Цитович И.Г. Технологическое обеспечение качества и эффективности процессов вязания поперечновязанного трикотажа
Подождите немного. Документ загружается.

Для машин, где процесс вязания осуществляется без участия пла-
тин и натяжение кулируемой нити на порядок превышает усилие от-
тяжки, основной эффект влияния усилия оттяжки на ДНП следует от-
носить к изменению перетяжки нити. Такой подход позволяет рас-
сматривать процесс кулирования независимо от перемещения ста-
рых петель.
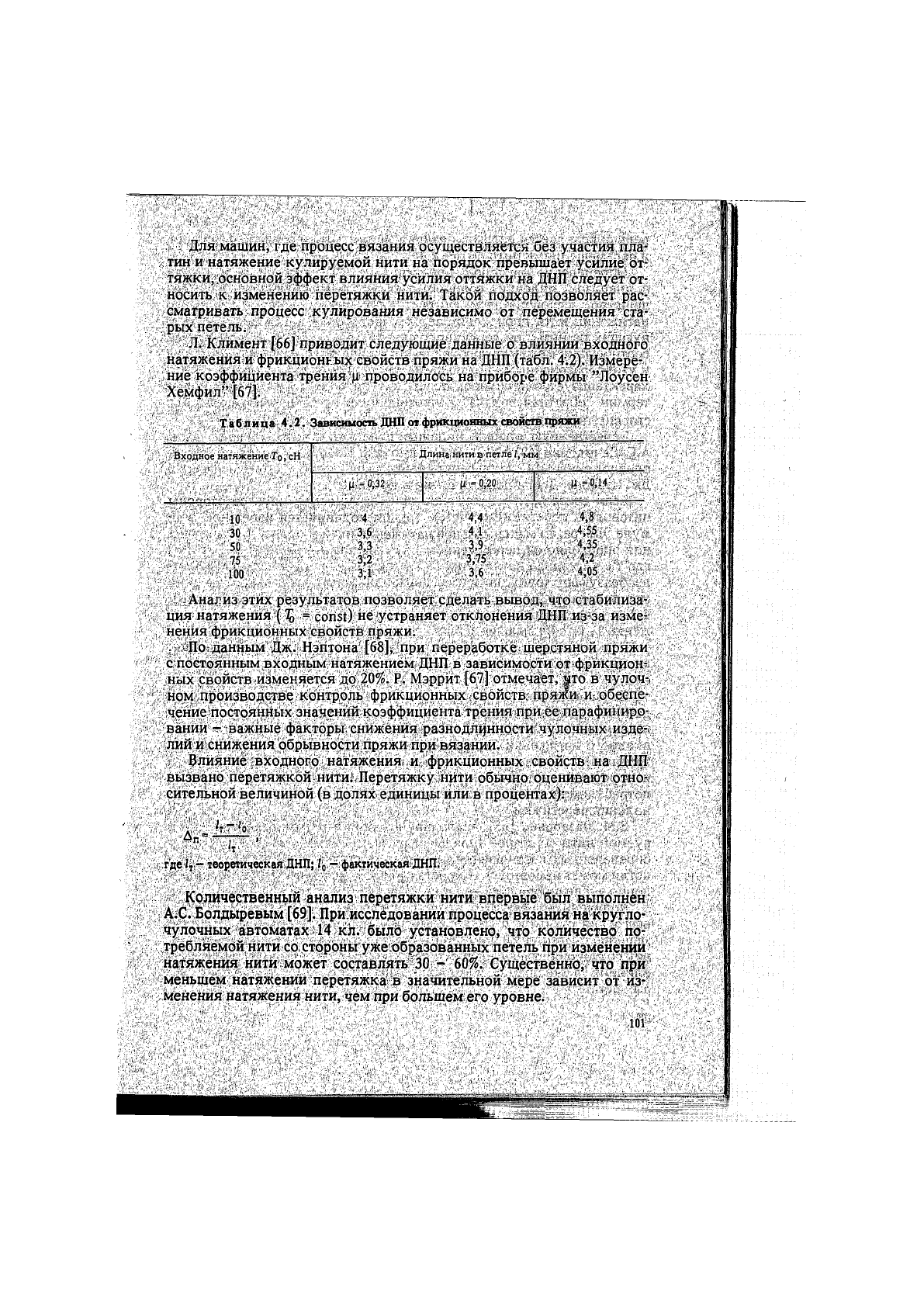
Л. Климент [66] приводит следующие данные о влиянии входного
натяжения и фрикционн ых свойств пряжи на ДНП (табл.
А\2).
Измере-
ние коэффициента трения ц проводилось на приборе фирмы "Лоусен
Хемфил" [67].
Таблица 4.2. Зависимость ДНП от фрикционвых свойпв пряжи
Входное натяжение Го, сН
' Длина нити в петле
1,
мм ' '
'(I =0,32
10
30 '
50 •
,75 ,
'100'
.3,6
3,3
3,2
3,1
4,4
4.1
'3,9
3,75
3,6
4,8
4,55
4,35
4,2
4,05
Анариз этих результатов позволяет сделать вывод, что стабилиза-
ция натяжения (% = const) не устраняет отклонения ДНП из-за изме-
нения фрикционных свойств пряжи.
•По данным Дж. Нэптона [68], при переработке шерстяной пряжи
с постоянным входным натяжением ДНП в зависимости от фрикцион-
ных свойств изменяется до 20%. Р. Мэррит [67] отмечает, ^то в чулоч-
ном производстве контроль фрикционных свойств пряжи и обеспе-
чение постоянных значений коэффициента трения при ее парафиниро-
вании ~ важные факторы снижения разнодлчнности чулочных изде-.
лий и снижения обрывности пряжи при вязании. ,
Влияние входного натяжения и фрикционных свойств на ДНП
вызвано перетяжкой нити.,Перетяжку нити обычно оценивают отно-
сительной величиной (в долях единицы или в процентах):
Дп =
'т-'о
где Ij - теоретическая ДНП; - фактическая ДНП.
Количественный анализ перетяжки нити впервые был выполнен
А.С. Болдыревым [69]. При исследовании процесса вязания на кругло-
чулочных автоматах 14 кл. было установлено, что количество по-
требляемой нити со стороны уже образованных петель при изменении
натяжения нити может составлять 30 - 60%. Существенно, что при
меньшем натяжении перетяжка в значительной мере зависит от из-
менения натяжения нити, чем при большем его уровне.
f
I
r
4'
; 'I
Й1
'
t'f
W
3B
зг
2B
И
IX ' п
у
b--ie
\5
ч
0 'f в 12 ts
гот^,сн
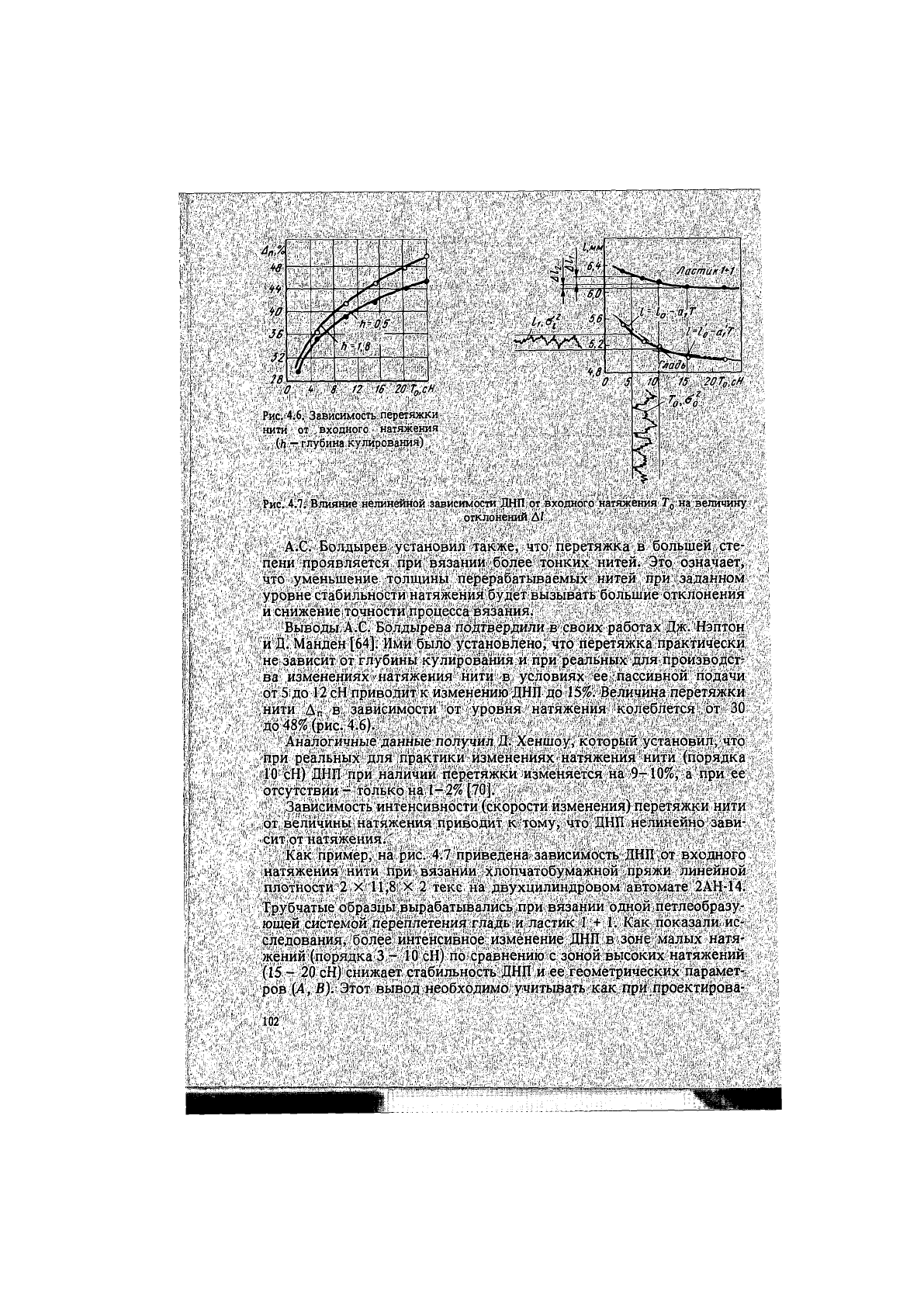
Рис. 4.6. Зависимость перетяжки
нити от входного натяжения
(h - глубина купирования)
Рис. 4.7. Влияние нелинейной зависимости ДНП от входного натяжения Г,, на величину
отклонений Д?
' А.С. Болдырев установил также, что перетяжка в большей сте-
пени проявляется при вязании более тонких нитей. Это означает,
что уменьшение толщины перерабатываемых нитей при заданном
уровне стабильности натяжения будет вызывать большие отклонения
и снижение точности .процесса вязания.
Выводы А.С. Болдырева подтвердили в своих работах Дж. Нэптон
и Д. Манден [64]. Ими было' установлено, что перетяжка практически
не зависит от глубины кулирования и при реальных для производст-
ва изменениях натяжения нити в условиях ее пассивной подачи
от 5 до 12 сН приводит к изменению ДНП до 15%. Величина перетяжки
нити Дп в зависимости от уровня натяжения 'колеблется от 30
до
48%
(рис. 4.6). /
Аналогичные данные получил Д. Хеншоу, который установил, что
при реальных для практики изменениях натяжения нити (порядка
10 сН) ДНП при наличии перетяжки изменяется на 9-10%, а при ее
отсутствии - только на I-
2%
[70].
Зависимость интенсивности (скорости изменения) перетяжки нити
от величины натяжения приводит к тому, .что ДНП нелинейно зави-
сит от натяжения.' ' '
Как пример, на рис. 4.7 приведена зависимость ДНП от входного
натяжения нити при вязании хлопчатобумажной пряжи линейной
плотности 2 X 11,8 X 2 текс на двухцилиндровом автомате 2АН-14.
Трубчатые образцы вырабатывались при вязании одной петлеобразу-
ющей системой переплетения гладь и ластик 1 + 1. Как показали ис-
следования, более интенсивное изменение ДНП в зоне малых натя-
жений (порядка 3-10 сН) по сравнению с зоной высоких натяжений
(15 - 20 сН) снижает стабильность ДНП и ее геометрических парамет-
ров {А, В). Этот вывод необходимо учитывать как при проектирова-
НИИ устройств, контролирующих натяжение нити, так и при выборе
режима подачи нити.
Из графика видно, что изменение натяжения от 5 до 10 сН приво-
дит к существенно большему изменению ДНП, чем при изменении
натяжения от 10 до 15 сН (AZi > Ah). На аналогичную картину об-
ратил внимание Ф.А. Моисеенко, анализируя причины структурной
неоднородности (поперечных полос) основовязаных полотен [71].
Экспериментальные зависимости ДНП от натяжения нити позво-
ляют количественно оценить стабильность ДНП по отклонениям на-
тяжения нити и его уровню. Для такой оценки можно принять сле-
дующую методику.
Аппроксимивуя зависимость I = I [Т) двумя прямыми, в интер-
валах для Г < 10 сН и Т > 10 сН получим соответственно (см.
рис. 4.7): / = /о - oiT и / = /о - о/Г, где ai и ш' - постоянные коэф-
фициенты, причем
01
> а{.
В соответствии с правилом переноса ошибок при линейном их пре-
образовании для дисперсии изменения натяжения нити дадим оцен-
ку погрешности ДНП:
при режиме вязания с натяжением менее 10 сН
of= (otoo)';
при режиме вязания с натяжением более 10 сН
о? =
К'
Оо)'
< of.
В общем случае дисперсия ДНП по известной' зависимости I =
= / (Г) и дисперсии входного натяжения о| может быть оценена по
формуле
Если перетягивание нити устранить, то изменение ДНП при откло-
нениях натяжения нити будет определяться только деформацион-
ными свойствами нити.
На перетягивание нити осущественное влияние оказывает геомет-
рия кулирного клина. Применение клиньев с площадкой выстоя для
игл на глубине кулирования при ширине площадки более двух
игольных шагов практически устраняет перетяжку Дп и стабилизи-
рует отклонение ДНП до 1-2% [70, 72]. Нелинейные траектории пере-~1
мещения игл при кулировании также уменьшают перетяжку нити_^
[63]. Однако кулирные клинья с площадками выстоя для игл на глу-
бине кулирования практически не нашли широкого применения
в промышленности*. Ряд авторов связывают это прежде всего с уве-
личением габаритов петлеобразующих систем и предполагаемым
ростом нагрузок на нить. Но исследованиями Д.Хеншоу [70] это не'
было подтверждено: нагрузки, воздействующие на нить, были мень-
* в последнее время появилась новая тенденция в конструирован™ клиш>ев с боль-
шой площадкой выстоя для игл на глубине кулирования.
ше у клиньев, имеющих площадку для выстоя игл на глубине ку-
лирования, чем у клиньев без нее. Объяснить это можно тем, что при
вязании без перетяжки нити глубина кулирования и степень защем-
ления' нити значительно' уменьшаются.
Произведем оценку изменения глубины кулирования из-за явле-
ния перетяжки нити. Глубина кулирования Ьк в первом прибли-
жении определяется соотношением
•
hK=o,sV7=^ . (4.5)
где! - ДНП; f и - игольный шаг.
Рациональное соотношение между линейной плотностью нити Тк и
длиной нити в петле / для промышленного трикотажа можно принять
равным
1 =
й,65/К. - (4-6)
-При этом линейной плотности нити Тк должен соответствовать
класс машины
Е:
, - -
т.
= =
16,484 ' (4.7)
^ t *
11
' J /
'Т
> f i
^ J
г
' Подставляя значение (4.7) в уравнение (4.6), получим
,; = 0,65yi6,48t„=2,64fM.
- (4.8)
'Глубина кулирования без учета перетяжки нити при подстановке
значения (4.8) в уравнение (4.5) будет
.,,!hK=0,sV(2,64(K)'-fSf
l,22tH.
' ' ; (4.9)
Если величина перетяжки нити в долях единицы равна Дп, то
расчетная ДНП должна быть
('.=
2,64t„(l
+
An),
а глубина кулирования
hK=0,5tHV[2,64(l
+
An)]'-l. (4.10)
Например, при вязании трикотажа на машине 10 кл. (^и = 2,54),
если, Дп = 0,4 (40%), глубина кулирования исходя из соотношений
„(4.10) и (4.6) будет
hk"
0,5 • 2,54 У [2,64(1
+0,4)]"-1 -
4.6
мм.
а
если,
отсутствует перетяжка нити, исходя из выражения (4.9)
'
/1к= 1,22- 2,54 = 3,1 мм.
.
>
. .
Таким образом, явление перетяжки приводит к необходимости
существенного увеличения глубины кулирования, что может быть
причиной роста воздействующих на нить нагрузок. Наиболее вероят-
Ж'
ная причина, по которой не применяют кулирные клинья с площад-
ками, заключаетсл в том, что отсутствие перетяжки не позволяет
провязывать без обрыва нить при^ наличии на ней узлов, когда ско-
рость подачи нити при кратковременном взаимодействии узла
с платиной,или иглой становится равной нулю.
A.С. Далидович отмечал, что кулирование нити с перетяжкой
(отдачей) применяют для уменьшения обрывов нити, что широко под-
тверждается экспериментально.
Кроме того, имеются конструктивные трудности в обеспечении со-
четания такой геометрии клина с замкнутостью пяточного канала и
регулированием глубины кулирования.
4AJ. ВХОДНОЕ НАТЯЖЕНИЕ НИТИ
Первопричина отклонений входного натяжения нити - изменение
условий сматывания нити с паковки. Необходимо отметить, что про-
цесс осевого сматывания нити с паковки является нестационарным,
может сопровождаться потерей устойчивости формы нити с образо-
ванием кратных баллонов. В структуре динамического натяжения
.всегда можно выделить периодическую составляющую из-за наличия
угловой скорости нити. Значительный вклад в теорию разматывания
нити внесли работы Н.А. Васильева; А.И. Макарова, А.П. Минакова,
П.П, Исакова, а также В.К. Кохэри и Д.В. Лифа [73,74].
Полученные различными авторами результаты по теории сматыва-
,ния нити направлены прежде всего на изыскание условий повыше-
ния скорости нити в процессах ее перематывания и кручения.
B.М. Лазаренко [75] установил, что характер изменения натяжения
разматываемой нити на вязальных машинах существенно отличает-
ся от условий перематывания пряжи на мотальных машинах. При-
чина этого заключается в том, что продольная скорость сматывания
нити с паковки на вязальных машинах обычно не превышает 5 м/с,
что в 3-5 раз ниже скорости нити на мотальных машинах. В этих
условиях натяжение нити определяется прежде всего не динами-
ческими составляющими, а составляющей сил трения при сходе раз-
матываемого витка нити с паковки.
При этом на натяжение сматываемой нити оказывает существен-
ное влияние, размер паковки. Так, для хлопчатобумажной пряжи ли-
нейной плотности 18,5 текс при скорости сматывания 2 м/с и высоте
баллона 0,3 м с изменением диаметра бобины от 192,6 до-58,3 мм
натяжение нити уменьшается от 4,7 до 2,2 сН.
По данным И.В. Салова и В.Н. Гарбарука [76], изменения натяже-
ния нити по мере сматывания ее с бобины имеют более сложную "за-
кономерность: уровень натяжения сначала падает, достигая мини-
мального значения, а затем вновь возрастает.
Зависимость натяжения нити при ее сматывании от составляющей
сил трения ПРИ сходе разматываемого витка с паковки приводит
~к тому, что на натяжение нити оказывают влияние расстояние ни-
'I
тенаправителя от бобины (высота баллона), а также точность установ-
ки нитенаправителя относительно ее оси.
Практика эксплуатации вязальных машин показывает, что ос-
новные проблемы, которые возникают при сматывании нити как
с цилиндрических, так и с конических паковок, приводят к чрез-
мерной рульгяттии натяжения нити и увеличению его уровня; они
связаны либо с недостаточной высотой расположения нитенаправи-
теля относительно бобины, либо с его смещением относительно оси
паковки. Поэтому при конструировании нитепроводящей системы
шпулярника вязальной, машины первостепенное значение необходи-
мо уделять выбору положения первого нитенаправителя, который
определяет высоту баллона нити при сматывании ее с паковки. Не-
обходимо учитывать, что с уменьшением высоты баллона Н сопро-
тивление сматыванию нити значительно возрастает и остается более
стабильным в случае, если высота баллона превышает 400-500 мм
[77].
Юднако обеспечение таких условий сматывания нити с бобины,
особенно на современных многосистемных машинах (с числом пет-
леобразующих систем
48,'
'60, 72 и более), а также при вязании с ре-
зервными бобинами' или в две нити, может приводить к неоправдан:
ному росту габаритов машины или шпулярников.
Анализ параметров намотки нити показывает, что при стандарт-
ном патроне с углом конуса 9° 15' минимальное расстояние паковки
от нитенаправителя должно быть не менее 530 мм [78]. Это расстоя-
ние мо'жет быть уменьшено при увеличении конусности патрона. При
> конусности 9°15' первые слгц намотки слабо удерживаются на по-
' верхности патрона. В прощ, - вязания (или перематывания пряжи)
это приводит к слету витков, часто является причиной обрывов нити,
вызывает дополнительные простои о'борудования и отходы сырья.
В случае применения резервных паковок нарушаются условия
непрерывности сматывания пряжи при переходе с одной паковки на
другую. Исходя из этих условий оптимальным считают использова-
ние патронов с углами конуса 5°57' и 3°40' [78].
Расположение нитенаправителя на оси паковки - обязательное
условие, обеспечивающее повышение равномерности натяжения нити
и устранение затяжек при взаимодействии сматываемого витка нити
с узлами и внешними пороками пряжи. При увеличении расстояния
паковки от нитенаправителя требования к точности его положения
на оси паковки уменьшаются. Необходимо учитывать, что точность
взаимного положения нитенаправителя и паковки зависит от уста-
новки как нитенаправителя, так и паковки. Практически в условиях
пассивной подачи нити высота баллона должна быть не менее 0,35 -
0,4м. ' ' . ' •
Периодичность процесса сматывания нити при опускании точки
схода нити по конусу намотки, сопровождающаяся изменением
длины нити, а следовательно, и массы баллонйрующей нити, измене-
ние натя^ния нитидланке отрыва ее от поверхности паковки и по-

ложения точек схода нити с паковки по мере разматывания нити -
все это приводит к тому, что натяжение при сматывании носит резко
выраженный динамический характер. Характерным является нали-
чие низкочастотных составляющих натяжения и значительного откло-
нения динамического натяжения от среднего уровня [78].
Существенное влияние на характеристики входного натяжения
нити оказывают условия движения нити по элементам нитепрово-
дящей системы.
На круглых и плоских поперечновязальных машинах паковка
с нитью устанавливается на определенном расстоянии от зоны петле-
образования. При этом геометрия заправки нити (заправочная линия)
неоднократно преломляется различивши элементами нитепроводя-
щей системы. Это необходимо для обеспечения следующих техноло-
гических и эксплуатационных функций:
обеспечение оптимальных условий сматывания нити с паков-
ки (основной и резервной), что требует размещения входного ните-
направителя на определенной высоте относительно бобины соосно ее
необходимость размещения на траектории движения нити уст
ройств для контроля нити и останова машины при ее сходе с паковки
и чрезмерном увеличении натяжения (затяжках) нити;
своевременный останов машины без срыва петель полотна, что
предопределяет необходимость создания определенного резерва
' нити от датчика до зоны петлеобразования. Этот резерв зависит от
скорости провязывания нити, времени срабатьшания датчиков конт-
роля нити и электрической цепи машины, а также от времени выбега
машины при ее останове;
контроль натяжения нити при входе ее в зону петлеобразования,
что приводит к необходимости установки различных устройств, ко-
торые должны обеспечить заданный уровень' натяжения нити;
вязание при реверсивном режиме работы машин (плосковязаль-
ных и чулочных автоматов), что ведет к необходимости установки на
пути движения нити нитеоттягивателей (компенсаторов), заправка
нити в которые сопровождается изгибом нити;
раздельное размещение шпулярника и вязальной части машины
с целью уменьшения трудоемкости обслуживания и разгрузки
станины многосистемных машин. Геометрия заправки нити в этом
случае усложняется: возрастают как углы обхвата нитью нитенапра-
вителей, так и длина заправочной линии.
Натяжение сматываемой с паковок нити чрезвычайно мало, чтобы
обеспечить работу устройств, контролирующих движение нити (дат-
чиков, компенсаторных устройств, устройств подачи нити); кроме
того, нестабильность натяжения при малом уровне, как следует из
рис. 4.8, может существенно влиять на структурную однородность
трикотажа *. Поэтому на вязальных машинах применяют различные
* в зоне малых нагрузок на нить также существенно влияние на ДНП ее деформа-
ционных свойств.
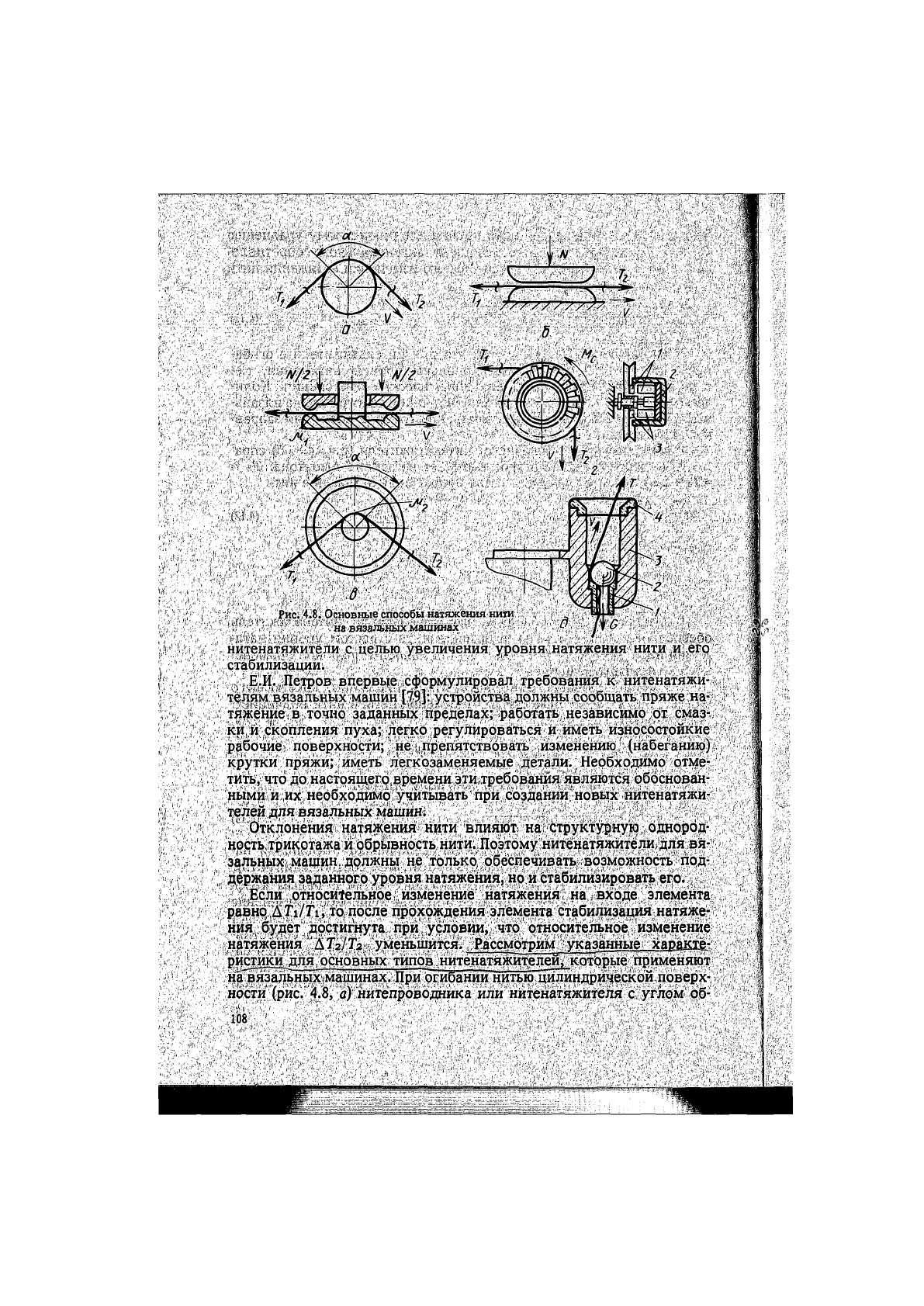
Рис. 4.8. Основные способы натяжения нити
' • " ' на вязальных машинах
I"'.''ii.'.'v ... '
•
' • f . •"! . -X-'O'^
нитенатяжители с целью увеличения уровня натяжения нити и его
стабилизации.
Е.И. Петров впервые сформулировал требования к нитенатяжи-
т^лям вязальных машин [79]; устройства должны сообщать пряже на-
тяжение в точно заданных пределах; работать независимо от смаз-
ки и скопления пуха; легко регулироваться и иметь износостойкие
рабочие поверхности; не .препятствовать изменению (набеганию)
крутки пряжи; иметь л'егкозаменяемые детали. Необходимо отме-
тить, что до настоящего,времени эти требования являются обоснован-
ными и их необходимо учитывать при создании новых нитенатяжи-
телей для вязальных машин.
Отклонения натяжения нити влияют на структурную однород-
ность трикотажа и обрывность нити. Поэтому нитенатяжители для вя-
зальных машин должны не только обеспечивать возможность под-
держания заданного уровня натяжения, но и стабилизировать его.
' Если относительное изменение натяжения на входе элемента
равно ATi/ri.To после прохождения элемента стабилизация натяже-
ния будет достигнута при условии, что относительное изменение
натяжения АТ2/Т2 уменьшится. Рассмотрим указанные xaoaKie-
ристшшдля основных типов нитенатяжителейд,_кото]^е применяют
на'вязальных машинах. При огибании нитью цилиндрической поверх-
ности (рис. 4.8, а) нигепроводника или нитенатяжителя с углом об-

хвата а натяжение ветвей нити подчиняется известному уравнению
Эйлера Га = Tieii", где ц - коэффициент тангенциального сопротивле-
ния движению нити. Для относительного изменения натяжения нити
справедливо
Т2 Тг
Ti
(4.11)
Из соотношения (4.11) следует, что для нитенатяжителя с огиба
нием нити отклонения пропорциональны уровню натяжения, т.е
с ростом натяжения растут его динамические отклонения. Коли
чество нитенатяжителей или нитепроводников такого типа на вязаль
ных машинах необходимо уменьшать, как говорят, спрямляя заправ
ку нити в машину.
Для тарельчатого (чашечного) нитенатяжителя (рис. 4.8, б) спра
ведливо соотношение, которое вытекает из закона Амонтона: Гг =
= Ti
+
2\iN. Из него следует, что для приращений натяжения нити
ДГа AT'i
-d-K), , (4.12)
Т2
где
К--
2цiV
Ti
+ 2(i.V
Из равенства (4.12) следует, что тарельчатый нитенатяжитель
обеспечивает стабилизацию натяжения нити с ростом уровня натя-
жения нити. В связи с этим он получил наиболее широкое примене-
ние на вязальных машинах.
Для комбинированного нитенатяжителя (рис. 4.8, в), сочетающего
в себе две рассмотренные схемы, натяжение ветвей нити подчиняет-
ся соотношению
Для приращений натяжения можно получить [80]
АТг ATi Tiel^»
(4.13)
Нитенатяжители этого типа также увеличивают отклонения на-
тяжения нити. Это можно установить при анализе соотношения (4.13).
При переработке на вязальных машинах нитей с малым коэф-
фициентом жесткости (типа спандекс) находят широкое применение
нитенатяжители с вращающимся диском (рис. 4.8, г). Нить получает
добавочное натяжение вследствие преодоления момента сопротив-
ления
ЛГс
вращению диска. Указанный момент обычно создается си-
лами взаимодействия полюсов двух пар (1 и 3) постоянных магнитов
(или электромагнитов). Изменение момента Мс достигается путем
изменения зазора между магнитами при вращении корпуса 2. Для
этого типа нитенатяжителей справедливо соотношение
где R - радиус диска, на котором расположена нигь.
Для приращений натяжения
ДГГ АГ, TI ' . (4 14J
Обычно MzlT\ » Ti. В этом случае, как следует из выражения
(4.14), достигается существенная стабилизация натяжения, что яв-
ляется важным при' подаче' в зону вязания зластомерных нитей.
Преимущество подобного нитенатяжителя заключается также в том,
что отсутствие проскальзывания нити относительно поверхности
диска не приводит к разрушению ее структуры и образованию пуха,
что характерно для всех типов нитенатяжителей.
При переработке текстурированных нитей ряд фирм широко при-
меняе* шариковые нитенатяжители. Конструкция такого устройства
Содержит трубчатый корпус 3 (рис. 4.8, д), в котором установлены два
износостойких нитенаправителя
1
и 4 и размещен шарик 2. В данном
случае добавочное натяжение, как и у нитенатяжителя с вращающим-
ся диском (см. рис. 4.8, г), создается благодаря моменту сопротивле-
ния вращению шарика и для приращений натяжения справедливо
уравнение (4.13). 'Момент сопротивления определяется весом шари-
ка G, коэффициентом трения при его вращении о поверхность ните-
направителя и размерами конструкции. Преимущество этого уст-
ройства - возможность получения постоянного приращения натяже-
ния нити без необходимости регулирования устройства (это позво-
ляет эффективно применять его на сновальных машинах). Данные
испытания шарикового нитенатяжителя показывают, что его приме-
нение вместо тарельчатого увеличивает средний уровень натяжения
(например, с 3-4 до 9,5 сН), однако снижает максимальные пиковые
значений на 30% [81], в результате чего количество дефектов умень-
шается в два раза. Из этого следует, что отклонение натяжения может
более существенно влиять на оирывность, чем уровень натяжения
(теоретически это будет обосновано в разделе 5.5.2).
Для уме]аьшения_отклонений натя»^ния нити применяют также
различйые-комн&нба-торьь.-реагирующие-на-Изменение входного или
выходного натяжения, которые стабилизируют натяжение.
В целой-анализ' конструкций применяемых нитенатяжителей и
компенсаторов показывает, что .принципы, на которых основана их
работд, не позволяют устранить неравномерность натяжения и умень-
шить уровень натяжения после прохождения нитью элементов ните-
проводящей системы. Фрикционный характер взаимодействия нити
с элементами нитепроводящей системы приводит к тому, что уровень