Черепашков А.А., Носов Н.В. Компьютерные технологии, моделирование и автоматизированные системы в машиностроении
Подождите немного. Документ загружается.

Приложение 9
Инструмент: комбинированный расточной резец D = 18 мм.
Режимы: V= 225 м/мин; SMHH = 800 мм/мин; п = 3980 об/мин;
Тмаш. = 0,22 мин.
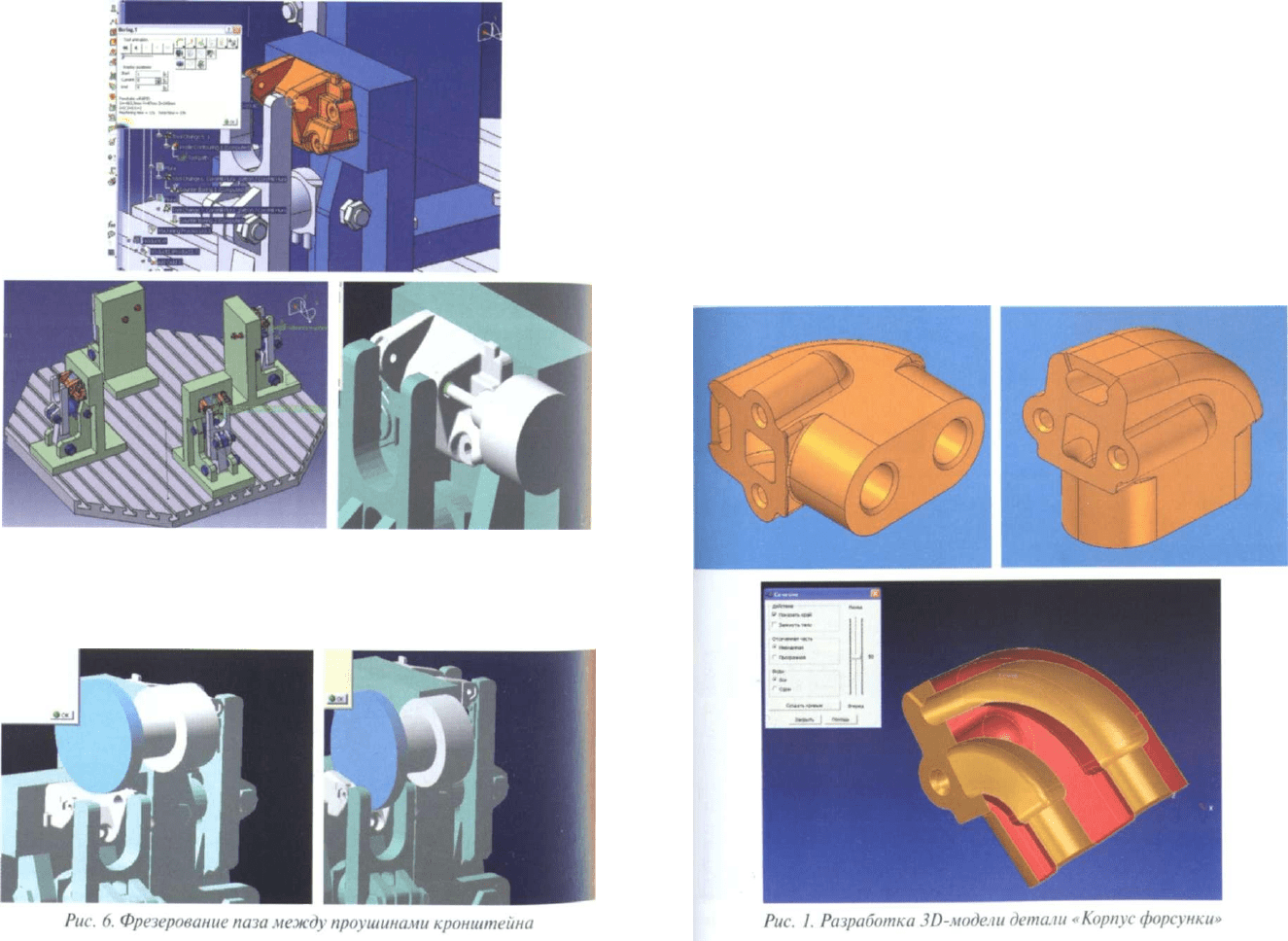
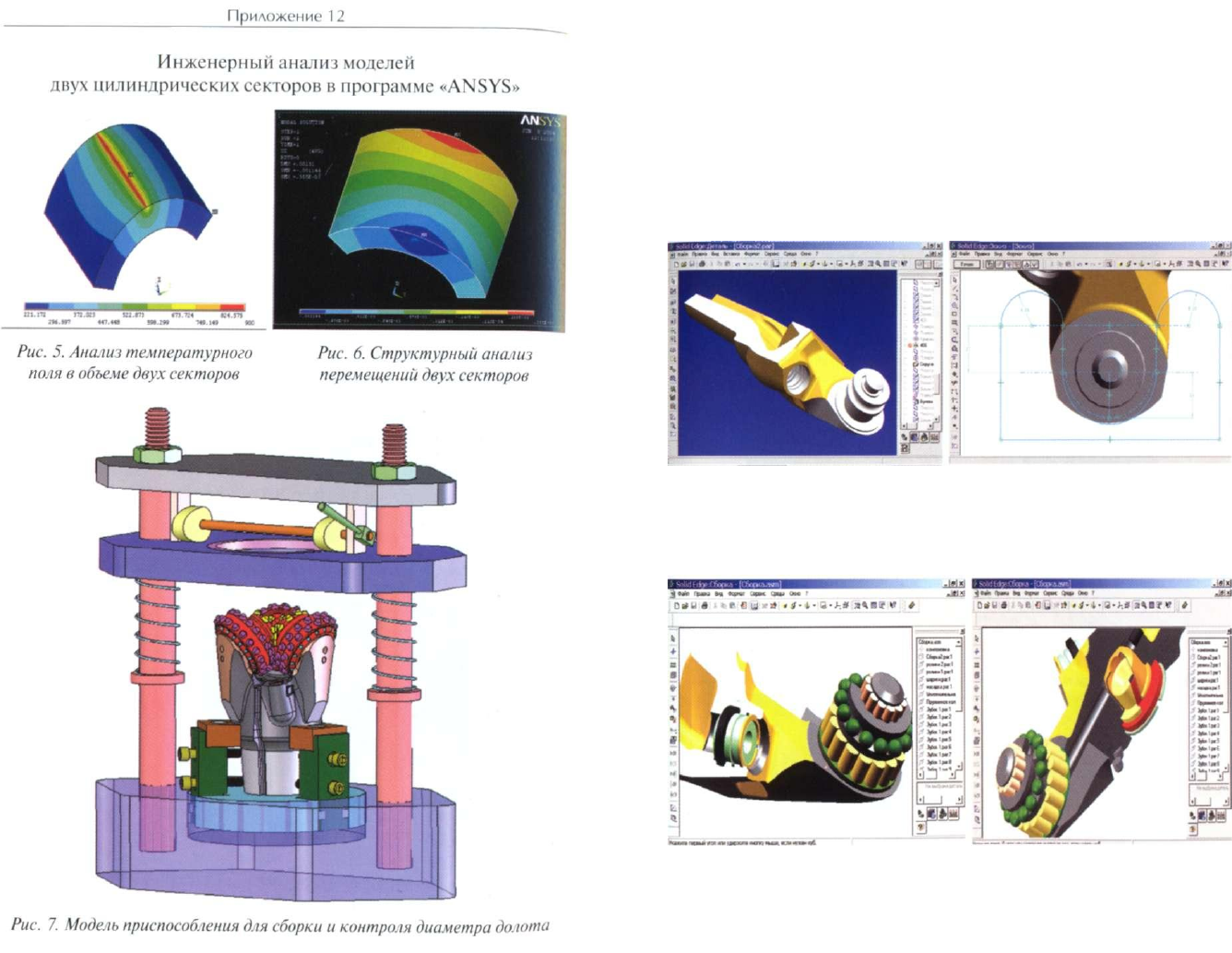
Рис. 5. Растачивание отверстия крепления генератора к кронштейну
ПРИЛОЖЕНИЕ 10
Практическая реализация технологии получения
методом литья по газифицируемым моделям
заготовок с использованием CAD/CAE/CAM-систем
(на примере изготовления отливки детали
«Корпус форсунки»)
Разработал: ст. Алексеев В. И.
Руководитель: доц. Кургузое Ю.И.
Построение моделей в программе «Power Shape»
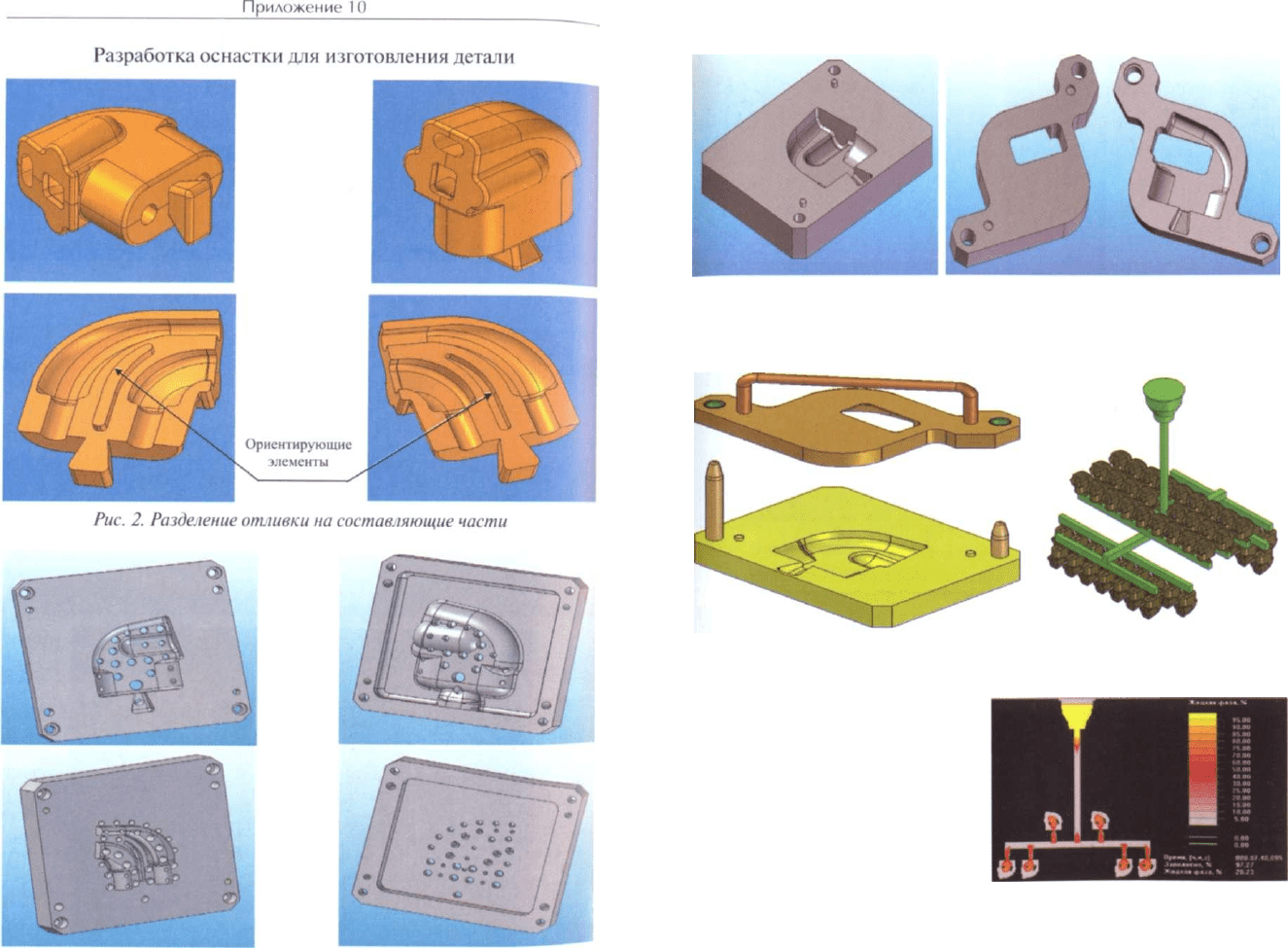
Рис. 3. Проектировние матрицы и пуансона для изготовления пеномодели
Приложение 1 О
а О
Рис. 4. Элементы приспособления для сборки 2-х частей пеномодели:
а — нижний ложемент; б — верхний ложемент отливки
Рис. 5. Модель стапеля для
склейки половин пеномодели
Рис. 6. Моделирование
литейного кластера
Рис. 7. Моделирование процесса
заливки металла в «L VM Flow»
Время с начала заливки 14,022 с,
заполнено 99,99%. Заливка завершена
Рис. 8. Кристаллизация кластера.
Жидкая фаза 20,23%. Время от
начала заливки металла 7мин 40 с
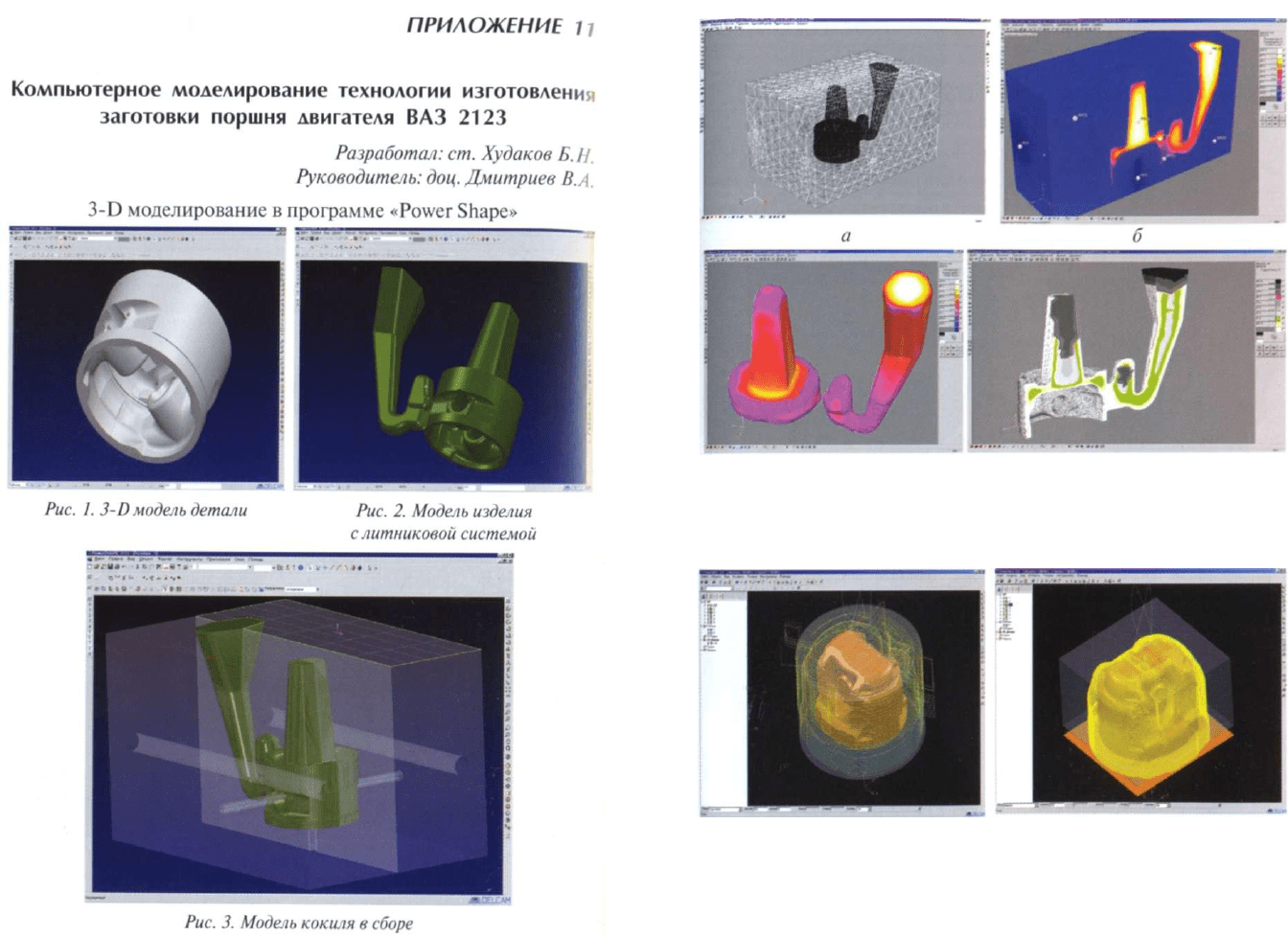
Приложение 11
в г
Рис. 4. Расчёт отливки в программе «ПОЛИГОН»:
а — конечноэлементная модель;
б, в — анализ температурных полей; г — анализ кристаллизации отливки
б
Рис. 5. Моделирование фрезерной обработки на станке с ЧПУ
формообразующих поверхностей кокиля в программе «Power Mill»:
а — черновое фрезерование концевой фрезой d = 25 мм;
б — чистовое фрезерование концевой шаровой фрезой d = 6 мм
ПРИЛОЖЕНИЕ 12
Технологическое обеспечение качества процесса
сборки пол сварку секций бурового долота
Разработал: ст. Рогожников А.Н
Руководитель: проф. Рыльцев И. К.
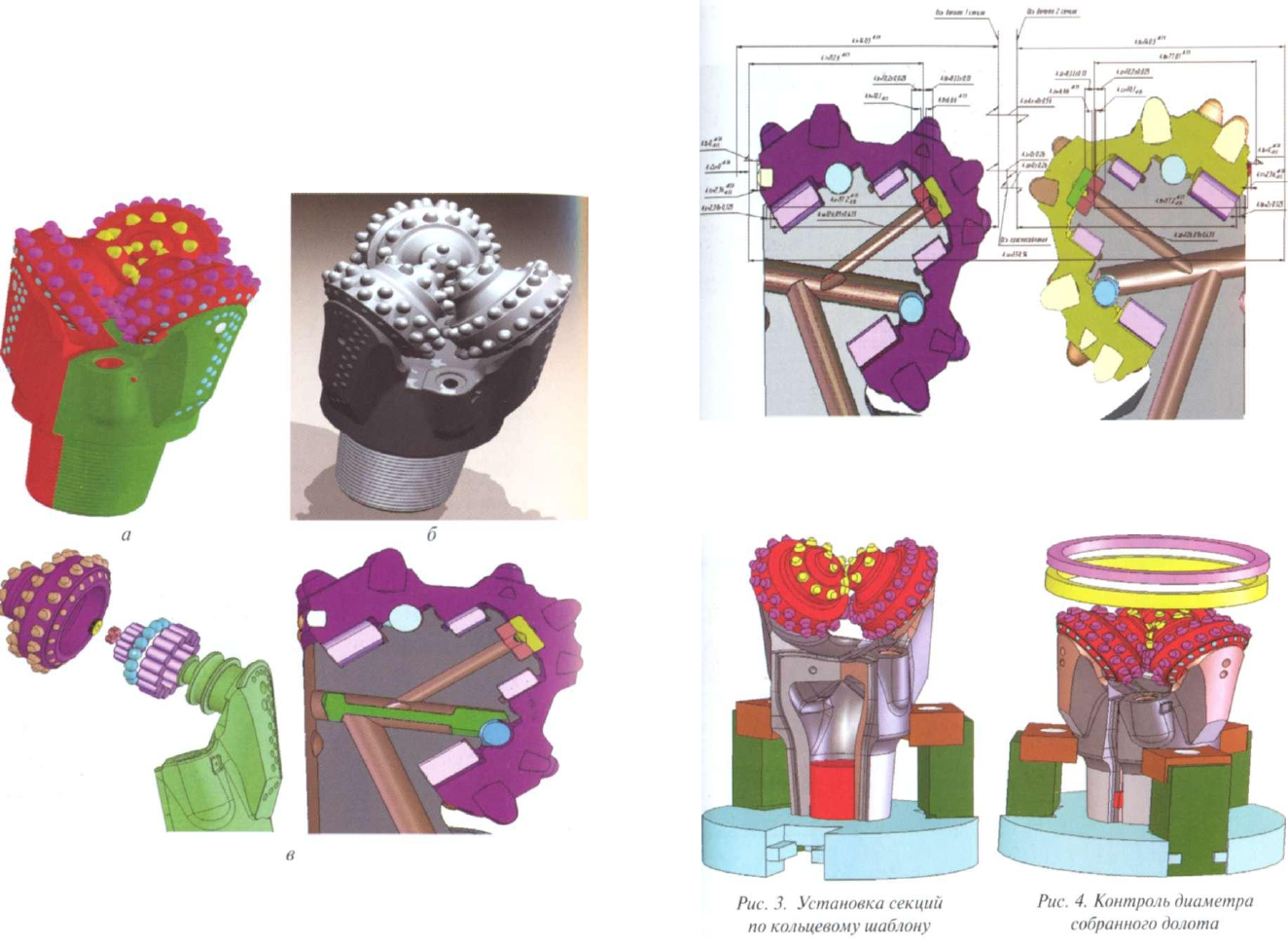
Рис 1. ЗО-модели в программе «Solid Works»:
а — модель сборки долота бурового трехшарошечного;
б — вид с разнесенными частями; в — разрез собранной секции
Приложение 1 2
Рис. 2. Размерный анализ сборки двух секций
по методу полной взаимозаменяемости
Сборка долота под сварку по методу пригонки
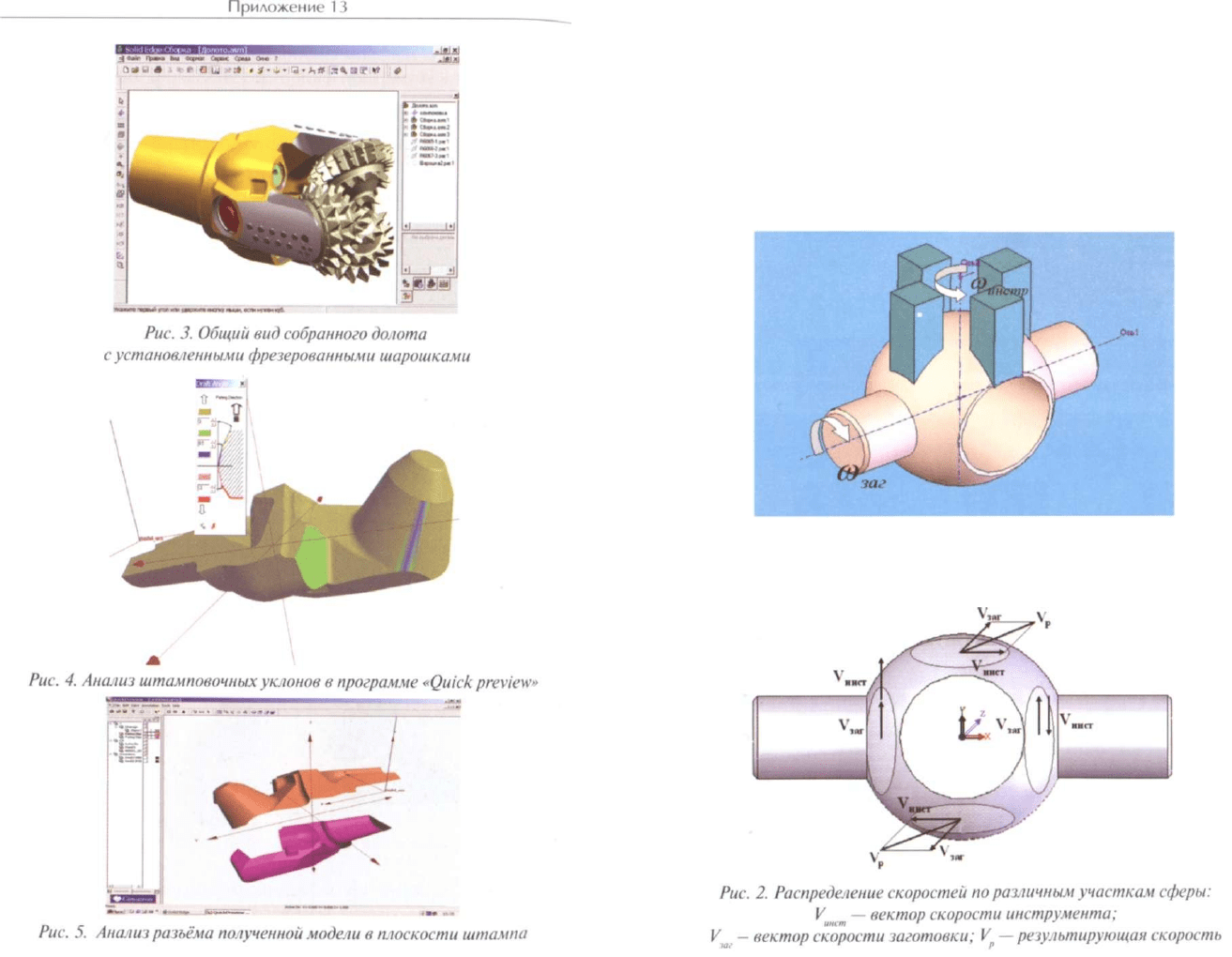
ПРИЛОЖЕНИЕ 13
Сквозное проектирование технологии изготовления
шталлповой оснастки для производства буровых долот
Разработал: ст. Салтыков Е.А.
Руководитель: доц. Дмитриев В.А.
а б
Рис. 1. Моделирование деталей в среде «Solid Edge»:
а — предварительная ЗВ-модель лапы долота;
б — прорисовка изменений в конструкции лапы
(5
i°MC. 2 Моделирование сборки долота:
а, б — стадии проверки собираемости лапы
с деталями долота
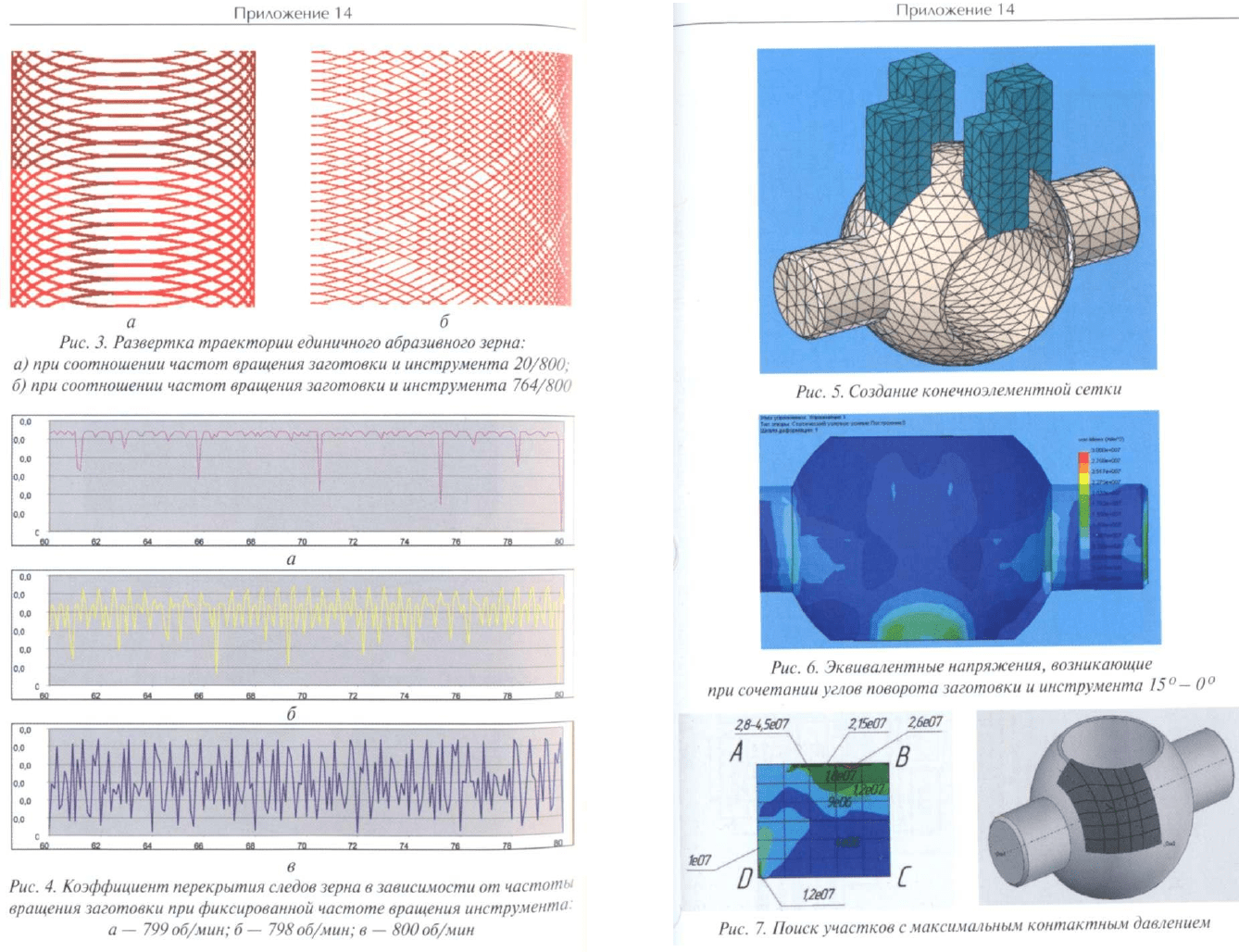
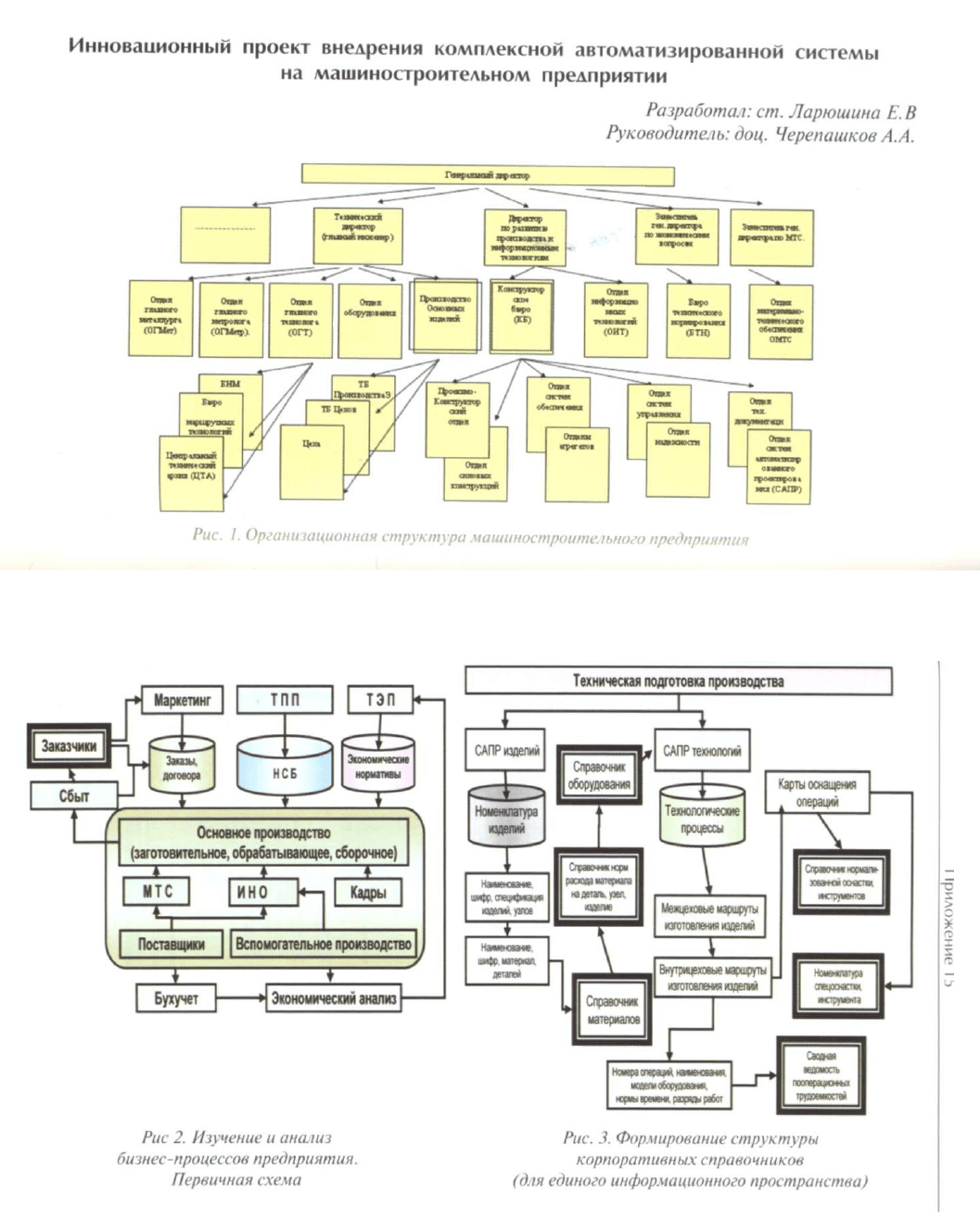
ПРИЛОЖЕНИЕ 14
Моделирование и оптимизация режимов
финишной обработки поверхностей шаровых кранов
Разработал: ст. Довлятчин Р.Ш.
Руководитель: ст. преп. Горяинов Д.С.
Рис. 1. Геометрическая модель, совмещенная со схемой движения
инструмента и заготовки при шлифовании сферы шарового крана.
Схемы и траектории движения построены в программе «Solid Works*
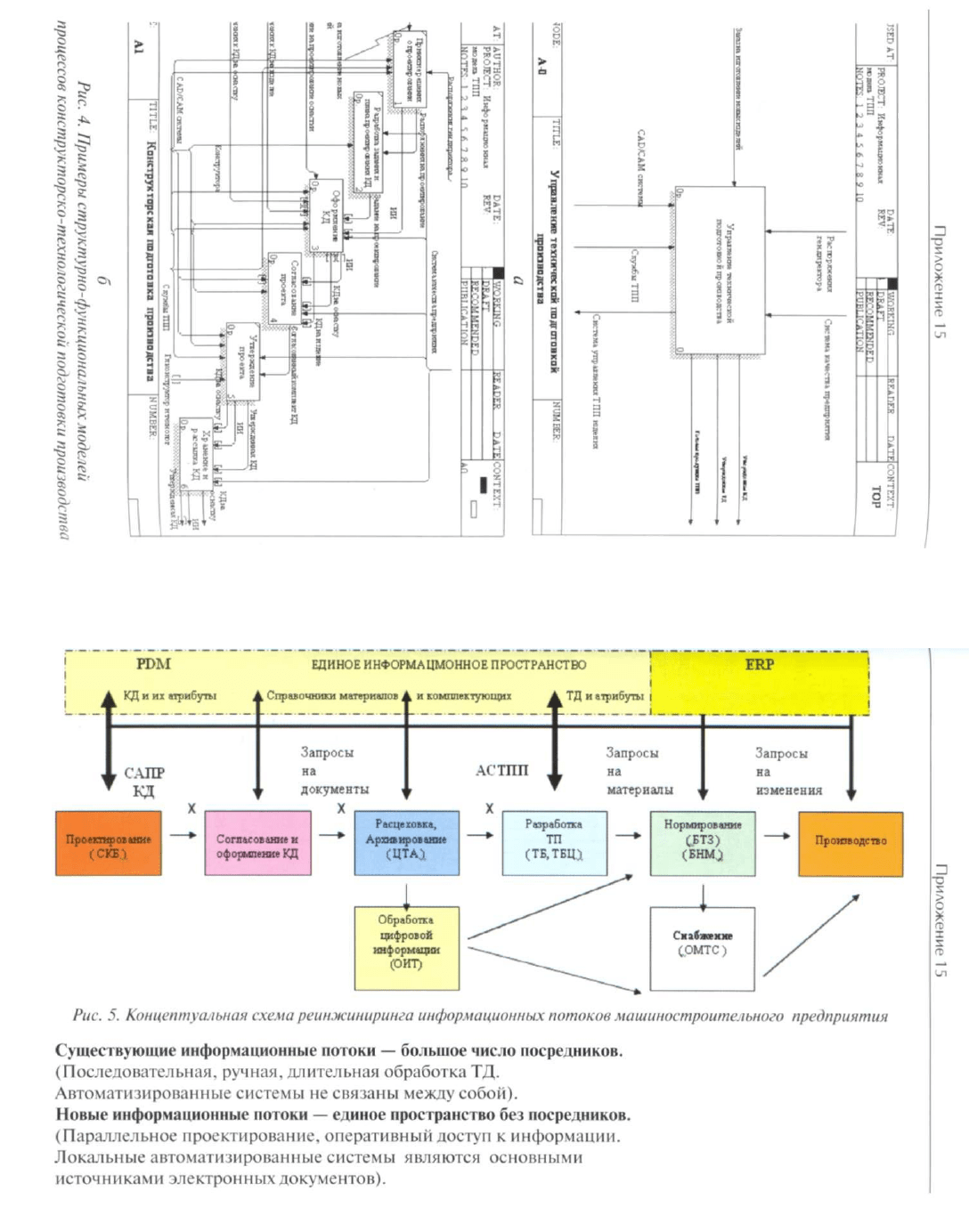
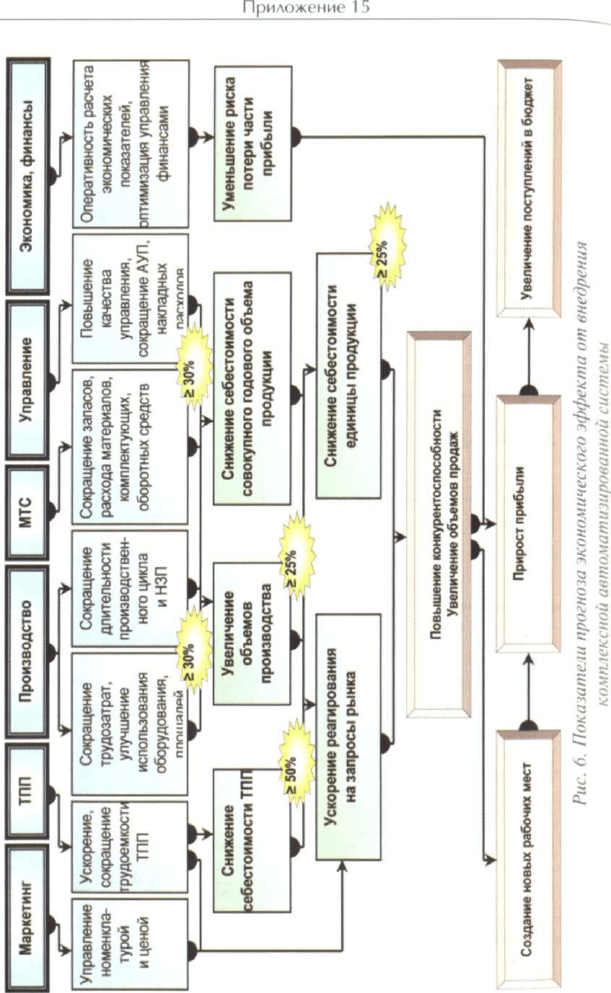
ПРИЛОЖЕНИЕ 15
7.3. Моделирование процессов обработки металлов давлением
низкую стоимость, что делает его доступным для небольших
компаний.
Дополнительные модули:
- DEFORM™-HT-Monynb, предназначенный для моделирова-
ния процессов термической обработки;
— DEFORM™-TOOLS
— дополнительный модуль, предназна-
ченный для создания анимации и презентаций процессов горя-
чей обработки металлов давлением.
В качестве практического примера применения моделиро-
вания процессов обработки металлов давлением проиллюстри-
руем методику сквозного проектирования кузнечной оснастки
с помощью пакета DEFORM, внедренную на объединении Авто-
ВАЗ.
Для решения проектной задачи была создана компьютерная
модель сложного трехмерного пластического течения материа-
ла, моделирующая процесс горячей штамповки детали подвески
автомобиля 2123.
В процессе проектирования технологами были разработаны
три перехода для получения окончательной формы указанной
детали. На рис. 7.3.1 а, б показаны модели, использованные на
первом и втором переходах; на рис. 7.3.2 — полученная заготовка
после второго перехода.
Автоматический генератор сетки полностью интегрирован
в программный комплекс и обеспечивает формирование под-
робной сетки в тех областях, где требуется повышенная точность
расчёта, уменьшая, таким образом, общую размерность задачи
и требования к вычислительным ресурсам
Для моделирования процесса горячей объёмной штамповки
технолог задает необходимые параметры процесса и свойства
материала заготовки и инструмента.
Основными параметрами, которыми оперирует технолог
в ходе отработки технологического процесса ковки, являются
эквивалентные деформации в заготовке (рис. 7.3.3), минималь-
ное расстояние между заготовкой и инструментом (рис. 7.3.4)
для определения степени незаполнения штампа (рис. 7.3.5),
усилие на инструменте, скорости деформаций, скорости тече-
ния и т.д.
513