Цитович И.Г. Теоретические основы стабилизации процесса вязания
Подождите немного. Документ загружается.

•t
I
St-OM
u
Л
>01
л-73/
,1
L-
6810
12
7« IS 90
92 94 9B 98
йлина,
CM
a
68 W
12 74 76 18
90
92 9A 96 98
Длина,
CM
5
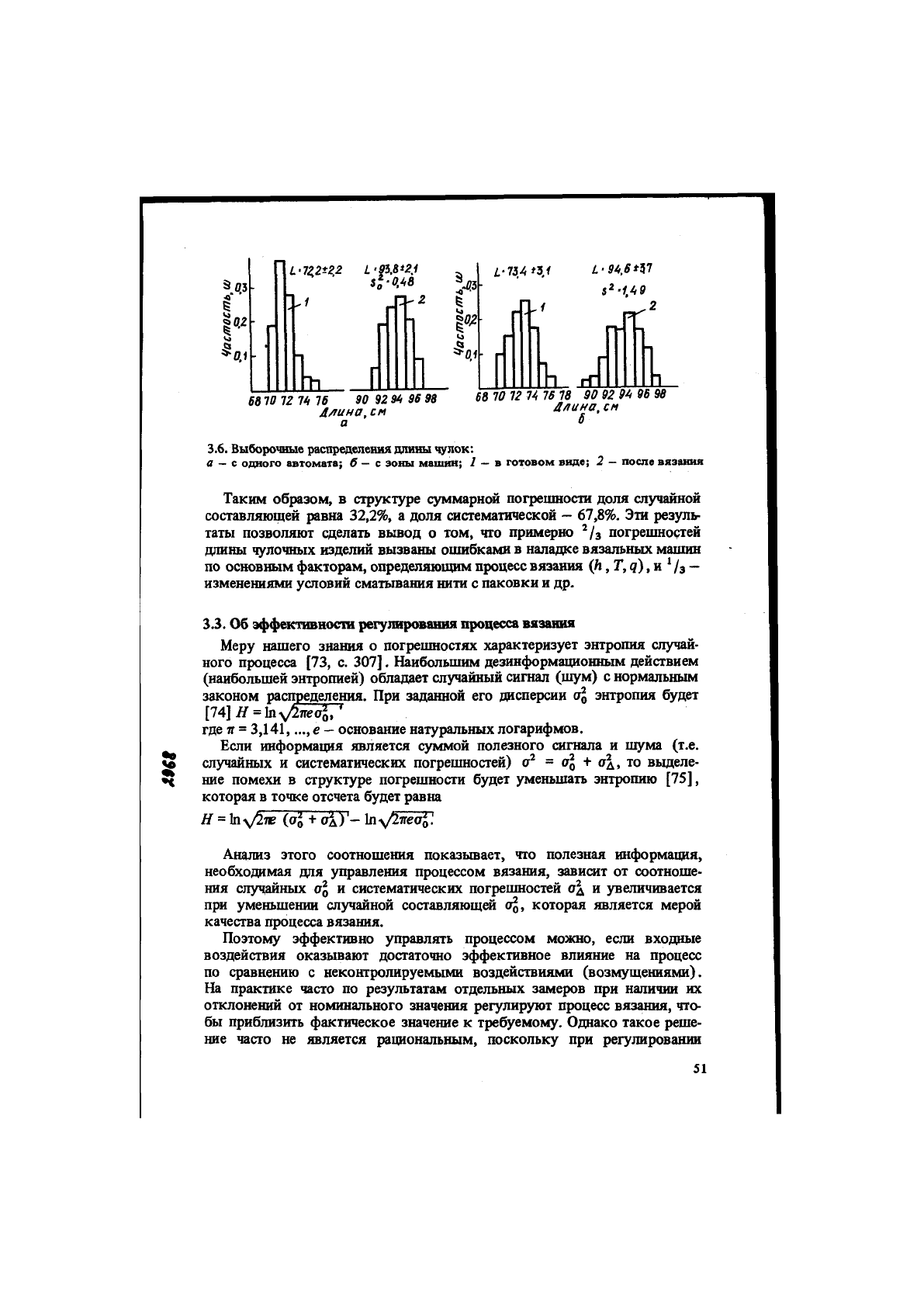
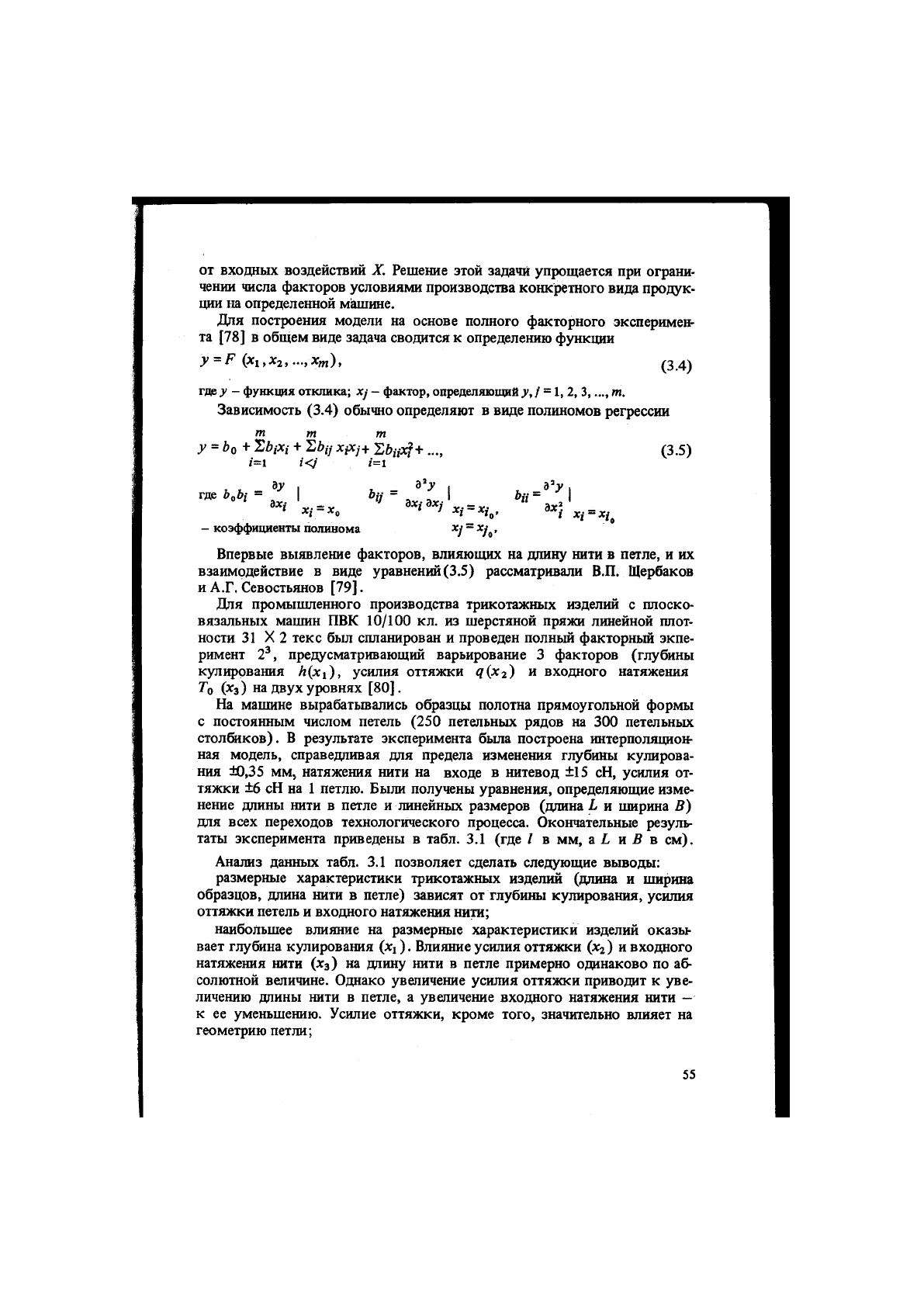
3.6. Выборочные распределения длины чулок:
в - с одного автомата; б
—
с зоны машин; / - в готовом виде; 2 - после вязания
Таким образом, в структуре суммарной погреишости доля случайной
составляющей равна 32,2%, а доля
отстематической
— 67,8%. Эти резуль-
таты позволяют сделать вывод о том, что примерно ^/з погрешностей
длины чулочных изделий вызваны ошибками в наладке вязальных машин
по основным факторам, определяющим процесс вязания (й, Г, q), и '/з -
изменениями условий сматывания нити с паковки и др.
3.3. Об эффективности регулирования процесса вязания
Меру нашего знания о погрешностях характеризует энтропия случай-
ного процесса [73, с. 307]. Наибольшим дезинформационным действием
(наибольшей энтропией) обладает случайный сигнал (шум) с нормальным
законом распределения. При заданной его дисперсии а^ энтропия будет
где п = 3,141 е
—
основание натуральных логарифмов.
Если информация является суммой полезного сигнала и шума (т.е.
случайных и систематических погрешностей) а^ - "о + то выделе-
ние помехи в структуре погрешности будет уменьшать энтропию [75],
которая в точке отсчета будет равна
Я =
]пу/2те
(at + air-
Анализ этого соотношения показывает, что полезная информация,
необходимая для управления процессом вязания, зависит от соотноше-
ния случайных Од и систематических погрешностей ад и увеличивается
при уменьшении случайной составляющей Од, которая является мерой
качества процесса вязания.
Поэтому эффективно управлять процессом можно, если входные
воздействия оказывают достаточно эффективное влияние на процесс
по сравнению с неконтролируемыми воздействиями (возмущениями).
На практике часто по результатам отдельных замеров при наличии их
отклонений от номинального значения регулируют процесс вязания, что-
бы приблизить фактическое значение к требуемому. Однако такое реше-
ние часто не является рациональным, поскольку при регулировании
можно компенсировать только функциональную или систематическую
погрешность, но не чисто случайную. Этапу принятия решений по регу-
лированию процессов вязания должен предшествовать анализ временных
рядов контролируемых показателей, или оценка стабильности процес-
са. Основным критерием оценки является корреляционная функция.
В производственных условиях возможны два случая: первый случай
относится к процессам вязания изделий, когда последующие значения
контролируемого параметра в основном зависят от предыдущих его
значений, т. е. функция корреляции убывает с увеличением интервала
и незначительно. В этом случае за время контроля (с момента нарушения
режима вязания) из-за неконтролируемых воздействий на процесс будет
вырабатываться дефектная продукция либо оборудование будет простаи-
вать, если при взятии образца и его измерении выключать машину из ра-
боты. Уменьшение объема дефектной продукции может быть достигну-
то сокращением времени контроля. Оптимальные условия контроля
будут иметь место тогда, когда измерительный прибор установлен непос-
редственно на машине (измеряют, например, длину каждого чулка или
вырабатываемого купона).
Теоретическое обоснование возможности эффективного регулирова-
ния длины капроновых чулок, вырабатываемых на круглочулочных
автоматах 32 - 34 кл., сделал А.А. Науменко [76]*. Он показал, что
длины капроновых чулок, вырабатываемых на круглочулочных авто-
матах 32
-
34 кл., представляют собой ряды существенно коррелирован-
ных значений. Это позволяет реализовать эффективное регулирование
длины чулок с круглочулочных автоматов высоких классов.
Второй случай заключается в том, что последующие значения показа-
телей качества (например, линейные размеры) не зависят от Предьщу-
щих. В этом случае мы имеем случайный нерегулируемый процесс (функ-
ция корреляции при этом существенно изменяется).
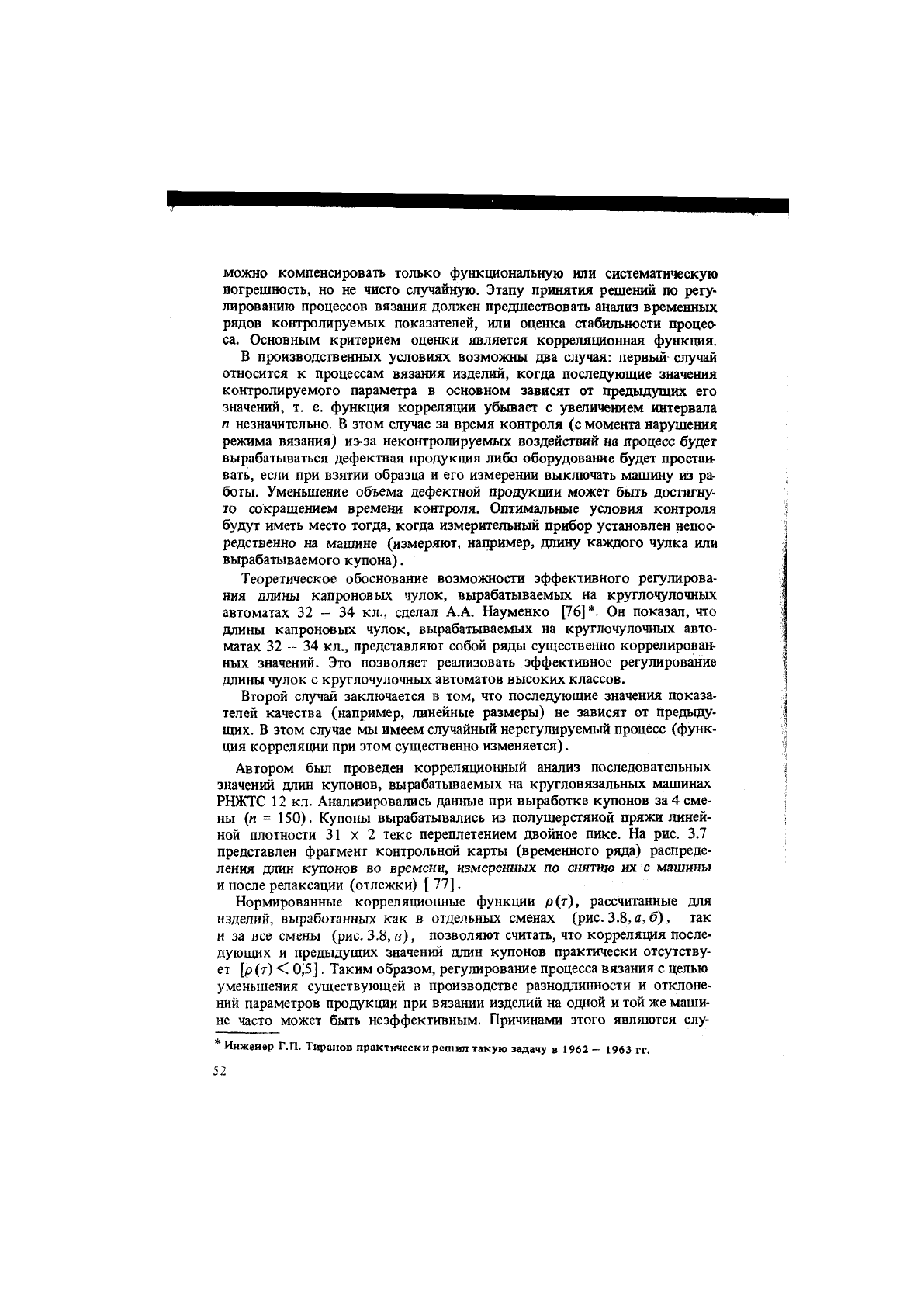
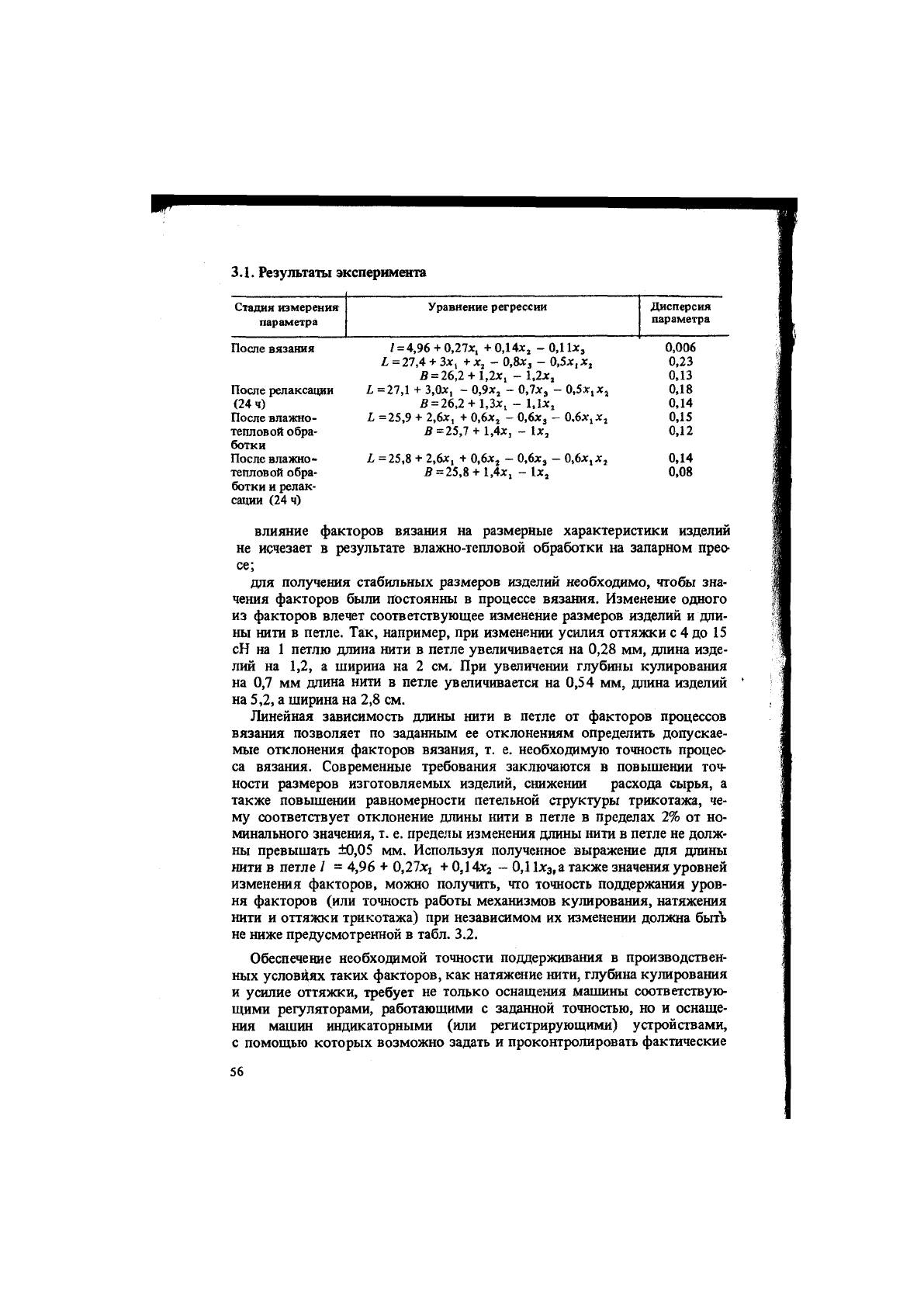
Автором был проведен корреляционный анализ последовательных
значений длин купонов, вырабатываемых на кругловязальных машинах
РНЖТС 12 кл. Анализировались данные при выработке купонов за 4 сме-
ны (и = 150). Купоны вырабатывались из полушерстяной пряжи линей-
ной плотности 31 X 2 текс переплетением двойное пике. На рис. 3.7
представлен фрагмент контрольной карты (временного ряда) распреде-
ления длин купонов во времени, измеренных по снятию их с машины
и после релаксации (отлежки) [ 77].
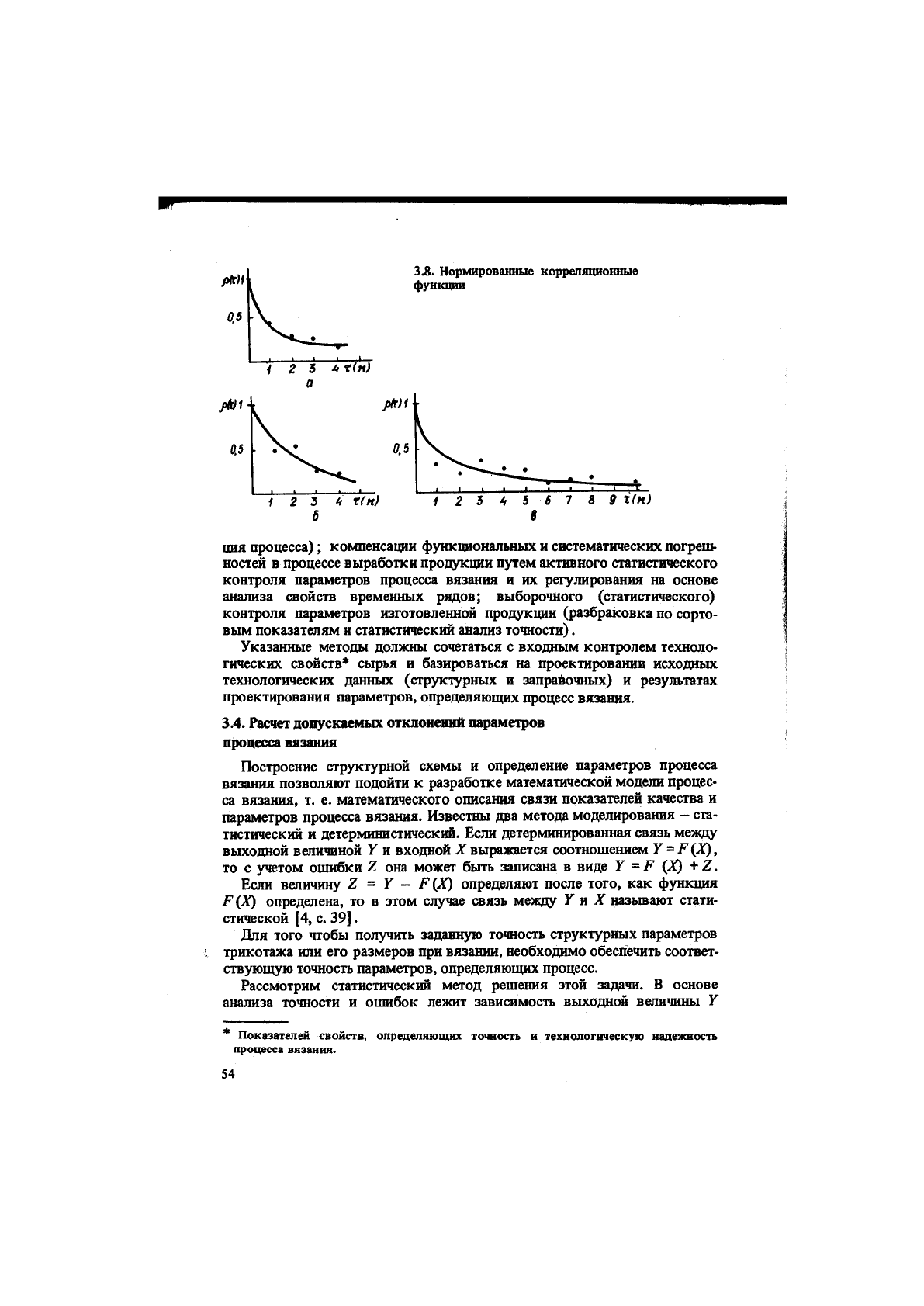
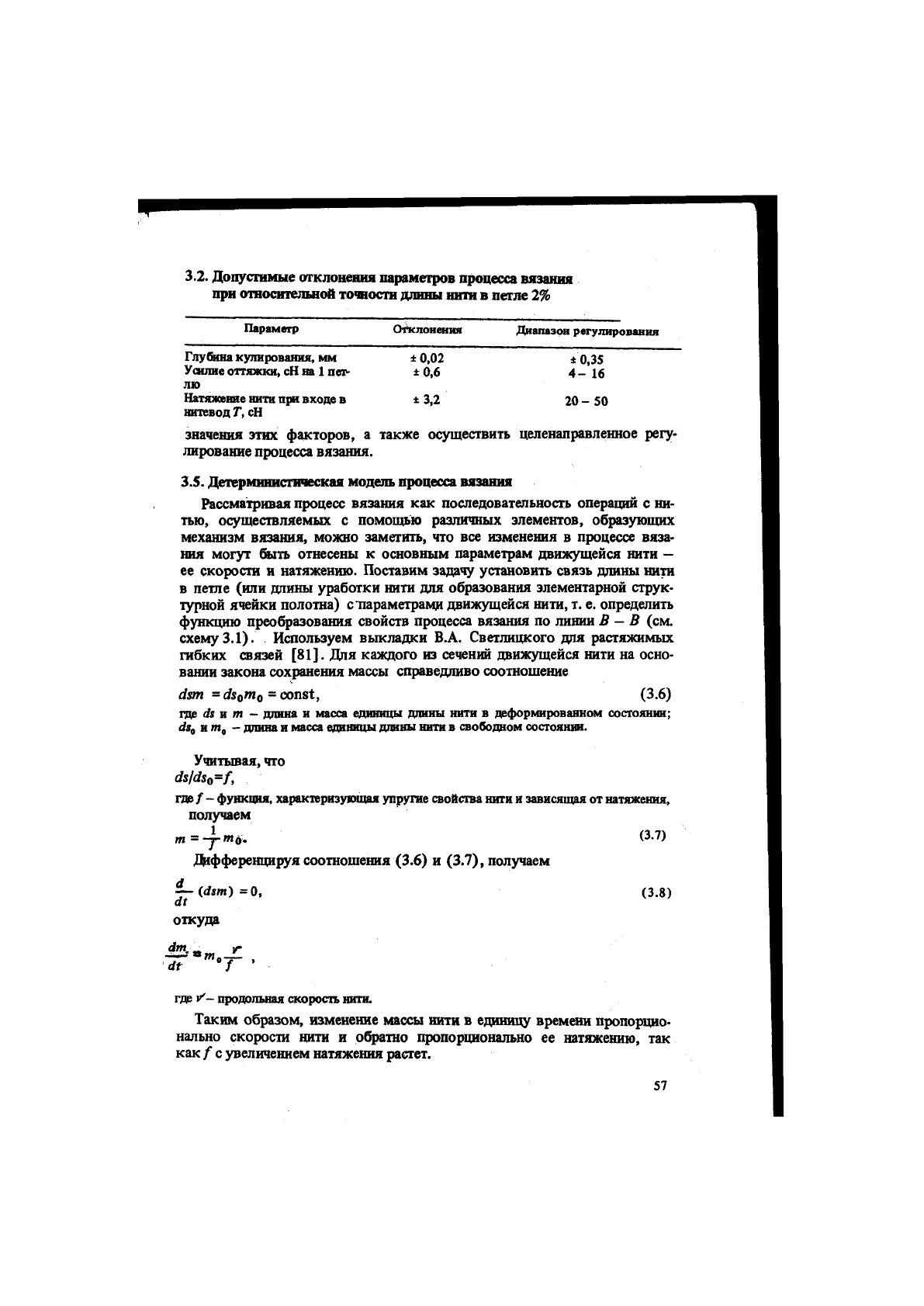
Нормированные корреляционные функции р(т), рассчитанные для
изделий, выработанных как в отдельных сменах (рис.3.8,а,б), так
и за все смены (рис. 3.8, в), позволяют считать, что корреляция после-
дующих и предыдущих значений длин купонов практически отсутству-
ет
[р
(г) < 0,5]. Таким образом, регулирование процесса вязания с целью
уменьшения существующей в производстве разнодлинности и отклоне-
ний параметров продукции при вязании изделий на одной и той же маши-
не часто может быть неэффективным. Причинами этого являются слу-
* Инженер Г.П. Тиранов практически решил такую задачу в 1962 - 1963 гг.
3.7. фрагмент временно-
го ряда длины купонов:
1 - после вязания; 2 -
после усадки
10
IS
го 25 30 35
АО
45 iO 55 60 65 Юпк)
чайные воздействия, обусловленные изменением фрикционных свойств
сырья, натяжения нити и других факторов, эффект влияния которых
превышает отклонения, которые мы хотим получить. Поэтому регули-
рование может быть эффективным при достаточно высокой корреля-
ционной связи контролируемых параметров, т. е. при наличии функ-
циональных составляющих погрешностей.
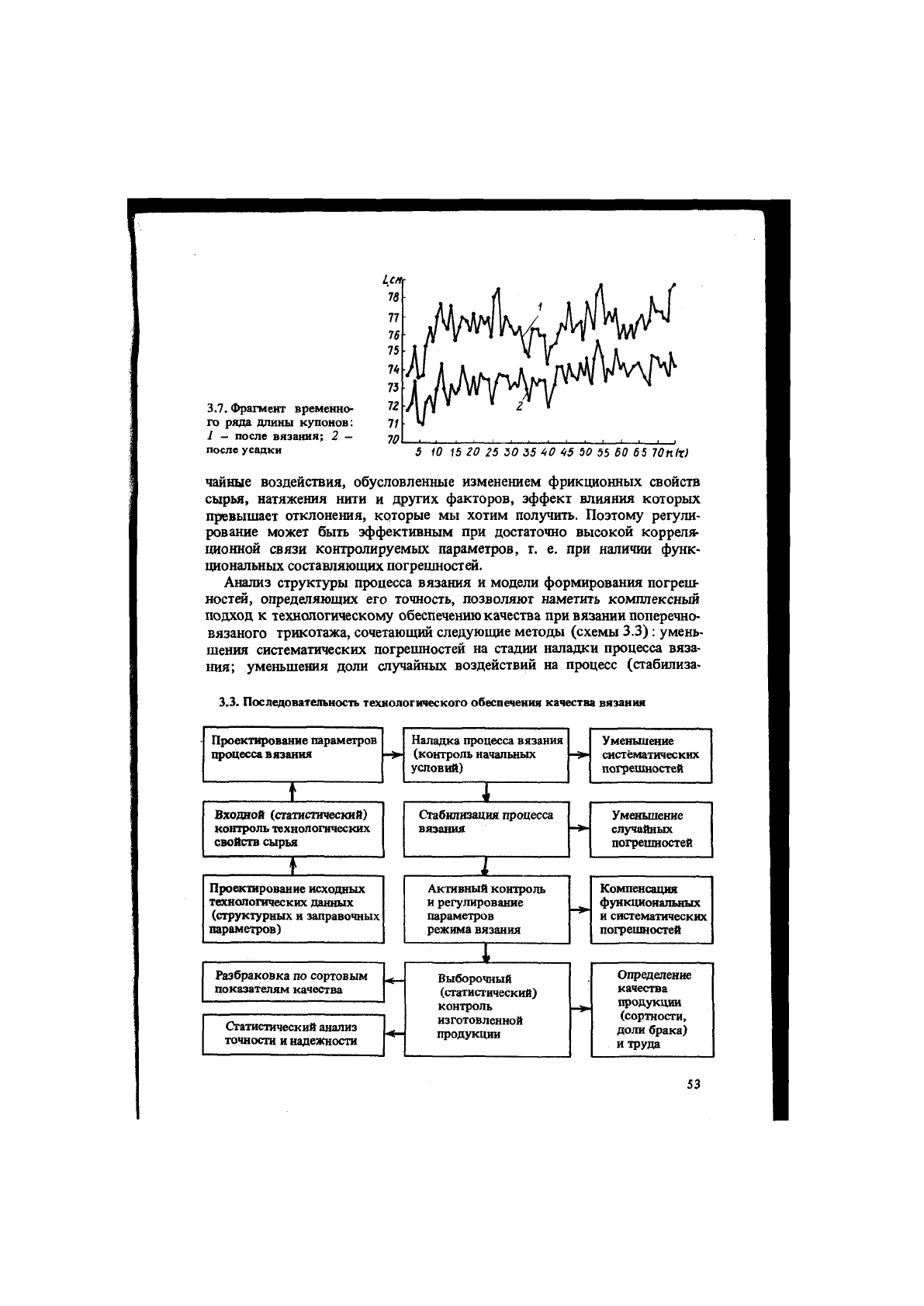
Анализ структуры процесса вязания и модели формирования погреш-
ностей, определяющих его точность, позволяют наметить комплексный
подход к технологическому обеспечению
качества
при вязании поперечно-
вязаного трикотажа, сочетающий следующие методы (схемы 3.3): умень-
шения систематических погрешностей на стадии наладки процесса вяза-
ния; уменьшения доли случайных воздействий на процесс (стабилиза-
3.3. Последовательность технологического обеспечения качества вязания
Проектирование параметров
Наладка процесса вязания Уменьшение
процесса вязания
(контроль начальных
условий)
систематических
погрешностей
t
Входной (статистический)
Стабилизация процесса
Уменьшение
контроль технологических
вязания
случайных
свойств сырья
погрешностей
t
i
Проектирование исходных
Активный контроль
Компенсация
технологических данных и регулирование
функциональных
(структурных и заправочных
параметров
и систематических
параметров) режима вязания
погрешностей
1
Разбраковка по сортовым
Выборочный
Определение
показателям качества
(статистический)
качества
продукции
(сортности,
доли брака)
и труда
контроль
качества
продукции
(сортности,
доли брака)
и труда
Статистический анализ
точности и надежности
изготовленной
продукции
качества
продукции
(сортности,
доли брака)
и труда
т
3.8. Нормированные корреляционные
функции
ция процесса); компенсации функциональных и систематических погреш-
ностей в процессе выработки продзгкции путем активного статистического
контроля параметров процесса вязания и их регулирования на основе
анализа свойств временных рядов; выборочного (статистического)
контроля параметров изготовленной продукции (разбраковка по сорто-
вым показателям и статистический анализ точности).
Указанные методы должны сочетаться с входным контролем техноло-
гических свойств* сырья и базироваться на проектировании исходных
технологических данных (структурных и заправочных) и результатах
проектирования параметров, определяющих процесс вязания.
3.4. Расчет допускаемых отклонений параметров
процесса вязания
Построение структурной схемы и определение параметров процесса
вязания позволяют подойти к разработке математической модели процес-
са вязания, т. е. математического описания связи показателей качества и
параметров процесса вязания. Известны два метода моделирования - ста-
тистический и детерминистический. Если детерминированная связь между
выходной величиной Y и входной ЛГвыражается соотношением У = F(Л),
то с учетом ошибки Z она может быть записана в виде Y = F {Х) +Z.
Если величину Z = Y — FQC) определяют после того, как функция
F{X) определена, то в этом случае связь между У
тл
X называют стати-
стической [4, с. 39].
Для того чтобы получить заданную точность структурных параметров
трикотажа или его размеров при вязании, необходимо обеспечить соответ-
ствуюшую точность параметров, определяющих процесс.
Рассмотрим статистический метод решения этой задачи. В основе
анализа точности и ошибок лежит зависимость выходной величины Y
* Показателей свойств, определяющих точность и технологическую надежность
процесса вязания.
от входных воздействий X. Решение этой задачи упрощается при ограни-
чении числа факторов условиями производства конкретного вида продук-
ции на определенной м^ине.
Для построения модели на основе полного факторного экспериме»
та [78] в общем виде задача сводится к определению функции
y = F (xi,x2 Хщ), (3.4)
где J/ - функция отклика; Xj - фактор, определяющнй y,i = \,1,Ъ, ...,т.
Зависимость (3.4) обычно определяют в виде полиномов регрессии
mm т
^^ =
г>о
+ '^biXi + ..., (3.5)
/=1 i<i 1=1
Щ = bxibx, а,,
- коэффициенты полинома =
Впервые выявление факторов, влияющих на длину нити в петле, и их
взаимодействие в виде уравнений (3.5) рассматривали В.П. Щербаков
и А.Г. Севостьянов [79].
Для промышленного производства трикотажных изделий с плоско-
вязальных машин ПЕК 10/100 к л. из шерстяной пряжи линейной плот-
ности 31X2 текс бьш спланирован и проведен полный факторный экпе-
римент 2^, предусматривающий варьирование 3 факторов (глубины
кулирования h(xi), усилия оттяжки ^(хг) и входного натяжения
То (хз) на двух уровнях [80].
На машине вырабатывались образцы полотна прямоугольной формы
с постоянным числом петель (250 петельных рядов на 300 петельных
столбиков). В результате эксперимента была построена интерполяцион-
ная модель, справедливая для предела изменения глубины кулирова-
ния db0,35 мм, натяжения нити на входе в нитевод ±15 сН, усилия от-
тяжки ±6 сН на 1 петлю. Были получены уравнения, определяющие изме-
нение длины нити в петле и линейных размеров (длина L и ширина В)
для всех переходов технологического процесса. Окончательные резуль-
таты эксперимента приведены в табл. 3.1 (где / в мм, а L и В в см).
Анализ данных табл. 3.1 позволяет сделать следующие выводы:
размерные характеристики трикотажных изделий (длина и ширина
образцов, длина нити в петле) зависят от глубины кулирования, усилия
оттяжки петель и входного натяжения нити;
наибольшее влияние на размерные характеристики изделий оказы-
вает глубина кулирования (JCi). Влияние усилия оттяжки (хг) и входного
натяжения нити (*з) на длину нити в петле примерно одинаково по аб-
солютной величине. Однако увеличение усилия оттяжки приводит к уве-
личению длины нити в петле, а увеличение входного натяжения нити -
к ее уменьшению. Усилие оттяжки, кроме того, значительно влияет на
геометрию петли;
3.1. Результаты эксперимента
Стадия измерения
Уравнение регрессии
Дисперсия
параметра
параметра
После вязания
/ = 4,96 + 0,27*, +0,14х, -0,11*3
0,006
1 =27,4 + Зх, +х, - 0,&«3 - 0,Sx,Xj
0,23
5 = 26,2 + 1,2*, - 1,2дс,
0,13
После релаксации
L =27,1 + 3,0х, ~ 0,9х, - 0,7*3 - 0,5ж,х^ 0,18
(24 ч)
5 = 26,2 + 1,3*, - 1,1*,
0,14
После влажно-
L =25,9 + 2,6*, + 0,6*2 - 0,6*3 - 0.6*,*1
0,15
тепловой обра-
5=25,7 + 1,4*, - 0,12
ботки
После влажно-
тепловой обра-
ботки и релак-
сации (24 ч)
Л =25,8 + 2,6х, + 0,6jCj - О.бх, - О.бх,*, 0,14
5 = 25,8 +1,4х, 0,08
влияние факторов вязания на размерные характеристики изделий
не исчезает в результате влажно-тепловой обработки на запарном прес-
се;
для получения стабильных размеров изделий необходимо, чтобы зна-
чения факторов были постоянны в процессе вязания. Изменение одного
из факторов влечет соответствующее изменение размеров изделий и дли-
ны нити в петле. Так, например, при изменении усилия оттяжки с 4 до 15
сН на 1 петлю длина нити в петле увеличивается на 0,28 мм, длина изде-
лий на 1,2, а ширина на 2 см. При увеличении глубины купирования
на 0,7 мм длина нити в петле увеличивается на 0,54 мм, длина изделий
на 5,2, а ширина на 2,8 см.
Линейная зависимость длины нити в петле от факторов процессов
вязания позволяет по заданным ее отклонениям определить допускае-
мые отклонения факторов вязания, т. е. необходимую точность процес-
са вязания. Современные требования заключаются в повышении TO<t
ности размеров изготовляемых изделий, снижении расхода сырья, а
также повышении равномерности петельной структуры трикотажа, че-
му соответствует отклонение длины нити в петле в пределах 2% от но-
минального значения, т. е. пределы изменения длины шти в петле не долж-
ны превышать ±0,05 мм. Используя полученное выражение для длины
нити в петле / = 4,96 + 0,27jci + 0,14x2 - 0,11x3,
а
также значения уровней
изменения факторов, можно получить, что точность поддержания уров-
ня факторов (или точность работы механизмов купирования, натяжения
нити и оттяжки трикотажа) при независимом их изменении должна быг^»
не ниже предусмотренной в табл. 3.2.
Обеспечение необходимой точности поддерживания в производствен-
ных условиях таких факторов, как натяжение нити, глубина купирования
и усилие оттяжки, требует не только оснащения машины соответствую-
щими регуляторами, работающими с заданной точностью, но и оснаще-
ния машин индикаторными (или регистрирующими) устройствами,
с помощью которых возможно задать и проконтролировать фактические
3.2. Допустимые отклоншия параметров процесса вязания
при относительной точвости длины нити в петле 2%
Параметр От^онения Диапазон регулирования
Глубина купирования, мм ±0,02
±
0,35
Усилие оттяжки, сН на 1
пег-
±0,6 4-16
лю
Натяжение нити при входе в ± 3,2 20 - SO
нитевод Т, сН
значения этих факторов, а также осуществить целенаправленное регу-
лирование процесса вязания.
3.5. Детерминистическая модель процесса вязания
Рассматривая процесс вязания как последовательность операций с ни-
тью, осуществляемых с помощью различных элементов, образующих
механизм вязания, можно заметить, что все изменения в процессе вяза-
ния могут &11ь отнесены к основным параметрам движущейся нити —
ее скорости и натяжению. Поставим задачу установить связь длины нити
в петле (или длшш уработки нити для образования элементарной струк-
турной ячейки полотна) с параметрами движущейся нити, т. е. определить
функцию преобразования свойств процесса вязания по линии В - В (см.
схему 3.1). Используем вьпсладки В.А. Светлицкого для растяжимых
гибких связей [81]. Для каждого из сечений движущейся нити на осно-
вании закона сохранения массы справедливо соотнощение
dsm =dsomo= const, (3.6)
те ds и т - длина и масса единицы длины нити в деформированном состоянии;
dSg и m, - длина и масса единицы длины нити в свободном состоянии.
Учитывая, что
dsldso=f,
rmf- функция, характеризующая упругие свойства нити и зависящая от натяжения,
получаем
m=-j'm^. (3.7)
Дифференцируя соотнощения (3.6) и (3.7), получаем
4-(Л»|)=0, (3.8)
at
откуда
„ г
ГДЕ v'- продольная скорость нити.
Таким образом, изменение массы нити в единицу времога пропорцио-
нально скорости нити и р^тно пропорционально ее натяжению, так
как f с увеличением натяжения растет.
Определим скорость относительного удлинения нити в сечении dv^ds
при стационарном ее двоении:
ds ds ш Г dt Т ^
т.е. ^ V df
в результате интегрирования уравнения (3.9) получаем
W/=const.
что выражает собой условие неразрывности нити:
Таким образом, скорость нити ^всегда больше там, где больше функ-
Щ1Я
/ и натяжение нити Т.
Бели материал нити в области деформации подчиняется закону Гука,
то
функция
/ может быть представлена в-виде
/=1+аГ. (3.11)
При этом а = 1/ ES, TRt Е - модуль упругости нити; S - площадь ее
поперечного сечения. ,
Учитывая, чю ES = р, где р
—
кяэффициент жесткости нити, соотноше-
ние. (3.12) запишем в виде /= 1 +-L Г. Коэффициент р в области дефор-
Р
мации нити может быть определен по диаграмме растяжения и соотно-
шения р = lOOdT/de, где е - относительное удлинение дати, %.
Если время образования одной петли равно г, то из соотношения
(3.8) следует, чю масса Дт поступшщей в зону петлеобразования
за это время нити равна
дт =im,-^T = т,/, (3.12)
где / - длина нити в петле, или уработка нити
за
время т.
Учитывая, что
г = (3.13)
где Ги - игольный шаг; Рц - линейная скорость цилиндра (для плоско-
вязальных машин — скорость каретки), соотношение (3.12) с учетом
зависимостей (3.11) и (3.13) приведем к виду
Полученное соотношение является основным для выявления незави-
симых факторов, определяющих режим вязания полотна: длина нити в
петле (или уработка нити) определяется скоростью движения нити г и
величиной
ее натяжения Т. При этом на изменение длины нити в петле
оказывает влияние коэффициент растяжимости нити а (1/а = р). По-
скольку величина нити определяется ее фрикционные свойствами,
показатель фрикционных свойств д наряду с коэффициентом растяжи-
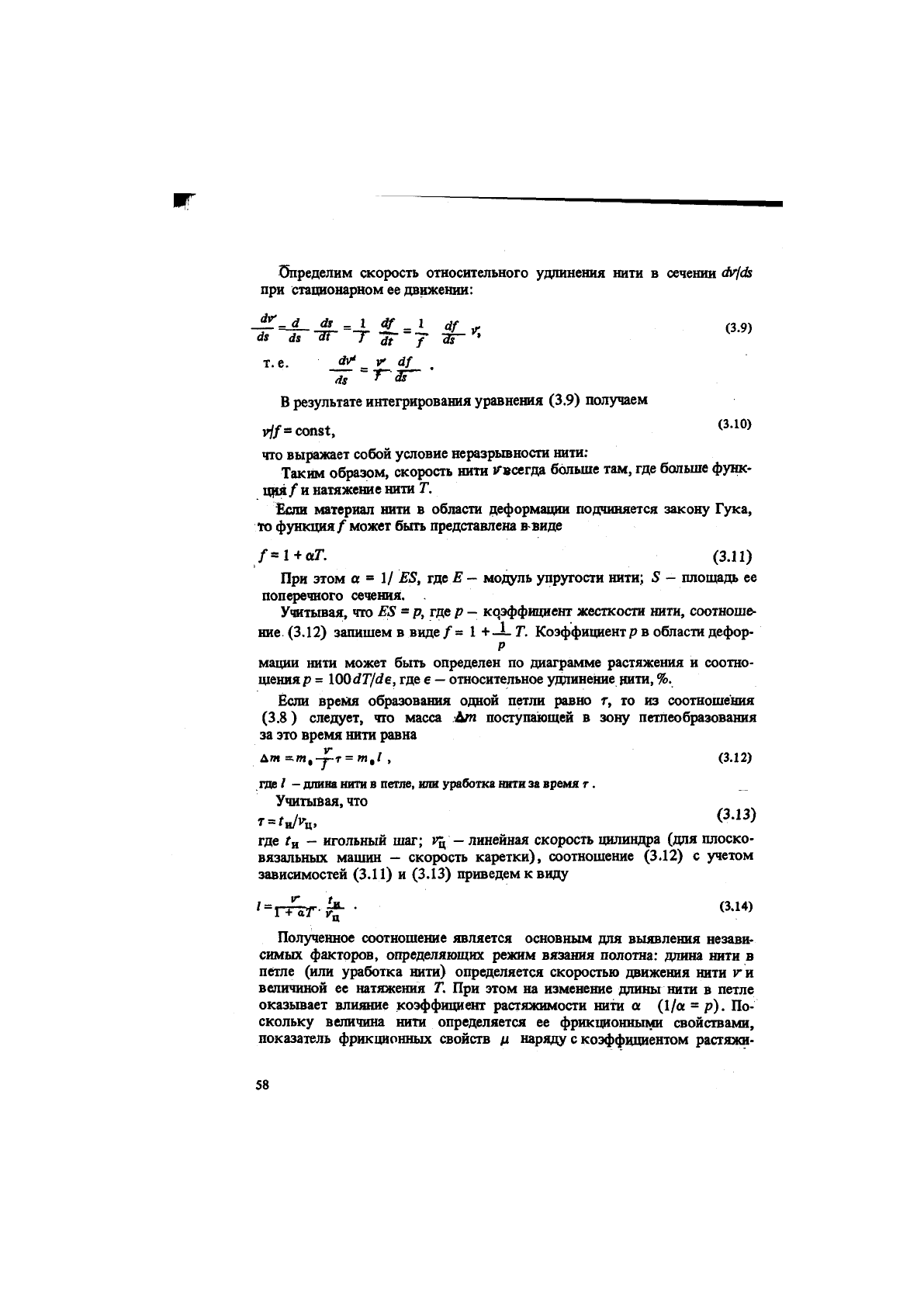
т 200 6 %
а
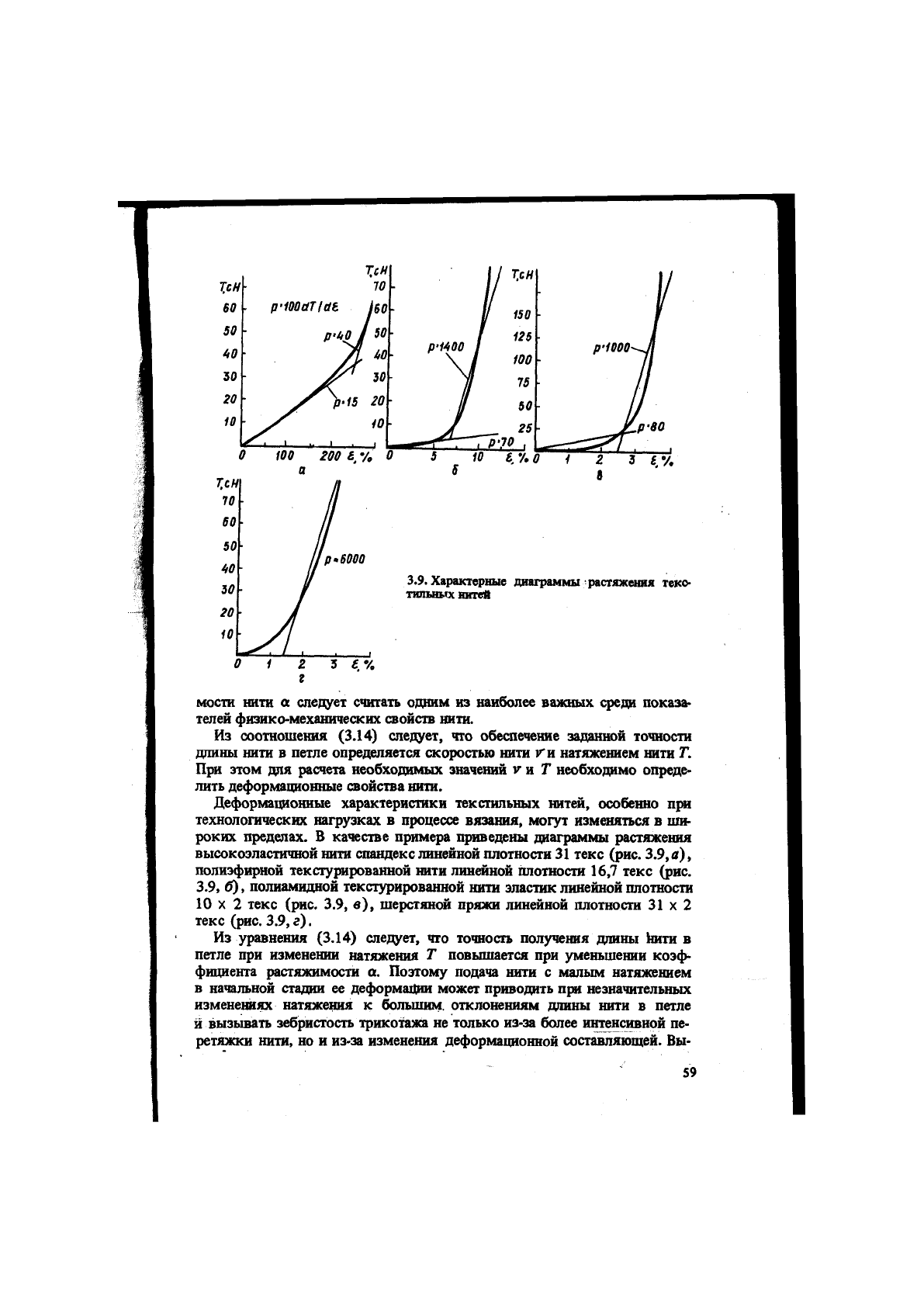
3.9. Характерные диаграммы растяжешм теко
типыаос шгтей
мости нити а следует считать одним из наиболее важных среди показа-
телей фнзико-механических свойств нити.
Из соотношения (3.14) следует, что обеспечение заданной точности
длины нити в петле определяется скоростью нити Ун натяжением нити Т.
При этом для расчета необходимых значений v и Г необходимо опреде-
лить деформационные свойства нити.
Деформационные характеристики текстильных нитей, особенно прт
технологических нагрузках в процессе вязания, могут изменяться в ши-
роких пределах. В качестве примера приведены диаграммы растяжения
высокоэластичной нити спандекс линейной плотности 31 текс (рис. 3.9,в),
полиэфирной тексгуртрованной нити линейной плотности 16,7 текс (рис.
3.9, б), полиамидной текстурированной нити эластик линейной плотности
10 X 2 текс (рис. 3.9, в), шерстяной пряжи линейной плотности 31 х 2
текс (рис. 3.9, г).
Из уравнения (3.14) следует, что точность получения длины кити в
петле при изменении натяжения Т повышается при уменьшении коэф-
фициента растяжимости а. Поэтому подача нити с малым натяжением
в начальной стадии ее деформации может приводить npi незначительных
изменениях натяжения к большим, отклонениям длины нити в петле
й шзывать зебристость трикотажа не только из-за более интенстаной пе-
ретяжки нити, но н из-за изменения деформационной составляющей. Вы-
бор режима вязания, таким образом, предопределяет анализ деформа-
ционных свойств нити. Для нерастяжимых нитей (а = 0) скорость нити од-
нозначно определяет длину нити в петле. Это означает, что вместо контро-
ля длины нити в петле роспуском готовых изделий в процессе вязания
необходимо контролировать скорость нити гг.
Из уравнения (3.14) следует, что задать режим вязания, имея в виду
точность получения длины нити в петле, - это значит определить величи-
ны и Г, при которых должен осуществляться процесс.
3.6. Режим дозированной подачи нити (стабилизация скорости)
Рассмотрим один наиболее важный случай, полагая, что в соотноше-
нии (3.14) скорость нити постоянная (v = i^n)- Это соответствует усло-
виям дозированной подачи нити (стабилизация скорости) [82]. Для это-
го случая проведем оценку изменения длины нити в петле при увели-
чении натяжения на AT. Из уравнения (3.14) получим, что для натяжения
Г+ АГ
Вычитанием уравнения (3.17) из уравнения (3.14) получаем
CAT
(1+аЛ П+а (Г+ДГ)1
При ЭТОМ относительное изменение Sq, или точность получения длины
нити в
петле,
будет
^ а АТ jgv
^0-1-=
1
+ а(Г+АГ)'
Из соотношения (3.18) следует, что в условиях дозированной пода-
чи и без нее длина нити в петле зависит от величины натяжения нити.
Однако эта зависимость целиком определяется только растяжимостью
нити. Из уравнений (3.14) и (3.18) следует, что при а = О длина нити в
петле определяется скоростью подачи нити Гц.
Практически реальными для поперечновязальных машин 8-20 кл. являются
изменения натяжения нити в пределах 2-15 сН. При этом коэффициент о может
изменяться в широких пределах (а = 0,1 ... 0,0005). Используя соотношение (3.18),
проведем оценку изменения длины нити в петле на следующих реальных примерах.
Положим, что Т = 5 сН и Г = 10 сН, ДГ = 10 сН. Для сравнения найдем 5 при Т = 0.
При вязании высокорастяжимых нитей (резиновых, латексных, рис. 3.10, а) натя-
жение оказывает существенное влияние на длину нити в петле (при а > 0,04, 6 >
0,2). Таким образом,
стабилизация
скорости нити в этом случае не решает, напри
мер, проблемы снижения разнодлинности или разноширинносги изделий, если натя-
жение подаваемой нити изменяется. Для этого требуется комбинированное решение:
стабилизация скорости подачи V и натяжения Г нити. По их величине соотношение
(3.14) позволяет рассчитать длину нити в петле. Из рис. 3,10, б следуют вьшоды, ко-
торые раскрывают преимущества для технологии вязания стабилизации скорости при
вязании относительно нерастяжимых нитей (для хлопчатобумажной и шерстяной
пряжи а «с 0,002): на длину нити в петле практически не влияет натяжение нити
(при о < 0,002, S < 0,02).