Цитович И.Г. Теоретические основы стабилизации процесса вязания
Подождите немного. Документ загружается.

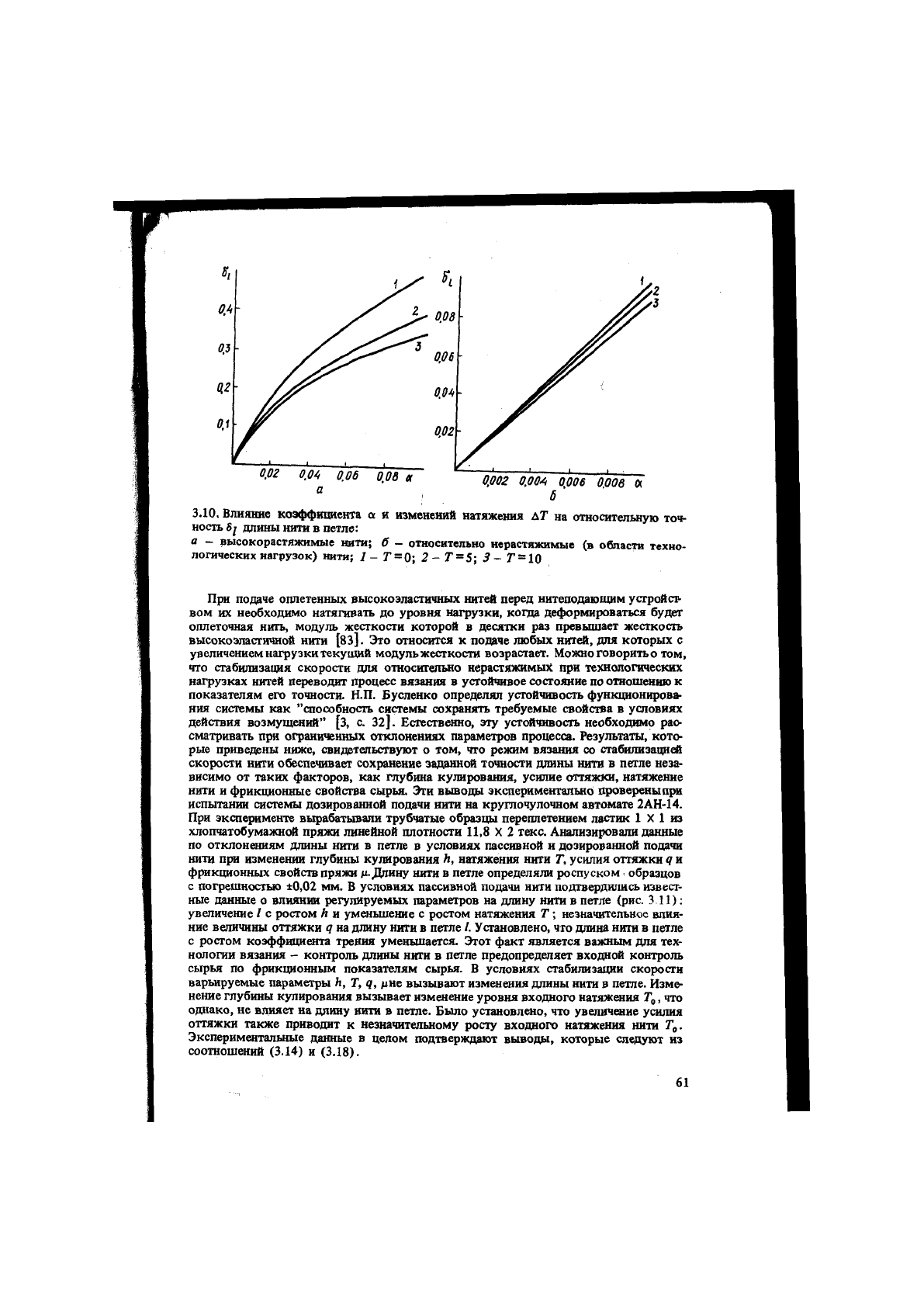
зло. Влияние коэффи1щента а и изменений нэтяжения ДГ на относительную точ-
ность длины нити в петле:
а - высокорастяжимые нити; б - относительно нерастяжимые (в области техно-
логических нагрузок) нити; 1 - Т = 0; 2- T = S; 3~ Г = 10
При подаче оплетенных высокоэластичных нитей перед нитеподаюшим устройст-
вом их необходимо натягивать до уровня нагрузки, когда деформироваться будет
оплеточная нить, модуль жесткости которой в десятки раз превышает жесткость
высокоэпастичной нити [83]. Это относится к подаче любых нитей, для которых с
увеличением нагрузки текущий
модуль жесткости
возрастает. Можно говорить о том,
что стабилизация скорости для относительно нерастяжимыХ при технологических
нагрузках нитей переводит процесс вязания в устойчивое состояние по отношению к
показателям его точности. Н.П. Бусленко определял устойчивость функционирова-
ния системы как "способность системы сохранять требуемые свойства в условиях
действия возмущений" [З, с. 32]. Естественно, эту устойчивость необходимо рас-
сматривать при ограниченных отклонениях параметров процесса. Результаты, кото-
рые приведены ниже, свидетельствуют о том, что режим вязания со ста&шизацией
скорости нити обеспечивает сохранение заданной точности длины нити в петле неза-
висимо от таких факторов, как глубина купирования, усилие оттяжки, натяжение
нити и фрикционные свойства сырья. Эти выводы экспериментально провереныпри
испытании системы дозированной подачи нити на кругаочулочном автомате 2АН-14.
При эксперименте вырабатывали трубчатые образцы переплетением ластик 1 X 1 из
хлопчатобумажной пряжи линейной плотности 11,8 X 2 текс. Анализировали данные
по отклонениям длины нити в петле в условиях пассивной и дозированной подачи
нити при изменении глубины купирования А, натяжения нити Т, усилия оттяжки q и
фрикционных
свойств
пряжи м-Длину нити в петле определяли роспуском
•
образцов
с погрешностью ±0,02 мм. В условиях пассивной подачи нити подтвердились извест-
ные данные о влиянии регулируемых параметров на длину нити в петле (рис. 3 11):
увеличение / с ростом А и уменьшение с ростом натяжения Т; незкачктельное влия-
ние величины оттяжки q на длину нити в петле /. Установлено, что длина нити в петле
с ростом коэффициента трения уменьшается. Этот факт является важным для тех-
нологии вязания - контроль длины нити в петле предопределяет входной контроль
сырья по фрикционным показателям сырья. В условиях
стабилизации
скорости
варьируемые параметры А, Т, q, дне вызывают изменения длины нити в петле. Изме-
нение глубины купирования вызывает изменение уровня входного натяжения Т^, что
однако, не влияет на длину нити в петле. Было установлено, что увеличжие усилия
оттяжки также приводит к незначительному росту входного натяжения нити
Эксперимаггальные данные в целом подтверждают выводы, которые следуют из
соотношений (3.14) и (3.18).
w
I ЯП
5.5
Inn
S.S
I.HH
T-IOcH
•S.IA
K*t25
h:OJ>
a h.if
1
45
W T,cH
•5.5
su
5.8
T*
T-10cH
I—
5.9
fmin fee
t
Чяшк
7—
г
Т-ЮсН
ш'
Q16 О.П 0.18
Ц19/Л
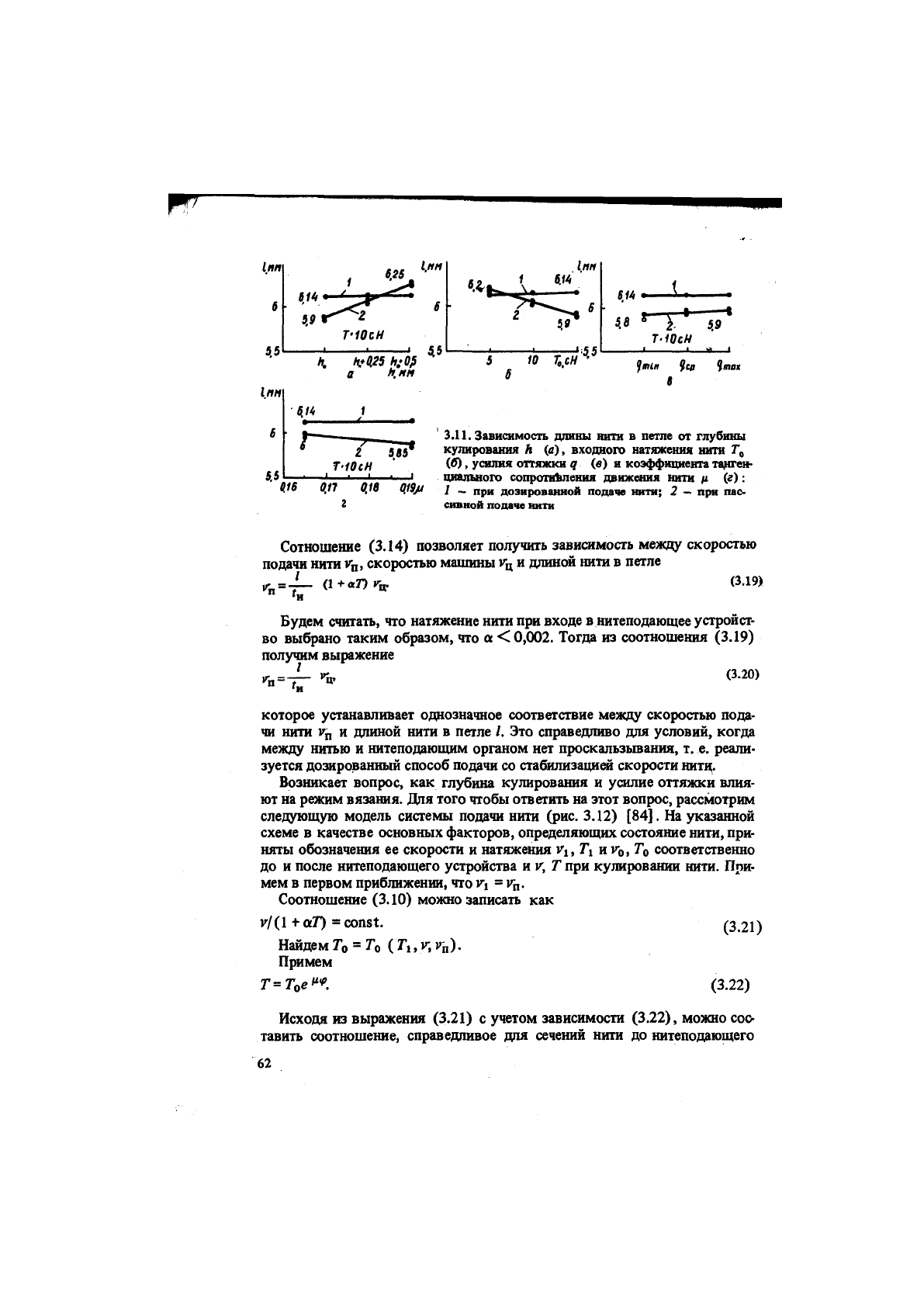
' 3.11. Зависимость длины нити в петле от глубины
кулирования h (в), входного натяжения нити Г,
(б), усилия оттяжки q (в) и коэффициента тадген-
циалыюго сопротиЬления движения нити м (г):
1 ~ при дозированной подаче нити; 2 - при пас-
сивной подаче нити
Сотношение (3.14) позволяет получить завиотмость между скоростью
подачи нити г„, скоростью маишны
гц
и длиной нити в петле
v„=-
(1 +«77 Гц.
(3.19)
Будем считать, что натяжение нити при входе в нитеподающее устройст-
во выбрано таким образом, что а < 0,002. Тогда из соотношения (3.19)
получим выражение
(3.20)
которое устанавливает однозначное соответствие между скоростью пода-
чи нити 1г„ и длиной нити в петле I. Это справедливо для условий, когда
между нитью и нитеподающим органом нет проскальзывания, т. е. реали-
зуется дозированный способ подачи со стабилизацией скорости нити.
Возникает вопрос, как глубина кулирования и ушлие оттяжки влия-
ют на режим вязания. Для того чтобы ответить на этот вопрос, рассмотрим
следующую модель системы подачи нити (рис. 3.12) [84]. На указанной
схеме в качестве основных факторов, определяющих состояние нити, при-
няты обозначения ее скорости и натяжения Vi,Ti и vb. То соответственно
до и после нитеподающего устройства yiv,T при кулировании нити. При-
мем в первом приближении, что
Vj
=
Соотношение (3.10) можно записать как
к/(1 + аТ) = const. (3.21)
НайдемГо = Го (r,, v,vh).
Примем
(3.22)
Исходя из выражения (3.21) с учетом зависимости (3.22), можно сос-
тавить соотношение, справедливое для сечений нити до нитеподающего
"Оо
vo
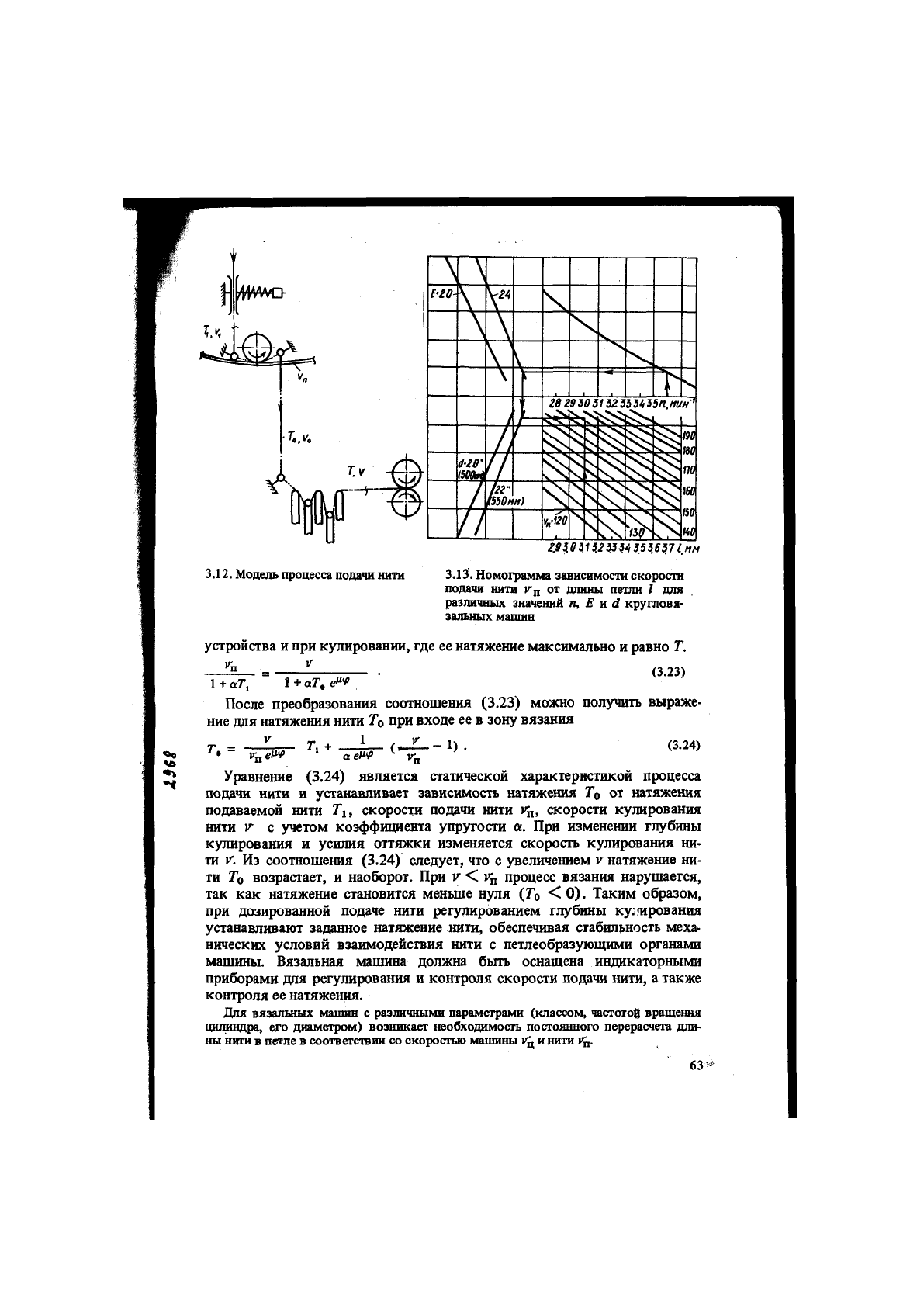
3.12. Модель процесса подачи нити
3.13. Номограмма зависимости скорости
подачи нити Гд от длины петли / для
различных значений п, Е я d кругловя-
залышх машин
устройства и при купировании, где ее натяжение максимально и равно Г.
(3.23)
1 + аГ, 1 + аГ.
eW
После преобразования соотношения (3.23) можно получить выраже-
ние для натяжения нити То при входе ее в зону вязания
т = II Т, + ^ Л - 1) . (3.24)
Уравнение (3.24) является статической характеристикой процесса
подачи нити и устанавливает зависимость натяжения То от натяжения
подаваемой нити Т^, скорости подачи нити v-„, скорости купирования
нити г с учетом коэффициента упругости а. При изменении глубины
купирования и усилия оттяжки изменяется скорость купирования ни-
ти V. Из соотношения (3.24) следует, что с увеличением v натяжение ни-
ти То возрастает, и наоборот. При г < г^ процесс вязания нарушается,
так как натяжение становится меньше нуля (Го < 0). Таким образом,
при дозированной подаче нити регулированием глубины ку-'^ирования
устанавливают заданное натяжение нити, обеспечивая стабильность меха^
нических условий взаимодействия нити с петлеобразующими органами
машины. Вязальная машина должна быть оснащена индикаторными
приборами для регулирования и контроля скорости подачи нити, а также
контроля ее натяжения.
Для вязалышх машин с различными параметрами (классом, частотой вращения
цшпшдра, его диаметром) возникает необходимость постоянного перерасчета дли-
ны нити в петле в соответстаии со скоростью машины и нити i^.
Пь-И.З
iO
50
во W 80
90 100
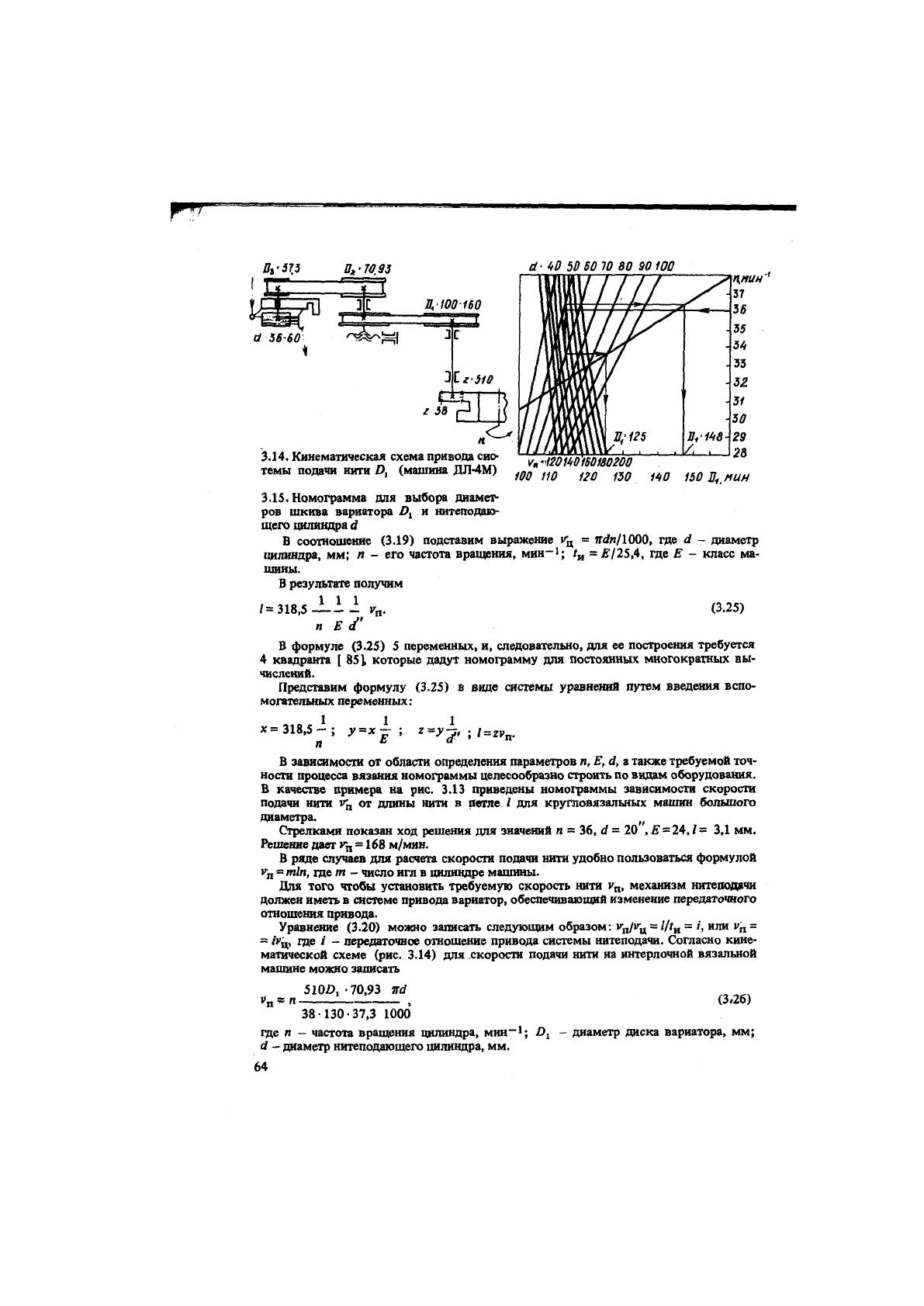
3.14. Кинематическая схема привода сис-
темы подачи нити D, (машина ДЛ-4М)
vn-mmiBOiaom
т 110 т 130 1^0
150
в^. мин
3.15. Номограмма для выбора диамет-
ров шкива вариатора и нитеподаю-
щего цилиндра d
В соотношение (3.19) подставим выражение у-ц = TTdn/lOOO, где d - диаметр
цилиндра, мм; л - его частота вращения, мин-
шияы.
В результате получим
/=318,5
1 1
t„~ Б125А, где Е - класс ма-
(3.25)
В формуле (3.25) 5 переменных, и, следователыю, для ее построения требуется
4 квадранта ( 851 которые дадут номограмму для постоянных многократных вы-
числений.
Представим формулу (3.25) в виде системы уравнений путем введения вспо-
могателы{ых переменных :
*=318,5j; y=xj ;
•,
l=zVa.
В зави(Я1мости от области определения параметров п, Е, d,
а
также требуемой точ-
ности процесса вязания номограммы целесообразно строить по видам оборудования.
В качестве примера на рис. 3.13 приведены номограммы зависимости скорости
подачи нити v^ от длины нити в петле I для кругловязалысых машин болыаого
диаметра.
Стрелками показан ход решения для значений л = 36, </ = 20 , £ = 24,7 = 3,1 мм.
Решение дает = 168 м/мин.
В ряде случаев для расчета скорости подачи нити удобно пользоватыя формулой
Кд
= mln, 1яе m - число игл в цилиндре машины.
Для того чтобы установить требуемую скорость нити v„, механизм нитеподачи
должен иметь в системе привода вариатор, обеспечивающий изменение передаточного
отношения привода.
Уравнение (3.20) можно записать следующим образом; »'„/Уц = //г„ = /, или c^i =
= /•'ц, где i - передаточное отношение привода системы нитеподачи. Согласно кине-
матической схеме (рис. 3.14) для скорости подачи нити на интерлочной вязальной
машине можно записать
5102),-70.93 ltd ,, ^^^
! : . (3,26)
38 130-37,3 1000
где п - частота вращрния цилиндра, мин-1; X), - диаметр диска вариатора, мм;
d - диаметр нитеподающего цилиндра, мм.
Соотношение (3.26) также целесообразно представить в виде номограммы,
что позволит найти соответствие между величинами dun; аяалогачно преды-
дущему составим систему уравнений
X =
0,68 •
10-3 D,;
>>
= xd; (3 27)
На рис. 3.1S показана номограмма для системы уравнений (3.27), которая позво-
ляет определить по скорости подачи нити v„ диаметры шкива вариатора £>, и ните-
подающего цилиндра d. Решение этой задачи неоднозначно.
Например, при п = 36, = 168 можно выбрать d = 60, D^ = 125 или 50, Z), =
= 148. Установив эти значения d и D^ на машине, мы обеспечим скорость подачи
нити У„ = 168 м/мин и, как это следует из номограммы (см. рис. 3.17), получим
длину нити в петле / = 3,1 мм.
Дозированный способ подачи нити предопределяет получение задан-
ной длины нити в петле уже на стадии наладки процесса вязания, когда
регулированием передаточного отношения привода задается скорость
подачи нити. Таким образом, качество обеспечивается до того, как про-
дукция начинает изготовляться,
или
на стадии выработки образца трикота-
жа. Поскольку в условиях дозированной подачи нити на длину нити в
петле в процессе вязания не оказывают влияние параметры процесса
вязания, нет практической необходимости контролировать длину нити
в петле и скорость нити. Процесс вязания обеспечивает получение длины
нити в петле при вязании традиционных видов сырья с относительной
точностью не более
2—3%-.
Величины входного натяжения нити и усилия
оттяжки устанавливают минимальными, исходя из условий нормаль-
ного выполнения операций петлеобразования и снижения обрывности нити
и петель полотна при вязании.
3.7.
Режим вязашя с активным контролем скороега
и стабилизацией натяжения нити
Режим вязания с применением дозированного способа подачи нити
является наиболее рациональным для достижения высокой точности
процесса вязания. Однако его нельзя применять при вязании полотен
и изделий простыми и комбинированными переплетениями, а также
изделий с участками, при вязании, которых скорость потребления нити
изменяется (купоны, чулочные изделия). Кроме того, требуются значи-
тельные экономические затраты на разработку, освоение и внедрение
системы дозированной подачи нити в производство. Поэтому в ряде
случаев повышение точности может быть достигнуто путем сочетания ста-
билизации натяжения нити с активным контролем ее скорости. Анализ
структуры погрешностей процесса вязания при пассивной нитеподаче
(см. п. 3.3) показывает, что систематические ошибки из-за неточности
наладки петлеобразующих систем и различных машин по глубине купи-
рования значительно снижают точность процесса вязания. Изменения
длины нити в петле / при заданном уровне натяжения, как следует из
уравнения (3.14), связаны со скоростью нити г. Поэтому систематичес-
кие погрешности могут быть уменьшены при активном контроле ско-
рости с последующей их компенсацией путем регулирования глубины
купирования. Из уравнения (3.14) следует также методика наладки
механизма вязания многосистемных машин по скорости нити: сначала
необходимо установить во всех петлеобразующих системах постоянное
натяжение нити Т. Для этого оптимальным средством является приме-
нение устройств активной (принудительной) подачи нити. Постоянство
натяжения необходимо в связи с тем, что жесткость нити р, как и коэф-
фициент растяжимости нити а, особенно в зоне малых натяжений, зави-
сит от нагрузки. Измерение скорости при различном натяжении Т теоре-
тически приводит к различным погрешностям измерений. Кроме того,
с ростом натяжения увеличивается величина перетяжки нити, что также
уменьшает длину нити в петле. Таким образом, систематическая погреш-
ность приборов контактного типа имеет двойную природу: она обуслов-
лена растяжимостью нити и изменением скорости нити из-за перетяжки.
Рассмотрим следующие важные для технологии вязания вопросы:
какова должна быть длина нити в петле при вязании на машине опре-
деленного класса и каковы соотношения между скоростью нити и дли-
ной нити в петле на конкретных типах оборудования при вязании ком-
бинированных переплетений.
В основе расчета длины нити в петле I в технологии вязания положены
соотношения, вытекающие из понятий определенного заполнения эле-
ментарной ячейки структуры трикотажа нитью. В зарубежной практике
как для тканей, так и для трикотажа применяют понятие коэффициента
плотности к (cover factor), в отечественной — понятие модуля петли а.
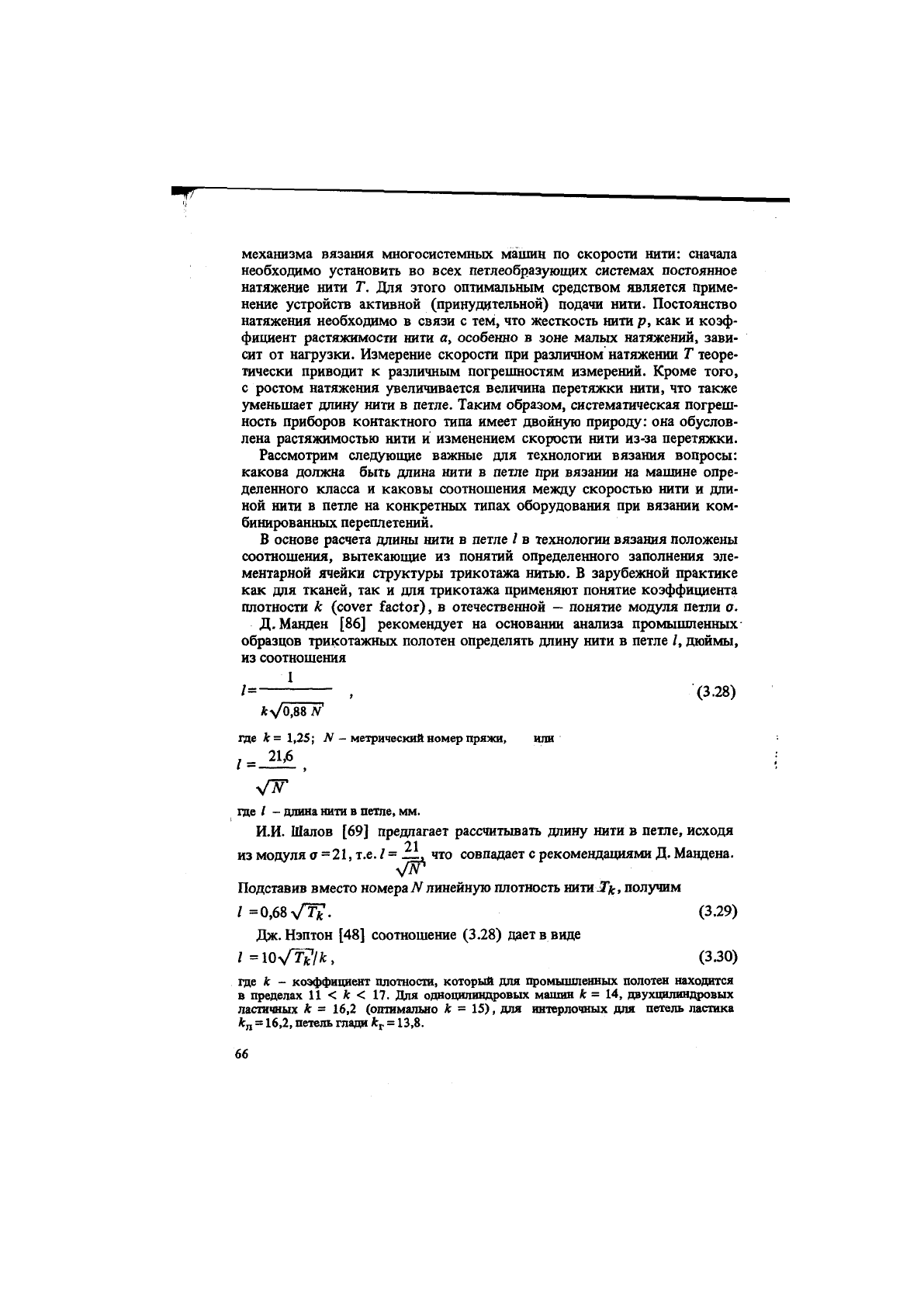
Д. Манден [86] рекомендует на основании анализа промышленных
образцов трикотажных полотен определять длину нити в петле /, дюймы,
из соотношения
1
/=——— , (3.28)
ArV0,88 N'
1де 1,25; Л^ - метрический номер пряжи, или
у/Ж
где I - длина нити в петле, мм.
И.И. Шапов [69] предлагает рассчитывать длину нити в петле, исходя
из модуля а=21, т.е. / = что совпадает с рекомендациями Д. Мандена.
Подставив вместо номера
Л^ линейную
плотность нити получим
/=0,68v^. (3.29)
Дж. Нзптон [48] соотношение (3.28) дает в виде
l=lO>rf^lk, (3.30)
где к - коэффициент плотности, который для промышленных полотен находится
в пределах 11 < Л < 17. Для одноцилиндровых машин к = 14, двухцилиндровых
ластичных к = 16,2 (оптамально Л = 15), для интерлочных для петель ластика
А:„
= 16,2, петель глади к^ = 13,8.
с учетом
этих
рекомендаций соотношение (3.30) можно затсатьв виде
/= 10ч/7]Г/(14... 16,2) = (0,62... 0,71)V7^.
Учитывая, что в промышпенньк условиях отклонения длины нити в пет-
ле превышают 5-10i%, в качестве первого приближения можно принять
/ 65 y/fj^, что практически совпадает с выражением (3.29)*.
При проектировании параметров процесса вязания комбинированных
переплетений переход от структурных параметров к скорости нити требу-
ет дополнительных расчетов. При вязании комбинированных перепле-
тений необходимо вычислить длину нити в однотипных группах петель,
для этого должны быть известны соотношения их длин. Рекомендации по
этому вопросу приводят И.И. Шалов и Дж. Нэптон. Последний рекоменду-
ет в формуле (3.30) применять значение к для комбинированных интер-
лочных переплетений: для глади к = 13,8, для ластика к = 16,2, длину
протяжки между соседними петлями принимать равной игольному шагу
. длину нити прессовой петли
1ц
= 0,9/ [48].
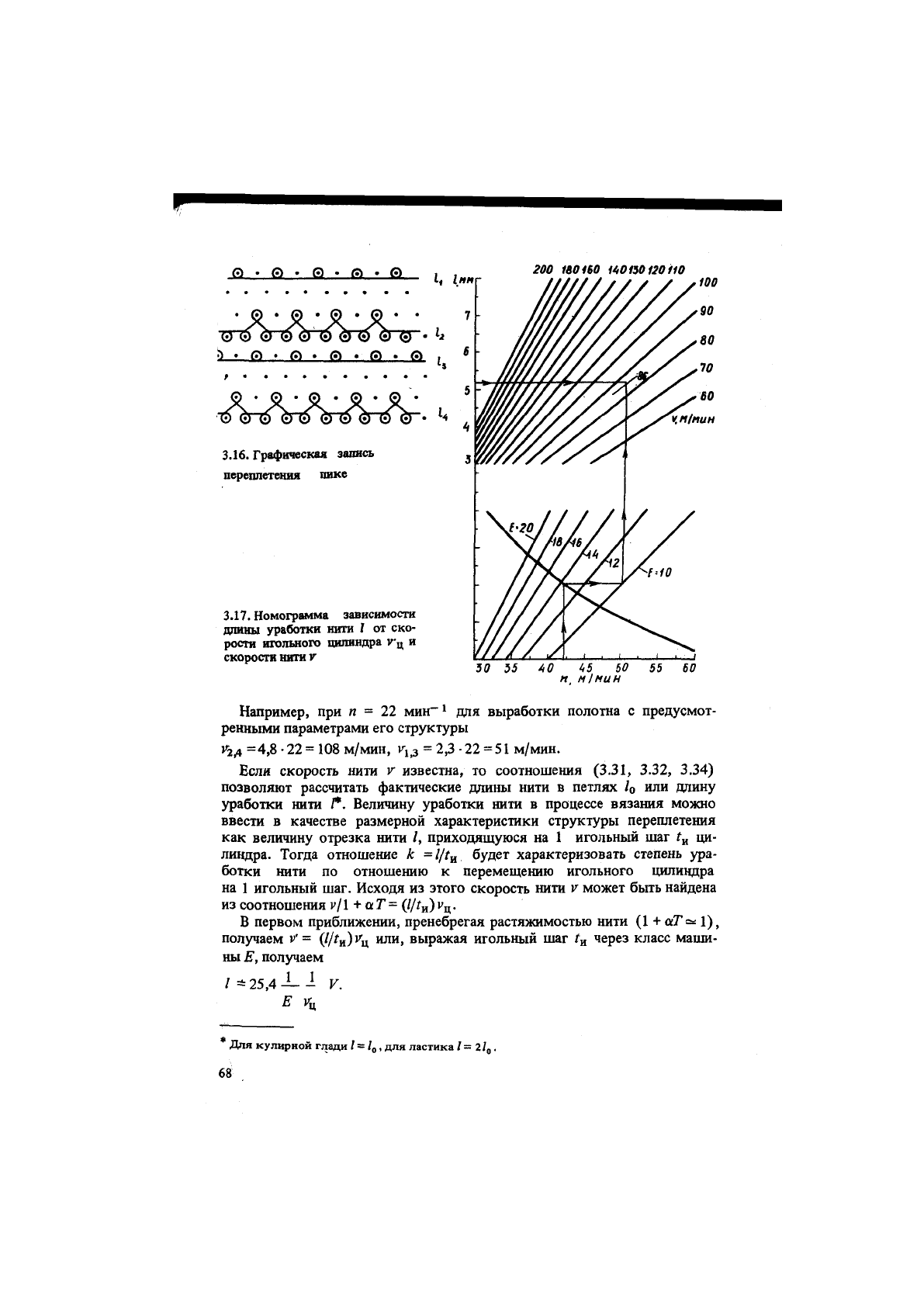
Рассмотрим пример расчета необходимой скорости нити при вязании
пике (рис. 3.16) на кругловязальных машинах РНЖТС, ОДЗИ и др.
Полагая в первом приближении, что длит! нити ластичных петель
к петель глади одинаковы, найдем /о = 0,65 V^-
При вязании полотна из пряжи линейной плотности 31x2 текс на
машине 12 кл. /о = 0,65-\/"б2'=5,2 мм.
Длина нити петельных рядов 2 и 412д, образующих двуластик, при
числе игл в машине т = 624
L2A=loi2m-~)-, =5,2-1,5-624=4,8-10^ мм. (3.31)
Длина нити петельных рядов l^L производной глади
L
1.3
= (/ + ? ; i 13 = (5.2 + 2,12) ^2,3.10' мм. (3.32)
Е 2
Разделив длины петельных рядов L на полное число игл в цилиндре
т, получим среднюю длину отрезка нити /, приходящуюся на один
игольный шаг (длину уработки нити)
itA =L2film\ /2/» =4,8-10^624 = 7,7 мм; Ix^^Li^/m-,
113 = 2,3 • 10^ /624 = 3,6 мм. (3.33)
Если длина петельного ряда L, ы, то при частоте вращения цилиндра
«, мин-1, средняя скорость v, м/мин, нити без учета ее растяжимости
будет равна
V=Ln-10-^. (3.34)
* Необходимо учитьшать, что указанные зависимости справедливы при определенных
рациональных соотношениях между линейной плотностыо нити и классом вязальной
машины и относятся к производству изделий верхнего трикотажа, вырабатываемых
простыми и комбинированными переплетениями.
о . 0 . Q . Р) . 0 ^^
i) . 0 . 0 . 0 . 0 . 0 «
3.16. графическая запись ^
переплетешш пике
/вот nonomtio
3.17. Номогрмйма зависимости
длины уработки нити I от ско-
рости игольного цилиндра Гц и
скорости шгти v
ЪО 55 АО <5 ЬО 55 60
», MiMUH
Например, при п = 22 мин"' для выработки полотна с предусмот-
ренными параметрами его структзфы
=4,8-22 = 108 м/мин, v^^j =2,3-22 = 51 м/мин.
Если скорость нити V известна, то соотношения (3.31, 3.32, 3.34)
позволяют рассчитать фактические длины нити в петлях /о или длину
уработки нити /*. Величину уработки нити в процессе вязания можно
ввести в качестве размерной характеристики структуры переплетения
как величину отрезка нити /, приходящуюся на 1 игольный шаг t„ ци-
линдра. Тогда отношение к = будет характеризовать степень ура-
ботки нити по отношению к перемещению игольного цилиндра
на 1 игольный шаг. Исходя из этого скорость нити v может быть найдена
из соотношения vll+aT= Q/ty^
уц .
В первом приближении, пренебрегая растяжимостью нити (1 +a7'=s 1),
получаем v'= или, выражая игольный шаг t^ через класс маши-
ны Е, получаем
/
===
25,4
1 I
F
- V.
* Для кулирной глади / = /„, для ластика l=2l„.
68
II?
if
I'6 2210.0 S
i г Ъ A 5 6 7 8
Monep измерения
a
i 2 Ъ A S 6 7 в
Номер измерения
в
1 г S ^ S S 7 в
Номер измерения
6
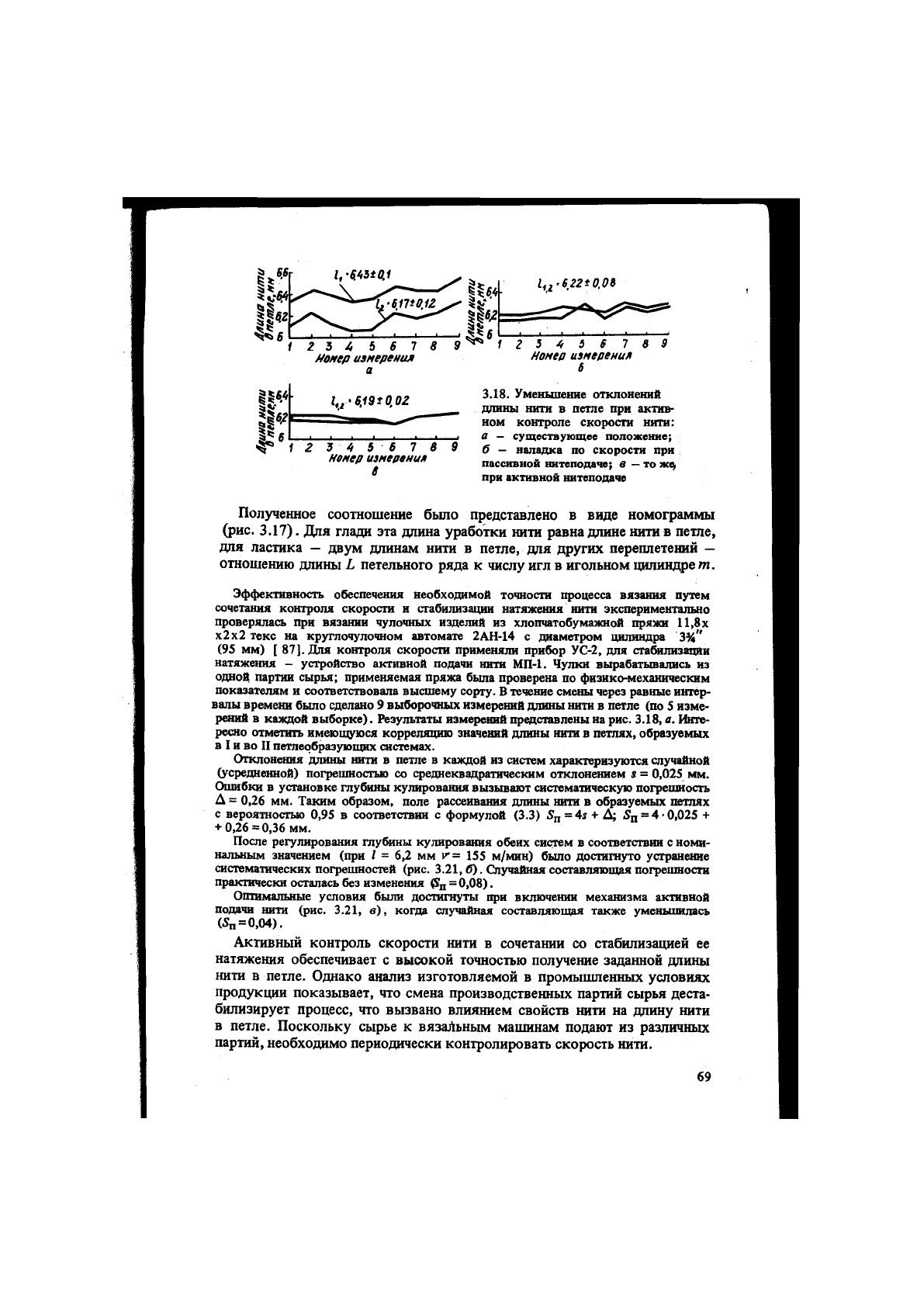
3.18. Уменьшение отклонений
длины нити в петле при актив-
ном контроле скорости нити:
а — существующее положение;
б — наладка по скорости при
пассивной нитеподаче; в - то
при активной нитеподаче
Полученное соотношение было представлено в ввде номограммы
(рис. 3.17). Для глади эта длина уработки нити равна длине нити в петле,
для ластика — двум длинам нити в петле, для других переплетений —
отношению длины L петельного ряда к числу игл в игольном цилиндре т.
Эффективность обеспечения необходимой точности процесса вязания путем
сочетания контроля скорости и стабилизации натяжения нити экспериментально
проверялась при вязании чулочных изделий из хлопчатобумажной пряжи 11,8х
х2х2 текс на круглочулочном автомате 2АН-14 с диаметром цилиндра
(95 мм) [ 87]. Для контроля скорости применяли прибор УС-2, для сга&шизации
натяжения - устройство активной подачи нити МП-1. Чулки вырабатывались из
одной партии сырья; применяемая пряжа была проверена по физико-механическим
показателям и соответствовала высшему сорту. В течение смены через равные интер-
валы времени было сделано 9 выборочных измерений длины нити в петле (по 5 изме-
рений в каждой выборке). Результаты измерений представлены на рис. 3.18, а. Инте-
ресно отметить имеющуюся корреляцию значений длины нити в петлях, образуемых
в I и во II петлеобразующих системах.
Отклонения длины нити в петле в каждой из систем характеризуются случайной
(усредненной) погрешностью со среднеквадратическим отклонением s = 0,025 мм.
Ошибки в установке глубины кулирования вызывают систематическую погрешность
Д = 0,26 мм. Таким образом, поле рассеивания длины нити в образуемых петлях
с вероятностью 0,95 в соответствии с формулой (3.3) = А; Sn = 4 0,025 +
+ 0,26=0,36 мм.
После регулирования глубины кулирования обеих систем в соответствии с номи-
нальным значением (при Z = 6,2 мм >'= 155 м/мин) было достигнуто устранение
систематических погрешностей (рис. 3.21, б). Случайная составляющая погрешности
практически осталась без изменения =0,08).
Оптимальные условия были достигнуты при включении механизма активной
подачи нити (рис. 3.21, в), когда случайная составляющая также уменьшилась
(S„=0,04).
Активный контроль скорости нити в сочетании со стабилизащ1ей ее
натяжения обеспечивает с высокой точностью получение заданной длины
нити в петле. Однако анализ изготовляемой в промышленных условиях
продукции показывает, что смена производственных партий сырья деста-
билизирует процесс, что вызвано влиянием свойств нити на длину нити
в петле. Поскольку сырье к вязаЛьным машинам подают из различных
партий, необходимо периодически контролировать скорость нити.
3*8. Крик]^ надежности процесса вязания
как функциональной системы
Кратернн оценки разрушения и обрывности нити при вязании. Обеспе-
чение точности процесса вязания путем сочетания методов стабилизации
его параметров (скорости и натяжения нити) с активным контролем
скорости нити не будет эффективным, если одновременно не рассматри-
вать задачу снижения обрывности нити.
Понятия "обрывность" и "разрушение" нити часто рассматривают
как эквивалентные. Однако существуют два вида разрушения - разру-
шение материала и разрушение конструкции. По отношению к нити раз-
рушение материала - это разрушение (часто невидимое невооруженным
глазом) волокон, составляющих структуру нити, а разрушение конструк-
ции — обрыв нити. Объективно оценить частичное разрушение нити при
вязании не всегда просто, поскольку внешние признаки трикотажа (в
частности, ворсистость полотна) могут не отражать действительных изме-
нений свойств нити. Поэтому в области промышленной технолс1|гии оценке
частичного разрушения нити не всегда уделяют внимание, хотя, например,
при изготовлении некоторых видов технического трикотажа, как показа-
ла В.А. Зиновьева, именно этот вид разрушения является основным
критерием его качества [88].
В промышленности широко применяют повторное использование
пряжи после роспуска изделий. При переработке шерстяной пряжи на
плосковязальных мап^нах прочность ее уменьшается на 20%, а работа
разрыва — на 47% [89]. Естественно, что трикотаж из такой пряжи будет
иметь более низкие потребительские свойства. Поэтому такое разрушение
нити при вязании (можно назвать его частичным разрушением) необхо-
димо рассматривать как важное свойство нити (пряжи), отражающее
эксплуатационные свойства трикотажа, связанные с сопротивлением
материала механическим воздействиям. Один из подходов сопостав-
ления качества сырья, предназначенного для трикотажюго производства
и используемого для решения одних и тех же
задач, —^это
количественная
оценка степени разрушения нити в процессе вязания.
Обрыв является следствием возникновения критического напряжен-
ного состояния нити и сопровождается полным ее разрушением. Дпя
оценки частичного разрушения и обрьша нити нужно рассматривать харак-
теристики надежности процесса вязания.
Надежность процессов, как и различных изделий, оценивается на ос-
новании статистических данных, которые позволяют судить о законах
распределения времени безотказной работы. При этом статистическая
надежность измеряется одной из трех величин: вероятностью безотказной
работы Pit), частотой отказов (плотностью вероятности) f(t), интен-
сивностью отказов Х(0. долговечностью Г^р, которые математически
связаны между собой.
Основными теоретическими зависимостями дпя определения надежности явля-
ются:
экспоненциалышй (показательный) закон, щ>именяемый дпя анализа надеж-
ности изделий и процессов при устойчивом режиме их работы под воздействием