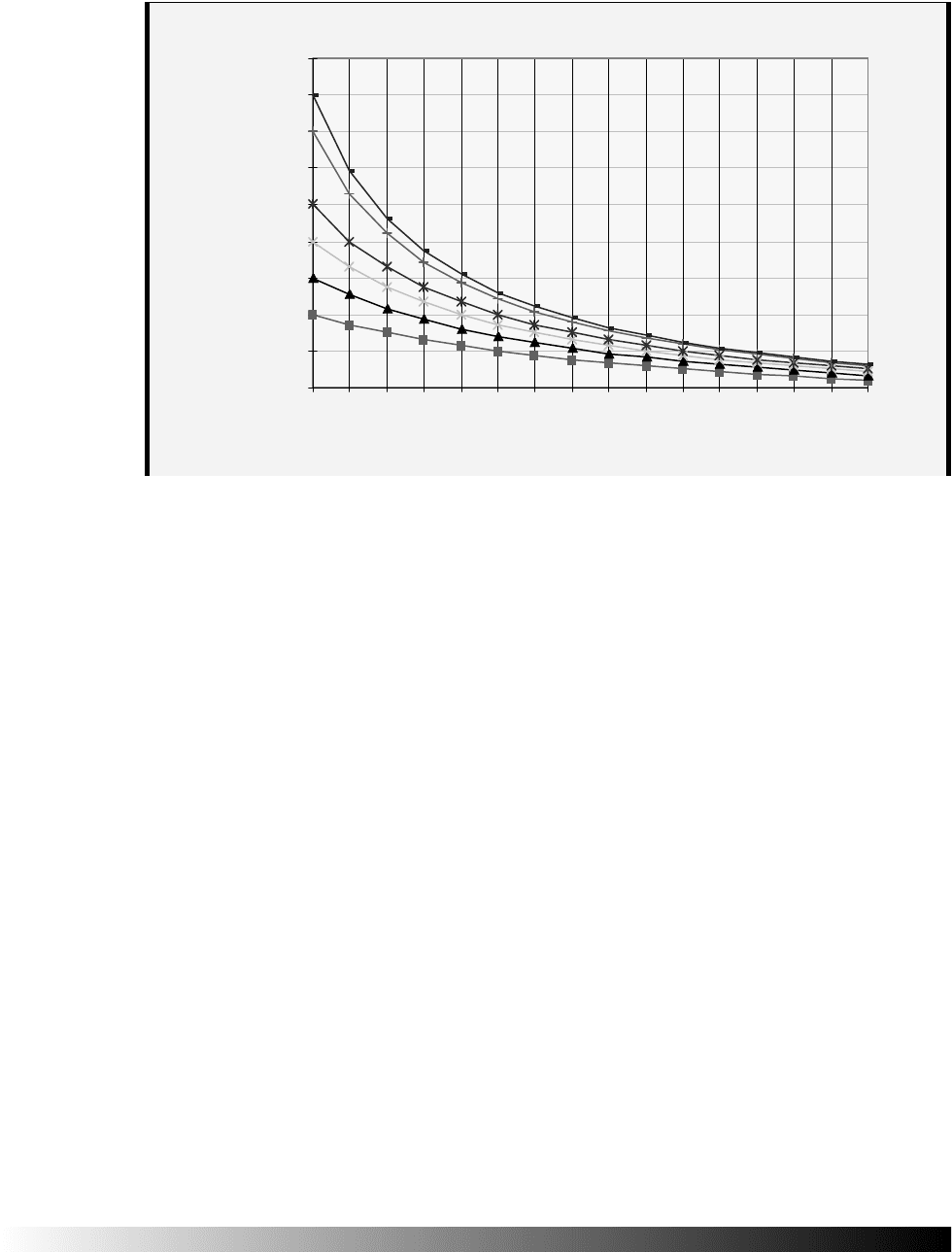
Flash: The Cost to Cycle Rate
10
20
30
40
50
60
70
80
90
100
0123456789101112131415
Flash Time (delay) in Seconds
Original Dozen per Hour No
Flash
Figure 5.21 This chart illustrates the data in figure 5.20. As the time delay (due to flashing) increases, even the fastest
cycle rates, decline. The left vertical axis is the original cycle rate (as though you were not flashing). It ranges from 10 dozen-
per-hour to 90 dozen-per -hour. The delay time for flashing is on the bottom horizontal axis, from zero to 15 seconds. The
right-hand-side vertical axis indicates the resulting dozens-per-hour after the flash time is deducted. You may want to carefully
read the whole manual, raise your price for flashing?or both. For example, find your cycle rate in dozen- per-hour on the left
vertical axis for running a similar job without using a flash. Stay on that curve, moving downward and to the right until you
are directly above the number of seconds-delay due to the flash. Now look straight to the right vertical axis to find your
resulting cycle rate in dozens-per-hour.
PAGE
55
. 25
Then next to the wet deposit, use the ink knife to feather a
deposit wedge from thick to thin. The swatch should be an
inch or so wide, descending in thickness over about five or six
inches. At one end, it should be wafer thin, next to nothing. At
the other end, six inches away, it should graduate to about one-
eighth of an inch thick.
Now visually compare the opacity of the printed white to the
blade white swatch and mark the wedge of ink at the point
where the opacity matches the print. Once the flash has
reached temperature, index, being sure both the image and the
swatch are under the flash. When the cycle is complete, free-
wheel the platen back to inspect the degree of gel on your
printed ink deposit. There are three possibilities:
1. Both the ink wedge and the printed image are
wet.
2. Both are totally dry.
3. Part of the wedge is dry and part wet.
If Number One is your result, you need far more time and
temperature. If Number Two describes your results, you are
far over gel and should reduce time and temperature. Most of
the time your results will be described by Number Three, the
thin end of the wedge coating will be gelled and the thick end
will still be wet. Now look at the marked segment of the
wedge (having same opacity as your normal print) and inspect
for how close to gel or how far over gel the wedge is. If your
marked portion of the wedge is gelled correctly you are done.
If not you need to adjust the time until it is so.
MMoonniittoorr YYoouurr SSeettttiinngg
Now that you have your flash unit calibrated to the press and
your print conditions, it is time to monitor its performance. Of
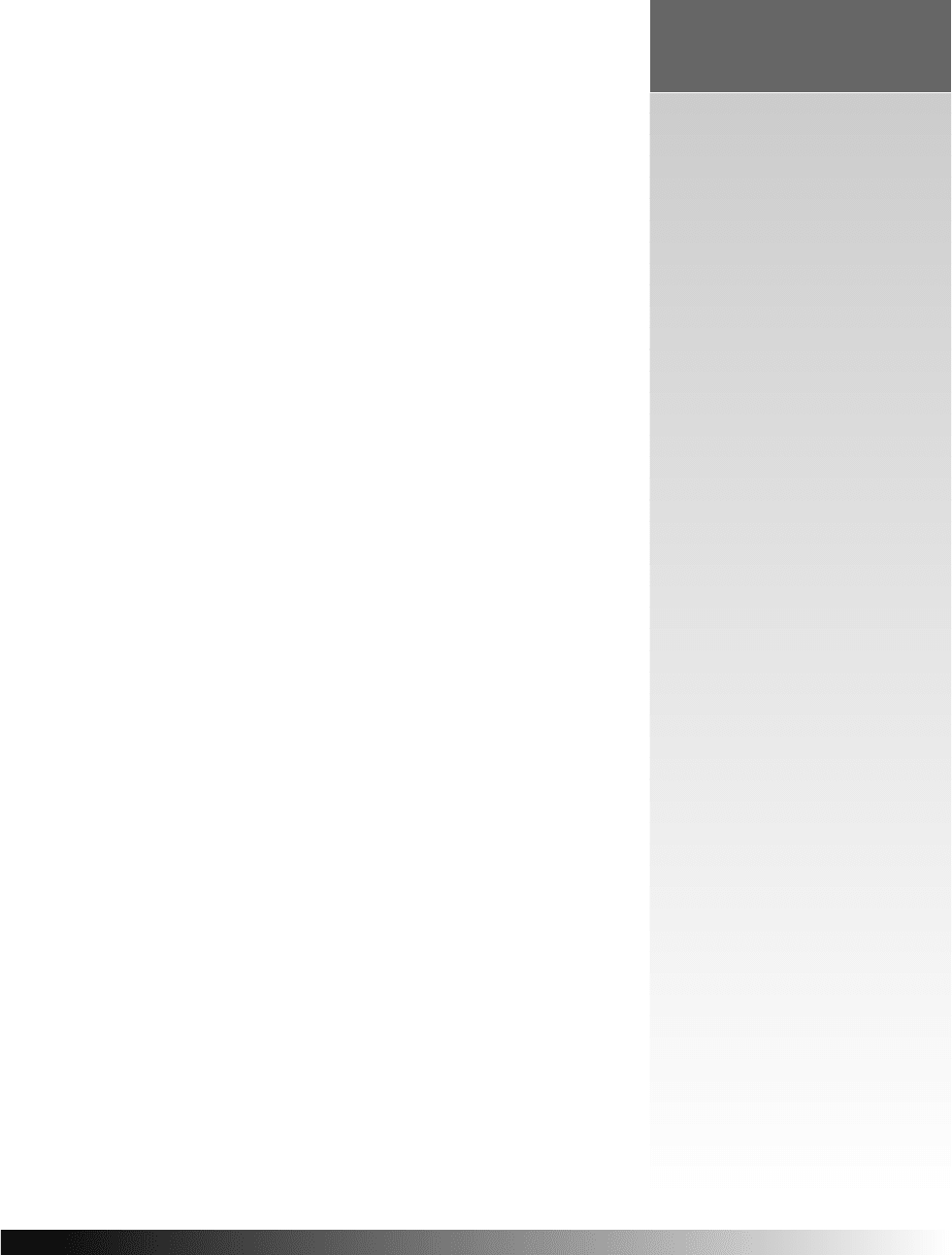
the most common temperature indicators and probes, the one
we recommend is the non-contact pyrometer or heat gun (see
figure 5.22). Tapes do not react to infrared like inks do, so they
Fleece may need to be flashed a
little longer than T-shirts if they
are printed at the end of a press
run of Ts.
If you engineer the press run
strictly for fleece, you will find it
actually may flash faster than Ts.
This is due to the presence of
more air space between the ink
and the platen.
50/50 Ts take more thermal ener-
gy to elevate their temperature
than cotton. Nylon garments take
even more energy than polyester.
Most bleed-resistant-ink technolo-
gies slow down print speed due to
after-flash tack.
Cotton has a high moisture
regain-it holds water and in high
humidity you will find that it takes
more energy to flash because you
are using part of the energy to
heat the water.
If you are scorching white shirts
after the flash, it is probably due
to some added material used in
processing or finishing the T-shirt,
as opposed to the fabric itself.
Optical brighteners, acrylic sizing,
pre-shrinking bulk chemistry and
alkaline residue from an ineffec-
tive acid rinse, will all scorch and
may discolor under excessive heat.
If you are running acrylic Ts
under a flash review the sections
on minimizing the temperature.
Leave a cooling station or two and
select ink that will allow wet-on-
wet printing after one flash only.
Flashing
Garment Impact
Garment Impact
on Flashing
on Flashing
PAGE
55
. 26
are ineffective at accurate readings. Donut probes do not react fast enough. With
a pyrometer, use a stopwatch, because press dwell time is not an indicator of
flash time; the dwell setting and the speed of the slowest squeegee affect it.
Note that the heat gun is not totally precise, but it is very repeatable. There are
many factors that affect its precision. A few of these are color, texture, gloss and
angle of perspective. To accommodate these variances, the gun must be calibrated
against standards that are available from the manufacturer of the gun. If you cali-
brate according to manufacturers recommendations the guns will give you repeat-
able information, as long as they are not exposed to excessive heat. Keeping the
gun two feet away from the shirt will give you an adequate focus area of less than
one-inch diameter to read the temperature and protect the gun.
The time to take a reading is as soon as the press begins to index, when the gar-
ment is at its highest temperature. A pyrometer model with high limit reading and
a laser pointer is preferable. This allows you to target the image accurately, and
then stores the highest temperature in its memory. Index the press until the gar-
ment is under the flash and hit the stopwatch to begin your time.
As soon as the garment begins to exit, hit the watch again to stop the time. At a
distance of no more than two feet, aim the gun at the garment as it exits from
under the flash. The gun will retain the maximum reading in short term memory.
Try to keep the exiting garment at a temperature between 145° and 155° (when
taken with a non contact infra red pyrometer). Should the platens get to a tem-
perature of 150° you may need to shut down or to incorporate a KoolMist (refer
Chapter 5
Figure 5.22 The
photo shows a non-contact
infrared heat gun. As the
flashed garment exits the
flash, hold the gun very
steady and aim it at the
ink on the printed shirt.
Your gun may have a tar-
geting laser, and if so,
precise aim is simplified.
Heat guns are also avail-
able with maximum tem-
perature indication. This
is essential for logging the
data accurately. The
process-color print on
denim is courtesy of
Promotions Chicago.
PAGE
55
. 27
to page 5.19) or other cooling method. It is always wise to use an open station
after the flash unit. One cooling station is understandable, but if you need two,
you have a runaway flash.
Excessive operating temperatures are a problem because the stability is compro-
mised by room temperature. Any fluctuation has a great affect on the degree of
ink gel. These fluctuations include drafts from open doors or windows that move
over the surface of the panel or tubes. Pauses in production for any reason can
lead to a dramatic swing in the temperature of the flashed goods. Finall there is
the additive property, when you are using multiple flashes, a swing in one or more
of these can lead to a 50° variance or greater exit temperature measured at the
dryers end. Record the temperature at the beginning of the run, in the middle
and at the end and use the table below to fine-tune the process.
MMuullttiippllee FFllaasshheess
The difficulty in orchestrating multiple flashes is well known to anyone that has
tried. There are some basic principles that will allow you to run multiple flashes,
with a minimum of interruption. First and foremost, you should consider why
you are using multiple flashes? Are you using flashes to repair ink or prepress
conditions (refer to page 5.28 for details)? If this is the case, your problems are
not created by the press-so it is illogical (and very expensive) to try to resolve
them with the press. Still in the real world, you may need to get out of a jam tem-
porarily, so read on.
Flashing
Setting Multiple Flash Panels
Flash Panel Setting
Flash 1
Flash 2
Flash 3
Panel Distance
0.375” (3/8”)
0.375” (3/8”)
0.375” (3/8”)
Temperature
950°
900°
850°
Wavelength
3.7 m
3.9 m
4.0 m
Max. Exit Temp.
150°
170°
190°
Ink Type
Fastest
Moderate
Slowest
Kool Mistä
Usually N/R
Yes
Definitely
Press Head Speed
Fast as Possible
Fast as Possible
Fast as Possible
Note: the recommended distance on the Quartz and Zap flashes is 2.25-inches.
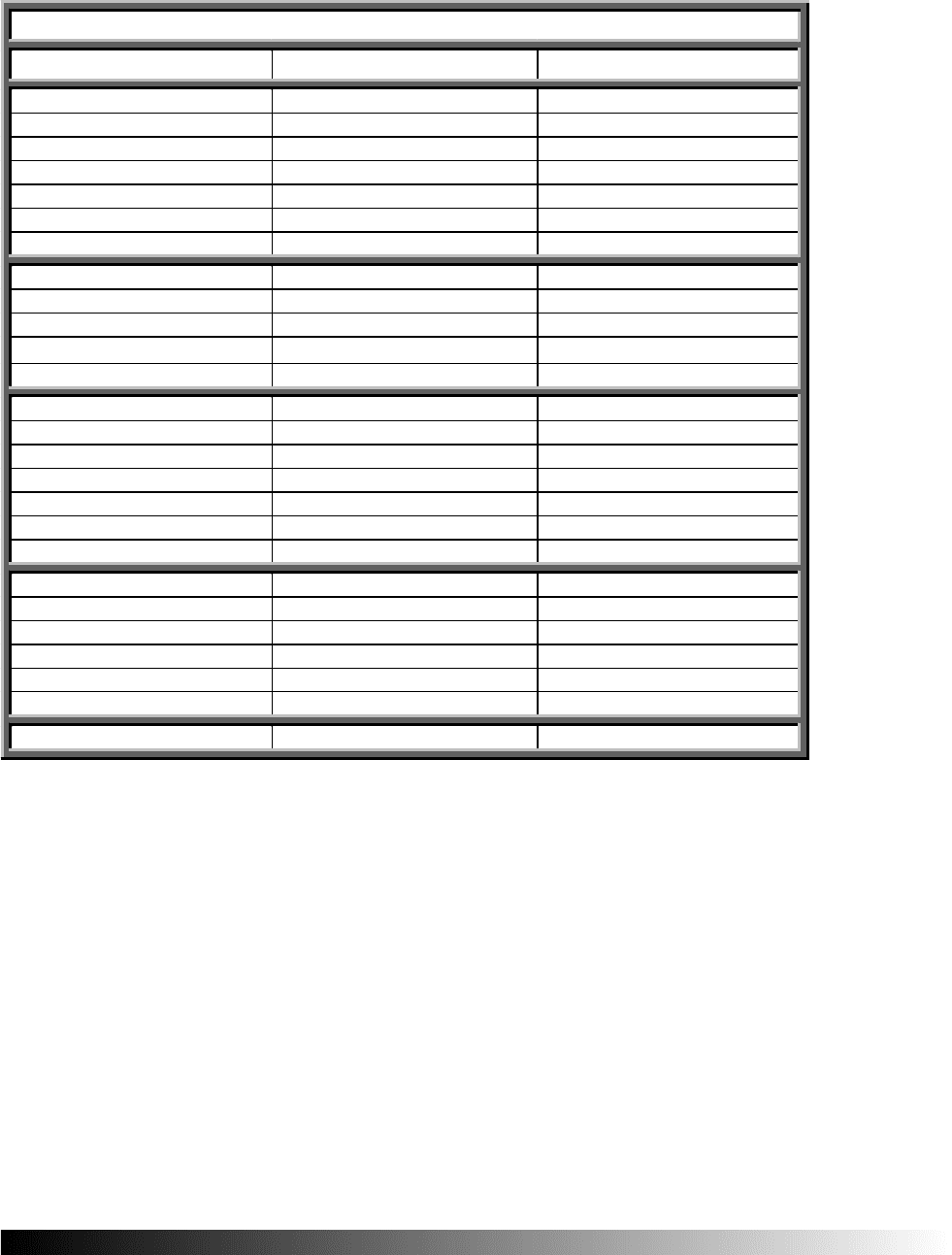
Figure 5.23 This table lists a starting point for flash settings and exit temperatures for Omni and Omni-Uni flash pan-
els. The distance is standard at 3/8-inch. The temperatures start high and drop 50° per color, so the dosage can be at the
shortest time possible. The maximum exit temperature can be controlled to an extent by a warm up cycle prior to setting flash
conditions. It can best be limited by speeding up the press as production continues and the platens warm up. Put the fastest
flashing ink in the earliest heads and always run the heads at top speeds. If you need to adjust, raise the temperature on the
first flash by 25° increments and drop the second and third flash by equal amounts.

PAGE
55
. 28
Always run the fastest gelling colors, earliest in the sequence. The first color is
the most critical; establish the fastest rate on that color before you proceed to the
second or third. Note the hotter you run the flash, the more it will demand you
are consistent in your speed, room temperature, drafts etc. The closer you get to
the panel, the less tolerant the setting becomes-you must set the flash distance
(on a calibrated press) accurately, if the flash is to be close. Remember close is
the only way to be productive when flashing. Be sure your ink has a minimal plas-
ticizer level. Do not use plasticizer reducers or curable reducers to adjust the ink
viscosity (refer to page 3.25 for details). Use a non-contact pyrometer to monitor
platen-temperature-variance and document the results. To use the heat gun will
require an extra person, but only for a short time. If the run is long, the extra
body is a good investment. If the run is short, you shouldnt have a need. The
table in figure 5.23 gives you starting ranges for up to and including three flashes.
After three, you should consider revolver mode.
Troubleshooting The Flashed Print
The purpose of the table on the oposite page is to facilitate problem solving
(only a band-aid), so you can get on with the job at hand and continue produc-
tion, allowing you to resolve the problem under less pressure. For example, when
we suggest you add flash additive it is simply is a temporary fix to keep produc-
tion going. You should obviously use the proper ink, but that is not often enough
a real-world solution. All of the issues noted here are covered in the pages of the
chapters on inks and flash.
Flash Curing With The Revolver Mode
The Gauntlet and Challenger presses have an optional patented Revolver mode,
which bridges the gap between manual and automatic press operation. With the
flip of a switch, the press can give you an unlimited number of flash stations and
no need to cool for after flash. If you are short-run printing for very high mar-
gins and you truly need to expand your capability, then this is the mode of opera-
tion that will meet your requirements. The price paid for this capability is lower
total productivity. Revolver mode runs at less than half of the typical speed of
standard flash mode. Speed is the intended function of the Revolver mode only
when compared to manual printing.
If you are running high density, puff inks or a metallic colors, it makes flashing
and cooling a simple task. It may be a solid solution for sampling or strike-offs, as
opposed to keeping high production press bogged down with short runs.
Chapter 5
PAGE
55
. 29
The PLC (programmable logic controller) of the press can accommodate com-
plex switching with the simplest keystrokes. The typical configuration is a flash
positioned over the unload position, and one operator loads a series of shirts,
one per platen. The Revolver mode controls all from there and emits and audible
signal when the cycle is complete. The operator then unloads the press and loads
another press full of shirts and the cycle continues.
To verify if your press run qualifies for revolver mode ask the following ques-
tions:
1. Does the number of colors required to print the job dictate that you
cannot flash or cannot flash enough?
Troubleshooting The Flashed Print
Symptom
Cause
Action
Random problem.
Drafts cooling flash.
Restrict drafts.
Ink not gelled at one end.
Platen/flash uncalibrated.
Calibrate press and flash.
Calibrate flash, no difference.
Press is out of calibration.
Always calibrate press first.
Wet spot in center.
Dish on platen.
Resurface or replace platen.
Single platen problem.
Platen out of calibration.
Calibrate platen; check press.
Ends of image wet.
Flash misaligned.
Adjust flash, shorten image.
Overprint color variation.
Bad UB ink, too hot.
Switch ink and drop time.
Slow flash time.
Flash too far away.
Reduce distance to platen.
Problem at start up.
Flash, platens not warm.
Allow more warm-up time.
Heat build-up progresses.
Excessive time.
Allow flash to cool, speed up.
No room for cooling station.
Color capacity.
Add Kool Mistä.
Problem with later colors.
Additive temperature.
Run fastest colors first.
Cant flash one color.
High plasticizer level.
Add flash additive.
Pinholes in overprint color.
Over plasticized under-base.
Add flash additive to UB.
Ink blistering.
Too hot for low bleed ink.
Reduce time factor first.
Printed ink growing.
Contains blowing agent.
Cut time, change UB inks.
Color shift.
Too hot.
Drop flash time, check dryer.
Fluorescent tack after flash.
High plasticizer tacky resin.
Add flash additive.
Metallic after tack.
Soft resin, hot plasticizer.
Run last, use KoolMist.
Excessive shrinkage.
Too hot.
Cut temp, or pre-shrink.
Problem with wovens.
Platen is heat sink.
Run double layer of cloth.
Problem flashing fleece.
Deposit too thick.
Reduce deposit via press.
Sectional problem.
Quartz tubes out.
Replace tubes.
Horizontal bands.
Quartz flash out of focus.
Reset flash distance 2.25.
Need to flash more colors.
Unique images.
Run Revolver mode.
Still confused?
Multiple problems.
Call M&R with results.
Figure 5.24 The table on the preceeding page lists three columns of information. The far left column is the symptom as
you might observe it. Immediately to the right is the most probable cause of that symptom. On the right is the recommended
action that will help alleviate the symptom temporarily.
PAGE
55
. 30
2. Can a change in art or sequence eliminate some of the flashing?
3. Have you optimized your flash conditions?
4. Have you considered a Kool Mist?
5. Is the margin on the job high enough to permit a maximum productivi-
ty of 18 dozen-per-hour for two flash operations?
6. Is the run length short enough to not constrain your capacity?
7. Should you invest in an additional flash unit?
Review the seven questions and if you still feel that the revolver mode is an equi-
table decision, then you may well be an ideal candidate for the feature.
Referring to our standard case of a shop with $34,600 in total monthly costs,
with one 10-color Gauntlet lets analyze the feasibility of running a complex job
using the Revolver mode. The shop runs 173 hours a month and can setup and
changeover in precisely 30 minutes. They cycle in 3.5 seconds and take a cycle of
6.7 seconds for flash sequences. Their cost for half-an-hour of setup and
changeover is $300 and they want to run one-hour of production. Here is the
breakdown of pricing to ensure that they will make the same hourly rate for the
ninety-minute interval on a contract print order.
The Revolver mode is the natural bridge between the manual and automatic
press but we have seen cases in the field that suggest it is being used on longer
press runs to make up for inadequate print engineering. You may find that the
cost of efficient print engineering is far less than the cost of slow production.
Chapter 5
Flashed
Colors
Platens
10
Platens
12
Platens
14
Platens
16
1
227
224
221
217
2
156
154
153
151
3
119
118
117
116
4
96
95
95
94
5
80
80
79
79
6
69
69
68
68
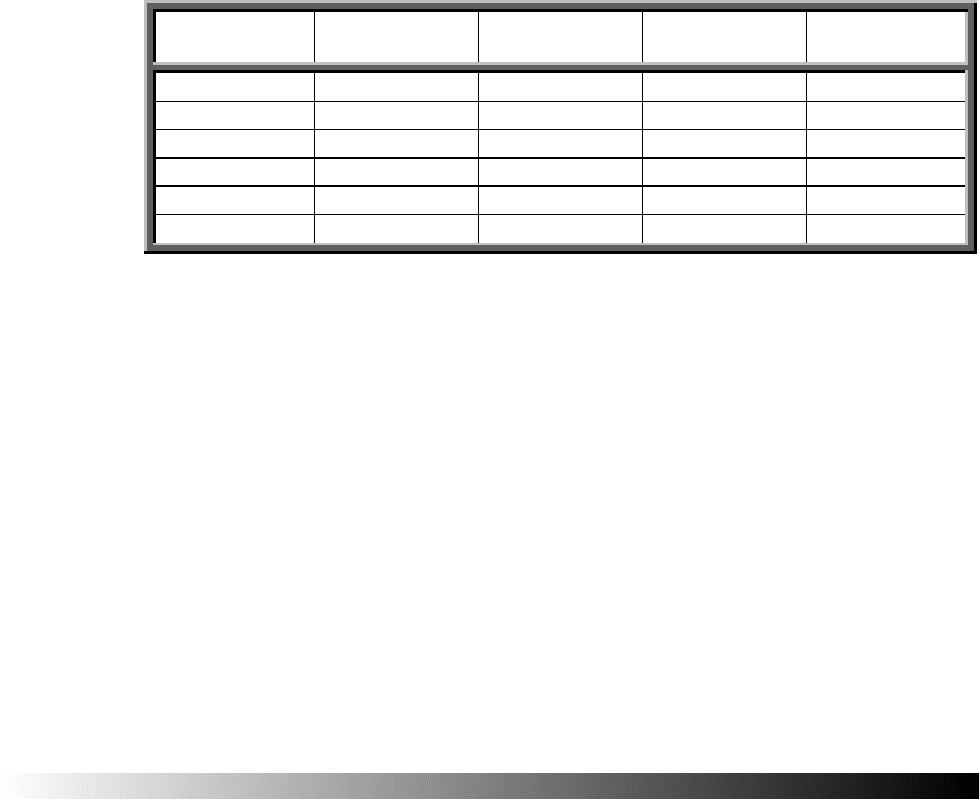
Figure 5.25 This table lists the number of colors to be flashed in Revolver mode on the far left column. It lists the num-
ber of platens on the press on the top row. The field lists the number of shirts per hour you can expect in Revolver mode.
The flash times are typical, as are the squeegee speeds. The dwell setting is at a minimum. For example, if you are flashing
two colors with one flash over the unload station, and you have a 10 color Gauntlet, you can expect no more than 156 pieces
per hour. The data does not include setup or changeover times, nor does it include interruptive downtime.
As an example of the range of relative costs based on cycle speed, we will use
our standard case of a shop with $34,600 in total monthly costs with one 10
color Gauntlet and they want to see the results of running very complex work
that demands Revolver mode. They run 173 hours a month and can setup and
changeover in precisely 30 minutes. They cycle in 3.5 seconds and take a cycle of
6.7 seconds for flash sequences. Their costs for a half hour of setup and
changeover are $300.00 and they want to run one hour of production. (Of
course the faster they run the more garments they can produce in one hour of
run time.)
Any variance in productivity will impact the cost significantly. Their goal is to
establish a price for their work, which neither gouges the customer nor causes
them to lose money. To do so they must consider the cost and to resolve the
cost, they must recognize the rate of production. Here is the breakdown of their
costs so they can price to insure a profit at the same hourly rate for the ninety-
minute interval on a contract print order.
PAGE
55
. 31
Flashing
Sequenced
Colors
Max. Potential
Wet-on-Wet
Colors
Maximum
Per Hour
Total
Time
Equivalent
Cost Per Shirt
0
8
705
90 min.
$0.42
0
6
537
90 min.
$0.56
1
7
227
90 min.
$1.32
2
6
156
90 min.
$1.92
3
5
119
90 min.
$2.52
4
4
96
90 min.
$3.13
5
3
80
90 min.
$3.75
6
2
69
90 min.
$4.34
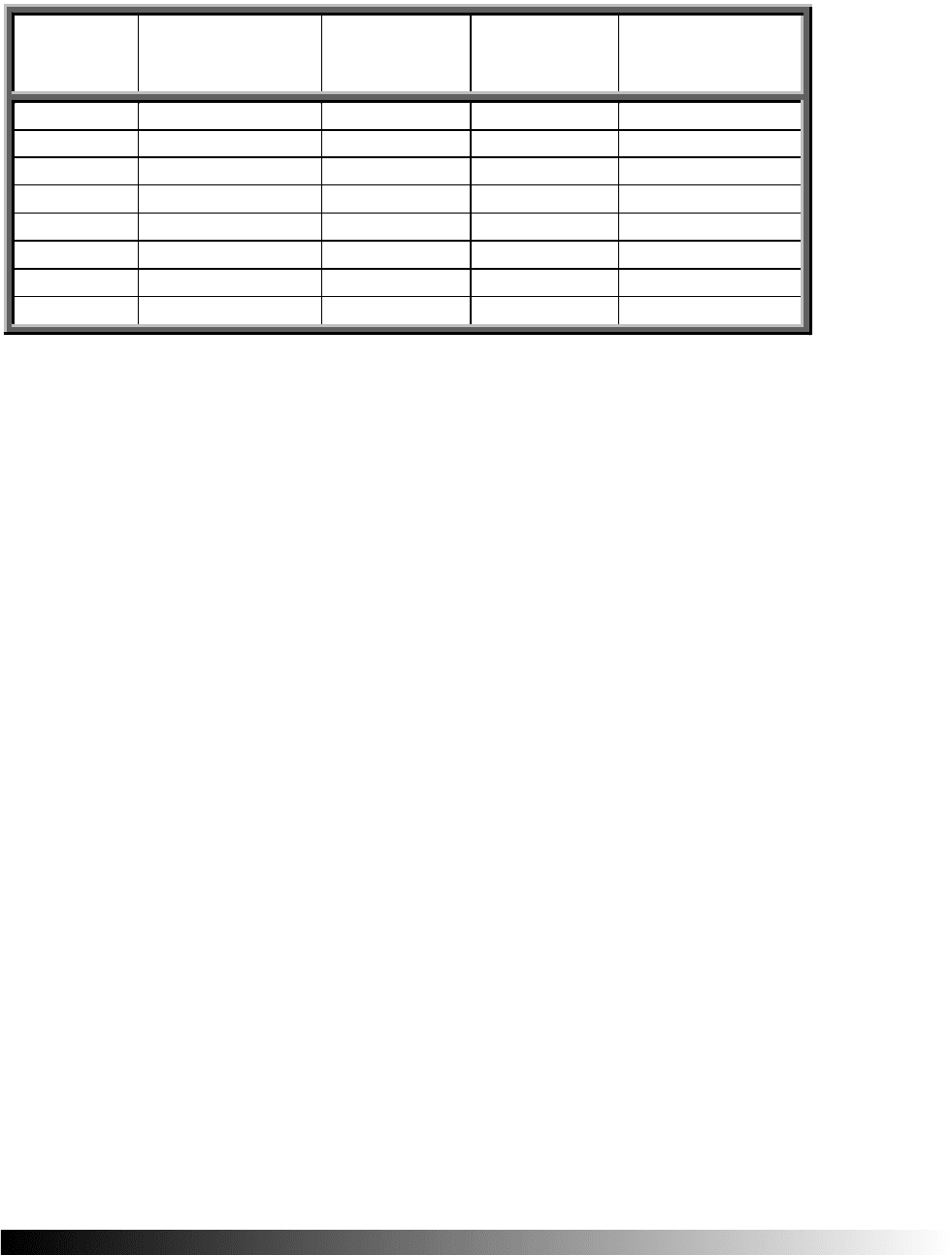
Figure 5.27 This table lists the number of sequenced colors in the far left column, Column One. Column Two holds the
number of colors to be printed wet-on-wet. Column Three gives the maximum pieces per hour. Column Four list the total
time of ninety minutes in all cases; thirty minutes for setup and changeover and one hour of production. Column Five lists
the cost based on the preceding description. All costs would generate the necessary $300.00 for the ninety minutes of work.
Row One does not sequence and runs eight colors wet-on-wet at a fair speed. Row Two does not sequence, but runs a flash at
a fair speed and has one cooling station. Rows Three through Eight list the results of one through six sequencing modes.
Several things become immediately obvious; the cost of a Kool Mist is incidental if it saves you one cool station that would
cause you to sequence. You never want to run Revolver mode unless the only alternative is manual printing, and you have
capacity on the automatic. If you do run Revolver mode, you want to be very certain of your costs, and then price accordingly
(refer to Chapter Seven, Costs).