Цитович И.Г. Технологическое обеспечение качества и эффективности процессов вязания поперечновязанного трикотажа
Подождите немного. Документ загружается.

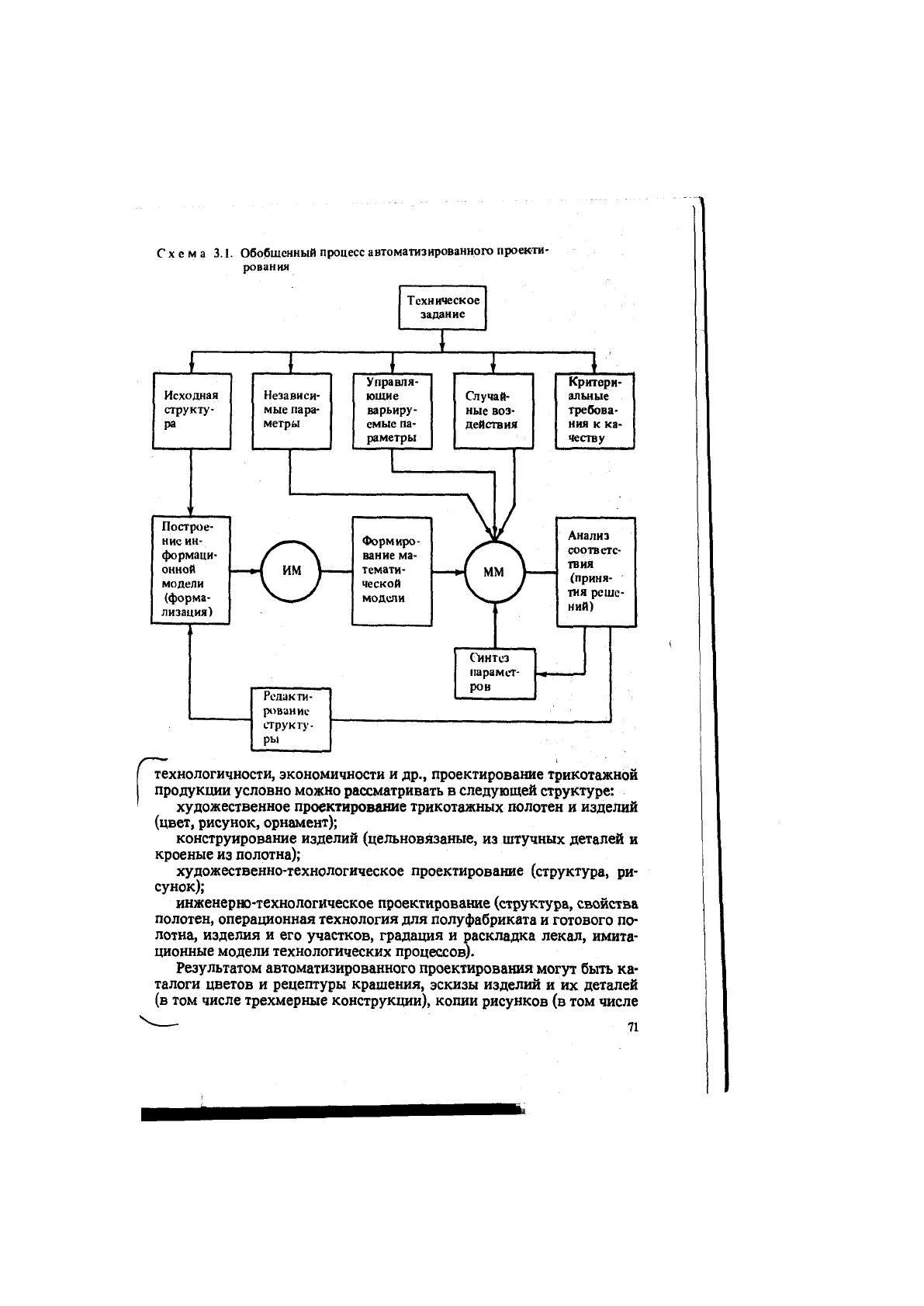
Схема 3.1. Обобщенный процесс автоматизированного проекти-
рования
Техническое
задание
Исходная
структу-
ра
Построе-
ние ин-
формаци-
онной
модели
(форма-
лизация)
Независи-
мые пара-
метры
Редакти-
р»>ванис
структу-
ры
Управля-
ющие
варьиру-
емые па-
раметры
Случай-
ные воз-
действия
Формиро-
вание ма-
\
темати-
, 1
}
ческой
модцли
Критери-
алы1ые
требова-
ния к ка-
честву
Анализ
соответс-
твия
(приня-
тия реше-
ний)
технологичности, экономичности и др., проектирование трикотажной
продукции условно можно рассматривать в следующей структуре:
художественное проектирование трикотажных полотен и изделий
(цвет, рисунок, орнамент);
конструирование изделий (цельновязаные, из штучных деталей и
кроеные из полотна);
художественно-технологическое проектирование (структура, ри-
сунок);
инженерю-технологическое проектирование (структура, свойства
полотен, операционная технология для полуфабриката и готового по-
лотна, изделия и его участков, градация и раскладка лекал, имита-
ционные модели технологических процессов).
Результатом автоматизированного проектирования могут быть ка-
талоги цветов и рецептуры крашения, эскизы изделий и их деталей
(в том числе трехмерные конструкции), копии рисунков (в том числе
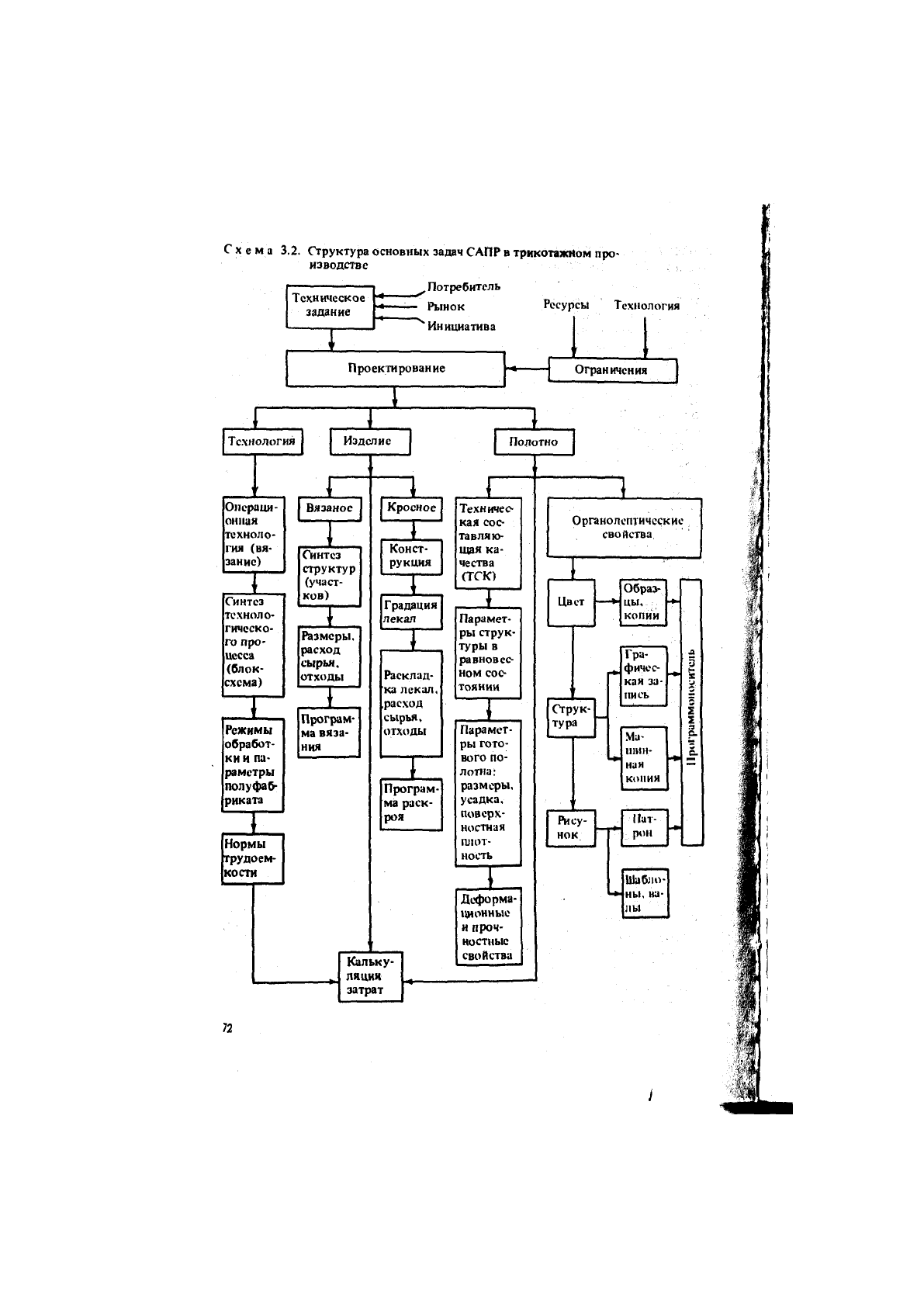
Схема
3.2.
Структура основных задач САПР
в
трикотажном
про-
изводстве
Техническое Техническое
задание
,
Потребитель
1РЫН0К
Инициатива
Ресурсы Технология
Проектирование
IZI
Ограничения
Те.чнология
I
Изделие
Операци-
онная
техноло-
гия (вя-
зание)
Синтез
техноло-
гическо-
го про-
цесса
(блок-
схема)
Режимы
обработ-
ки и па-
раметры
полуфаб-
риката
т
Размеры
расход
сыры1.
отходы
Расклад-
ка
лекал,
расход
сыры1,
отходы
Полотно
Техничео
кая сос-
тавляю-
щая ка-
чества
(ТСК)
Парамет-
ры
струк-
туры
в
равновес-
ном сос-
тоянии
Парамет-
ры
гото-
вого
по-
лотна:
размеры,
усадка,
поверх-
ностная
плот-
ность
Деформа-
ционные
и
проч-
ностные
свойства
Органолептические
свойства
fffi
п
отображения строения трикотажа), структура технологического про-
цесса и вЬнсодная техническая документация, еуществующие техни-
ческие средства позволяют с помощью графопостроителей и принте-
ров с высокой разрешающей способностью получать образцы полотен
и изделий и согласовывать целесообразность их производства на ста-
Сложность формирования свойств готовых трикотажных полотен
в зависимости от сырья, структур трикотажа и технологических
маршрутов обработки определила самостоятельную задачу автомати-
зированного проектирования свойств готовых полотен: поверхност-
ной плотности и плотности петель, размеров, усадки [7]. Основа тако-
го проектирования - модели процессов вязания, крашения и отдел-
ки полотен. Результатом проектирования при подготовке производ-
ства для машин-автоматов являются управляющие программы либо
технологические инструкции по заправочным параметрам машин и
режимам обработки полотна, по технологическим переходам, а в ря-
де случаев - документация на изготовление гравировальных валов,
V сетчатых шаблонов и рецептура крашения.
Ь Необходимо отметить, что один из нетрадиционных методов про-
\^ктирования рисунков полотен и тканей - компьютерная графика
"Гт — ^ ^
-"Задачи САПКв трикотажном продзводстве все более расширяют-
ся. Вопросы проек^;50вания прлйш, изделий и процессов их из-
готовления взаимосвядаши-'Т^^ример, проектирование параметров
готового полотна опрерам&тщне только структурой, но и техноло-
гией вязания; градация лекал и^сгановление припусков определя-
ются деформациовдыми свойствами^полотен^л технологией сборки
изделий. Вглрек с тем задачи проектирования каждого объекта име-
ют свою йтедифику. Это позволяет представить их в виде структуры
(схема 3.2).
3.5. Основные составляющие эффективности трикщажаого
производства
Ориентация на качество продукции, ее высокий технический уро-
вень и определенные потребительные свойства - главное звено науч-
но-технической политики предприятия, основа создания конкуренто-
способной продукции, участия в мировом рынке и увеличения объе-
мов выпуска.
Однако в области промышленной технологии дела обстоят не так,
как этого требует современный уровень трикотажного производства.
В ассортименте трикотажной продукции, вырабатываемой на попе-
речновязальных машинах, основную долю объемов производства сос-
тавляют классические виды полотен и изделий из хлопчатобумаж-
ной, шерстяной и смешанной пряжи. Доля обновления продукции,
отличающейся высоким техническим уровнем и принципиально но-
выми решениями, незначительна.
Из указанных видов сырья вырабатывают бельевой и верхний три-
котаж на одно- и двухфонтурных машинах (типа КО, КТ, ДЛ), верх-
ний трикотаж на плосковязальных машинах (типа ПВК) и кругловя-
зальных купонных машинах (типа КЛК), чулочно-носочные изделия
на двухцилиндровых автоматах (типа 2АН). Этот устойчивый ассорти-
мент постоянно пользуется повышенным спросом у населения. Одна-
ко промышленная технология вязания данных групп изделий за по-
следние 15-20 лет, по существу, не претерпела каких-либо значитель-
ных изменений. Это же касается сырьевой базы для производства
трикотажа, качества пряжи и нитей.'Ша современном этапе техноло-
гия производства трикотажа остаетс^чрезвычайно расточительной с
точки зрения использования сырья*, затрат времени на изготовление
единицы продукции и качества вырабатываемых издели1^Так, КПВ
кругловязальных машин, перерабатывающих пряжу, составляет
0,6-0,85, количество несортного полотна (вырезаемых участков) -
8-10%; обрывность пряжи превышает 0,2-0,3 случая на 1 кг сырья.
При вязании чулочных изделий из хлопчатобумажной пряжи техни-
ческие отходы превышают 10%, срывы составляют 3-5 случаев на
1 десяток пар. Низким остаются качество и сортность вырабатывае-
мых изделий. Из-за нестабильности процесса вязания ДНП изменяет-
ся в пределах 15-20%. Вследствие этого основная часть полотен и
штучных изделий, вырабатываемых простыми и комбинированными
переплетениями, имеет явно выраженную зебристость; колебания ли-
нейных размеров превышают 10-15%. Отклонения ДНП соответствую-
щим образом влияют на физико-механические свойства трикотажа
(поверхностную плотность, растяжимость, усадку и т.п.), ухудшая его
качество. ^
При этом\следует отметить, что одна из особенностей процесса вя-
зания - взатлодействие показателей эффективности (количествен-
ным выражением которой является производительность труда) с ка-
чественнымй показателями. Комплексная задача заключается в
стремлении »обеспечить как высокий ^фовень производительности
труда, так и'»гребуемый уровень качест^Однако эти две стороны за-
дачи часто бйтупают в противоречие. TSic, рост производительности
вязальных машин за счет реализации возможности скоростных режи-
мов ограничивается снижением качества (возрастает обрывность, по-
ломка игл и др.).
Практически на производстве повышение качества реализуется
путем применения для вязания более надежных заправок оборудова-
ния (нитей в 2-3 сложения), что в промышленном масштабе приводит
к перерасходу сырья на 30-50%.
С точки зрения изготовителя основным критерием производства
различных видов продукции является экономическая целесообраз-
ность, т.е. размеры доходов или прибыли предприятия. Удовлетворе-
* Трикотажные полотна массовых видов имеют в 1,5-2 раза выше поверхностную
плотность по сравнению с современным уровнем материалоемкости.
ние требований качества и экономической целесообразности произ-
водства базируется на интенсификации как факторе уплотнения {эко-
номии) времени, повышения производительности труда, экономного
использования ресурсов (сырья, топлива, энергоресурсов, капита-
ловложений) и основных фондов (повышении фондоотдачи).
Новый подход к удовлетворению потребностей отрасли в сырье-
вых ресурсах заключается в том^ что рациональное использование
сырья (ресурсосбережение) становится решающим источником обес-
печения прироста объемов выпуска трикотажной продукции. Интен-
сификация и ресурсосбережение в значительной степени зависят от
внедрения малоотходных и безотходных технологий. Эти технологии
были определены на состоявшемся
в*
Париже семинаре ЕЭК (1976)
как практическое применение знаний, методов и средств для обеспе-
чения наиболее рационального использования природных ресурсов и
энергии, с тем чтобы удовлетворить потребности человека и защитить
окружающую среду. Поэтому кроме удовлетворения спроса научно-
техническая политика предприятия должна быть направлена на по-
стоянное снижение издержек производства, внедрение ресурсосбе-
регающих технологий. Нормирование труда (трудоемкости), сырье-
вых и других видов ресурсов и принятие мер по снижению этих пока-
зателей (в частности, на основе применения новых технологий,
сырья, материалов и автоматизации производства) - важнейшая
часть стратегии развития и повышения эффективности ПС. Исходя из
структуры формирования качества продукции как совокупности по-
требительских оценок, отражающих художественно-колористическое
оформление и конструктивное решение изделия, а также показате-
лей тек, отражающих технический уровень продукции, можно опре-
делить следующие основные направления повышения качества три-
котажных изделий:
создание нитей и пряжи низких линейных плотностей, обеспечи-
вающих получение принципиально новых видов полотен с уменьшен-
ной в 2-
3
раза материалоемкостью на кругловязальныхлмашинах вы-
сокого класса (для пряжи 28-
36
кл., для нитей 36-
42
т^;
освоение фасонной пряжи на основе программного управления
структурообразованием и цветом, обеспечивающих получение ри-
сунчатых полотен и расширение ассортимента изделий, вырабатывае-
мых простыми переплетениями (главными и производными) на су-
ществующих видах оборудования с ограниченными технологически-
ми возможностями;
получение новых видов переплетений и структур полотен на ос-
нове модернизации и создания нового вязального оборудования;
модифицирование поверхности полотен на базе сочетания различ-
ных видов отделки изделий (печать, в том числе объемная, лощение,
тиснение, шлифование, вытравка и др.);
улучшение художественно-колористического оформления гото-
вых изделий (отделочные строчки, фурнитура, печать).
Узловые вопросы, от решения которых зависит повышение пока-
зателей технического уровня продукции, следующие:
снижение уровня дефектности полотен от пороков сырья (утолще-
ний, утонений, непропрядов и др.), предотвращение технологических
дефектов (дыр, зебристости, перекосов структуры) и устранение бра-
ка (технических отходов);
обеспечение размерной стабильности полотен, купонов, деталей и
заготовок верхних, бельевых, чулочно-носочных, перчаточных и дру-
гих штучных изделий;
снижение усадки трикотажных полотен (в частности, вырабаты-
ваемых из хлопчатобумажной пряжи и вискозных нитей) с 15-20 до
3-4%, а в ряде случаев, при использовании полотен в качестве под-
кладочных материалов или изготовлении изделий, подвергаемых
многократной стирке, до уровня 0,5-1%;
повышение эксплуатационных свойств полотен: износостойкости
(особенно для чулочно-носочных изделий), формоустойчивости при
многократных цикловых нагрузках (для изделий спортивного назна-
чения); уменьшение пиллинга для изделий из смешанной пряжи, вы-
рабатываемых на машинах низких и средних классов, и повышение
сопротивления образованию затяжек; улучшение драпируемости по-
лотен костюмно-платьевого ассортимента, повышение прочности и
качества крашения (глубины окраски, гаммы расцветок).
Далее будет показано (см. разделы 5.4; 5.5), что снижение уровня
дефектности и размерной стабильности полотен может быть обеспе-
чено на основе управления такими свойствами, как технологическая
точность и надежность процессов вязания. Вместе с тем необходимо
отметить, что за последние годы значительно снизился как средний
уровень прочности пряжи, так и вариация прочности. Например,
для одиночной шерстяной пряжи линейной плотности 31 текс при
среднем значении относительной разрывной нагрузки q = 5,2 сН/текс
коэффициен! вариации v == 12,7%; для полушерстяной пряжи q =
= 8,8 сН/текс?,' v = 10,3%. В то же время нормальным условиям надеж-
ности nepeifti6oTKH отвечает хлопчатобумажная гребенная пряжа
с показателями q = 15 - 17 сН/текс при вариации прочности v <
< 10 - 12%. При этом примерно 70% дефектов полотен является след-
ствием наличия непропрядов, утолщений и утонений [52]. В процес-
сах перематывания устранение этих дефектов приводит к образова-
нию узлов, число которых в бобине массой 1,5 кг может составлять от
19 до 44. Хотя оптимизация процесса вязания позволяет снизить
частоту обрывов из-за узлов с 0,3-0,5 до 0,05-0,1 [52], полное устра-
нение дефектов (их предотвращение) возможно только при сущест-
венном улучшении технологических свойств пряжи.
Снижение усадки в основном базируется на применении специаль-
ного отделочного оборудования, внедрении автоматизированных
систем проектирования и обеспечении показателей качества готового
полотна в зависимости от структурных параметров полотна и спосо-
бов его отделки [7].
Главные источники ресурсосбережения следующие:
совершенствование структуры производства и увеличение в об-
щем выпуске доли изделий, вырабатываемых регулярным, полуре-
гулярным и комбинированным способами (увеличение в парке обо-
рудования доли плосковязальных машин, круглочулочных перча-
точных автоматов и других подобных машин);
увеличение в общем объеме выработки доли одинарных полотен;
сокращение обрывности нитей (или повышение технологической
надежности вязания), уменьшение срывов, технических отходов и
вырезаемых участков;
стабилизация размеров изделий или уменьшение их отклонений
на основе повышения технологической точности процессов и, как
следствие, уменьшение концевых отходов;
оптимизация структурных параметров полотен и строения полу-
фабриката с учетом раскроя;
снижение материалоемкости на основе повышения классов машин
и уменьшения линейной плотности пряжи и нитей;
совершенствование моделирования, конструирования изделий и
раскладок лекал;
совершенствование системы нормирования, учета, отчетности об
использовании сырья и стимулирование экономии сьфья;
роспуск и повторное использование сырья и отходов.
В 1985 г. доля изделий, изготовляемых регулярным и полурегу-
лярным способами, составляла 24,8% (97,4 млн изделий), в том числе
изделий с плосковязальных и котонных машин - 18,8% (74,4 млн).
При этом всего лишь 1 млн изделий (менее 2%), изготовляемых на
плосковязальных автоматах, по своим показателям отвечал совре-
менным стандартам качества и обоснованным нормам расхода сырья.
В
промышленности примерно 21,8 млн рейтуз получают кроеным спо-
собом с отходами при раскрое 18-20%, хотя имеются технологичес-
кие возможности их изготовления регулярным способом. В отходы
при существующей технологии уходит свыше 1 тыс.т ше^тяной пря-
жи в год.
Анализ уровня расхода сырья, в частности средних значений по-
верхностной плотности полотен для бельевых изделий (средняя по-
верхностная плотность бельевых одинарных и двойных интерлочных
полотен составляет 180-210 г/м^ по сравнению с достигнутым уров-
нем 130-140 г/м"), показывает, что прирост объемов в пределах
20-25% к общему выпуску изделий может быть достигнут за счет эко-
номии сырьевых ресурсов. Имеются также реальные резервы высво-
бождения до
10%
сырья к объему потребления (порядка 100-120 тыс.т)
в результате перехода от вязания футерованных полотен на машинах
14-16 кл. ("Ванит", "Эмавит", КТ, МТ)* к вязанию их на машинах
20-22 кл. В среднем поверхностная плотность отечественных футеро-
* в промышленности установлено около 5000 ед. оборудования такого типа с мощ-
ностью более 100 тыс.т полотна в год.
ванных полотен составляет 300-330 г/м^ (в мировой практике по-
верхностная плотность таких полотен 280 г/м^). Снижение поверх-
ностной плотности позволит дополнительно выпустить более 20 млн
изделий в год (при объеме выпуска изделий из этих полотен: белье-
вых - 180 млн шт. и верхних - 33 млн шт.), т.е. обеспечить прирост
объема более чем на 10% из сэкономленного сырья*. Аналогичная
задача может быть решена в производстве верхних изделий при пе-
реходе от двойных к одинарным переплетениям. Это относится к
кругловязальным машинам для вязания полотна, купонов и к плос-
ковязальным машинам для вязания деталей изделий. На машинах же
низких и средних классов для регулярного и полурегулярного спо-
собов вязания возможность переноса петель и перехода от вязания
пояса двойным переплетением к вязанию стана одинарным позволит
в 1,5-2 раза снизить материалоемкость изделий.
Резервы экономии сырья связаны также с уменьшением отходов
от вырезания участков по причине дефектов трикотажа. Считают, что
примерно 60-80% дефектов возникает вследствие пороков сырья,
15-20% - неполадок оборудования и 10-15% обусловлено недостат-
ками в технологии и организации производства.
Переход к автоматизированному проектированию и электронному
узорообразованию дает возможность заранее программировать выра-
ботку тех участков полотен и купонов, которые уйдут в отходы при
раскрое, менее материалоемкими переплетениями (одинарными
/ вместо двойных), вывязывание технологических отверстий и т.п. Это
(^^жет обеспечить до 3-5% экономии сырья.
Реализация программы роста производительности труда базирует-
ся на задачах автоматизации производства и создания технологичес-
ких структур и организационных форм, обеспечивающих гибкость ПС
по отношению к ассортименту изготовляемых полотен и изделий.
/"Предпосылки автоматизации трикотажного производства бази-
руются на Обеспечении высокого уровня технологических свойств
пряжи и нитей и высокой технологической точности и надежности
процессов вязания трикотажных полотен и изделий. Дальнейшие ша-
ги в этом направлении связаны с созданием рациональных техноло-
гических структур и необходимых для их реализации комплексных
систем машин.
Опыт показывает, что автоматизация - это не только наиболее
мощный инструмент повышения производительности труда, но и наи-
более эффективное средство повышения качества продукции, особен-
но в области придания динамических свойств ПС и технологической
\гибкости.
—Интенсификация в трикотажном производстве требует коренных
изменений существующих технологий с заменой морально устарев-
* Машины типа КТ, "Ванит", "Эмавит" в этой связи подлежат замене на современ-
ное оборудование.
шего оборудования* оборудованием новых поколений на основе аг-
регатирования и создания целостных гибких технологий по основ-
ным видам трикотажной продукции (производство бельевых и верх-
них изделий, изделий для спорта и отдыха, чулочно-носочных изде-
лий и тлО- Реализация таких задач предусматривает освоение авто-
матизированных комплексных систем машин для трикотажного про-
изводства.Щеобходимо учитывать, что важный результат автоматиз'?
ции - это не только создание новых видов продукции, повышение
эффективности и гибкости технологий, но и облегчение с ее помощью
тяжелого, вредного и непрестижного труда^ Поэтому особое местУ
занимают вопросы автоматизации вспомогательных операций трико-
тажного производства: маркировки изделий, крепления товарных яр-
лыков, скрепления чулочно-носочных изделий в пары, подсчета из-
делий, маркировки, упаковки. Удельный вес рабочих, занятых руч-
ным трудом в трикотажном производстве, составляет 22-48%**.
Ручной труд служит основным источником пополнения кадров ос-
новных профессий трикотажного производства.
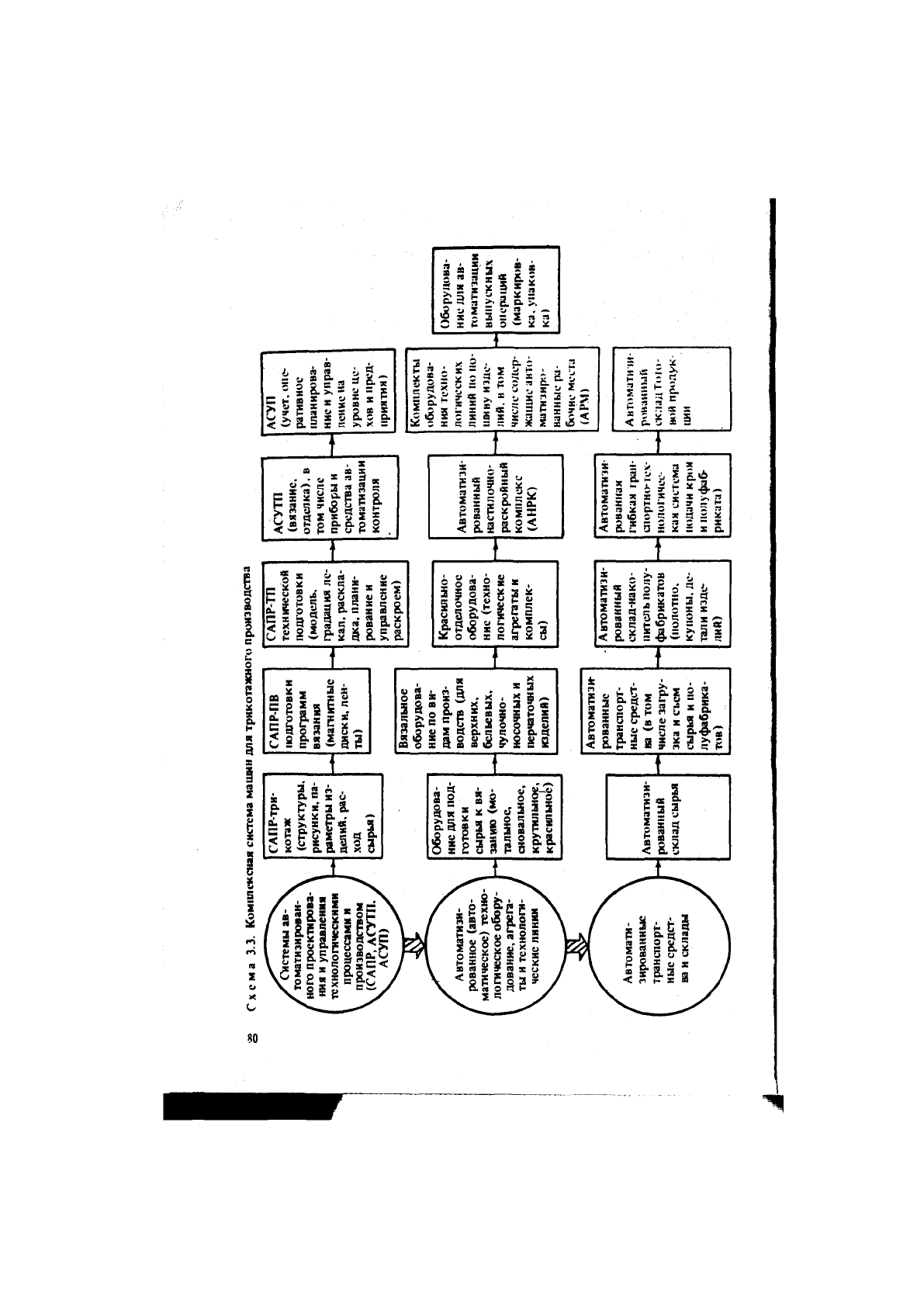
Поэтому, говоря о комплексной системе машин, необходимо
иметь в виду, что в ее состав (схема 3.3) входят не только основное
технологическое оборудование, но и подсистема автоматизированно-
го проектирования и управления процессом и производством, авто-
матизированные транспортные средства и склады, а также, вспомога-
тельное оборудование. Только комплексный подход к освоению та-
кой системы машин позволяет в перспективе реализовать задачи соз-
дания интегрированных автоматизированных производств по обес-
печению выпуска высококачественной продукции.
До настоящего времени в промышленности научной базой повы-
шения эффективности технологических процессов с применением
ручного труда остаются методы теории операций, согласно которым,
разбивая содержание работы на простейшие элементы, анализируют
эти элементы с точки зрения повышения эффективное^ (целесооб-
разных затрат времени). Затем, обучая рабочих приемам^ выполнения
этих операций, решают задачи повышения производительности труда.
Различные модели анализа затрат, в том числе микроэлементного
нормирования труда, времени и методов обучения, были разработа-
ны в Японии и широко используются во всех развитых странах. Внед-
рение этих моделей может быть эффективным только в системе уп-
равления качеством. На ежегодной мировой конференции по марке-
тингу и производству текстильной продукции (Италия, 1987) отмеча-
лось, что смещение целей качества на потребителя привело к сущест-
венному изменению стратегии управления производством по сравне-
нию с традиционным подходом. Каковы особенности этого измене-
ния?
* в промышленности установлено примерно 64 тыс.ед. трикотажного оборудования,
которое почти полностью не соответствует современному уровню.
** При общей численности на 1 января 1986 г. 396,6 тыс. человек численность инже-
нерно-технических работников и служащих составляла 51,9 тыс.