Цитович И.Г. Теоретические основы стабилизации процесса вязания
Подождите немного. Документ загружается.

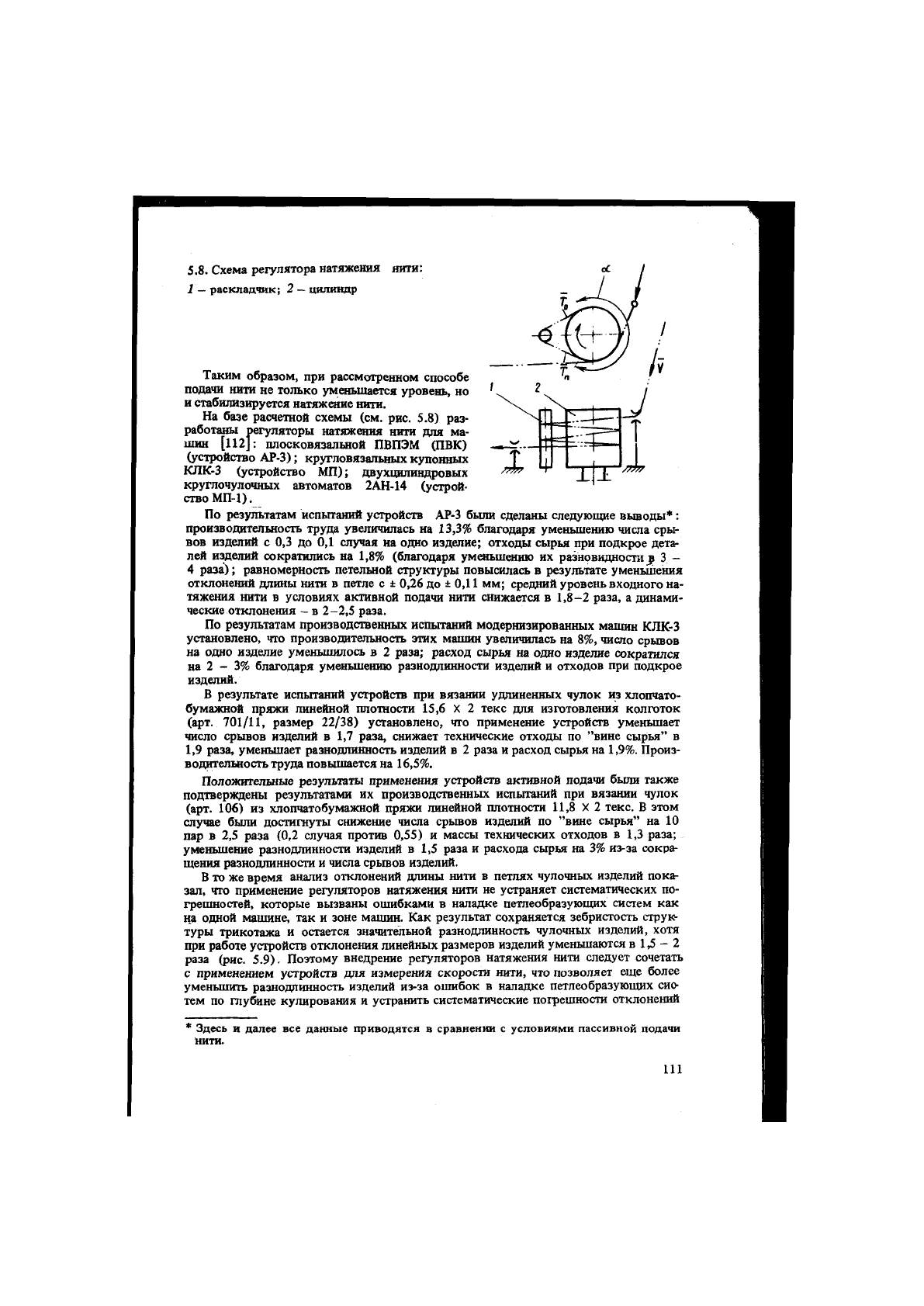
5.8. Схема ре1улятора натяжения нити:
1 -
расклад<гик;
2
-
цилиндр
Таким образом, при рассмотренном способе
подачи нити не только уменьшается уровень, но
и стабилизируется натяжение нити.
На базе расчетной схемы (см. рис. 5.8) раз-
работаны регуляторы натяжетгия нити для ма-
шин [112]: плосковязальной ПВПЭМ (ПВК)
(устройство АР-3); кругловязальных купонных
КЛК-3 (устройство МП); двухцилиндровых
круглочулочных автоматов 2АН-14 (устрой-
ство МП-1).
По результатам испытаний устройств АР-3 были сделаны следующие выводы* :
производительность труда увеличилась на 13,3% благодаря уменьшению числа сры-
вов изделий с 0,3 до 0,1 случая на одно изделие; отходы сырья при подкрое детаг-
лей изделий сократились на 1,8% (благодаря умтьшеншо их разновидности^ 3 -
4 раза); равномерность петельной структуры повысилась в результате уменьшения
отклонений длины нити в петле с
±
0,26 до
±
0,11 мм; средний уровень входного на-
тяжения нити в условиях активной подачи нити снижается в 1,8-2 раза, а динами-
ческие отклонения - в 2-2,5 раза.
По результатам производственных исш>гтаний модернизированных машин КЛК-3
установлено, что производительность этих машин увеличилась на 8%, чиспо срывов
на одно изделие уменьшилось в 2 раза; расход сырья на одно изделие сократился
на 2 - 3% благодаря ум№ьшвшпо разнодлинности изделий и отходов при подкрое
изделий.
В результате испытаний устройств при вязании удлиненных чулок из хлопчато-
бумажной пряжи линейной плотности 15,6 X 2 текс для изготовления колготок
(арт. 701/11, размер 22/38) установлено, что применение устройств уменьшает
число срывов изделий в 1,7 раза, снижает технические отходы по "вине сырья" в
1,9 раза, уменьшает разнодлинность изделий в 2 раза и расход сырья на 1,9%. Произ-
водительность труда повышается на 16,5%.
Положительные результаты применения устройств активной подачи были также
подтверждены результатами их производственных испытаний при вязании чулок
(арт. 106) из хлопчатобумажной пряжи линейной плотности 11,8 X 2 текс. В этом
случае были достигнуты снижение числа срывов изделий по "вине сырья" на 10
пар в 2,5 раза (0,2 случая против 0,55) и массы технических отходов в 1,3 раза;
уменьшение разнодлинности изделий в 1,5 раза и расхода сырья на 3% из-за сокраг
щения разнодлинности и числа срьгаов изделий.
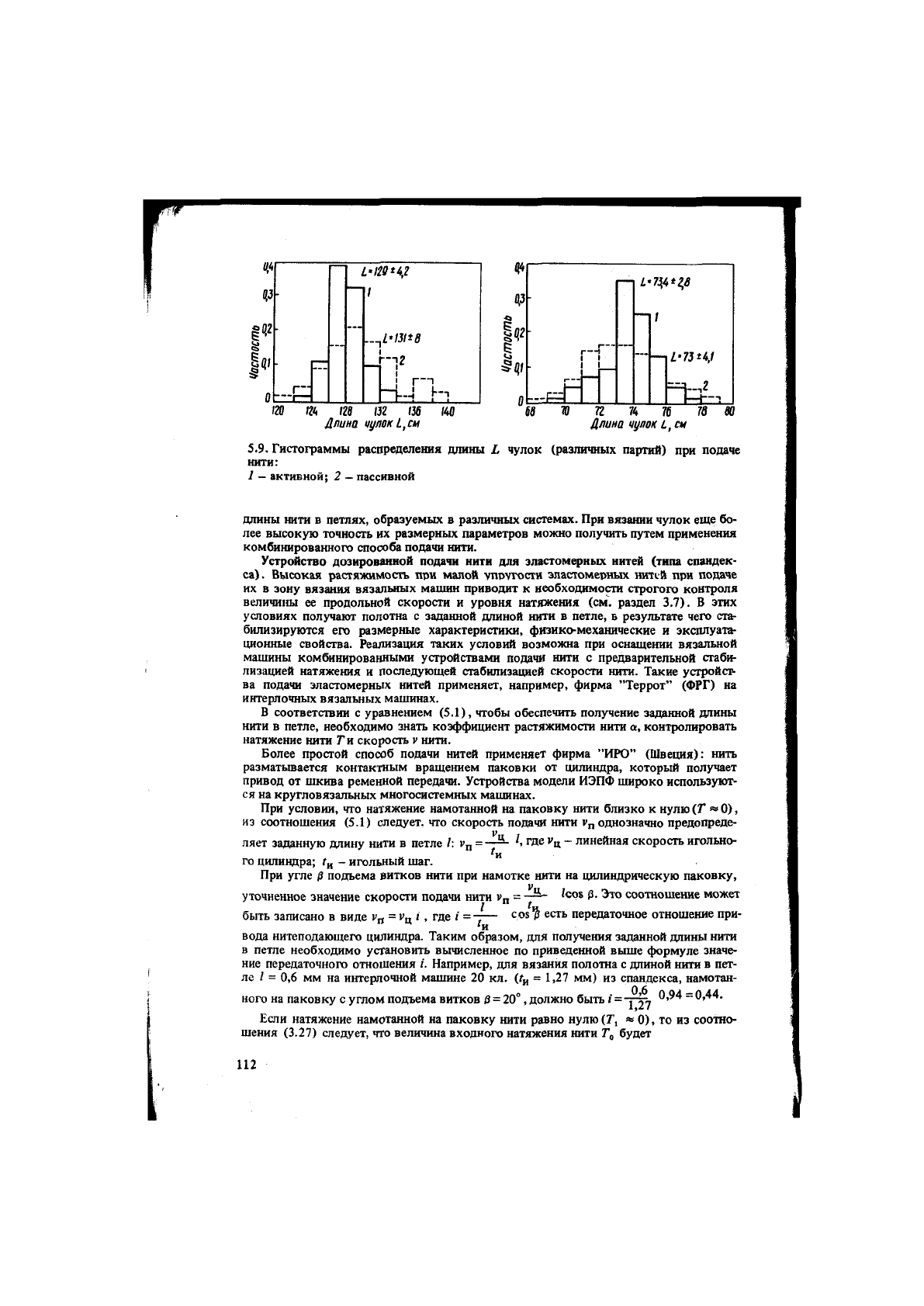
В то же время анализ отклонений длины нити в петлях чулочных изделий пока-
зал, "гго применение регуляторов натяжения нити не устраняет систематических по-
грешностей, которые вызваны ошибками в наладке петлеобразующих систем как
на одной машине, так и зоне машин. Как результат сохраняется зебристость струк-
туры трикотажа и остается значительной разнодлинность чулочных изделий, хотя
при работе устройств отклонешя линейных размеров изделий уменьшаются в 1,5 - 2
раза (рис. 5.9). Поэтому внедрение регуляторов натяжения нити следует сочетать
с применением устройств для измерения скорости нити, что позволяет еще более
уменьшить разнодлинность изделий из-за ошибок в наладке петлеобразующих сис-
тем по Шубине купирования и устранить систематические похрешносга отклонений
* Здесь и далее все данные приводятся в сравнении с условиями пассивной подачи
нити.
w
из
/
—
—1
—л
г
1—1
...ГЦ
---1 Н
т ® П8 132 136
Длина
чулок L,CM
|<!г
I.
/40
г—1
—I
/
1—
1
1
—
—
—1
—pd~
И ®
1Z . ..
Длина
чупок
L,
см
78 80
5.9. Гистограммы распределения длины L чулок (различных партий) при подаче
нити:
1
—
активной; 2
—
пассивной
длины нити в петлях, образуемых в различных системах. При вязании чулок еще бо-
лее высокую точность их размерных параметров можно получить путем применения
комбинированного способа подачи нити.
Устройство дозированной подачи нити для эластомерных нитей (типа спаидек-
са). Высокая растяжимость при малой упругости эластомерных нипй при подаче
их в зону вязания вязальных машин приводит к необходимости строгого контроля
величины ее продольной скорости и уровня натяжения (см. раздел 3.7). В этих
условиях получают полотна с заданной длиной нити в петле, в результате чего ста-
билизируются его размерные характеристики, физико-механические и эксплуата-
ционные свойства. Реализация таких условий возможна при оснащении вязальной
машины комбинированными устройствами подачя нити с предварительной стаби-
лизацией натяжения и последующей стабилизацией скорости нити. Такие устройст-
ва подачи эластомерных нитей применяет, например, фирма "Террот" (ФРГ) на
интерлочных вязальных машинах.
В соответствии с уравнением (5.1), чтобы обеспечить получение заданной длины
нити в петле, необходимо знать коэффициент растяжимости нити а, контролировать
натяжение нити Г
и
скорость v нити.
Более простой способ подачи нитей применяет фирма "ИЮ" (Швеция): нить
разматывается контактным вращением паковки от цилиндра, который получает
привод от шкива ременной передачи. Устройства модели ИЭПФ широко используют-
ся на кругловязальных многосистемных машинах.
При условии, что натяжение намотанной на паковку нити близко к нулю (Г » 0),
из соотношения (5.1) следует, что скорость подачи нити v^ однозначно предопреде-
ляет заданную длину нити в петле /: = где
Уц
- линейная скорость игольно-
го цилиндра; Г„ - игольный шаг. "
При угле /3 подъема витков нити при намотке нити на цилиндрическую паковку,
уточненное значение скорости подачи нити = Это соотношение может
быть записано в виде v„ = Уц i , где
t
= cos f есть передаточное отношение при-
вода нитеподающего цилиндра. Таким образом, для получения заданной длины нити
в петле необходимо установить вычисленное по приведенной выше формуле значе-
ние передаточного отношения /. Например, для вязания полотна с длиной нити в пет-
ле ! = 0,6 мм на интерлочной машине 20 кл. (f„ = 1,27 мм) из спанцекса, намотан-
ного на паковку с углом подъема витков
в
= 20°, должно быть
i
= ~
Если натяжение намотанной на паковку нити равно нулю (Г, « 0), то из соотно-
шения (3.27) следует, что величина входного натяжения нити Т„ будет
(-
- 1).
Она определяется при заданных параметрах о, м и
v>
отношением скорости v ку-
пирования нити к скорости ее подачи v„.
Для эпастомерных нитей значительная доля фрикционных сил сопротивления
движению нити обусловлена трением сцепления нити с огибаемой поверхностью.
Особ^о это характерно для малых значений натяжения нити, когда нить "прили-
пает" к огибаемой поверхности. Эти свойства нитей при реализации способа их по-
дачи контактным вращением паковок часто приводят к тому, что нитеподающий
цилиндр или сама паковка захватывают нить и вызывают ее обрыв. По этой причи-
не при вязашш эластомерных нитей необходимо применять вращающиеся ните-
направители и не уменьшать натяжения нити до определенных пределов.
С целью устранения указанного явления был разработан способ подачи нити
контактным вращением паковки от приводного цилиндра, отличающийся тем, что
нить при сходе с паковки изгибают вокруг дополнительного цшшндра, линейная
скорость которого превышает скорость нити. За счет этого натяжение нити между
дополнителы1ым и основным цилиндром увеличивается, что повышает надежность
процесса подачи нити. Конструкция устройства была разработана для ингерлочных
кругловязальнйх машин "Ково" и двухцилиндровых круглочулочных автоматов
2АН-14 [113].
Как Щ)им^)
ниже
рассмотрена конструкция
усгройства подачи
спандекса наинтер-
лочной кругловязальной машине "Ково". Применение этого устройства позволило
ра^аботать новое переплетейие [114], на базе которого во ВНИИТП был освоен
новый ассортимент трикотажных полотен.
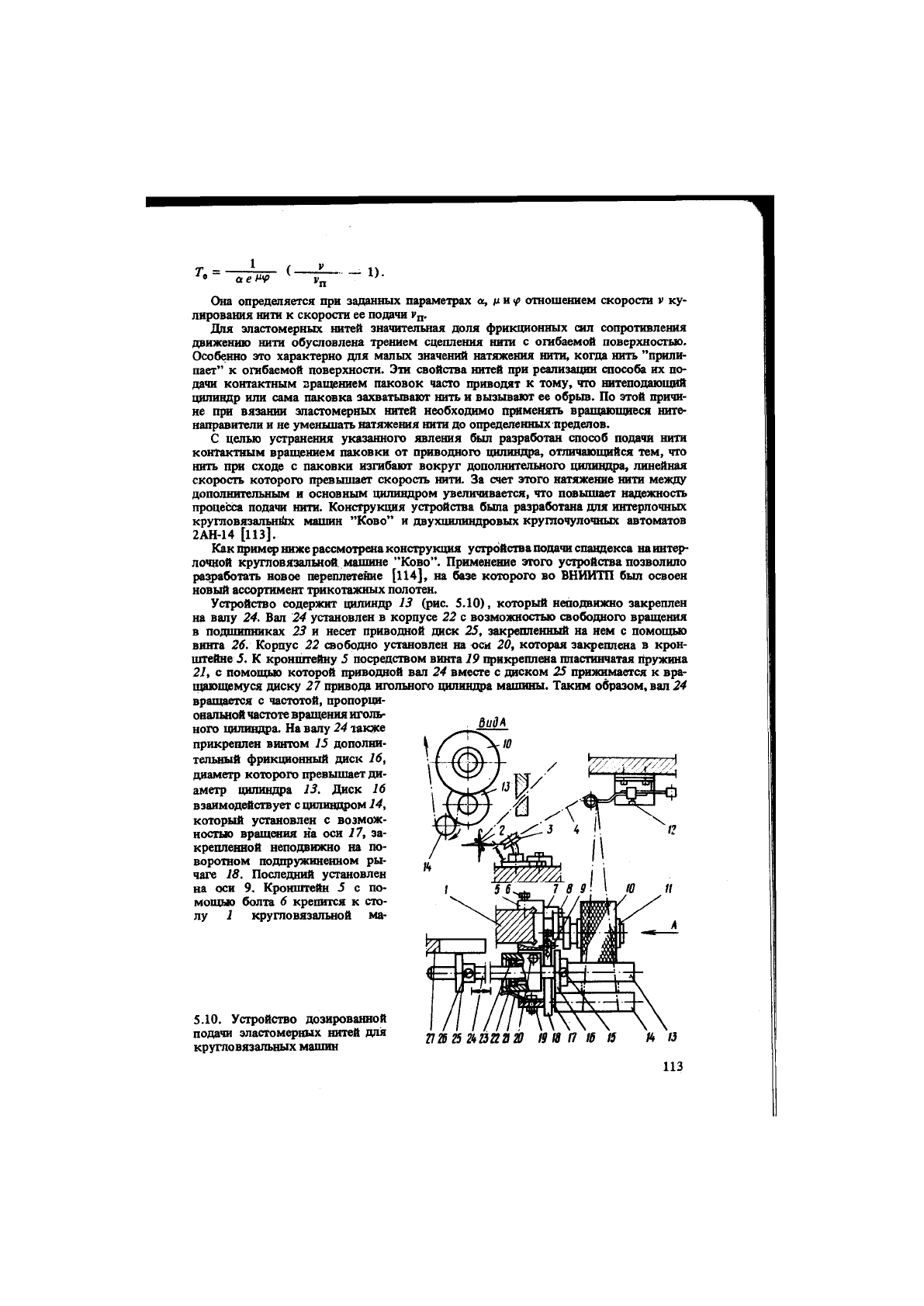
Устройство содержит цилиндр 13 (рис. 5.10), который неподвижно закреплен
на валу 24. Вал 24 установлен в корпусе 22 с возможностью свободного вращения
в подшипниках 23 и несет приводной диск 25, закрепленный на нем с помощью
винта 26. Корпус 22 свободно установлен на оси 20, которая закреплена в крон-
штейне J. К кронштейну 5 посредством винта 19 прикреплша пластинчатая пружина
21, с помощью которой приводной вал 24 вместе с диском 25 прижимается к вра-
щающемуся диску 27 привода игольного цилиндра машины. Таким образом,
вал
24
вращается с частотой, пропорци-
ональной частоте
вращения
иголь-
ного щшиндра. На валу 24 также
прикреплен винтом 15 дополни-
тельный фрикционный диск 16,
диаметр которого превышает ди-
аметр цилинщ>а 13. Диск 16
взаимодействует
с
цилиндром 14,
который установлен с возмож-
ностью вращошя на оси 17, за-
крепленной неподвижно на по-
воротном подпружиненном ры-
чаге 18. Последний установлен
на оси 9, Кронштейн 5 с по-
мощью болта 6 крепится к сто-
лу 1 кругловязальной ма-
5.10. Устройство дозированной
подачи эпастомерных нитей для
кругловязальных машин
:v\
Т12ба2ктг1Л пап ш а
W а
113
г
т
шины. На кронштейне 5 с помощью оси 8 установлен поворотаый рычаг 7, которьй
несет свободно вращающийся в подшшшиках (на рисунке не показано) бобино-
держатель JJ. Последний несет на себе цилиндрическую паковку 10 с нитью 4, кото-
рая под действием силы тяжести прижимается к поверхности щшиндра 13. Устройст-
во снабжено также датчиком 12 обрыва нити 4 и вращающимся нитенаправителем 3,
который прокладывает нити на иглы 2 машины. Нить 4, отмотав с паковки 10, из-
гибают вокруг дополнительного цилиндра 14, затем заправляют через датчик 12
и нитенаправитель 3 направляют в зону вязания.
В результате фрикционного взаимодействия с цилиндром 13 паковка получает
вращение от приводного вала 24. На участке между цилиндрами 13 и 14 нить полу-
чает дополнительное натяжение, обусловленное фрикционным взаимодй1ствием
цилиндра 14 с нитью. Это стабилизирует процесс схода нити с паковки и предотвра-
щает возможный захват нити вращающейся паковкой:
Необходимое изменение скорости подачи нити достигается сменными нитеподаю-
щими цилиндрами ii,
а также
смещением приводного диска 25 относительно привод-
ного вала 24.
Эластомерные неоплетенные нити спандекс эффективно могут быть использо-
ваны в чулочном производстве взамен обкрученных латексовых нитей. При этом
исключается из технологического процесса переход - обкрутка нитей.
Кроме того, стабилизация скорости подачи спандекса ликвидирует проблему
разноширинности бортика носков. Н.С. Тупицына установила, что в обычных ус-
ловиях из-за изменения условий сматывания резиновых нитей при уменьшении
массы паковки до 65 - 70 г все бортики носков по ширине не соответствуют тре-
бованиям стандарта [115].
Комбинированный способ подачи нити. Комбинированный способ подачи нити
характеризуется тем, что из нити, подаваемой через нитенаправляющие элементы,
образуются витки, охватывающие цилиндр, взаимодействующий с приводным
ремнем, и консольной стержень (раскладчик), причем по меньшей мере часть вит-
ков может располагаться как между ремнем и цилиндром, так и в другом месте
вблизи ремня, обеспечивая в первом случае режим дозированной подачи, а во вто-
ром - режим активного регулятора натяжения нити. Это значительно расширяет
технологические возможности применения таких устройств, например, позволяет
использовать их при выработке полотен как гладкими, так и рисунчатыми перепле-
тениями, вязании штучных изделий.
Устройство [Иб] монтируется на корпусе 4 (рис. S.11, а), содержит привод,
выполненный в виде бесконечного ремня /б,- который кинематически соединен
с приводом игольного цилиндра, и получает движение, например, от центрального
приводного шкива (на рисунке не показан), цилиндр 14 к неподвижно установлен-
ный вдоль его оси под некоторым углом к нему раскладчик нити 12. Устройство
снабжено нитенаправителямн 1, 13 я 15 и нитенатяжителем 2. Соосно цилиндру 14
установлен поворотный рычаг 18 с неподвижной осью 17. Нитенаправитель 13 за-
креплен на рычаге 20. Он служит якорем электромагнита 8, который установлен
на кронштейне 9. Рычаг 6 нагружен пружиной 7. Электромапшт 8 соединен провода-
ми 10 с электрической цепью программного устройства машины. Ползун 3 имеет
ппяфт 5, взаимодействующий с рычагом б.
В режиме дозированной подачи нити устройство работает следующим образом.
Скорость приводного ремня 16 устанавливают в соответствии с заданной длиной
нити в петле (например, используя номограммы, см. рис. 3.13). Отворачивают
стопорный винт 4 и перемещают ползун 3 со штифтом 11 ъ верхнее положение.
Отводят рычагом 18 с осью 17 ремень 16 от поверхности цилиндра, что позволяет,
свободно прокручивая его, заправить вокруг него и раскладчика 12 нить, образуя
3-4 витка. При включении машины в работу нить первого витка располагается
под ремнем, защемляется им, сообщает нити необходимую скорость подачи. При
огибании нитью цилиндра к ней прикладывается дополнителыия сила трения, что
устраняет возможное проскальзывание нити при увеличении ее натяжения на входе
в устройство. Режим подачи нити при переходе к вязанию участка с меньшей длиной
нити в петле изменяется автоматически. От электрической цепи управления маши-
я ге
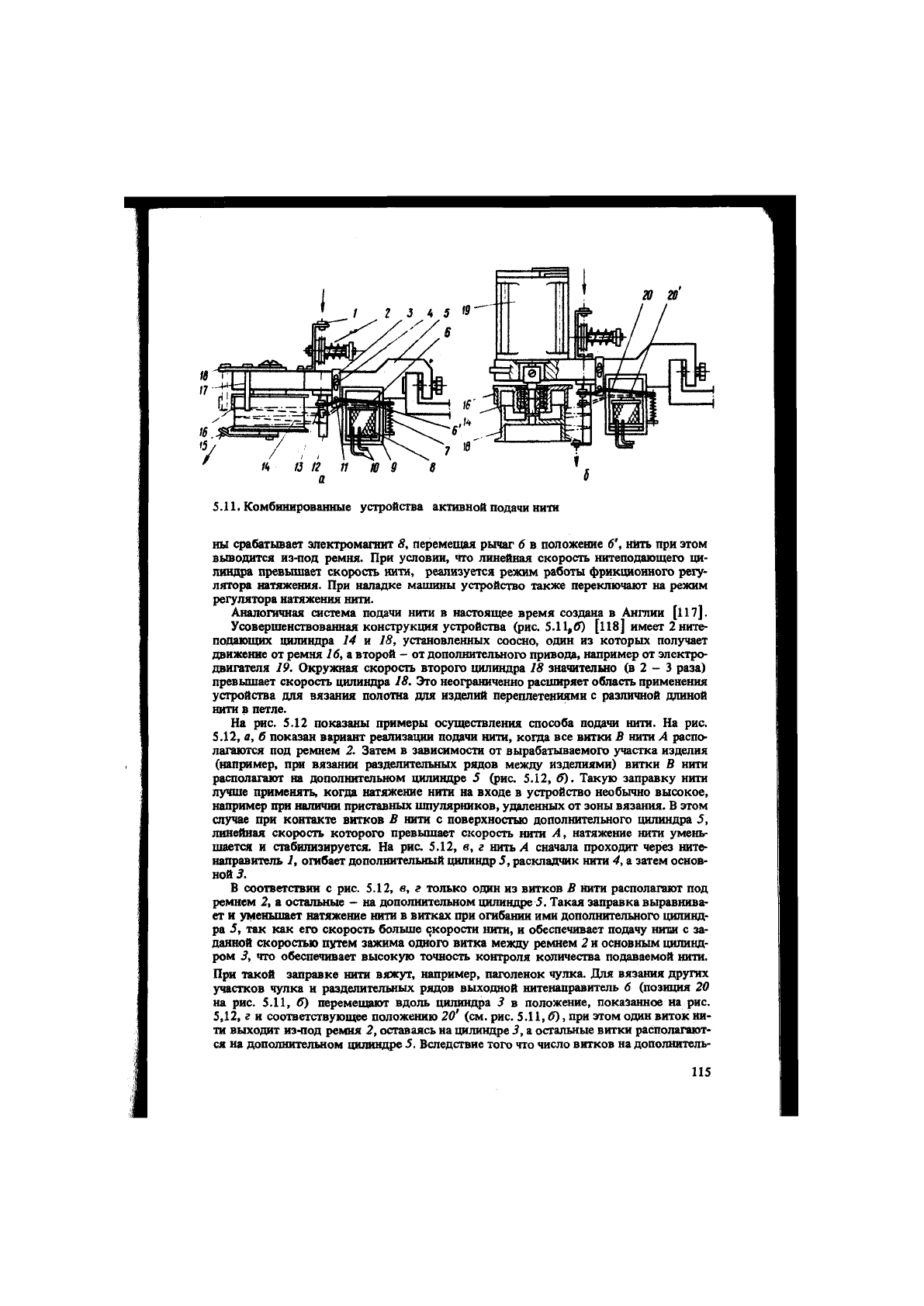
5.11. Комбинированные устройства активной подачи нити
ны срабатывает электромагнит 8, перемещая рычаг 6 в положение 6', нить при этом
выводится из-под ремня. При условии, то линейная скорость нитеподающего iw-
линщ» превышает скорость иити, реализуется режим работы фрикцноиного регу-
лятора натяжения. При наладке машины устройство также переключают на режим
регулятора натяжения нити.
Аналогичная (жстема подачи нити в настоящее время создана в Ангаии [117].
Усовершенствованная конструкщм устройства (рис. 5.11,0) [118] имеет 2ните-
подающих цилиндра 14 и 18, установленных соосно, один из которых получает
движение от ремня 16,
л
второй - от дополнительного привода, например от электро-
двигателя 19, Окружная скорость второго щшиндра 18 значительно (в 2 - 3 раза)
превышает скорость цилиндра 18. Это неограниченно расширяет область применения
устройства для вязания полотна для изделий переплетениями с различной длиной
нити в петле.
На IMC. 5.12 показаны примеры осуществления способа подачи нити. На рис.
5.12, а, б показан вариант реализации подачи нити, когда все витки В нити А распо-
лагаются под ремнем 2. Затем в зависимости от вырабатываемого участка изделия
(например, при вязании разделительных рядов между изделиями) витки В нити
располагают на дополнительном цилиндре 5 (рис. 5.12, б). Такую заправку нити
лучше применять, когда натяжение нити на входе в устройство необычно высокое,
например при наличии приставных шпулярников, удаленных от зоны вязания. В этом
случае при контакте витков В нити с поверхностью дополнителыюго цилиндра 5,
линейная скорость которого превышает скорость шля А, натяжение нити умень-
шается и ста&шизируется. На рис. 5.12, в, г нить А сначала проходит через ните-
направитель 1, огибает дополнительный цилиндр 5, раскладчик нити 4, а затем основ-
ной 3.
В соответствии с рис. 5.12, в, г только один из витков В нити располагают под
ремнем 2, а остальные - на дополнительном цилиндре 5. Такая заправка выравнива-
ет и уменьшает натяжение нити в витках при огибании ими дополнителыюго цилинд-
ра 5, так как его скорость больше <;корости нити, и обеспечивает подачу ниш с за-
данной скоростью путем зажима одного витка между ремнем 2 и основным цилинд-
ром 3, что обеспечивает высокую точность контроля количества подаваемой нити.
При такой заправке нити вяжут, например, паголенок чулка. Для вязания других
участков чулка и разделителышх рядов выходной нитеиаправитель б (позиция 20
на рис. 5.11, б) перемещают вдоль цилиндра 3 в положение, показанное на рис.
5,12, г и соответствующее положению 20' (см. рис. 5.11, fi), при этом один виток ни-
ти выходит из-под ремня 2, оставаясь на цилиндре 3,
а
остальные витки располагают-
ся на дополнительном цилиндре 5. Вследствие того что число витков на дополнитель-
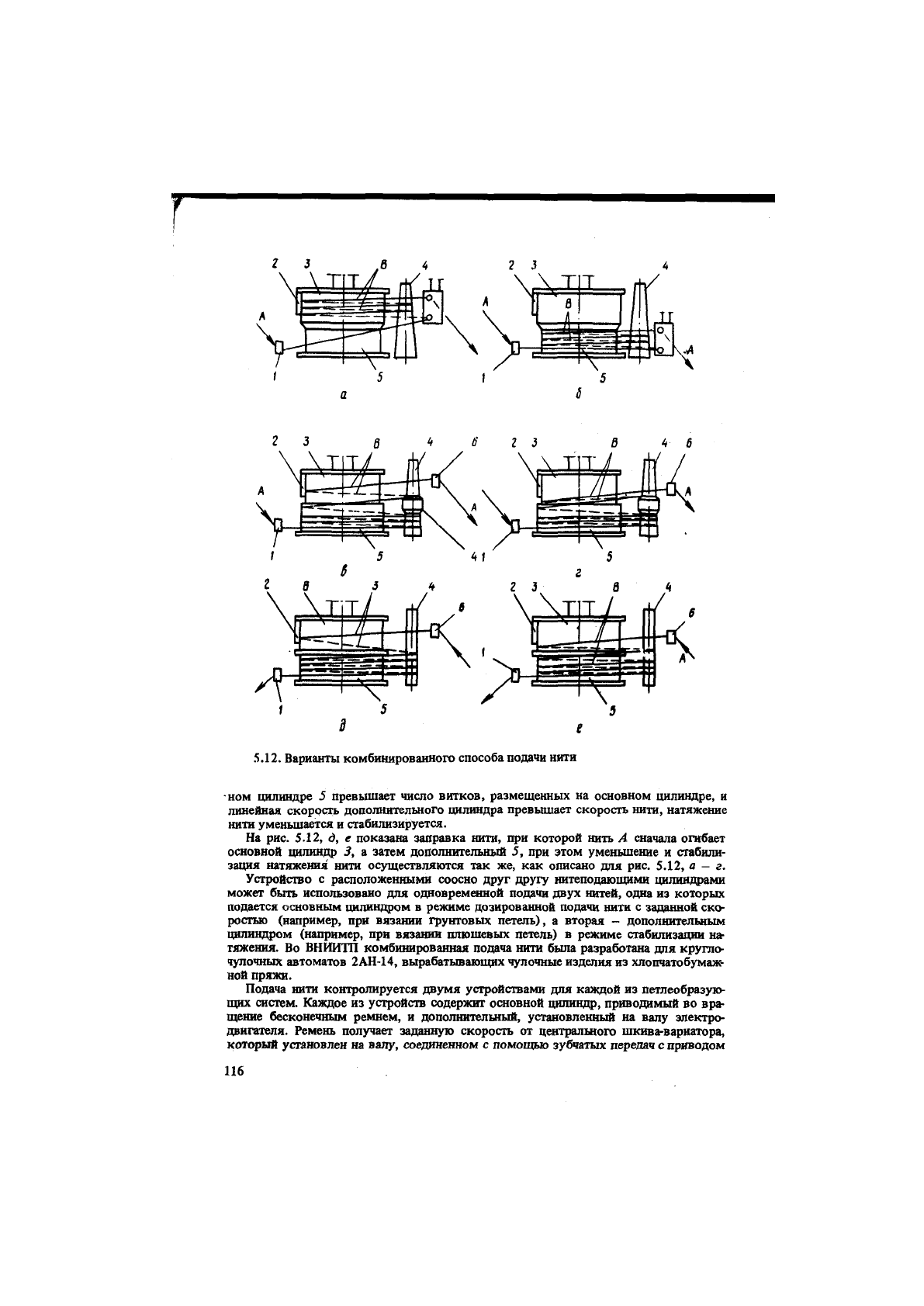
5.12. Варианты комбинированного способа подачи нити
ном цилиндре 5 превышает число витков, размещенных на основном цилиндре, и
линейная скорость дополнителыюго цилиндра превышает скорость нити, натяжение
нити уменьшается и стабилизируется.
На рис. 5.12, d, е показана заправка нити, при которой нить А сначала огибает
основной щаатрр 3, а затем дополнительный 5, при этом уменьшение и стабили-
зация натяжения' нити осуществляются так же, как описано для рис. 5.12, а - г.
Устройство с расположенными соосно друг другу нитеподающими цилиндрами
может быть использовано для одновременной подачи двух нитей, одна из которых
подается основным цилиндром в режиме дозированной подачи нити с заданной ско-
ростью (например, при вязании грунтовых петель), а вторая - дополнительным
цилиндром (например, при вязании плюшевых петель) в режиме стабилизации на-
тяжения. Во ВНИИТП комбинированная подача нити была разработана для кругло-
чулочных автоматов 2АН-14, вырабатывающих чулочные изделия из хлопчатобумаж-
ной пряжи.
Подача нити контролируется двумя устройствами для каждой из петлеобразую-
ищх систем. Каждое из устройств содержит основной цилищц), приводимый во вра-
щение бесконечным ремнем, и дополнительный, установленный на валу электро-
двигателя. Ремень получает заданную скорость от центрального шкивагвариатора,
который установлен на валу, соединенном с помощью зубчатых передач с приводом
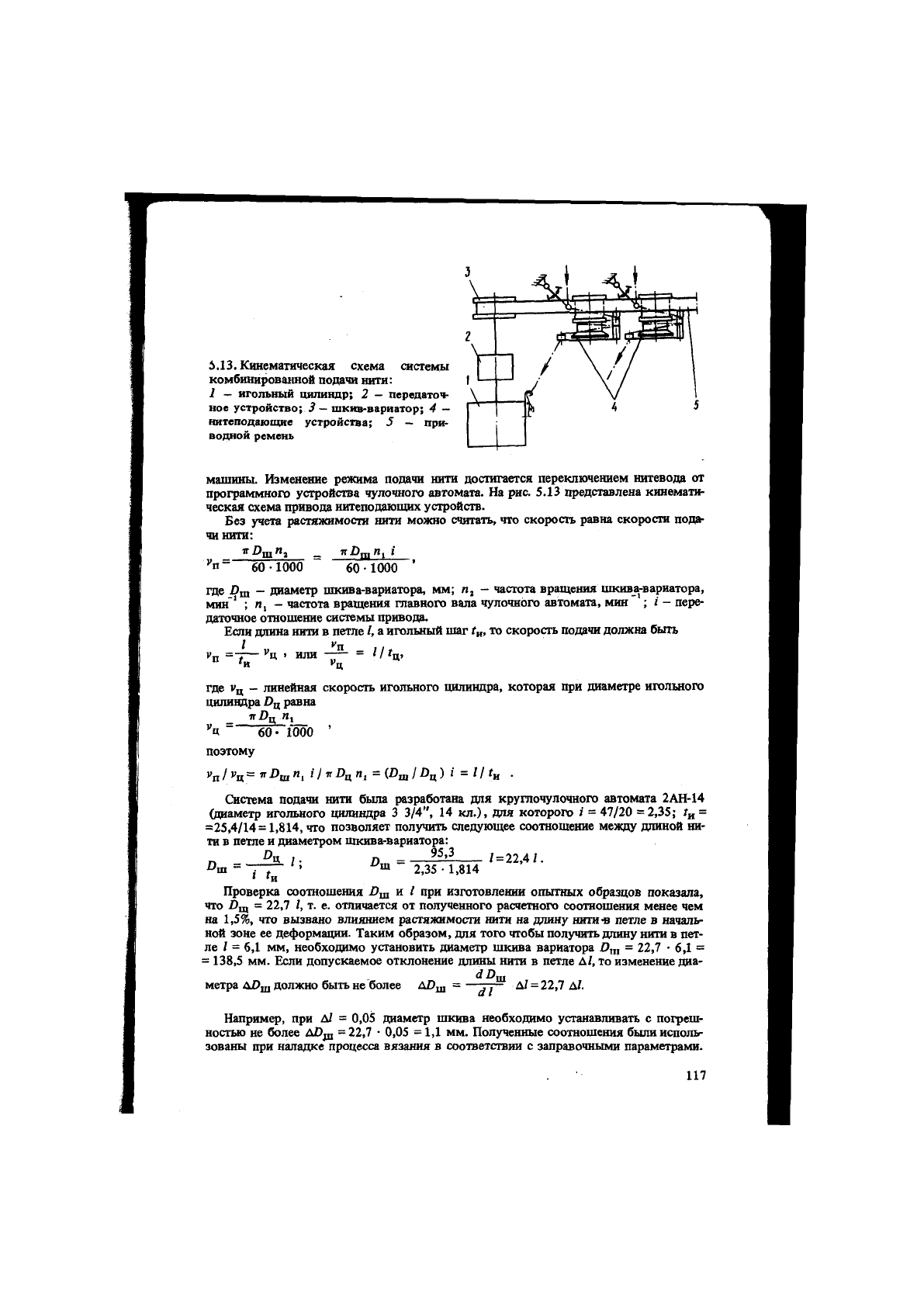
6.13. Кинематическая схема системы
комбинированной подачи нити:
1 - игольный цилиндр; 2 - передаточ-
иое устройство; 5 - шкив-вариатор; 4 —
нитеподающие устройства; 5 — при-
водной ремень
машины. Изменение режима подачи нити достигается переключением нитевода от
программного устройства чулочного автомата. На рис. 5.13 представлена кинемати-
ческая схема привода нигеподающих устройств.
Без учета растяжимости нити можно считать, что скорость равна скорости пода-
чи нити:
60 •1000
60
•
1000
где Х)ш - диаметр шкива-вариатора, мм; и, - частота вращения шкива-вариатора,
мин"' ; л, - частота вращения главного вала чулочного автомата, мин ; i
—
пере-
даточное отаошение системы привода.
Если длина
нити
в петле
I, а
игольный шаг t„, то скорость подачи должна быть
v„ =~ Уц , или = //Г,
ц.
где Уц - линейная скорость игольного цилиндра, которая при диаметре игольного
цилиндра
/>ц
равна
itD„ п.
•^Д 60- 1000
поэтому
у„/1'ц= nDfan^ i/i'Da^n, i = 11.
Система подачи нити была разработана для круглочулочного автомата 2АН-14
(диаметр игольного цилиндра 3 3/4", 14 кл.), для которого i = 47/20 = 2,35; =
=25,4/14 = 1,814,
<гго
позволяет получить следующее соотношение между длиной ни-
ти в петле и диаметром шкива-вариатора:
Д.П =
i t„
2,35 • 1,814
/ = 22,4/.
Проверка соотношения D^ и I при изготовлении опытных образцов показала,
что Ощ = 22,7 /, т. е. отличается от полученного расчетного соотношения менее чем
на 1,5%, что вызвано влиянием растяжимости нити на длину нити« петле в началь-
ной зоне ее деформации. Таким образом, для того чтобы получить длину нити в пет-
ле / = 6,1 мм, необходимо установить диаметр шкива вариатора = 22,7 • 6,1 =
= 138,5 мм. Если допускаемое отклонение длины нити в петле Д/, то изменение диа-
dDja
метра д/?ш должно быть не более ДОщ = ^^
Д7
= 22,7 Д/.
Например, при Д/ = 0,05 диаметр шкива необходимо устанавливать с погреш-
ностью не более = 22,7 • 0,05 = 1,1 мм. Полученные соотношения были исполь-
зованы при наладке процесса вязания в соответствии с заправочными параметрами.
w
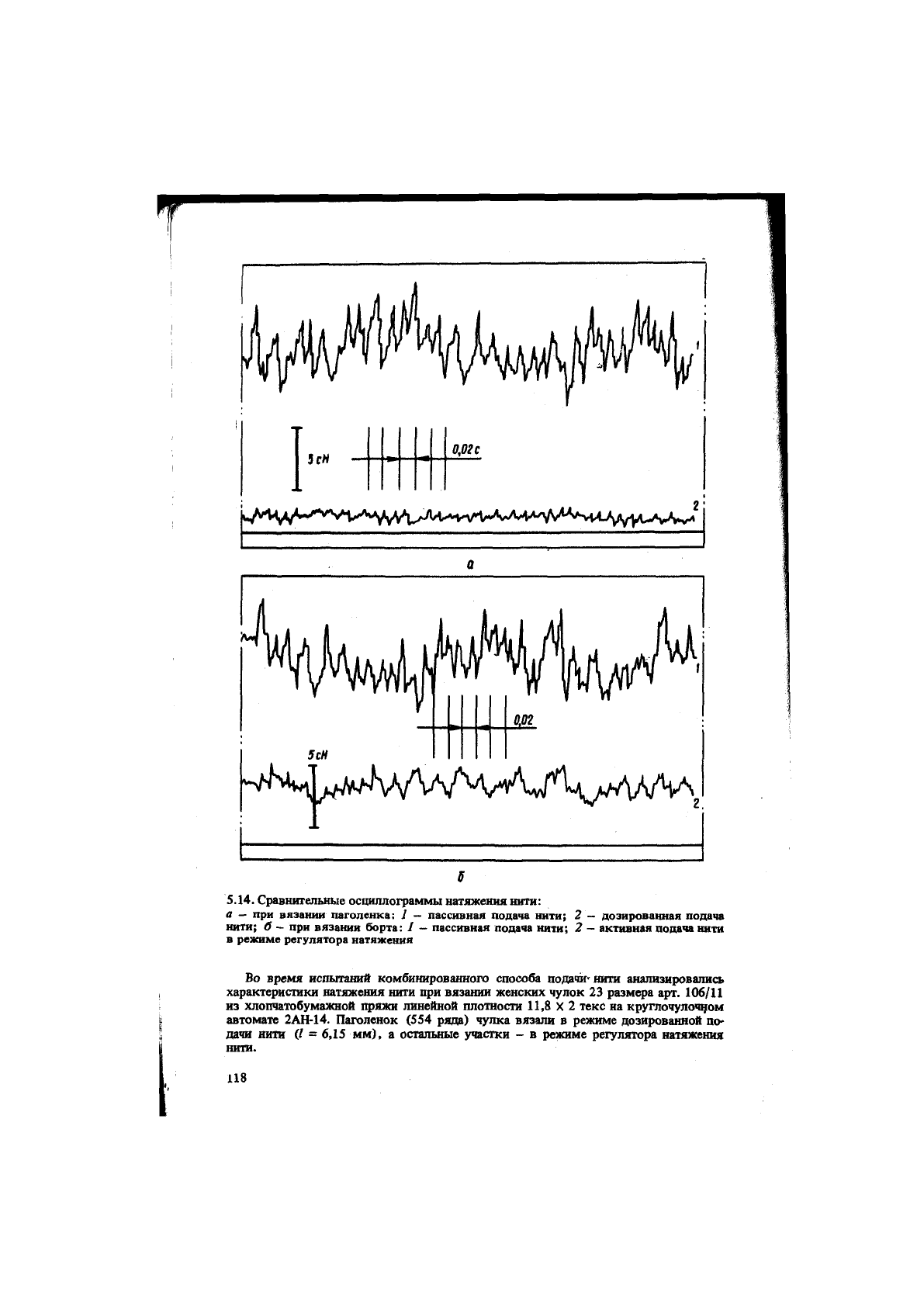
5.14. Сравнительные осциллограммы натяжения нити:
а - при вязании паголенка: 1 - пассивная подача нити; 2 - дозированная подача
нити; б ~ при вязании борта: I - пассивная подача нити; 2 - активная подача нити
в режиме регулятора натяжения
Во время испытаний комбинированного способа подачи* нити анализировались
характеристики натяжения нити при вязании женских чулок 23 размера арт. 106/11
из хлопчатобумажной пряжи линейной плотносга 11,8 X 2 текс на круглочулочцом
автомате 2АН-14. Паголенок (554 ряда) чулка вязали в режиме дозированной по-
дачи нити (/ = 6,15 мм), а остальные участки - в режиме регулятора натяжения
нити.
WcH
lOcH
WcH
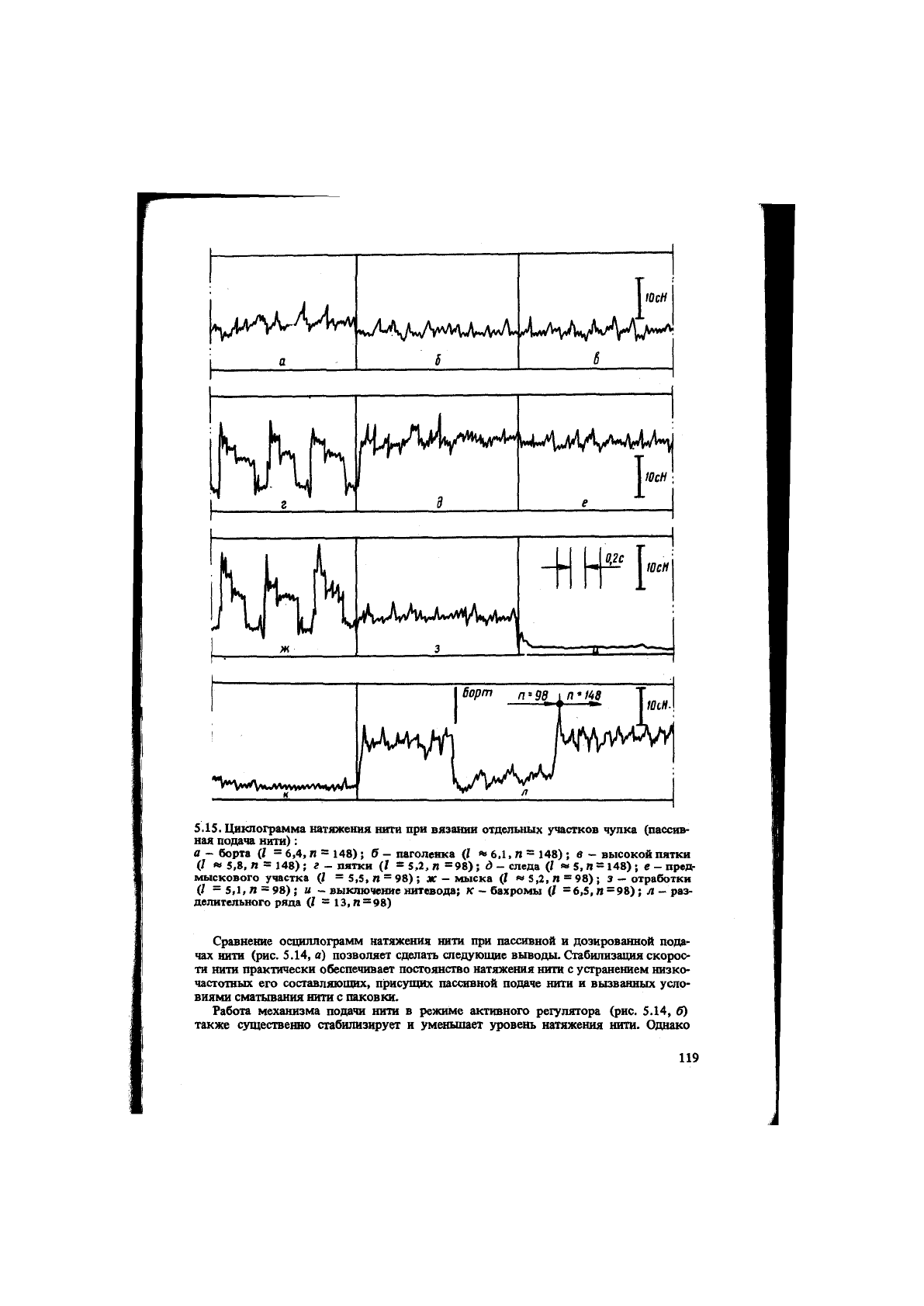
5.15. Циклограмма натяжения нити при вязаиии отдельных участков чулка (пассив-
ная подача нити):
а - борта (1 = 6,4, и = 148); б - паголенка (Z « 6,1, и = 148) ; в - высокой пятки
(/ « 5,8, Я = 148); г - пятки (/ = 5,2, и =98); д - следа (/ « 5, п = 148); е - пред-
мыскового участка (7 = 5,5, и = 98) ; ж - мыска (/ » 5,2, и = 98); э - отработки
(/ - 5,1, Л = 98) ; и - выключение нитевода; к
—
бахромы О = 6,5,
И
= 98) ; л - раз-
делительного ряда (I = 13,П=98)
Сравнение осциллограмм натяжения нити при пассивной и дозированной пода-
чах нити (рис. 5.14, в) позволяет сделать следующие выводы. Стабилизация скорос-
ти нити практически обеспечивает постоянство натяжения нити с устранением низко-
частотных его составляющих, присущих пассивной подаче нити и вызванных усло-
виями сматывания нити
с
паковки.
Работа механизма подачи нити в режиме активного регулятора (рис. 5.14, б)
также существенно стабилизирует и уменьшает уровень натяжения нити. Однако
ЮСН
Г
i/,
ЮсН
lOcH
борт
П'9в I п'М
I n^m
lOcH
§
•Ч
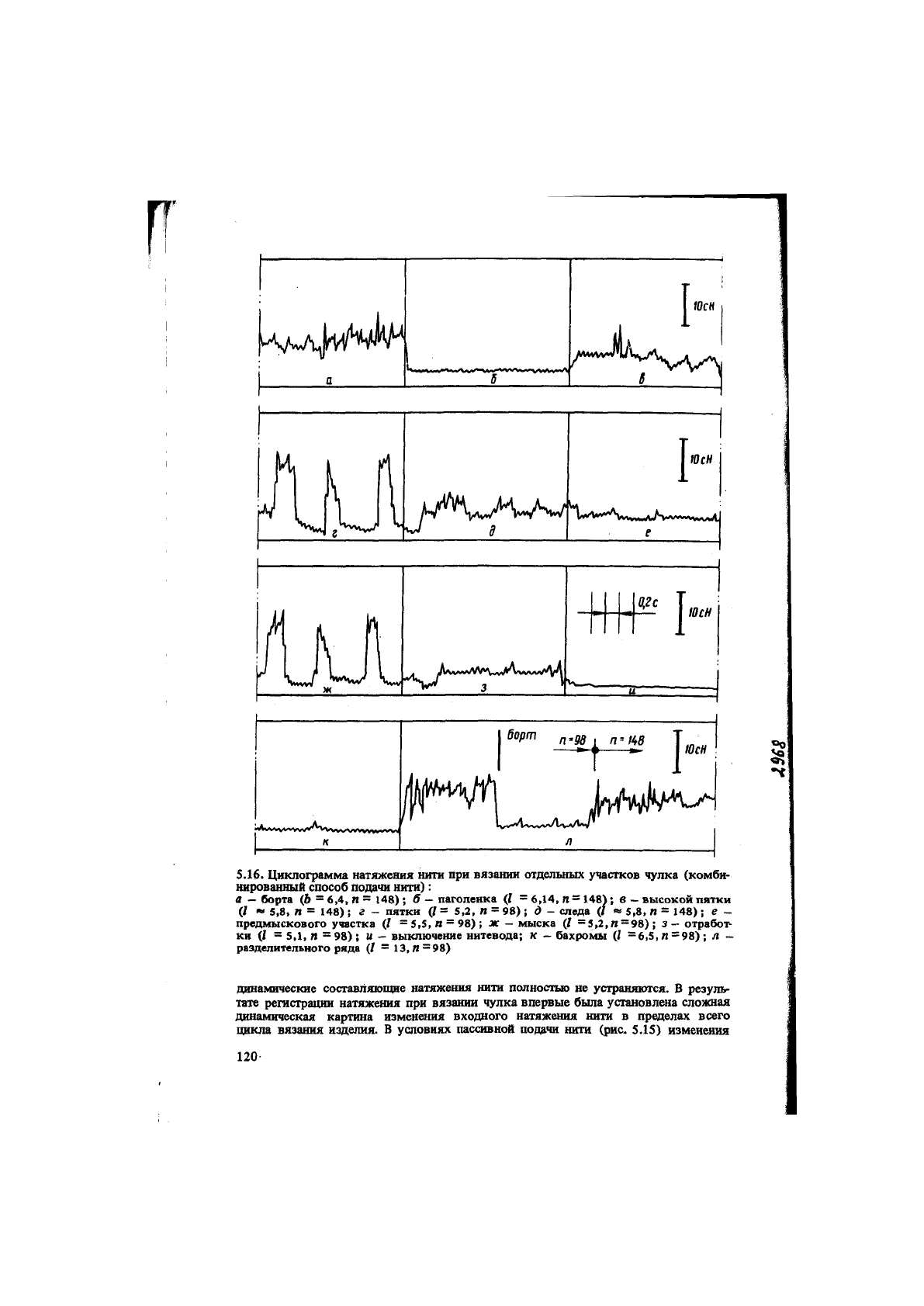
5.16. Циклограмма натяжения нити при вязании отдельных участков чулка (комби-
нированный способ подачи нити):
а - борта ф = 6,4, и = 148) ; б - паголенка (f = 6,14, п = 148); в - высокой пятки
О " 5,8. Я = 148) ; г - пятки (/ = 5,2, Л = 98) ; д - следа (/ « 5,8, П = 148) ; е -
предмыскового участка (/ =5,5, и-98); ж — мыска (I -5,2, в = 98); з~ отработ-
ки (/ = 5,1, И =98); и - выключение нитевода; к — бахромы =6,5,и = 98); л -
разделительного ряда (/ = 13, Я = 98)
динамические составляющие натяжения нити полностыо не устраняются. В резуль-
тате регистрации натяжения при вязании чулка впервые была установлена сложная
динамическая картина изменения входного натяжения нити в пределах всего
цикла вязания изделия. В условиях пассивной подачи нити (рис, 5.15) изменения