Чехман Я.І., Сенкусь В.Т. та ін. Друкарське устаткування
Подождите немного. Документ загружается.

ФАРБОВІ, ЗВОЛОЖУВАЛЬНІ
І
ЛАКУВАЛЬНІ АПАРАТИ
91
циліндра
з
допомогою двох гвинтових механізмів, розташованих
по
краях
фарбового корита.
Кут повороту дукторного циліндра <рможна змінювати, переставляючи
шарнір
А; при
постійному куті хитання важіля
7 з
собачкою
8
змінюють
кут
<р,
переставляючи гірку
10, яка
перекриває частину зубців храповика
9,
жорстко зв'язаного
з
дуктором. Частоту обертання дукторного циліндра
змінюють регулюванням передавального числа
в
його приводі
або
частоти
обертання індивідуального електродвигуна.
Для зміни часу тривалості вистоювання передавального валика біля
дукторного циліндра,
що
обертається безперервно, застосовують два спарені
кулачки 13ЇІ4 (рис.
2.2, б), кут
вистоювання яких регулюють безступінчас-
то планетарним механізмом
з
ручним управлінням.
Частоту хитань передавального валика можна змінювати зміщенням
ролика вздовж його
осі й
встановленням його
в
парі
з
кулачками
з
різною
кількістю виступів.
Ступінь притискання передавального валика
до
дукторного
і
розкочу-
вального циліндрів може регулюватися
як
зміщенням шарніра
Б (сх. а),
так
і
переміщенням осі хитання валика в ексцентричних втулках опор; часто
для цього регулювання застосовуються регульовані упори
22, які
встановлюють
на
шляху руху одного
з
важелів.
При будь-якому способі регулювання загального подавання фарби
потрібно забезпечити виконання рівняння балансу фарби:
<pr
b
lti=ar
n
l8=za
e
Sbr,
(2.1)
де
ір
і а —
кути повороту дукторного
і
приймального циліндрів
за час
контакту
з
передавальним валиком;
І —
робоча довжина лінії контакту;
Д'
—
товщина шару фарби, який передає дукторний циліндр;
8—
товщина
шару фарби
на
приймальному циліндрі;
а
с
—
середній коефіцієнт заповнен-
ня форми друкуючими елементами;
S —
площа форми;
д* —
середня
товщина шару фарби
на
відбитку;
z —
кількість відбитків,
що
друкуються
за одне хитання передавального валика;
г
д
і г
п
—
радіуси дукторного
і приймального циліндрів.
Зональне регулювання подавання фарби
на
окремі зони форми,
розташовані
по
довжині смуги друкарського контакту, здійснюється гвинта-
ми
4 (рис. 2.2, а) або
ексцентриками
15 (сх. б).
Вони розташовані
в
корпусі
корита
І по
всій довжині ножа
з
кроком приблизно ЗО
мм і
деформують
ніж
2. їх
можна повертати вручну, дистанційно
або
автоматично.
Фарбовий
ніж 2
може виготовлятися суцільним
(рис. 2.2, а, б); він
простий
у
виготовленні
й
обслуговуванні.
Але при
регулюванні подавання
фарби гвинти
2
деформують
ніж не
тільки
в
межах своєї зони,
але
зачіпають
і сусідні, вносячи похибки
в
систему регулювання. Тому в сучасних машинах
найчастіше застосовують групи живлення
з
розрізаними фарбовими
ножами,
які не
мають цього недоліку.
92
Глава
2
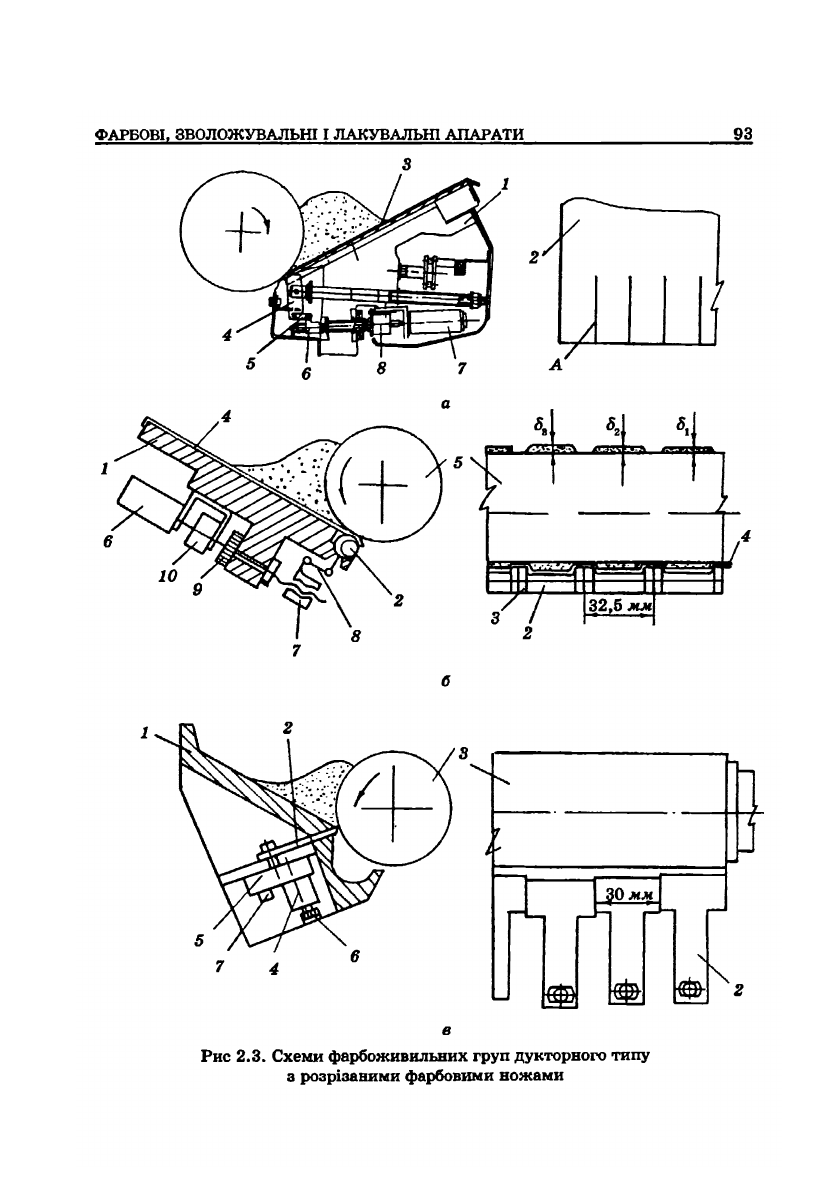
На рис.
2.3
наведено декілька схем груп живлення фарбових апаратів
з розрізаними фарбовими ножами.
У
рулонній офсетній машині *М-600*
фірми «Heidelberg*
(сх. а)
фарбове корито
І
зверху обмежує фарбовий
ніж
2, у
нижній частині якого лазером зроблені розрізи А. Зверху над фарбовим
ножем знаходиться плівка
3, яка
захищає
ніж від
попадання фарби
і полегшує змивання фарбового корита.
Під
фарбовим ножем
у
кожній зоні
розташовані двоплечі важелі
4, які
через важільну
б і
гвинтову
6
передачі
зв'язані
з
кроковими електродвигунами
7,
керування якими здійснюється
автоматично
або з
пульта. Потенціометри
8
здійснюють фіксацію кроків
двигуна
і
дають покази
на
покажчиках фарбових
зон.
6
аркушевих офсетних машинах фірми
tHeidelberg* у
фарбовому
кориті
1
застосовується фарбовий
ніж,
який складається
з
набору
коротких ексцентричних циліндриків
2
(сх.
б), що по
краях мають вузькі
опорні кільця
3, які
через тонку плівку
4
контактують
з
дукторним
циліндром
5. При
повороті ексцентричних циліндриків
між
плівкою
і дукторним циліндром утворюються щілини, через
які
виводиться фарба
шарами різної товщини
8
2
, £
а
, які
розділені проміжками, вільними
від фарби.
Ці
проміжки
в
розкочувальній групі будуть
в
подальшому
заповнені фарбою
за
рахунок осьового переміщення розкочувальних
циліндрів.
Повертанням ексцентричних циліндриків керують індивідуальні
крокові електродвигуни
6
через гвинтові
7
і важільні
8
передачі.
Для
ручного
регулювання подавання фарби встановлені маховички
9.
Фіксацію кута
повертання електродвигуна
і
передачу інформації
на
дисплей здійснюють
потенціометри
10.
Плівка
4, як і в
попередньому випадку, захищає
ексцентричні циліндрики
від
потрапляння фарби
і
полегшує змивання
фарбового корита.
У фарбовому кориті
1
(сх. в) машини фірми *MAN Roland» знаходяться
окремі вузькі ножі
—
шибери
2
У
які
встановлені радіально
до
дукторного
циліндра
3.
Переміщенням шиберів керують крокові електродвигуни
4
через
приводні механізми
5.
Ручне регулювання здійснюють маховичками
6;
потенціометри
7
призначені
для
фіксації переміщень шиберів
і
показів
на
дисплеї.
При
радіальному розміщенні шиберів усувається
дія
гідростатичного
і
гідро-
динамічного тиску
на
фарбові ножі. Кінці шиберів
з
високолегованої сталі
відзначаються дуже великою твердістю
і
зносостійкістю
і
системи можуть
застосовуватися
при
роботі будь-якими фарбами (друкарськими, метало-
друкарськими, УФ-фарбами).
Фарбоперемішувальні пристрої ліквідують •необертання» фарби
в кориті шляхом
її
перемішування, наприклад, конічними шнеками
21
(рис.
2.2, а) або
пластинами,
які
переміщуються зворотно-поступально
вздовж дукторного циліндра.
ФАРБОВІ. ЗВОЛОЖУВАЛЬНІ І ЛАКУВАЛЬНІ АПАРАТИ
93
94
Глава 2
Обертання фарби в кориті технологічно необхідне; вона повинна
прилипати до поверхні дуктора і під дією сил в'язкого тертя постійно
перемішуватися (обертатися) у кориті. При цьому чим більш виражено
обертання фарби, тим стабільніше її подавання. І навпаки: порушення
обертання фарби призводить до нерівномірного її подавання в розко-
чувальну групу, викликаючи різні відтінки відбитків, а часом до повної
зупинки її подавання. Цей дефект пояснюється зменшенням в'язкості
фарби зі збільшенням напружень зсуву і швидкості її деформації. Шар
фарби біля дуктора має найбільшу швидкість зсуву і тому в'язкість його,
порівняно з рештою маси фарби в результаті руйнування її структури,
різко знижується. У результаті біля дуктора утворюється рідкий
прошарок, який, діючи як мастило, викликає різкий перепад швидкостей
і просковзування сусідніх шарів, із-за чого вже на близькій віддалі від
дуктора потік фарби майже припиняється; вона має лише невеликі пружні
зсуви і в розкочувальну групу не подається. Часом біля дуктора виникає
повітряний прошарок, який перешкоджає прилипанню фарби до дуктора.
Фарбоперемішувачі, особливо з конічними шнеками, створюють в кориті
потік фарби, спрямований до дуктора, і тим самим допомагають
прилипанню фарби до його поверхні.
Фарбонаповнюючі пристрої. У багатьох машинах фарбу в фарбові
корита завантажують вручну. Але існують і автоматичні наповнюючі
пристрої. Для наповнення фарбою корита в тих машинах, де використо-
вуються фарби порівняно невеликої в'язкості, під'єдиуються гнучкими
шлангами 16 (рис. 2.2, б) до трубопроводів 17, по яких фарба подається
системою насосів з баків фарбової станції або з цехових резервуарів.
Контроль за рівнем фарби в кориті здійснює датчик 22, який керує
приводом фарбових насосів.
Для автоматичного наповнення корит в'язкою фарбою на сучасних
машинах застосовується, наприклад, пристрій
*Inkline>>
фірми
^Heidelberg*.
На балці 18
(рис.
2.2, а), встановленій над фарбовим коритом, закріплюється
капсула 19, в якій розміщена пластикова колба, заповнена фарбою (масою
до 2 кг), з одного боку якої є дозуючий отвір, а з іншого — пневматичний
поршень, який видавлює фарбу. У фарбове корито подається необхідна
кількість фарби, рівень якої контролюється ультразвуковим датчиком 20.
Рівень фарби в самій колбі також контролюється спеціальним датчиком,
який розміщений на кришці й вмикає світловий і звуковий сигнали при
досягненні нульової позначки, після чого замінюють колбу з фарбою. Для
більш рівномірного розподілення фарби вздовж фарбового корита
застосовується фарбоперемішувач.
Блокувальні пристрої призначені для автоматичного затримання
подавання фарби у випадку яких-небудь порушень нормального режиму
роботи машини. При цьому важіль
1 1
(рис. 2.2, а) автоматично повертається
ФАРБОВІ, ЗВОЛОЖУВАЛЬНІ І ЛАКУВАЛЬНІ АПАРАТИ
95
і блокує передавальний валик 5 біля приймального циліндра 6 розкочуваль-
ної групи.
Пристрої для дистанційного і автоматичного регулювання фарбожи-
вильної групи включають пристрої об'єктивного контролю і зворотного
зв'язку.
Для виявлення закономірних співвідношень між характером зображен-
ня і величиною щілини, через яку виводиться фарба, по кожній зоні
регулювання повинен бути проведений аналіз зображення відносно площі
друкарських елементів за допомогою системи об'єктивного контролю по
формі або по оригінальному відбитку. В обох випадках використовуються
фотометричні елементи, які у відбитому світлі реагують на оптичну
щільність зображення в даній зоні.
а б
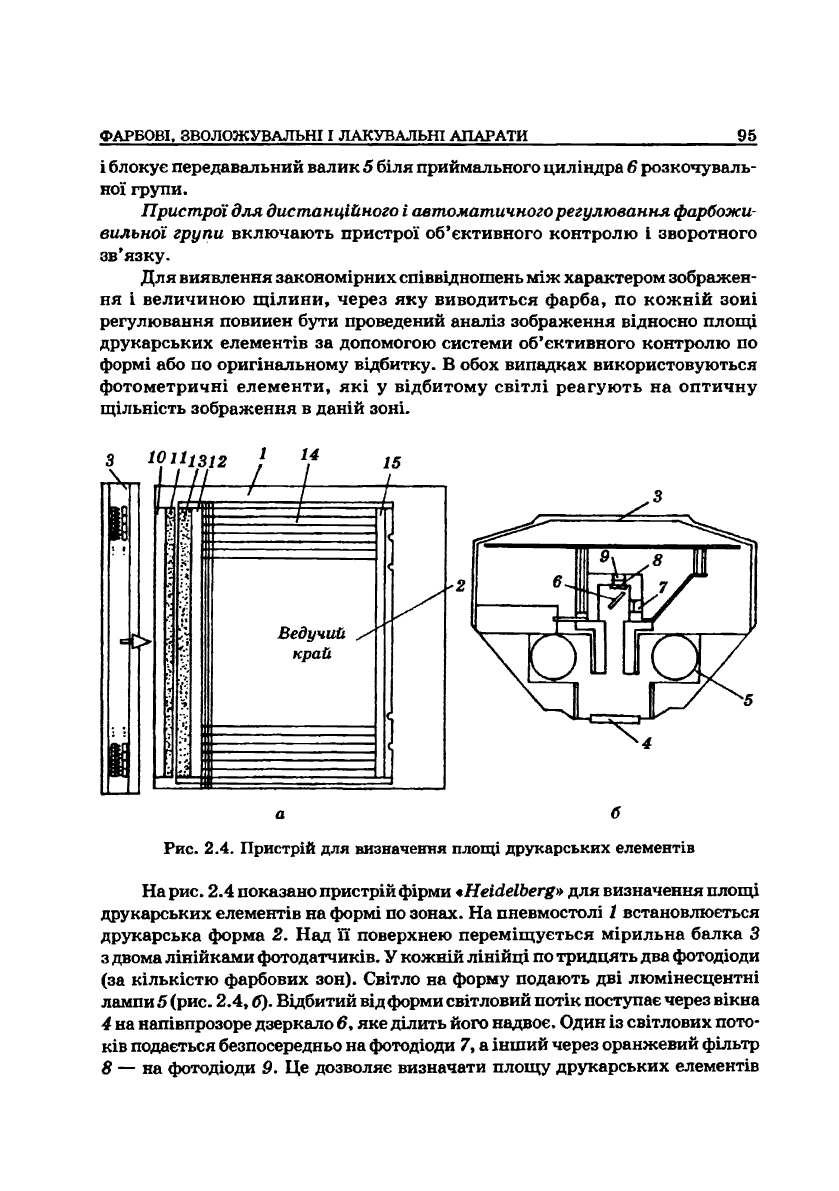
Рис.
2.4. Пристрій для визначення площі друкарських елементів
На
рис.
2.4 показано пристрій фірми *Heidelberg» для визначення площі
друкарських елементів на формі по зонах. На пневмостолі / встановлюється
друкарська форма 2. Над її поверхнею переміщується мірильна балка З
3 двома лінійками фотодатчиків. У кожній лінійці по тридцять два фотодіоди
(за кількістю фарбових зон). Світло на форму подають дві люмінесцентні
лампи 5
(рис.
2.4, б). Відбитий від форми світловий потік поступає через вікна
4 на напівпрозоре дзеркало 6\ яке ділить його надвоє. Один із світлових пото-
ків подається безпосередньо на фотодіоди 7, а інший через оранжевий фільтр
8 — на фотодіоди 9, Це дозволяє визначати площу друкарських елементів
96
Глава 2
друкарських форм з різними типами поверхні — монометалічних, бімета-
лічних та інших. Тип форми задається оператором при налагоджуванні
пристрою. Друкарська форма встановлюється вертикально таким чином, щоб
вимірювальні вікна розташовувались точно над кожною фарбовою зоною.
Мірильна балка 3 пересувається в напрямку друкування у відповідності до
зон регулювання подавання фарби. Після включення приладу люмінесцентні
лампи повинні прогрітися протягом декількох хвилин для стабілізації
світлового потоку. На краю стола 2 нанесені калібрувальні смуги 10 і 11
(сх. а) із заповненням друкарськими елементами 0% і 100%, за якими
здійснюється калібрування приладу. Після цього мірильна балка пересу-
вається на початковий край форми, де нанесені опорні смуги 12 і 13 також із
заповненням друкарськими елементами 0% і 100%. За сигналами фотодатчи-
ків від цих смуг коректується калібрування приладу з урахуванням відби-
вальних властивостей конкретної форми. Далі балка пересувається вздовж
форми, при цьому кожний із фотодіодів сканує свою фарбову зону 14. У кінці
форми також нанесена опорна смуга 25, тільки з проміжковими ділянками,
яка дозволяє перевірити однорідність відбивної здатності форми.
Аналогові сигнали, одержані від фотодіодів, перетворюються в цифрові
коди в аналогово-цифровому перетворювачі й можуть передаватися на пульт
управління машиною кабелем зв'язку або через магнітну карточку. У пульті
управління за переданими значеннями розраховуються величини зазорів
фарбових зон і ширина смуги загального подавання фарби.
Дані про розподілення друкарських елементів по фарбових зонах
можуть бути одержані також безпосередньо із комп'ютерів (після
кольороподілу) підготовки видання до друку.
Недоліки групи. Основним недоліком дукторної фарбоживильної групи
з періодичним подаванням фарби є наявність ударів при контакті
передавального валика з дуктором і приймальним циліндром розкочуваль-
ної групи, проковзування валика відносно циліндрів, в результаті чого
порушується подавання фарби. Удари негативно впливають на динаміку,
особливо швидкісних машин великого формату, а проковзування валика
порушує точність передавання фарбової смужки, оскільки передавальний
валик практично не встигає два рази за цикл істотно змінити частоту свого
обертання, адже дуктор має обертатися повільно через велику в'язкість
фарби, яка виводиться через щілину, а поверхня розкочувального циліндра
повинна мати колову швидкість друкарської форми.
У швидкісних ротаційних машинах для зменшення ударів передаваль-
ний валик здійснює одне хитання не за один, а за два-три цикли роботи
машини. Це зменшує удари, але підвищує нерівномірність нанесення фарби
на форму.
Дукторна група з безперервним подаванням фарби. Дукторна
фарбоживильна група з безперервним подаванням фарби повинна усунути
ФАРБОВІ, ЗВОЛОЖУВАЛЬНІ І ЛАКУВАЛЬНІ АПАРАТИ
97
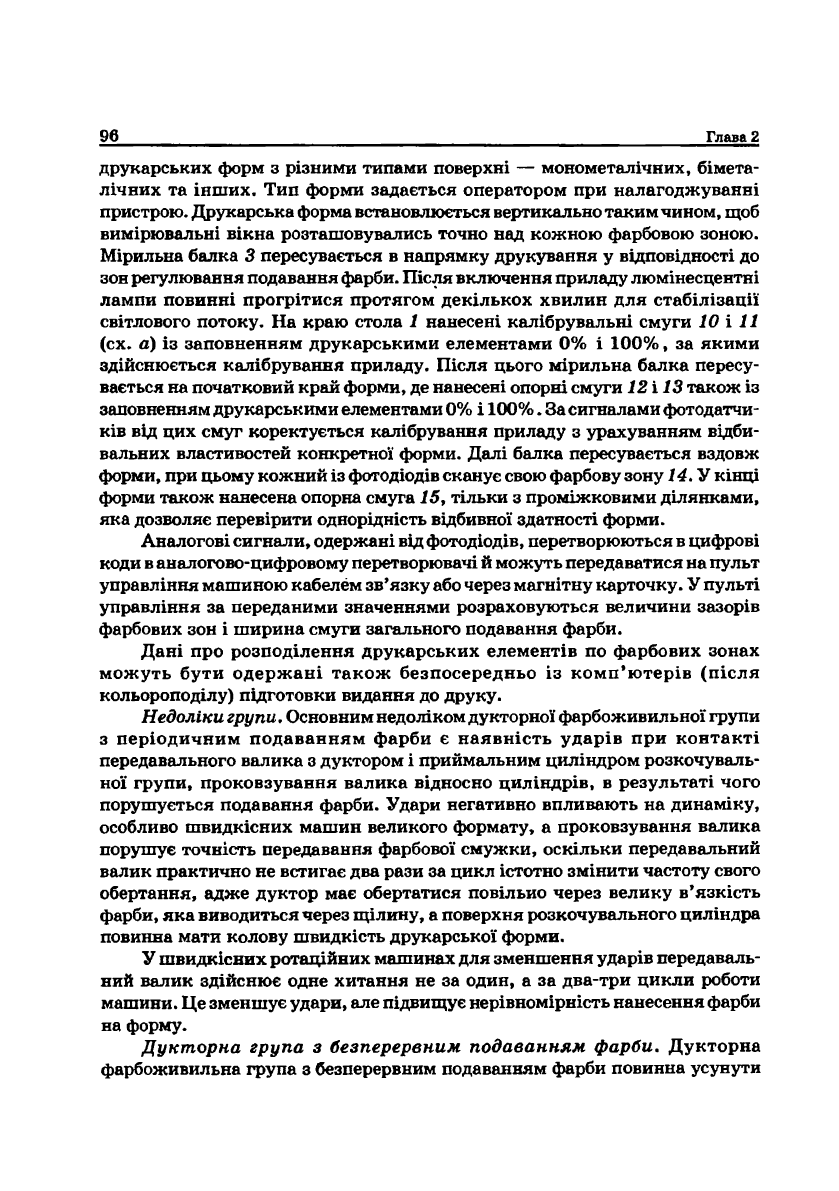
недоліки групи з періодичним подаванням (рис. 2.2) і має такі особливості:
1) передавальний валик 1 (рис. 2.5) не хитається, а є стаціонарним (вісь
його нерухома); 2) поверхня передавального валика не еластична, а жорстка
і в більшості випадків виконана з канавками; 3) між поверхнями дуктора 2
і передавального жорсткого циліндра 1 є щілина, яка в процесі роботи
заповнюється фарбою; 4) швидкість передавального валика більша
швидкості дуктора і, як правило, менша швидкості еластичного валика З
розкочувальної групи, з яким він знаходиться в контакті; 5) передавальний
валик має примусовий привод. Іноді в технічній літературі таку фарбожи-
вильну групу називають «плівковою». При застосуванні передавального
валика з канавками між ним і дукторним циліндром встановлюється зазор
Д від 20 до 40 мкм при товщині шару на дукторі 6 =
50—100
мкм. Малі
значення зазорів вимагають високої точності оброблення і чистоти
поверхонь циліндра і валика, встановлення їх в прецизійних підшипниках.
2
Рис.
2.5. Дукторна група з безперевним подаванням фарби
Загальне регулювання подавання фарби може виконуватися зміною
зазору між дуктором 2 і фарбовим ножем і зміною частоти обертання
дуктора, що приводиться індивідуальним електроприводом з безступінча-
тим регулюванням швидкості. Зональне регулювання подавання фарби
утруднене.
Насосна фарбоживильна група. Застосовується в швидкісних газетних
агрегатах. Вона подає фарбу на шість—вісім точок першого розкочувального
циліндра для кожної газетної шпальти. Ведуча рамка 1 (рис. 2.6) одержує
круговий поступальний рух від двох привідних ексцентриків 2. З рамкою
рухомо зв'язані штоки плунжерів 3 і повзуна 4, причому горизонтально вони
рухаються разом, а по вертикалі переміщення мають тільки плунжери.
У правому (на схемі) положенні повзуна під плунжер, що піднімається,
засмоктується із резервуара 5 фарба. Опісля повзун пересувається ліворуч,
98
Глава 2
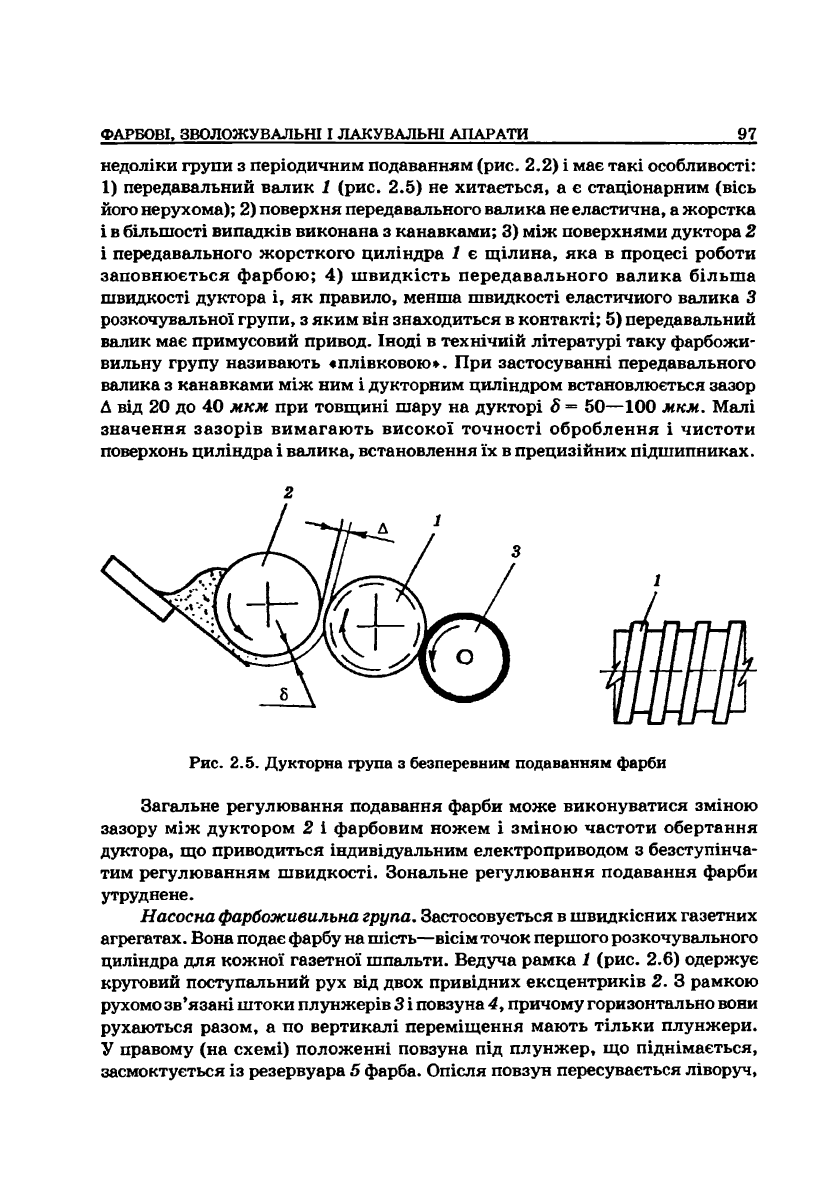
і плунжери стають над отворами в шиберних планках 6. Опускаючись, вони
витискують фарбу через спеціальні канали на поверхню приймального
циліндра 7 розкочувальної групи. Зональне регулювання подавання фарби
здійснюється гвинтами 8, які знаходяться над плунжерами і обмежують їх
хід вверх при всмоктуванні фарби. Подальше переміщення рамки
супроводжується деформацією пружин 9. Загальне регулювання, а також
припинення подавання фарби досягається зміщенням шиберних планок
у напрямку, перпендикулярному рисунку. У цьому випадку внутрішня
циркуляція фарби здійснюється по каналах в шиберних планках. Рівень
фарби в резервуарі 5 контролює поплавок 10. При зменшенні рівня фарби
поплавок повертає вниз кран 11 і фарба автоматично поступає в резервуар
із центральної фарбової станції.
Рис.
2.6. Фарбоживильна група насосного типу
Періодичне точкове подавання фарби є недоліком цієї системи.
Розкочувальна і накочувальна групи. Призначення і склад.
Розкочувальну і накочувальну групи розглянемо разом, оскільки вони
нерозривно зв'язані і складаються з жорстких і еластичних циліндричних
елементів, які чергуються і обертаються без проковзування з однаковою
швидкістю.
Призначення розкочувальної групи — розкочування фарби в тонкий
суцільний шар, який у момент нанесення на форму має товщину не більше
6—10 мкм вздовж твірних накочувальних валиків. Накочувальна група
призначена для накочування фарби на форму.
ФАРБОВІ, ЗВОЛОЖУВАЛЬНІ
І
ЛАКУВАЛЬНІ АПАРАТИ
99
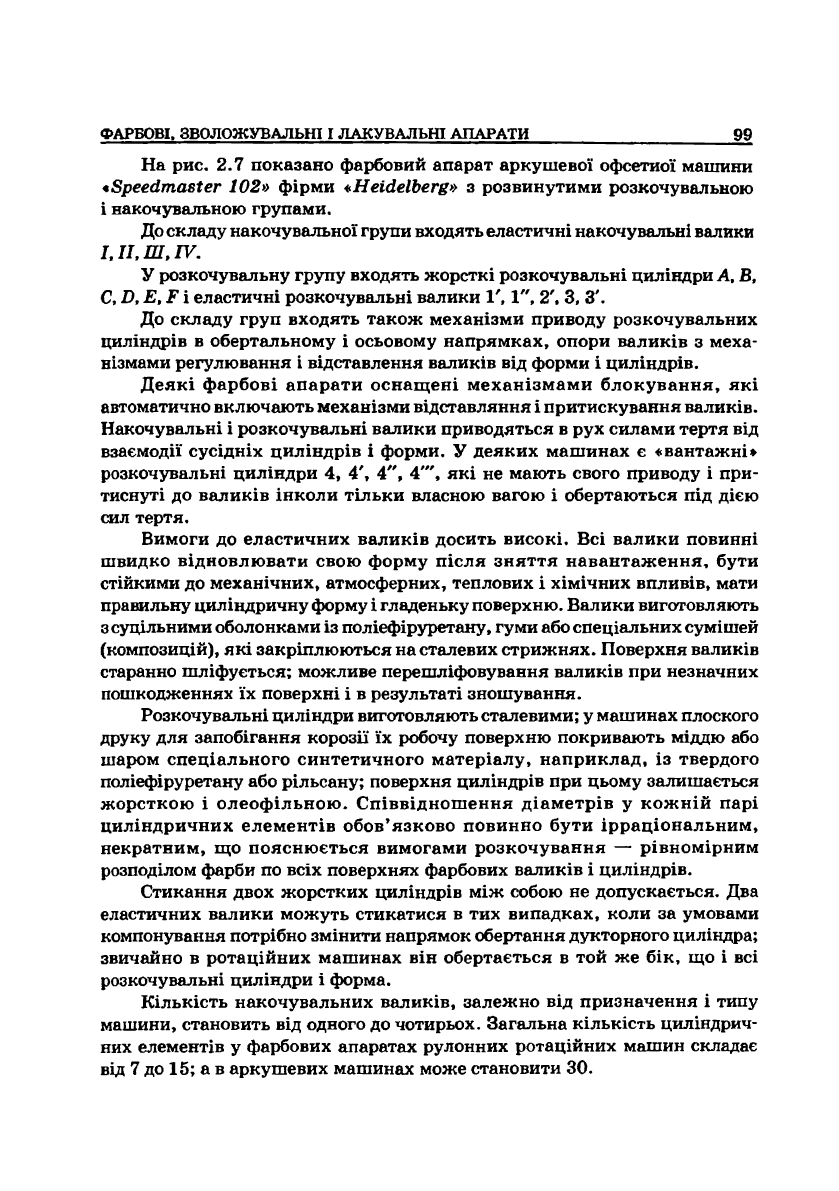
На рис.
2.7
показано фарбовий апарат аркушевої офсетної машини
•Speedmaster
102»
фірми «Heidelberg»
з
розвинутими розкочувальною
і накочувальною групами.
До складу накочу вальної групи входять еластичні накочу вальні валики
І,
II, ПІ, IV.
У розкочувальну групу входять жорсткі розкочувальні циліндри
А,
В,
С, D,E,Fi еластичні розкочувальні валики
1', 1", 2', З, З'.
До складу груп входять також механізми приводу розкочувальних
циліндрів
в
обертальному
і
осьовому напрямках, опори валиків
з
меха-
нізмами регулювання
і
відставлення валиків від форми
і
циліндрів.
Деякі фарбові апарати оснащені механізмами блокування,
які
автоматично включають механізми відставляння
і
притискування валиків.
Накочувальні
і
розкочувальні валики приводяться
в
рух силами тертя від
взаємодії сусідніх циліндрів
і
форми.
У
деяких машинах
є
«вантажні»
розкочувальні циліндри
4, 4\ 4", 4"', які не
мають свого приводу
і
при-
тиснуті
до
валиків інколи тільки власною вагою
і
обертаються
під
дією
сил тертя.
Вимоги
до
еластичних валиків досить високі.
Всі
валики повинні
швидко відновлювати свою форму після зняття навантаження, бути
стійкими
до
механічних, атмосферних, теплових
і
хімічних впливів, мати
правильну циліндричну форму
і
гладеньку поверхню. Валики виготовляють
з суцільними оболонками із поліефіруретану, гуми або спеціальних сумішей
(композицій), які закріплюються на сталевих стрижнях. Поверхня валиків
старанно шліфується; можливе перешліфовування валиків при незначних
пошкодженнях
їх
поверхні
і в
результаті зношування.
Розкочувальні циліндри виготовляють сталевими;
у
машинах плоского
друку
для
запобігання корозії
їх
робочу поверхню покривають міддю
або
шаром спеціального синтетичного матеріалу, наприклад,
із
твердого
поліефіруретану або рільсану; поверхня циліндрів при цьому залишається
жорсткою
і
олеофільною. Співвідношення діаметрів
у
кожній парі
циліндричних елементів обов'язково повинно бути ірраціональним,
некратним,
що
пояснюється вимогами розкочування
—
рівномірним
розподілом фарби
по
всіх поверхнях фарбових валиків
і
циліндрів.
Стикання двох жорстких циліндрів
між
собою
не
допускається.
Два
еластичних валики можуть стикатися
в тих
випадках, коли
за
умовами
компонування потрібно змінити напрямок обертання дукторного циліндра;
звичайно
в
ротаційних машинах
він
обертається
в той же бік, що і всі
розкочувальні циліндри
і
форма.
Кількість накочувальних валиків, залежно
від
призначення
і
типу
машини, становить від одного до чотирьох. Загальна кількість циліндрич-
них елементів
у
фарбових апаратах рулонних ротаційних машин складає
від
7
до
15; а в
аркушевих машинах може становити ЗО.
100
Глава
2