Chilingarian G.V. et al. Surface Operations in Petroleum Production, II
Подождите немного. Документ загружается.

425
gas) flotation cell unit (DAF), an induced air
(or
gas) flotation cell unit (IAF), plate
separators, precipitators, coalescers, chemical tanks, mixers, and chemical injection
pumps. One
or
more of these components may be combined.
Dissolved
air
flotation, which is an efficient component in many systems, is an
integral component in a wastewater treating system when the water contains
(1)
suspended solids,
(2)
entrained and immiscible oily waters, and/or
(3)
generally
organic
or
inorganic solid contaminants that can be made to float.
Chemical treatment often enhances the mechanical and physical processes. This
may include:
(1)
pH adjustment for emulsion breaking,
(2)
the addition of a
preflocculating agent for the formation of microgranulation, and/or
(3)
agglomerat-
ing chemicals (polyelectrolytes).
The polishing section is the part of the system that is designed to remove final
remaining traces of oil
or
solids from the water of the main treating section which
has low content of solids and oil (a few ppm). Often the injection water with less
than
1
ppm of suspended solids and oil is required in waterflooding. This phase of
treatment usually requires a bank of sand filters (pressure vessels) that are filled
with various types of sand media, in variable gradients. The downflow principle is
often utilized and commonly two filters are “on-stream”, while a third unit is “on
standby” (after the backwash cycle completion) ready to go on the line. These units
are usually automated through a programmer for all of the sequential operations.
The backwash mode might be initiated by a pressure differential sensing control
or,
as often is the case, a preset time function is programmed.
In some cases, a fourth phase of water treatment may include a water softening
plant operation to purify filtered water for reuse as feed water for steam generators.
(3)
Polishing section
Air
flotation
Air flotation is a process by which suspended solids, globules of oil and grease,
and other contaminating particles are separated from the wastewater and lifted to
the liquid surface by the buoyant force of minute air bubbles, to form a floating
agglomeration.
The two basic types
of
air flotation are:
(1)
induced air flotation and
(2)
dissolved air flotation.
(1)
In induced air flotation type, sometimes referred to as dispersed air flotation,
a dispersion of air (gas) is produced in water by means of a high mechanical shear,
using a propeller-like mechanism through an eductor chamber. The air (gas) is self
induced by a specially designed dispersing mechanism. A rotor forces the water
through the eductor-like tube disperser openings. Thus, a negative pressure
is
created in the air-filled eductor tube that pulls the air downward into the water,
resulting in an intimate mixing
of
the air with the water. Suspended solids and oil,
whch become attached to these finely disseminated air (gas) bubbles, are carried to
the top surface of the water and removed as floating material by a skimming
mechanism. Usually, there are four separate flotation compartments, in series, as
426
one integral unit. Each one
of
these flotation compartments has a rotor-disperser
system. The flow
of
water must pass through each compartment, in series, for
progressive and efficient removal of solids and oil into isolated collection boxes.
(2)
In the dissolved air flotation type, a multitude
of
small air microbubbles is
produced in the water to be treated. Air (gas) is dissolved in the water under a
pressure of three to four times the atmospheric pressure. There are two types of
dissolved air (gas) flotation systems: (a) Full-flow pressurization system introduces
air (gas) to be dissolved into
100%
of
the total (untreated) influent water. (b) A
partial pressurization system usually
is
designed to recycle (side stream out of the
unit) approximately
30%
of
the total inflow
of
water as
a
pressurized air-saturated
water, which is mixed (blended within the unit) with the incoming water by various
methods.
The fully pressurized dissolved air (gas) flotation system is often used for oilfield
water treatment, to remove entrained and suspended solid contaminants. The
system consists of a pressurizing pump, where a measurable amount of air (gas) is
injected into the suction side of the pump. The untreated water and air are
thoroughly mixed by the action of the pump impeller and the flow is routed into a
pressure retention tank (45 psig), which provides air-water contact time to achieve
saturation. The wastewater is then released through a back-pressure valve into the
suction side of the pump. The untreated water and air are thoroughly mixed by the
action of the pump impeller and the flow is routed into a pressure retention tank (45
psig), which provides air-water contact time to achieve saturation. The wastewater
is
then released through a back-pressure valve into the main flotation cell (back to
atmospheric pressure), where the microbubbles are released due to the reduced
pressure and adsorb to the suspended oil globules or solids. This reduces the
effective specific gravity
of
the oil globules and solid particles and causes them to
move upward, into a float pad, to be skimmed away.
Dissolved air (gas) flotation accelerates the gravity separation
of
oil globules, as
illustrated by Stokes’ law:
(11-1)
where:
V=
rate of rise or fall of the particle,
g
=
gravitational acceleration,
pf
=
density of the fluid,
pp
=
density of the particle,
d
=
diameter of the particle, and
p
=
viscosity
of
the fluid.
Two
of
the above variables that are affected by air (gas) flotation are particle
density and particle diameter.
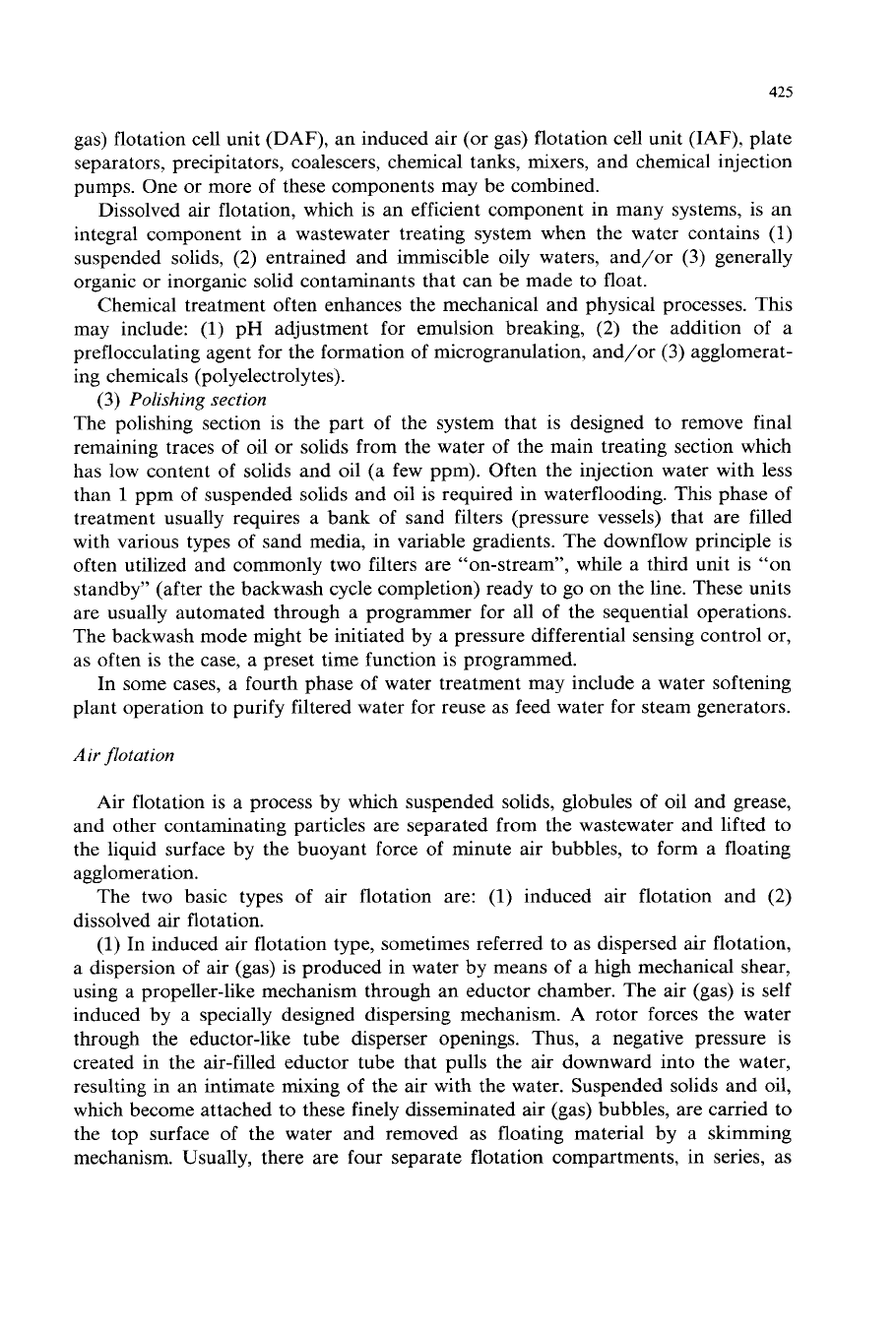
The relationship between the velocity
of
air bubbles rising in water and their size
is illustrated in Fig.
11-1.
The air (gas) bubbles,
60-90
pm in diameter, which normally carry a slight
anionic charge, collide with oil globules and suspended solid particles and become
attached to them by adhesion, adsorption, or entrapment. As a result of the
attachment of these fine bubbles, the effective specific weight of the resulting
agglomerates of particles and air decreases and their effective diameter increases.
427
I
20 30
4050
:
Bubble size,
microns
Fig.
11-1.
Relationship between the velocity
of
air bubbles rising in tap water and size of bubbles.
Velocity was calculated using Stokes' law. (After Vrablik, 1960, p.
743;
courtesy of Purdue Industrial
Waste Conference.)
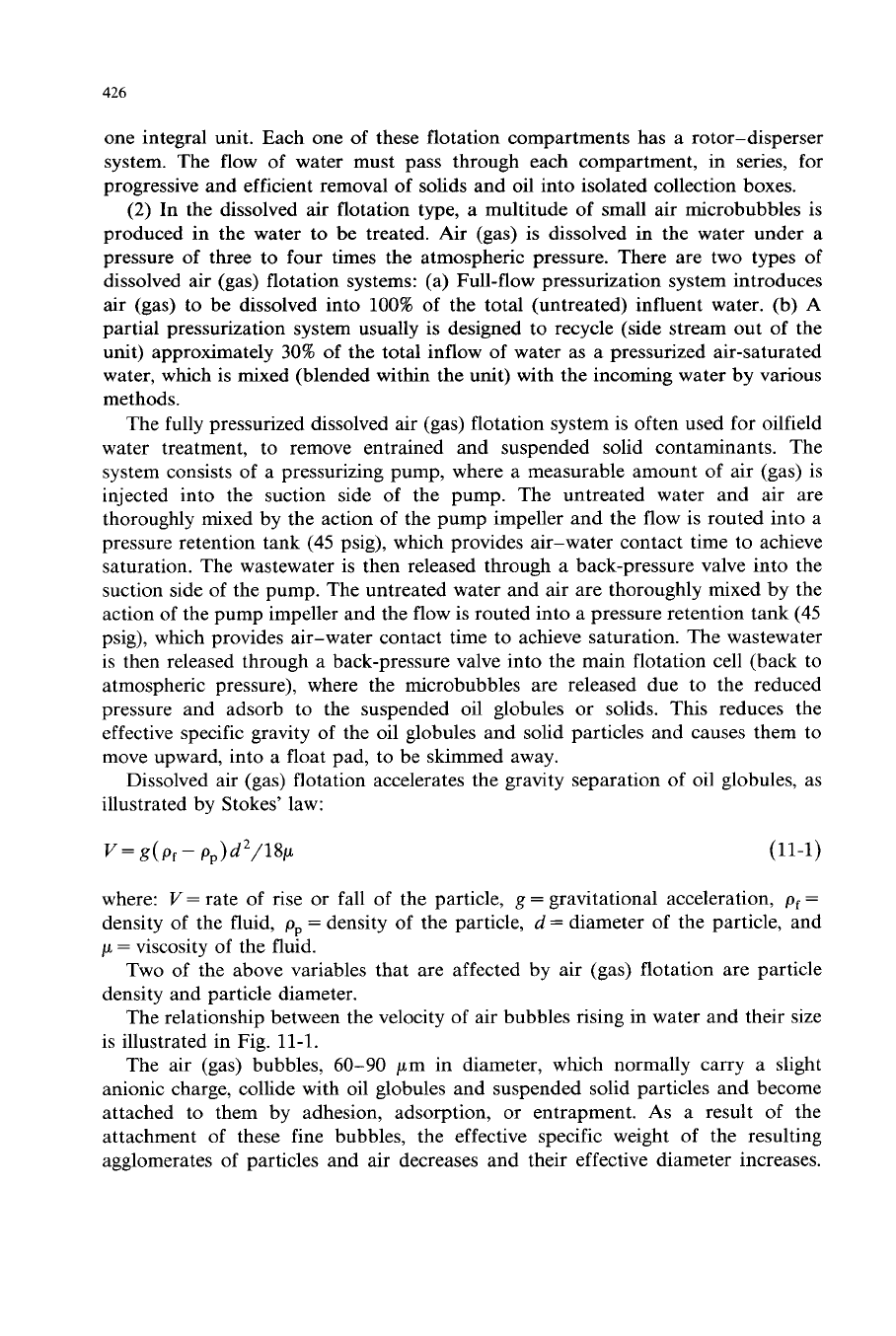
Fig.
11-2.
Relationship between the solubility of
air
in distilled water and temperature. (After
Handbook
of
Chemistry
and
Physics,
1956, 36th edition, p. 1609; courtesy of
CRC
Press.)
428
Inasmuch as the specific gravity of these agglomerates (particles and air) is less than
that of water, they rise to the surface to form a float pat. The latter is continuously
removed by rotating skimmer blades. The relationship between the solubility of air
and the temperature of water is shown in Fig. 11-2.
I’rtripitation of
the
gas
on
the
solid
or
liqriid 1iti:isc
Solid
particle
or
oil
globule
Collision
of
rising
gas
bubble
and
suspended
phase
4
Contxct
angle
Rising
air tjribble
Gas
1~iit)I)le
has
grown
as
pressure
is
released
l’loc
structure
ririrlci
fol1ll:l
t
1011
Rising
gas
hnbble
Gas
bubtiles :ire
trn
pljcd wit
ti
in
the
floc
or
in
siirf:ire irregularities
Gas bubble
(c)
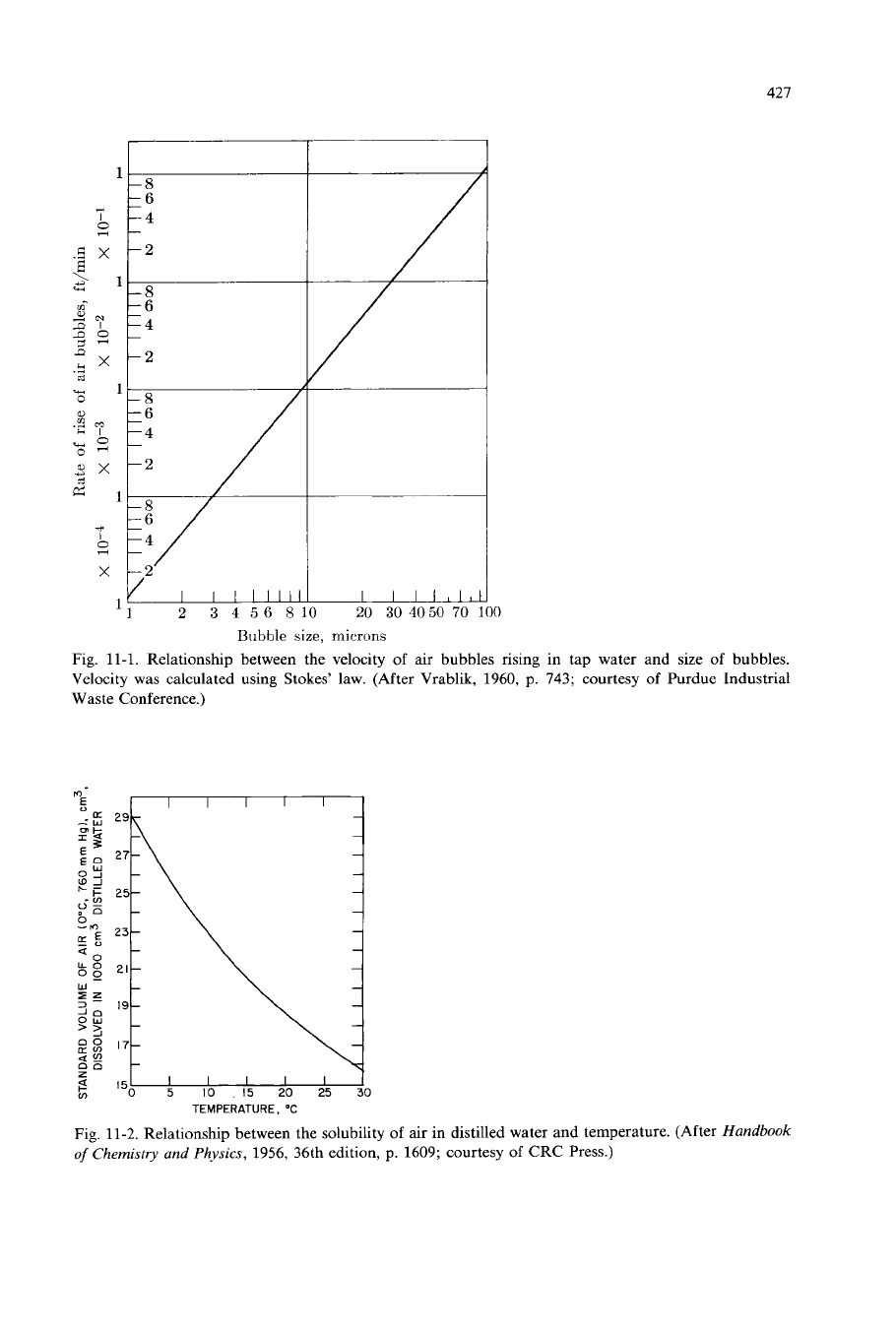
Fig.
11-3. Three processes of minute air bubble attachment on suspended phase in dissolved air flotation.
(a) Adhesion of
a
gas bubble to
a
suspended liquid or solid phase. (b) The trapping of gas bubbles in
a
floc structure as the
gas
bubbles rise. (c) The absorption and adsorption of
gas
bubbles in a floc structure
as
the floc structure is formed. (After Vrablik,
1960,
p. 743; modified from illustration of Nemerow, 1963,
p.
82,
courtesy
of
Addison-Wesley Publishing Company, Inc.)
429
According to Vrablik
(1960),
who made extensive studies on the action of gas
bubbles in air flotation, there are three processes involved:
(1)
adhesion of a gas
bubble to a suspended liquid or solid phase, and
(2)
trapping of gas bubbles in a
floc structure as the gas bubbles rise, and absorption and adsorption of gas bubbles
in a floc structure as the floc structure is formed. These three processes are
illustrated in Fig.
11-3.
Operation
of
a flotation system
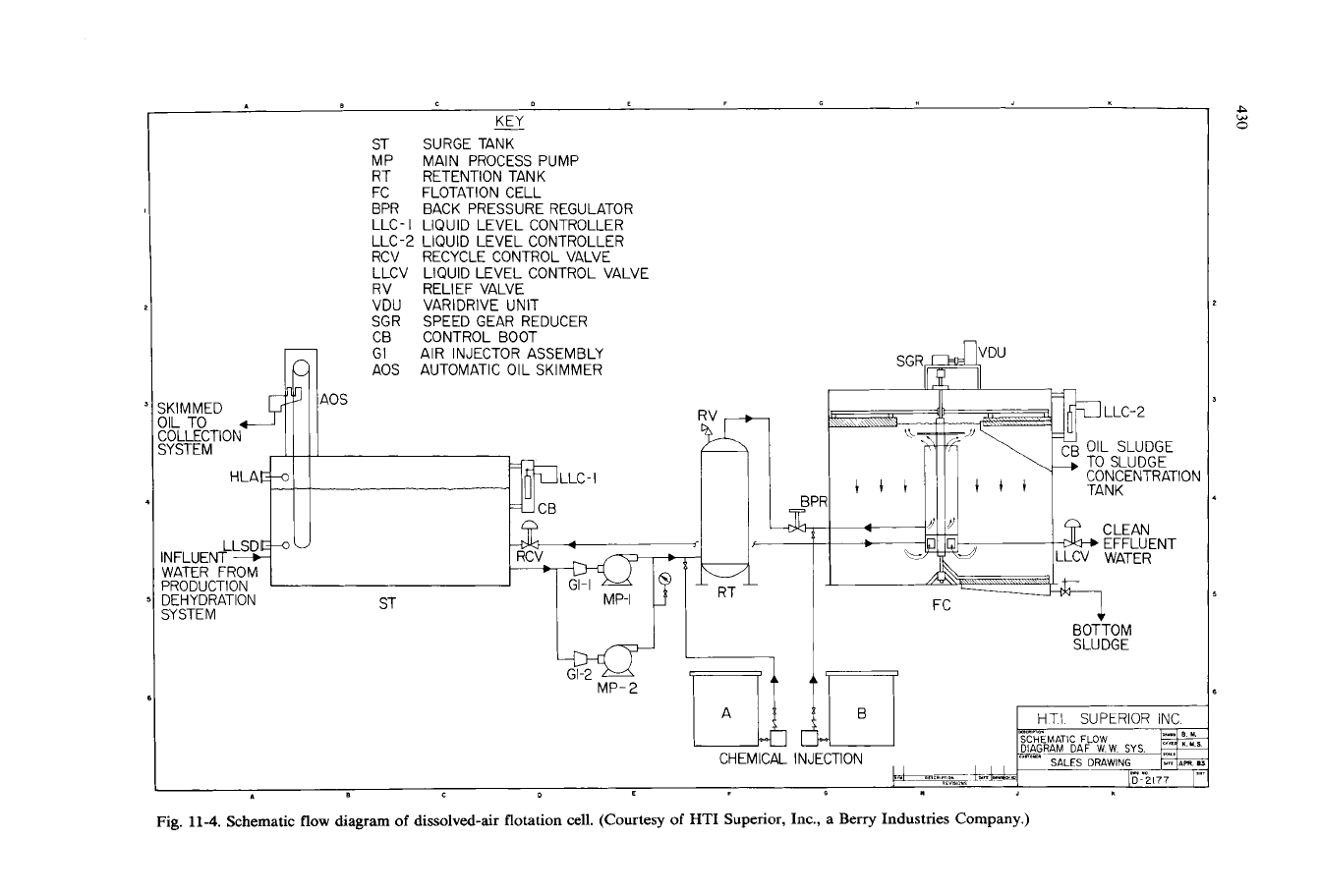
A typical full pressurization-dissolved air flotation cell operation is illustrated in
Fig.
11-4.
Influent wastewater, with entrained oil particles and suspended solids,
enters the surgetank from the dehydration system (heater treater or washtank) and
other subnatant water returns (e.g., pits and sumps).
In addition to being utilized as a surge control tank (variable in-flow) surgetank
is used to remove any free floating oil that can readily be skimmed from the surface.
The automatic oil skimmer (AOS) operation is discussed later.
The main process charge pump (constant flow rate) takes suction from the
surgetank to charge the flotation cell with pressurized air (gas) injected flow. A
liquid level controller maintains the liquid level within the surgetank by throttling a
recycle control valve (diaphragm operated), to control the flow from the flotation
cell recycle flowline. By using this recycle method, ongoing flow balance is main-
tained, because produced water flow is variable and the system can handle from as
low as
20%
up to
100%
of the maximum design flow.
Full-stream pressure mixing begins at the suction side
of
the main process charge
pump, in order to
mix
and drive the proper amount of air or gas into solution.
Approximate amount of air or gas necessary to inject is
3%
of the total pump flow
volume, or
2
scf/min for a
500-GPM
pump flow.
The air-gas injection assembly, which prepares the gas for proper mixing,
consists of two ejectors and a rotameter (for the measurement of the flow rate).
The discharge flow from the process charge pump, after proper dispersion of gas,
enters the retention tank where the bubbles are collapsed under three to four
atmospheres
of
pressure and are driven into true solution. The back-pressure
regulator maintains the desired operating pressure.
The gas-saturated solution, with gas bubbles approaching
90
pm in size, is then
released through the back-pressure regulator into the center coagulation tube
of
the
cylindrical flotation cell (atmospheric conditions). Quiescent flotation occurs on the
top surface, which produces an oil-tight floc that is removed by a top double-bladed
skimming arm. This arm skims the floc up onto a ramp, into the oil sludge box, to
flow into a sludge tank for further concentration of the sludge. The double-bladed
skimming arm within a cylindrical tank flotation cell offers the most efficient means
to remove the flocculated material at the surface, because of the direct immersion
contact of the skimming blades in almost all of the top surface.
The type and characteristics of the oil floc sometimes varies with the type of
chemical treatment upstream of the unit. The same drive shaft also rotates a bottom
ST SURGE TANK
MP MAIN PROCESS PUMP
RT RETENTION TANK
FC FLOTATION CELL
BPR BACK PRESSURE REGULATOR
LLC-
I
LIQUID LEVEL CONTROLLER
VDU VARlDRlVE UNIT
SGR SPEED GEAR REDUCER
CB CONTROL BOOT
GI AIR INJECTOR ASSEMBLY
AOS AUTOMATIC OIL SKIMMER
PRODUCTION
5
DEHYDRATION
SYSTEM
ST
HTI
SUPERIOR
INC
-
.o
CHEMICAL INJECTION
0-2177
c
0
E
P
w
0
Fig.
11-4.
Schematic
flow
diagram
of
dissolved-air
flotation
cell. (Courtesy
of
HTI
Superior,
Inc.,
a
Berry Industries Company.)
43
1
grit scraper arm for the separate removal of settleable solids from the grit collecting
box at the bottom of the flotation cell.
In order for the clean water to reach the effluent outlet nozzle, the flow is
directed to the special baffled collection section of the coagulation tube bottom. An
outside boot with a Fisher liquid level controller actuates a level control valve to
maintain the flotation cell water level approximately one inch below the top
of
the
oil sludge box. The clean water effluent discharge, controlled as above, then flows to
the receiving line system
or
a filtration plant for further polishing treatment.
Basic chemical is usually injected downstream of the charge pump and the
secondary polyelectrolyte chemical is injected at the flotation cell inlet nozzle.
Ancillary equipment
The sludgetank is utilized for the collection and further concentration of the
oil
sludge from the flotation cell. The sludgetank is designed for vacuum truck
haul-away and disposal.
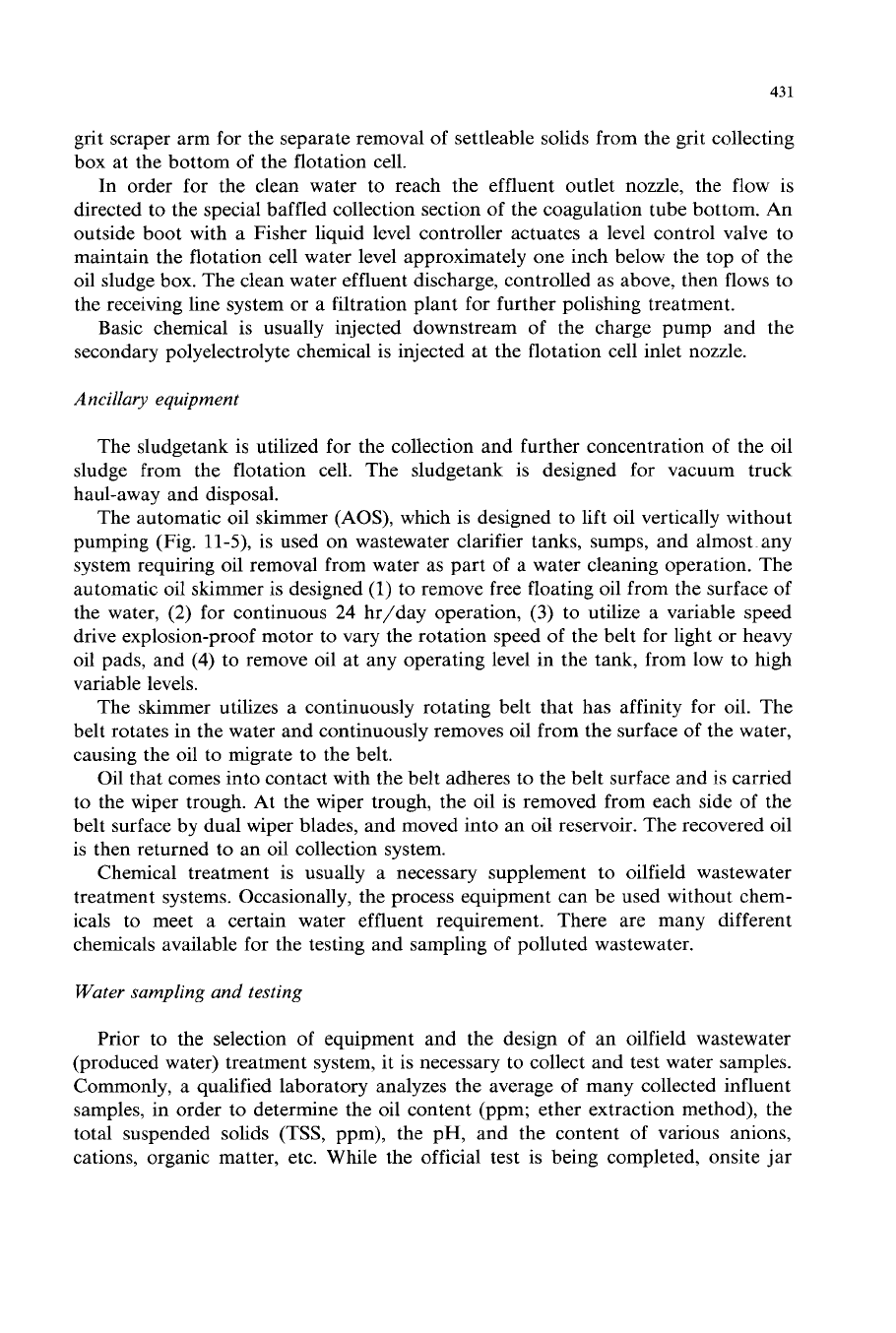
The automatic oil skimmer (AOS), which is designed to lift oil vertically without
pumping (Fig.
11-5),
is used on wastewater clarifier tanks, sumps, and almost any
system requiring oil removal from water as part of a water cleaning operation. The
automatic oil skimmer is designed
(1)
to remove free floating oil from the surface of
the water, (2) for continuous 24 hr/day operation,
(3)
to utilize a variable speed
drive explosion-proof motor to vary the rotation speed of the belt for light or heavy
oil pads, and (4) to remove oil at any operating level in the tank, from low to hgh
variable levels.
The skimmer utilizes a continuously rotating belt that has affinity for oil. The
belt rotates in the water and continuously removes oil from the surface of the water,
causing the oil to migrate to the belt.
Oil that comes into contact with the belt adheres to the belt surface and is carried
to the wiper trough. At the wiper trough, the oil is removed from each side of the
belt surface by dual wiper blades, and moved into an oil reservoir. The recovered oil
is then returned to an oil collection system.
Chemical treatment is usually a necessary supplement to oilfield wastewater
treatment systems. Occasionally, the process equipment can be used without chem-
icals to meet a certain water effluent requirement.
There are many different
chemicals available for the testing and sampling of polluted wastewater.
Water sampling and testing
Prior to the selection
of
equipment and the design of an oilfield wastewater
(produced water) treatment system, it is necessary to collect and test water samples.
Commonly, a qualified laboratory analyzes the average of many collected influent
samples, in order to determine the oil content (ppm; ether extraction method), the
total suspended solids (TSS, ppm), the pH, and the content of various anions,
cations, organic matter, etc. While the official test is being completed, onsite jar
-CLEATED ROTARY BELT DRUM
VARIABLE SPEED DRIVE MOTOR
~
-
(EXPLOSION PROOF)
SKIMMED OIL OUTLET
----
HTI SUPERIOR
I I
""
I
I
_.I.
..
.."I
~~,
-.--
-~
VAPOR TIGHT
9
SKIMMER HOUSING
,- SPECIAL
SKIMMING BELT (AFFINITY
FOR OIL) VARIABLE LENGTH TO
ACCOMMODATE ANY LIQUID LEVEL
Fig.
11-5.
Schematic diagram
of
an automatic
oil
skimmer. (Courtesy
of
HTI Superior, Inc:, a Berry Industries Company.)
433
testing of the influent water samples is conducted utilizing various flocculants and
polymers. This produces valuable information for the design of the total chemical
treatment system.
Jar testing is accomplished by dividing a representative sample of the water to be
treated into a dozen or more one-liter or two-liter jars. Individual flocculants and
polyelectrolytes are tested in numbered or otherwise identified test jars, first with
singular chemical doses followed by various combinations. In each step, after a
thorough shaking, the following information is recorded:
(1)
separation of contami-
nants (if any),
(2)
if separation occurs, is the reaction fast or slow,
(3)
does the
separation produce clear and bright clarified water or not,
(4)
do some particles still
remain dispersed after separation or not,
(5)
whether the agglomeration of contami-
nants sink to the bottom or float to the surface, and
(6)
if the floating matter is
produced as a result of chemical reaction, it is necessary to determine how long the
float pad will remain tight and stable: one hour after separation, one day, or several
days.
The dosage of the various flocculants and polyelectrolytes was not mentioned,
because the basic jar test procedure is known as “hot-shotting” the chemical. It is
an elimination process, whereby quantitative analysis of the various selected chem-
icals would follow (usually under finite control) in the laboratory and, sometimes,
completed in the field.
Over the past twenty-five years of treating oilfield and other industrial waste-
waters, the authors have observed that once a few good chemicals have been
selected from jar testing a particular water, seldom do they fail to produce equal or
better results in the full-scale operation of the process equipment. By utilizing
available standard syringes, preparing a
10%
solution of a chemical as manufac-
tured, and then diluting that same solution again
10
to
1,
a reasonable jobsite
analysis can be completed with one- or two-liter samples, to estimate the amount of
chemical in ppm (parts per million) necessary for injection. With this information,
an estimated range of the amount of chemical required per day (quarts or gallons)
for the total design flow, can be determined for each chemical. This is followed by a
cost comparison of one chemical with another. Subsequently trial
of
selected
chemicals is made upon “start-up” of the completed water treatment system,
followed by fine “tuning” to accomplish the required effluent quality.
CHEMICAL TREATMENT
As
stated previously, chemical treatment systems for oilfield waters are designed
to complement various wastewater treatment equipment systems for the removal of
oil globules, entrained oil contaminants, and oil-wet suspended solids. The effi-
ciency of chemical removal process depends on:
(1)
the concentration of suspended
oil,
(2)
the particle diameter,
(3)
charges on particles and degree of hydration, and
(4) contaminant ratios. The introduction of chemicals improves the efficiency of the
collisions between particles to enhance the aggregation.
434
SUSPENDED SOLIDS RANGE
COLLOIDAL CLAY
COLOR
VIRUS
EMULSIONS
BACTERIA
ALGAE
FLOC
ANGSTROMS
I
10
102
103
lo4 lo5
lo6
10’
MICRONS
10-410-3
107
10-1
I
10
102
103
MACROCOLLOIDAL
RANGE
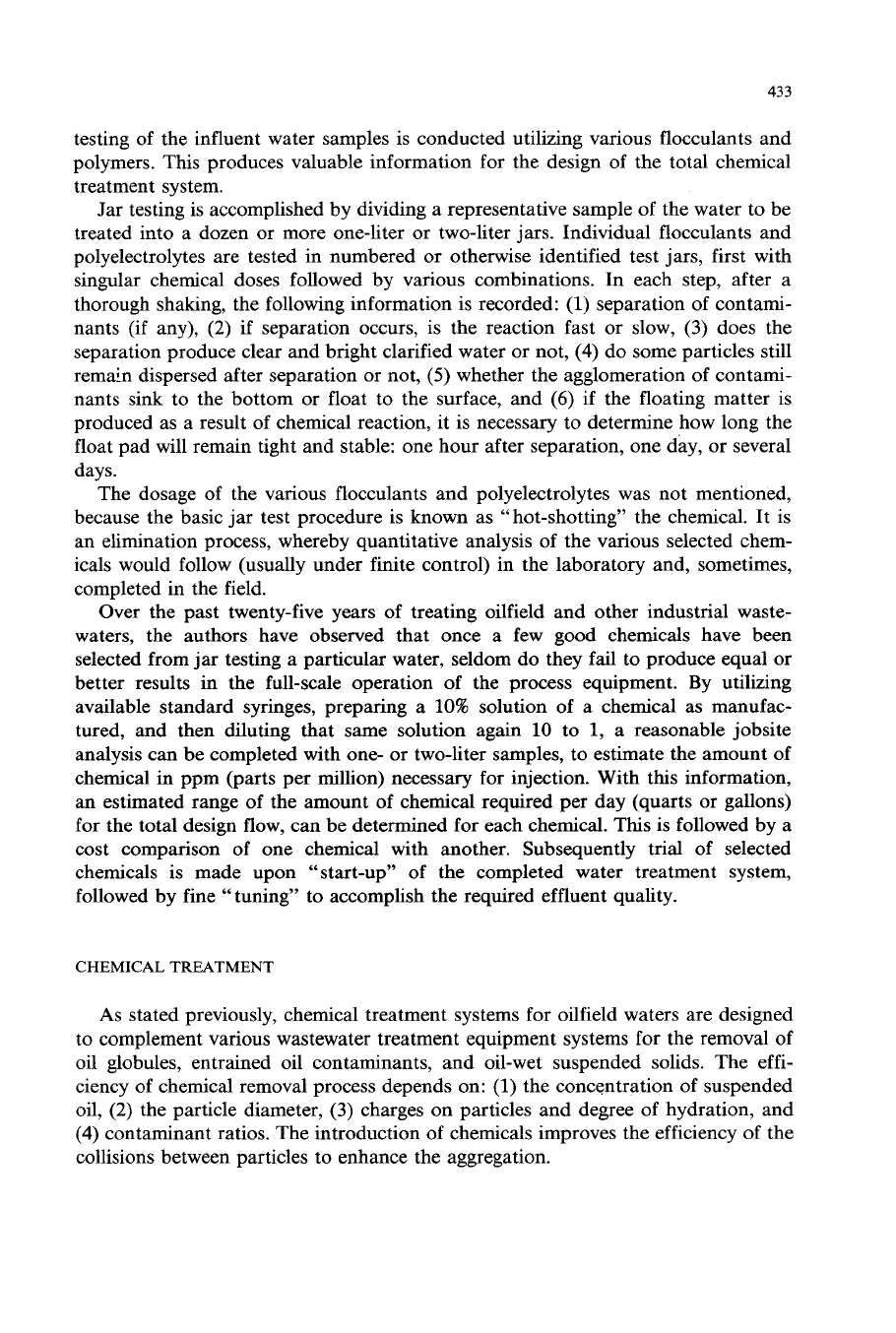
Fig.
11-6. Size ranges for various suspended solid materials. (After Reilly, 1972,
p.
89, fig.
2;
courtesy
of
Plant
Engineering.)
The concentration is a measure of the distance between the particles. Particle
diameters in the range of 25-75 pm, which are considered large, can readily be
removed by flotation systems, with minimal amount of chemical treatment. Very
fine suspended particles that do not settle or rise are classified within the colloidal
group.
They are sometimes more difficult to remove. Figure 11-6 illustrates a
suspended solids size range for various materials.
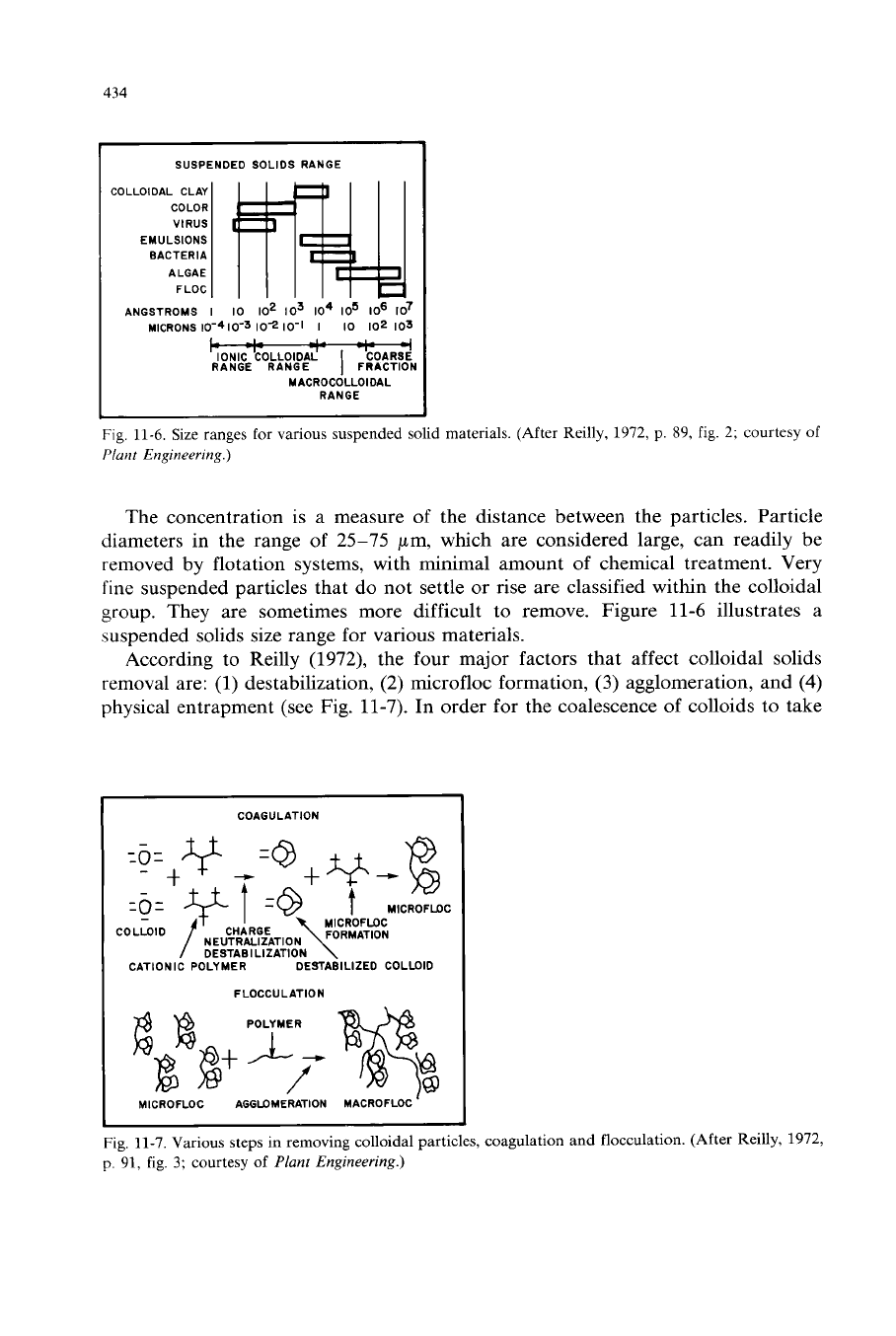
According to Reilly (1972), the four major factors that affect colloidal solids
removal are: (1) destabilization, (2) microfloc formation,
(3)
agglomeration, and
(4)
physical entrapment (see Fig. 11-7). In order for the coalescence
of
colloids to take
COAGULATION
I
+
-t
zo=
f-c
=@
t
MICROFDC
MICROFWC
CHARGE
NEUTRALIZATION
DESTABI LlZATlON
COLLOID
CATIONIC POLYMER DESTABILIZED COLLOID
FLOCCULATION
Fig. 11-7. Various steps in removing colloidal particles, coagulation and flocculation. (After Reilly, 1972,
p.
91,
fig.
3;
courtesy
of
PIunr Engineering.)