Чехман Я.І., Сенкусь В.Т. та ін. Друкарське устаткування
Подождите немного. Документ загружается.

ОСНОВИ МЕХАНІКИ ДРУКАРСЬКОГО КОНТАКТУ
81
кріплення друкарських форм і адгезійної міцності фотополімерного шару
на підкладці. Зменшення коефіцієнта заповнення а на початку і в кінці смуг
форми призводить до пропорційного зниження сил тертя, що нерідко
викликає поздовжнє * дроблення» друку.
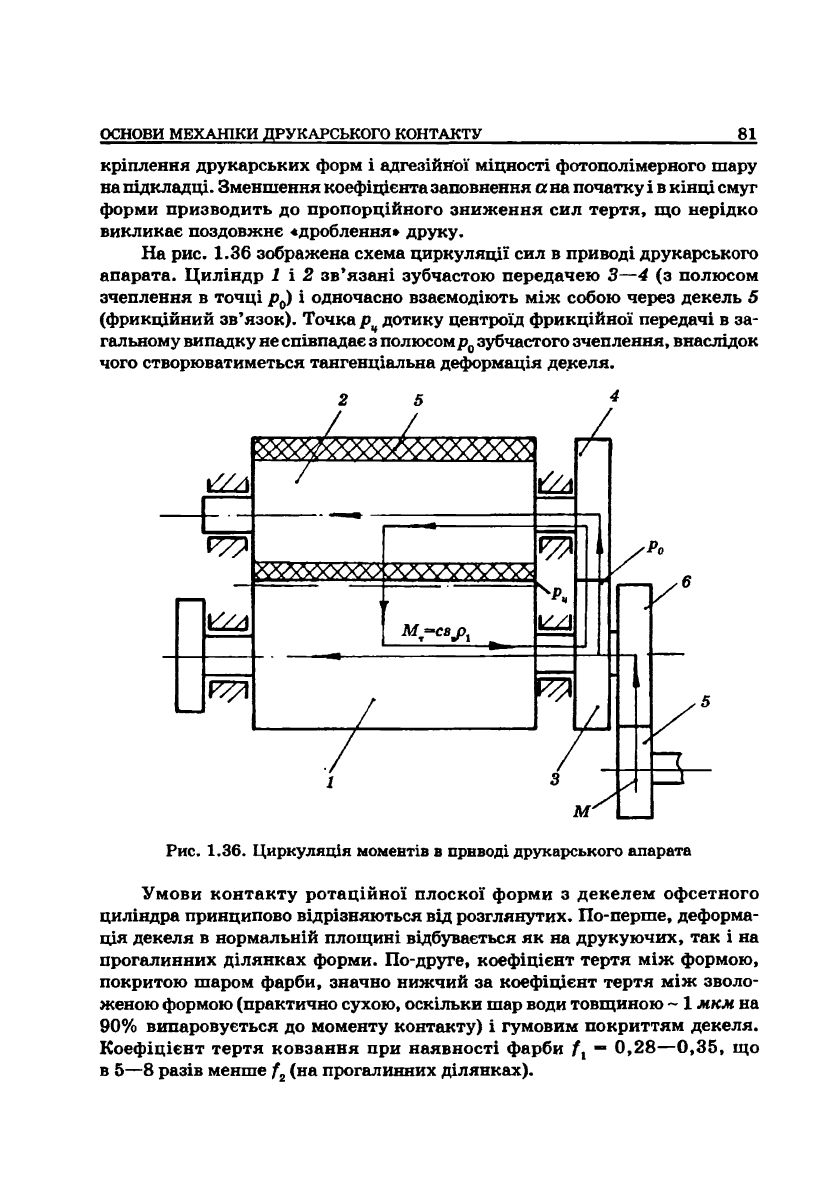
На рис. 1.36 зображена схема циркуляції сил в приводі друкарського
апарата. Циліндр 1 і 2 зв'язані зубчастою передачею 3—4 (з полюсом
зчеплення в точці р
0
) і одночасно взаємодіють між собою через декель 5
(фрикційний зв'язок). Точка р
ц
дотику центроїд фрикційної передачі в за-
гальному випадку не співпадає з полюсомр
0
зубчастого зчеплення, внаслідок
чого створюватиметься тангенціальна деформація декеля.
2 5
4
Рис.
1.36. Циркуляція моментів в приводі друкарського апарата
Умови контакту ротаційної плоскої форми з декелем офсетного
циліндра принципово відрізняються від розглянутих. По-перше, деформа-
ція декеля в нормальній площині відбувається як на друкуючих, так і на
прогалинних ділянках форми. По-друге, коефіцієнт тертя між формою,
покритою шаром фарби, значно нижчий за коефіцієнт тертя між зволо-
женою формою (практично сухою, оскільки шар води товщиною ~ 1 мкм на
90% випаровується до моменту контакту) і гумовим покриттям декеля.
Коефіцієнт тертя ковзання при наявності фарби f
x
—
0,28—0,35,
що
в 5—8 разів менше f
2
(на прогалинних ділянках).
82
Глава
1
Відповідно,
прн
наявності фарби зменшується гранична величина
тангенціальної деформації, після якої наступає відносний зсув. Найменшого
значення набуває приведений коефіцієнт тертя
(1.79) при
а = 1: = f
v
У цьому випадку створюються найбільш сприятливі умови
для
відносного
зсуву контактуючих поверхонь.
Виходячи
з
умови
(1.76)
із урахуванням
(1.73),
можна визначити крок
смуг (Г)
на
відбитку:
T=<p
u
R
l
+AS= .
v
—r+A8= -h-
—-Ц+Д5,
Ca
— — Ca — —
(1-80)
"|u,
+
l
Zu,
+
l)
"(u
1+
l
Zu,
+
l)
де AS — боковий зазор
у
зубчастій передачі.
Цей крок залежатиме
від
характеру форми,
що
визначає
f
np
,
танген-
ціальної жорсткості декеля
С і
степеня розузгодженості передаточних
відношень
Z.
Нормальна робота друкарського апарата буде забезпечена тільки
у
випадку, коли смуги не виникатимуть, тобто за умови, коли величина кроку
(Т) більша
від
кута,
що
відповідає розміру зображення
по
колу циліндра.
Якщо перший названий впливовий чинник практично
є
незалежним,
то
значення другого
і
третього необхідно зменшувати. Поява гумо-тканинних
пластин
з
мікропористим шаром сприяє цьому.
1.13.
АНАЛІЗ
СИЛ
У
ЗАМКНУТОМУ КОНТУРІ
ПРИВОДУ ДРУКАРСЬКОГО АПАРАТА
У наведеній вище залежності
(1.74)
звертає
на
себе увагу доданок
з від'ємним знаком, який може істотно зменшувати величину привідного
моменту. Перепишемо
(1.74)
в
наступному вигляді:
М=М
01+
М
в+
М,
+
±(М
ю
+М„)
+
СзЛ
1
^--^
(1
.
81)
Останній доданок
(М
т
—
момент
від
тангенціальної деформації
декеля)
— це
момент,
що
циркулює
в
замкнутому контурі системи
друкарського апарата
і
на
величину загального моменту
(М)
впливає мало,
адже:
» 1,
внаслідок чого
j^^-
Таким чином, через зубчасту передачу
3—4
(рис.
1.36)
передава-
тимуться моменти, необхідні
для
приводу веденого циліндра
2,
серед яких
ОСНОВИ МЕХАНІКИ ДРУКАРСЬКОГО КОНТАКТУ 83
найбільш істотним може виявитись складовий момент, викликаний
тангенціальною деформацією декеля (М
т
=Cs.p
1
),
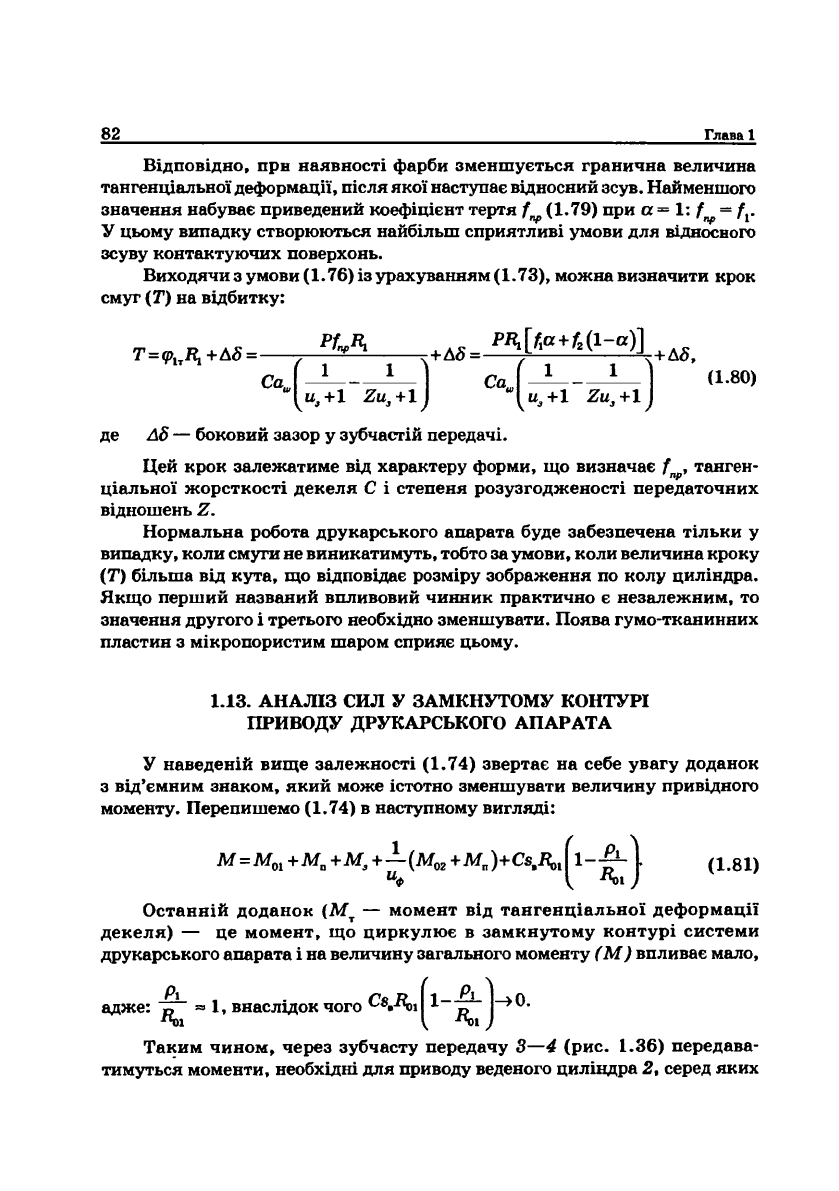
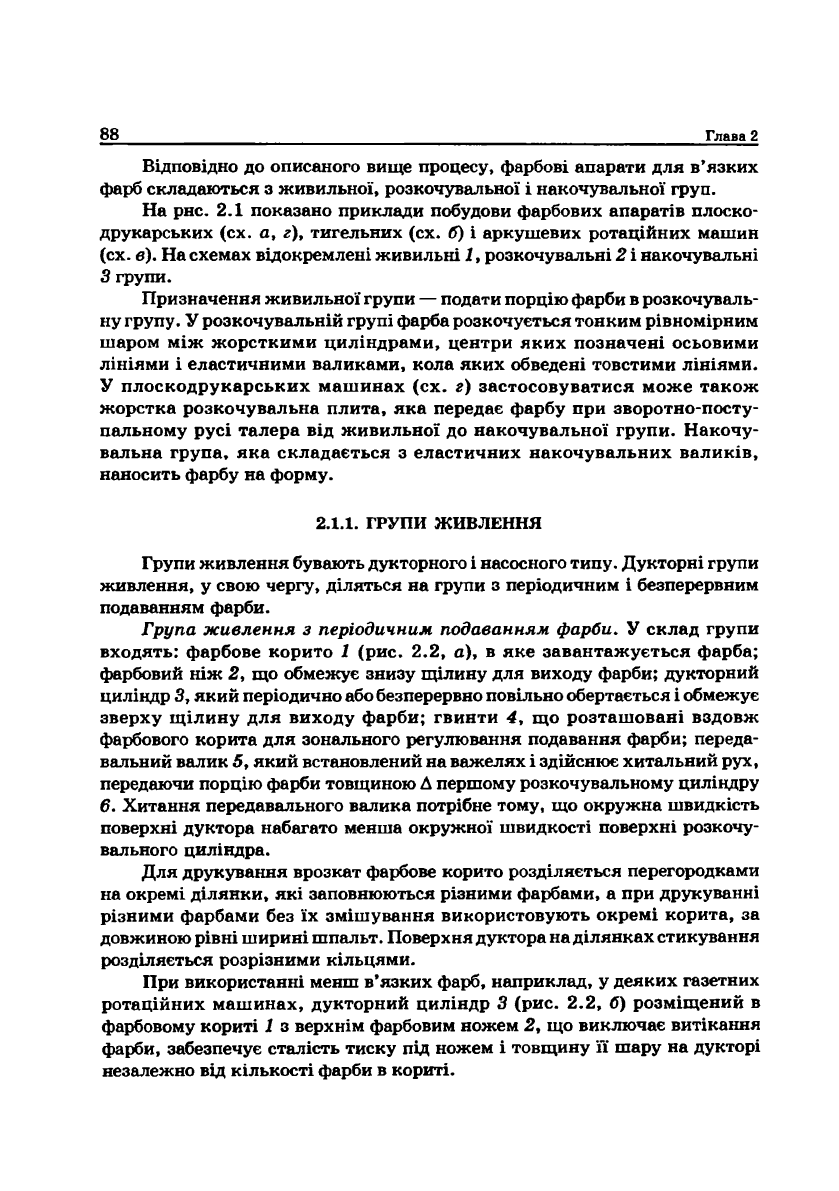
На рис. 1.37 в наглядній формі представлено графіки крутних моментів
від тангенціальної деформації декеля на ведучому циліндрі (а), веденому (б)
і загальних на привідній ланці
(в).
По осі абсцис відкладено значення
<р
{
= (o
x
t.
А5
По цій осі позначення такі: %
~~
„ — кут повороту циліндра, що відповідає
_Т
боковому зазору зубчастої передачі, ~ ^ — кут, що рівний кроку
утворення смуги.
м
пр
а
. Л Л Л /
/1
/
/ •
л 0
%
Рис.
1-37. Картина крутних моментів
На графіках моменти від тангенціальної деформації декеля на валах
двох циліндрів мають протилежні знаки, внаслідок чого загальний
момент, що передається через зубчасту передачу 5—6, практично не
змінюється. Із сказаного можна зробити практичний висновок: при
розрахунку потужності друкарського апарата зусилля від тангенціальної
деформації можна не враховувати, але при розрахунку зубчастих передач
між циліндрами апарата ними ігнорувати не можна, оскільки момент від
цих деформацій є вирішальним.
84
Глава
1
1.14.
ВПЛИВ КРУТИЛЬНИХ КОЛИВАНЬ
НА ЗМІНУ КРУГЛИХ МОМЕНТІВ
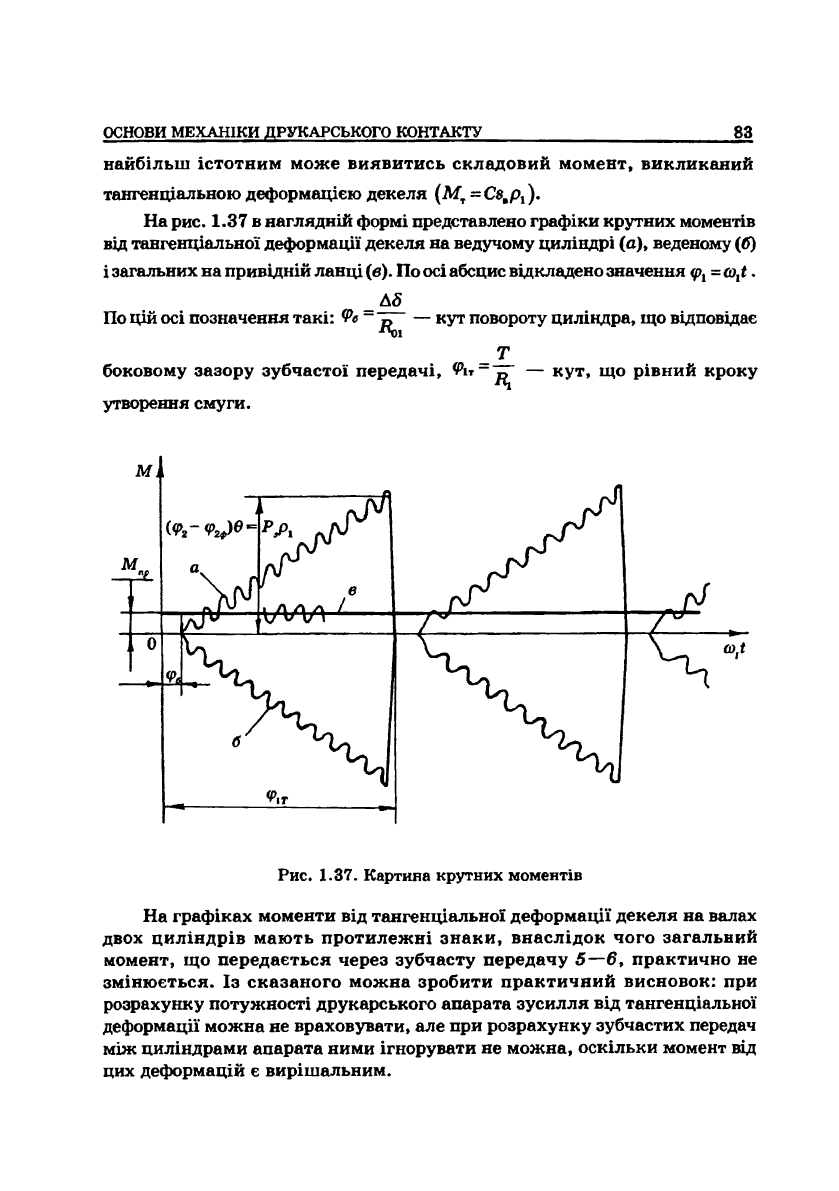
На
рис.
1.38
зображено динамічну модель, на якій циліндри представле-
ні моментами інерції
/
t
і 2
2
,
жорсткість валопроводу
між
ними, включаючи
зубчасту передачу С
а
, дисипативні сили
— t]
v
поворот циліндра,
що
відпо-
відає боковому зазору зубчастого зачеплення,
— ф
с
ї
пружно-в'язкий
зв'я-
С
зок
між
циліндрами
—
кутовою жорсткістю декеля
в=-
4)1
та
в
язкістю
rj
2
.
Враховуючи однозначність напруженого стану
між
циліндрами
в
процесі
тангенціальної деформації декеля, впливом бокового зазору можна знехтувати.
Рис.
1.38.
Динамічна модель крутильних коливань
напруженого друкарського апарата
Тоді диференціальне рівняння матиме вигляд:
(1.82)
Т
-
f
і
7
2
де
£
пр
"
т
, г —
приведений момент інерції.
Розглядаючи деформацію декеля
як
пружну
(в
ж
const),
праву частину
(1.82)
виразимо:
M(t)=(<p
s
-<p^)e. (1.83)
Кути повороту циліндра, веденого через зубчасту
(ф
2
) і
фрикційну
(ф^)
передачі, виразимо через передаточні відношення:
<Р2
(1.84)
ОСНОВИ МЕХАНІКИ ДРУКАРСЬКОГО КОНТАКТУ
85
Підставляючи значення
<р
2
і (р
2ф
із (1.84) в (1.83),
одержимо:
*»-=f('-j>
Розділивши
всі
члени рівняння
(1.82) на / і
підставивши
в
нього
значення правої частини
із (1.85),
запишемо:
пр
пр пр з \ )
Ввівши відповідні позначення, рівняння
(1.86)
приведемо до стандарт-
ної форми:
ф+2пф+р
2
<р=KU
(1 -87)
де
/
' у1~у T~l —
власна частота коливань
(с
_1
)
Період
і
частота вільних коливань
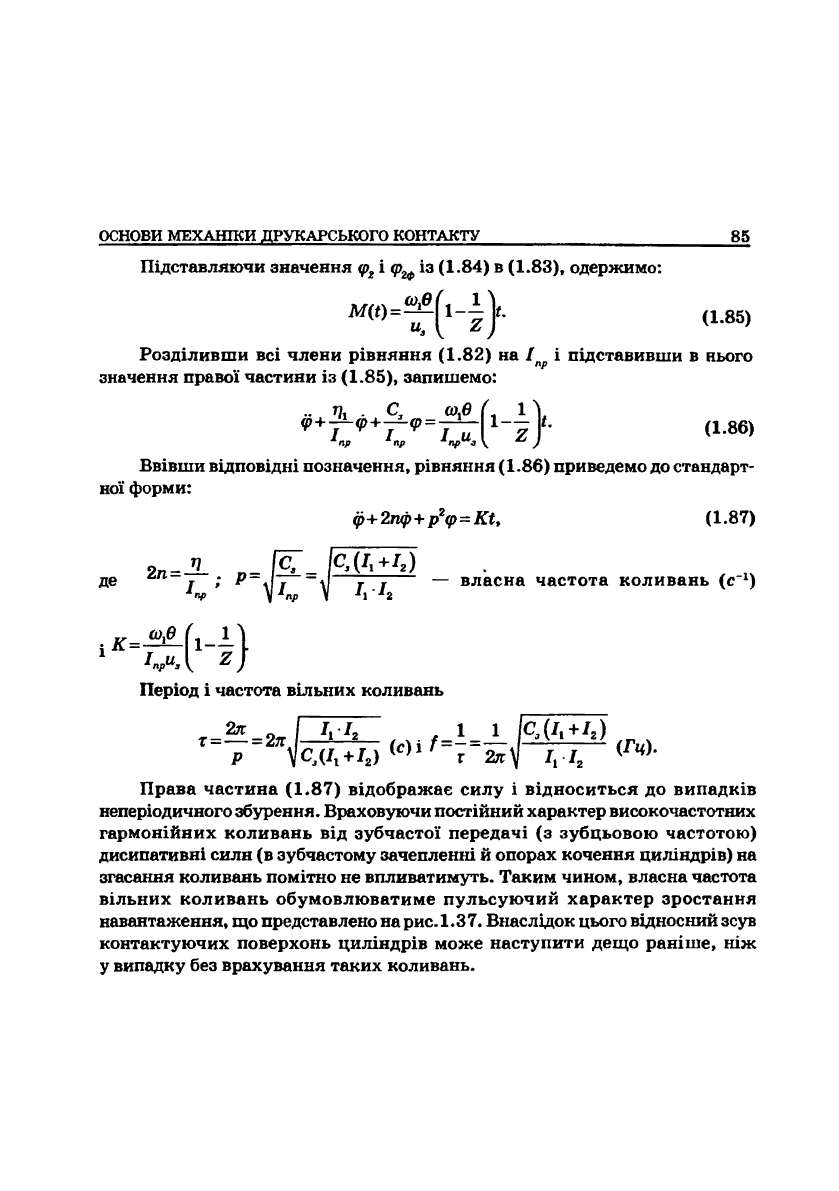
Права частина
(1.87)
відображає силу
і
відноситься
до
випадків
неперіодичного збурення. Враховуючи постійний характер високочастотних
гармонійних коливань
від
зубчастої передачі
(з
зубцьовою частотою)
дисипативні силн
(в
зубчастому зачепленні
й
опорах кочення циліндрів)
на
згасання коливань помітно
не
впливатимуть. Таким чином, власна частота
вільних коливань обумовлюватиме пульсуючий характер зростання
навантаження, що представлено на
рис.
1.37.
Внаслідок цього відносний зсув
контактуючих поверхонь циліндрів може наступити дещо раніше,
ніж
у випадку без врахування таких коливань.
Глава 2
ФАРБОВІ, ЗВОЛОЖУВАЛЬНІ
І ЛАКУВАЛЬНІ АПАРАТИ
Фарбові апарати призначені для нанесення фарби на друкарську форму
і мають принципову різницю в роботі залежно від способу друку. При
високому друці потрібно нанести тонкий рівномірний шар фарби на
друкарські елементи форми, які вище проміжкових ділянок. При плоскому
друці — також нанести рівномірний шар фарби, але на друкарські елементи,
які знаходяться практично на одному рівні з проміжковими ділянками. При
глибокому друці фарбою заповнюються друкарські елементи різної глибини.
Тому фарбові апарати для машин високого і плоского друку побудовані
за загальним принципом — відокремлення порції фарби від загальної маси,
розкочування її і нанесення на друкарську форму тонким рівномірним
шаром. їх умовно називають фарбовими апаратами для в'язких фарб.
Динамічна в'язкість цих фарб становить від 1,4 до 46 Пас. Найменш в'язкі
фарби в газетних агрегатах високого друку, найбільш в'язкі — в аркушевих
ротаційних машинах офсетного плоского друку (кольорові фарби).
У машинах глибокого і флексографічного друку використовують
фарбові апарати для рідких фарб, динамічна в'язкість яких становить
0,075—0,40
Пас.
До фарбових апаратів ставлять вимоги:
— стабільне нанесення фарби на форму;
— безступінчасте регулювання подавання фарби на форму в цілому;
— можливість здійснення зонального регулювання подавання фарби;
— мінімальна інерційність апарата після пуску машини або внесення
коригуючих дій;
— точне, просте дистанційне регулювання і можливість автоматичного
регулювання;
— простота конструкції, надійність роботи, зручність при обслугову-
ванні апарата;
— мінімальна енергоємність апарата.
ФАРБОВІ, ЗВОЛОЖУВАЛЬНІ І ЛАКУВАЛЬНІ АПАРАТИ
87
У машинах плоского друку перед фарбовим апаратом, за ходом руху
форми, встановлюється зволожувальний апарат для нанесення на проміжко-
ві ділянки форми зволожувального розчину для запобігання гідрофільних
ділянок від взаємодії з фарбою. У деяких моделях машин зволожувальний
апарат об'єднують з фарбовим.
Останнім часом для оздоблення поверхні відбитків застосовують
нанесення лаків спеціальними лакувальними секціями, які встановлюють-
ся між останньою друкарською секцією і приймально-вивідним пристроєм.
Це скорочує тривалість виготовлення та зменшує вартість продукції.
2.1. ФАРБОВІ АПАРАТИ ДЛЯ В'ЯЗКИХ ФАРБ
Призначення фарбових апаратів для в'язких фарб — стабільне протягом
всього часу друкування, наносити на кожний друкарський елемент форми рів-
номірний шар фарби. Товщина шару фарби, який наноситься на форму, становить
від 2 до 10 мкм* У більшості фарбових апаратів для в'язких фарб спочатку від
загальної маси, через щілину, відокремлюється товстий шар фарби значно
більшої товщини, ніж потрібно для нанесення на форму. Після цього цей шар
розкочується, зменшуючись по товщині до потрібної, і наноситься на форму.
1
г
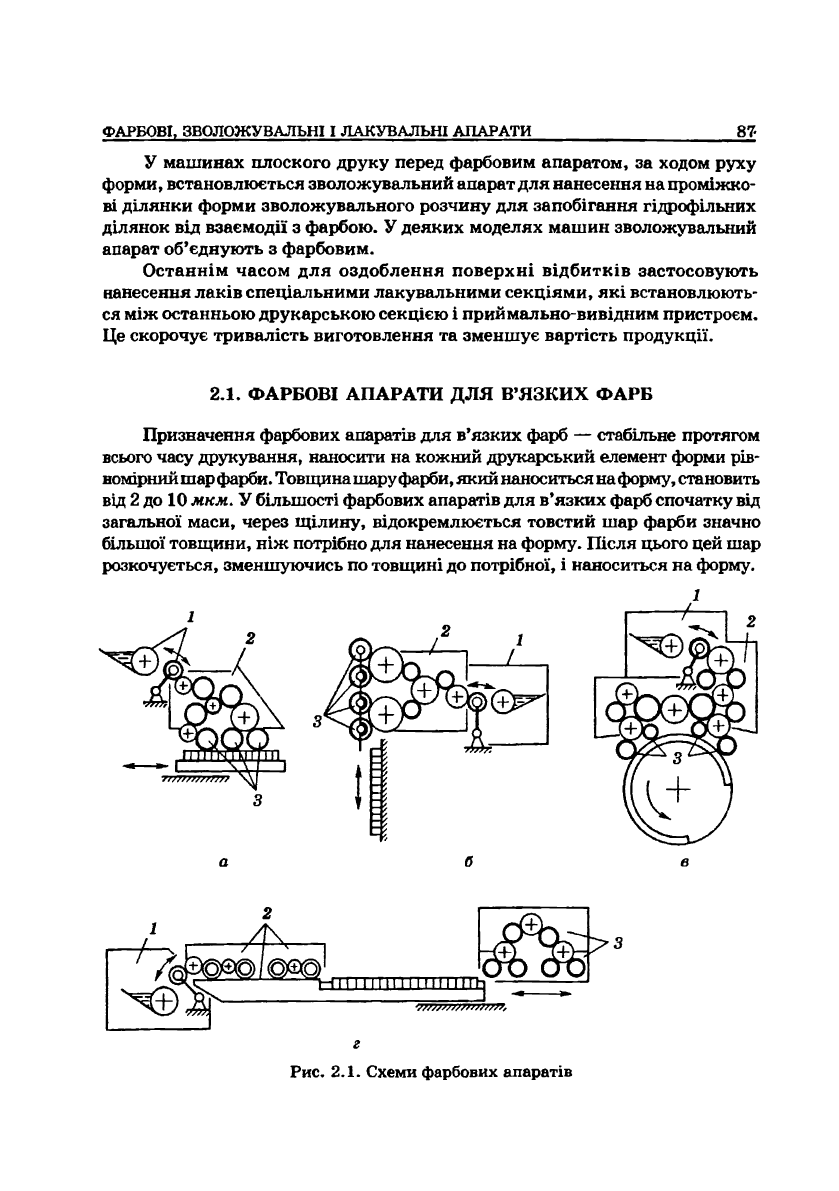
Рис.
2.1. Схеми фарбових апаратів
88
Глава 2
Відповідно до описаного вище процесу, фарбові апарати для в'язких
фарб складаються з живильної, розкочувальної і накочувальної груп.
На рнс. 2.1 показано приклади побудови фарбових апаратів плоско-
друкарських (сх. а, г), тигельних (сх. б) і аркушевих ротаційних машин
(сх. в). На схемах відокремлені живильні 1, розкочувальні 2 і накочувальні
З групи.
Призначення живильної групи — подати порцію фарби в розкочуваль-
ну групу. У розкочувальній групі фарба розкочується тонким рівномірним
шаром між жорсткими циліндрами, центри яких позначені осьовими
лініями і еластичними валиками, кола яких обведені товстими лініями.
У плоскодрукарських машинах (сх. е) застосовуватися може також
жорстка розкочувальна плита, яка передає фарбу при зворотно-посту-
пальному русі талера від живильної до накочувальної групи. Накочу-
вальна група* яка складається з еластичних накочувальних валиків,
наносить фарбу на форму.
2.1.1.
ГРУПИ ЖИВЛЕННЯ
Групи живлення бувають дукторного і насосного типу. Дукторні групи
живлення, у свою чергу, діляться на групи з періодичним і безперервним
подаванням фарби.
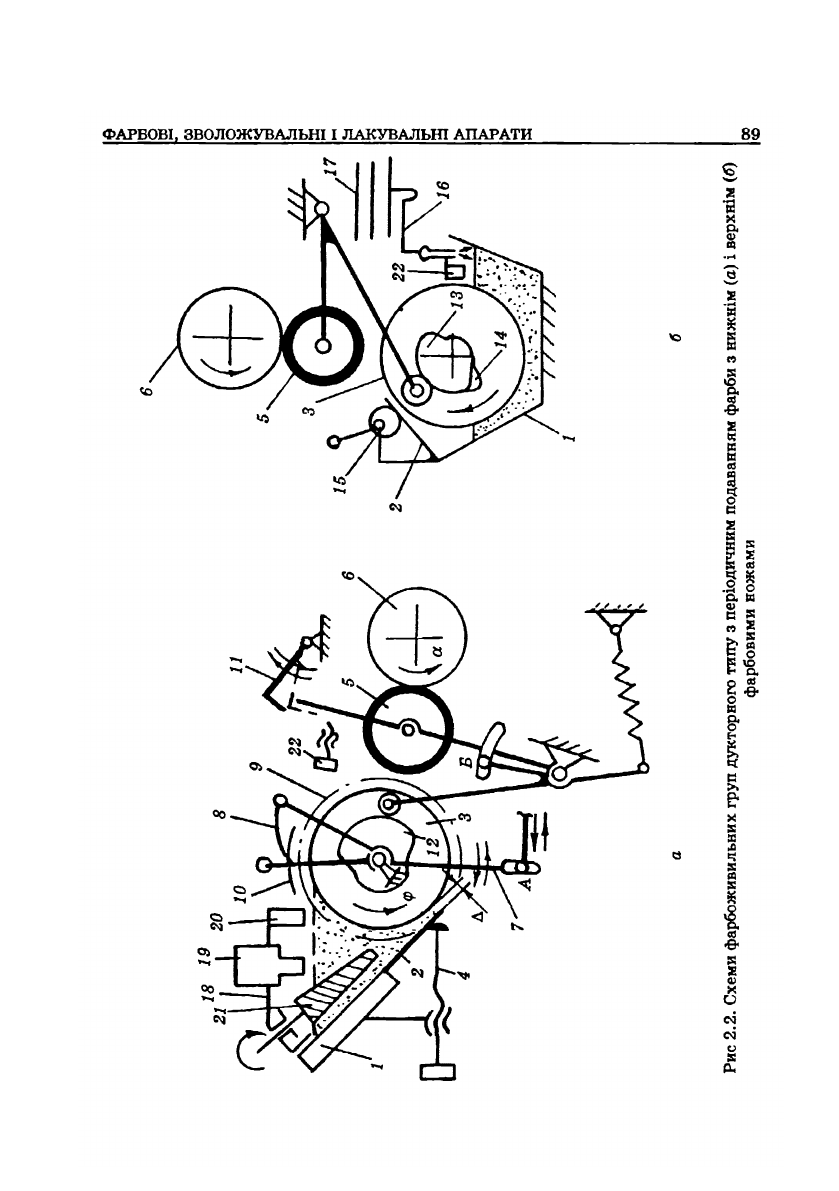
Група живлення з періодичним подаванням фарби. У склад групи
входять: фарбове корито 1 (рис. 2.2, а), в яке завантажується фарба;
фарбовий ніж 2, що обмежує знизу щілину для виходу фарби; дукторний
циліндр З, який періодично або безперервно повільно обертається і обмежує
зверху щілину для виходу фарби; гвинти 4, що розташовані вздовж
фарбового корита для зонального регулювання подавання фарби; переда-
вальний валик 5, який встановлений на важелях і здійснює хитальний рух,
передаючи порцію фарби товщиною А першому розкочувальному циліндру
6. Хитання передавального валика потрібне тому, що окружна швидкість
поверхні дуктора набагато менша окружної швидкості поверхні розкочу-
вального циліндра.
Для друкування врозкат фарбове корито розділяється перегородками
на окремі ділянки, які заповнюються різними фарбами, а при друкуванні
різними фарбами без їх змішування використовують окремі корита, за
довжиною рівні ширині шпальт. Поверхня дуктора на ділянках стикування
розділяється розрізними кільцями.
При використанні менш в'язких фарб, наприклад, у деяких газетних
ротаційних машинах, дукторний циліндр 3 (рис. 2.2, б) розміщений в
фарбовому кориті 1 з верхнім фарбовим ножем 2, що виключає витікання
фарби, забезпечує сталість тиску під ножем і товщину її шару на дукторі
незалежно від кількості фарби в кориті.
90
Глава 2
Склад групи. У групі живлення є механізми приводу дуктора і переда-
вального валика, а також пристрої для регулювання подавання фарби. Крім
того,
у швидкісних машинах можуть бути пристрої для наповнення корита
фарбою і контролю її рівня, для перемішування фарби в кориті, пристрої
для чищення і заміни корита та пристрої для блокування подавання фарби.
У сучасних швидкісних машинах застосовують також пристрої для
об'єктивного налагоджування подавання фарби, для дистанційного
і автоматичного управління регулювальними механізмами.
Привод групи. Дуктор може обертатися періодично від кривошипа
і храпової передачі 7—10 (рис. 2.2, а) або муфти вільного ходу, а також може
обертатися безперервно через зубчасту передачу від приводу машини або
від індивідуального електродвигуна. В обох випадках з метою зміни
кількості подавання фарби кут повороту
q>
або частота обертання дуктора
регулюються, при можливості безступінчасто.
При безперервному обертанні дуктора на його осі кріпиться кулачок
12, який приводить у хитальний рух передавальний валик 5. Відомі різні
кулачково-важільні, пневматичні і гідравлічні механізми приводу переда-
вального валика.
У всіх фарбових апаратах частота обертання дуктора завжди значно
менша частоти обертання приймального циліндра розкочувальної групи,
що зв'язано з високою в'язкістю фарби, що виводиться із фарбового корита.
Дозування подавання фарби при великому ЇЇ поверхневому натягові можли-
ве лише шляхом виводу через щілину між фарбовим ножем і дукторним
циліндром порівняно товстого шару фарби.
Еластична оболонка передавального валика, почергово контактуючи
то з дуктором, то з розкочувальним циліндром, зазнає значних тангенціаль-
них зсувів, і товщина смужки фарби, яку вона передає в розкочувальну
групу, має нерівномірну товщину. Для послаблення буксування передаваль-
ного валика в моменти початку його контакту з дуктором і циліндром обидва
циліндри повинні обертатися в одному напрямку; коли ж це неможливо
здійснити із-за особливостей компоновки фарбового апарата, то передаваль-
ний валик передає фарбу не на циліндр, а на еластичний валик розкочуваль-
ної групи. Для того, щоб передавальний валик, який обертається по інерції
після контакту з елементом розкочувальної групи, не обертав за собою
дуктор, останній пригальмовується колодковими або іншими гальмами.
Загальне регулювання подавання фарби на всю форму можна здійсню-
вати зміною: 1) розміру щілини між фарбовим ножем і дукторним
циліндром; 2) кута повороту дукторного циліндра; 3) частотою обертання
дукторного циліндра; 4) тривалістю вистоювання передавального валика
біля дуктора; 5) кількості хитань передавального валика за цикл.
Розмір щілини А між фарбовим ножем 2 (рис. 2.2, а) і дуктором З
змінюють переміщенням всього фарбового корита 1 відносно дукторного