Buschow K.H.J. (Ed.) Concise Encyclopedia of Magnetic and Superconducting Materials
Подождите немного. Документ загружается.

can be adjusted by the energy level and pulse dura-
tion of the laser pulse, resulting in a well-controlled
surface roughness of the landing zone (Baumgart
et al. 1995). During contact of the slider on this
landing zone, the formation of meniscus areas is re-
stricted to the areas around the ‘‘bumps.’’ Thus, the
stiction force is controlled by the number and shape
of the laser bumps. Because of this, stiction of laser-
textured disks is much less sensitive to changes in
the environmental conditions or the number of CSS
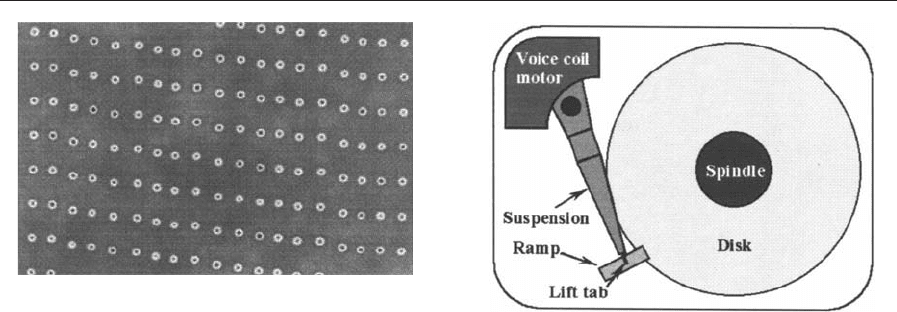
cycles. An array of laser bumps with a pitch distance
of approximately 40 mm between rows is shown in
Fig. 5.
4.3 Load/Unload
Laser zone texturing becomes ineffective if the height
of the laser bumps is required to decrease to less than
10 nm. To avoid high stiction of the head/disk inter-
face in the latter case, ramp load/unload has been
introduced as an alternative to laser texturing. In the
case of ramp load/unload, the slider is loaded onto
the disk during startup of the drive using the ramp
mechanism shown in Fig. 6. During shutdown of the
drive, the slider is lifted from the disk surface using
the ramp mechanism. The use of a ramp load mech-
anism avoids stiction completely during start/stop.
Ramp load/unload is difficult to implement, how-
ever, because of severe tolerance requirements during
assembly. Ramp load/unload mechanisms are used
mainly in laptop computers, but have begun to
appear also in 95 mm hard disk drives.
5. Wear
Wear of the head/disk interface occurs on both the
slider and the disk as the result of head/disk inter-
actions during CSS or steady-state operation. Wear
of sliders and rigid disks can occur as adhesive wear,
abrasive wear, impact wear, or tribochemical wear.
Intermittent slider/disk impacts during steady-state
operation lead to impact wear. In addition, tribo-
chemical wear occurs if oxygen from the atmosphere
absorbs chemically on the surface of the carbon layer,
leading to the formation of surface oxides. Thermal
desorption of these species leads to the formation of
CO and CO
2
, which depletes the surface of carbon.
For lubricated disks, the lubricant film tends to act as
a chemical barrier, thereby reducing the occurrence
of tribochemical wear in favor of other types of wear
(Talke 1995).
Disks and sliders are typically coated with a thin
layer of carbon to protect the magnetic materials
from wear and corrosion. Carbon overcoats used for
rigid disks and sliders are typically diamond-like car-
bon (DLC), amorphous DLC (a-C), hydrogenated
DLC (a-C:H), and nitrogenated DLC (a:CN
x
) (Grill
1997). Hydrogenated carbon films (a-C:H) show gen-
erally improved wear performance over a-C films.
The hardness and the elastic modulus of DLC in-
crease with hydrogen concentration in the DLC be-
cause hydrogen tends to increase sp
3
bonds in DLC
(Lee et al. 1992). Incorporation of nitrogen in DLC
also improves the wear resistance of DLC films.
Nitrogenated films have gained wide application as
thin-film disk and slider overcoats.
6. Lubricants and Additives
In general, perfluorinated polyethers (PFPE) are used
for disk lubrication since they have good load carry-
ing capability and exhibit a very low vapor pressure.
Sliding contact between a slider and a disk tends to
remove the lubricant in the sliding track. To prevent
lubricant depletion, a disk lubricant should have good
mobility so that it can recoat areas of the disk de-
pleted from lubricant. However, since high mobility
Figure 5
Array of laser bumps with bump spacing between rows
of 40 m m.
Figure 6
Ramp load/unload mechanism.
670
Magnetic Reco rding: Rigid Media, Tribology
increases lubricant spin-off, a compromise must be
made between mobility and bonding. A number of
commonly used disk lubricants is shown in Table 1
(Homola 1996).
Most disk lubricants exhibit thermal degradation
problems when exposed to elevated temperatures.
Furthermore, PFPE are susceptible to catalytic de-
composition when in contact with Al
2
O
3
, a common
slider material component. To reduce the degrada-
tion of disk lubricants caused by Al
2
O
3
it is custom-
ary to eliminate the exposure of disk lubricants to
Al
2
O
3
by coating the slider surface with a thin carbon
film. Another option is to use additives in the lubri-
cant such as X-1P (Perettie et al. 1999). However,
difficulties with phase separation have been observed
with phosphazine additives at high temperature and
humidity owing to the fact that these additives are
insoluble in PFPE-based oils (Kang et al. 1999).
7. Future Trends in Tribology of Rigid Media
To increase the recording density to 100 Gbits in
2
(15.5 Gbits cm
2
), it is anticipated that the flying
height of the slider must be of the order of 5 nm, that
the carbon overcoat on the slider and the disk should
be reduced to less than 2–3 nm, and that the root
mean square surface roughness be approximately
0.2 nm.
Owing to the complexity of these requirements, the
question arises as to whether it would not be better to
implement contact recording, in which case the air
bearing between the slider and the disk would be
eliminated completely. Although the latter situation
is highly desirable, contact recording would require
an extremely lightly loaded slider/disk interface in
order to keep wear of the slider and the disk within
acceptable limits (Talke 1995). Furthermore, a lightly
loaded interface is prone to stick/slip and friction-
induced vibration, making this approach all but tech-
nically unfeasible. However, the trend towards re-
duced flying heights will continue and lower and
lower flying heights will be implemented in future
disk-drive products. Thus, even more difficult tribo-
logy problems will be encountered.
See also: Magnetic Recording: Rigid Media, Pre-
paration; Magnetic Recording Devices: Head/Medi-
um Interface; Magnetic Recording Rigid Media,
Recording Properties; Magnetic Recording Technol-
ogies: Overview
Bibliography
Baumgart P, Krajnovich D J, Nguyen T A, Tam A C 1995 A
new laser texturing technique for high performance magnetic
disk devices. IEEE Trans. Magn. 31, 2946–51
Grill A 1997 Tribology of diamondlike carbon and related
materials: an updated review. Wear 94–95, 507–13
Gui J, Marchon B 1995 A stiction model for a head–disk
interface of a rigid disc drive. J Appl. Phys. 78, 4206–17
Homola A M 1996 Lubrication issue in magnetic disk storage
devices. IEEE Trans. Magn. 32, 1812–8
Hu Y, Bogy D B 1996 Dynamic stability and spacing modu-
lation of sub-25 nm fly height sliders. ASME J. Trib. 119,
646–52
Kang H J, Perettie D J, Talke F E 1999 A study of phase
separation characteristics of perfluoropolyethers/phospha-
zene (x-1p) lubricant mixtures on hard disk surfaces. IEEE
Trans. Magn. 35, 52385–7
Lee H J, Lee J K, Zubeck R, Smallen M, Hollars D 1992
Properties of sputtered-deposited hydrogenated carbon films
as a tribological overcoat used in rigid magnetic disks. Surf.
Coat. Technol. 54–55, 552–6
Perettie D J, Morgan T A, Zhao Q, Kang H J, Talke F E 1999
The use of phosphazene additives to enhance the perform-
ance of PFPAE lubricants. J. MMM 193, 318–21
Talke F E 1995 On tribological problems in magnetic disk re-
cording technology. Wear 190, 232–8
Wahl M H, Lee P, Talke F E 1996 An efficient finite
element-based air bearing simulator for pivoted slider
using bi-conjugate gradient algorithms. Trib. Trans. 39,
130–8
Zhao Q, Talke F E 1999a Effect of environmental conditions on
the stiction behavior of laser textured hard disk media. Trib.
Int. 33, 281–7
Zhao Q, Talke F E 1999b Stiction and deformation analysis of
laser textured media with crater-shaped laser bumps. Trib.
Trans. 43 (1), 1–8
F. E. Talke
University of California, San Diego, La Jolla
California, USA
Table 1
Molecular structures of typical commercial disk lubricants.
Tradename Molecular structure End group
Fomblin Y CF
3
O[CF(CF
3
)CF
2
O]
n
–(CF
2
O)
m
–CF
3
–CF
3
Krytox AD F–[CF(CF
3
)CF
2
O]
m
–CF
2
CF
3
–F,–CF
3
Fomblin Z CF
3
O(CF
2
CF
2
O)
n
–(CF
2
O)
m
–CF
3
–CF
3
Demnum F–(CF
2
CF
2
CF
2
O)
n
–CF
2
CF
3
–F,–CF
3
Fomblin Z-DOL HO–CH
2
CF
2
O–(CF
2
CF
2
O)
n
–(CF
2
O)
m
–CF
2
CH
2
–OH –OH
Fomblin AM2001 P–CH
2
OCH
2
CF
2
–(CF
2
CF
2
O)
n
– (CF
2
O)
m
–CF
2
CH
2
OCH
2
–P –CH
2
–pheQ(O)
2
QCH
2
671
Magnetic Recording: Rigid Media, Tribology
Magnetic Recording: VHS Tapes
The home video market is massive and is the domi-
nant form of magnetic media sold in the world mar-
ket. Estimated world sales for VHS (Video Home
System) media for 1988 were equivalent to 2686 mil-
lion E180 cassettes shipped at a total factory gate
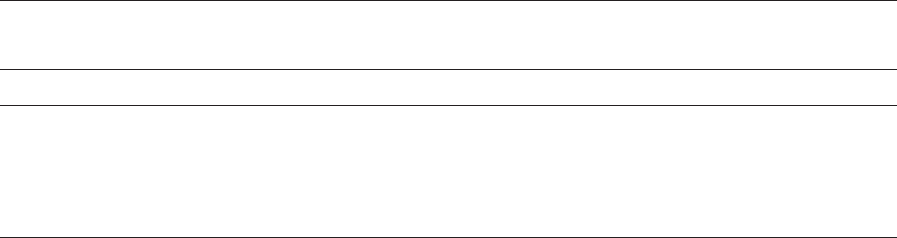
price of $3335 million. Figure 1 shows a comparison
of VHS sales to other media. Originally used prima-
rily for recording of TV programs for later viewing,
use has now extended to home viewing of pre-
recorded film, camcorder applications, and is making
inroads into multimedia PC programs.
Although VHS is the most popular video system,
its technology has been overtaken by other formats.
However, because of the large number of video
machines in homes and the considerable investment
in prerecorded film for sale and rental, it is likely to
remain the dominant system until replaced by digital
technology. There have been some additions to the
format that allow stereo sound to be recorded, a
long-play facility with slower tape speed, a compact
cassette version for use in camcorders which can
then be played in a standard video cassette recorder
(VCR) using an adapter, and a super VHS (S-VHS)
with improved performance quality. S-VHS requires
a special machine and tapes to take advantage of the
improved quality but is backward compatible with
standard VHS tapes.
VHS tape sales are very competitive and prices have
fallen dramatically over time. This has reduced profit
margins so that many of the large media producers
have withdrawn from the business to concentrate on
more profitable ‘‘high-tech’’ media applications or
have transferred production to low-cost regions of the
world such as China and the East Asian Pacific Rim
countries.
1. The VHS Format
VHS is a helical scan system with the record/replay
heads mounted on a drum that rotates at an angle to
the tape transport direction. This produces recorded
data tracks at an angle to the tape direction. This
angle is dependent on the TV format and allows a
relatively high head speed across the tape surface at a
slow tape speed producing an efficient use of the re-
cording area for the serially recorded signals (for the
625 line–50 field TV system, the angle of scan is
51 57
0
50.3
00
at a head speed of 3.92 ms
1
and a tape
speed of 23.39 mms
1
(EN 60774 1994)). For a de-
tailed description of helical scan recording see Mee
and Daniel (1996).
With all removable media systems it is important
that exact standards are applied to the media to allow
writing and replay in different machines and main-
tenance of replay quality under a range of chang-
ing conditions. Standards were originally established
by JVC, the manufacturer who developed VHS, but
detailed specifications are now incorporated into
international standards (e.g., European Standard
EN60774-1). Many of the details are mechanical,
such as the dimensions of the cassette (104 mm
188 mm 25 mm), the reel dimensions (62 mm diam-
eter), and the tape winding path and its control. The
tape has a specified width of 12.65 mm70.01 mm
(0.5 in) and a maximum thickness of 20.0 mm includ-
ing the magnetic coating. Playing times are specified
as 30 min, 60 min, 90 min, 120 min, and 180 min,
which are determined by the length of tape in the
cassette. Modern VCRs usually have a long-play
facility that doubles the playing time by reducing the
tape speed. This does produce some loss of quality
but modern head technology minimizes noise levels.
The magnetic coating has to be of a high resolu-
tion, longitudinally oriented, and with a coercivity
of approximately 50 10
3
Am
1
(628 Oe). Invaria-
bly the magnetic coating consists of acicular oxide
Figure 1
Chart of total sales of VHS media compared to other
major magnetic storage media for 1988. Because some
sales are in the form of prerecorded tape, estimates of
VHS sales have been converted into the form of E180
cassettes (estimates by the Magnetic Media Information
Service). (a) Total sales for 1998 as a percentage of total
value ($13.833 billion.) (b) Total sales for 1998 as a
percentage of total units (10.627 billion units.)
672
Magnetic Reco rding: VHS Tapes

particles, usually cobalt-modified iron oxide (g-Fe
2
O
3
)
although chrome dioxide (CrO
2
) can be used. The
latter is reputed to have a better high-frequency res-
ponse, but the cost is generally higher than for iron
oxide. Most CrO
2
tapes on the market now contain a
mixture of CrO
2
and cobalt g-Fe
2
O
3
to limit price.
2. Magnetic Par ticles
The properties of magnetic particles determine the fi-
nal magnetic properties of the manufactured tape.
Magnetostatic interactions between particles play
an important role in determining properties such as
coercivity, and the measured values for individual
particles, pigments, and tapes can be very different
(McConochie et al. 1996). Magnetic properties of
particles are described in detail in Magnetic Recording
Materials: Tape Particles, Magnetic Properties. Ideal-
ly all particles should be single domain with identical
magnetic properties. In practice this is not possible,
but particles are manufactured so that parameters
such as volume and aspect ratio have as narrow
a distribution as possible. Typically particles have a
length of about 600 nm and an aspect ratio of 6:1.
Ferric oxide particles are the most commonly used,
but basic g-Fe
2
O
3
has a coercivity controlled primarily
by shape anisotropy and can only be used to make
tapes with coercivities up to about 25 10
3
Am
1
(B300 Oe). To increase this further, particles are
surface doped with cobalt. CrO
2
has a higher intrinsic
coercivity partly associated with crystal anisotropy
and is suitable for VHS applications in its basic form.
3. Media Production
The magnetic tape coating consists of small mag-
netic particles dispersed in a nonmagnetic polymer
matrix with additional nonmagnetic particles for other
important functions. A wet dispersion of all the com-
ponents is produced which is then coated onto plastic
film and dried. The tape formulation is proprietary
and each tape manufacturer will have its own choice of
components. Manufacturers of precursors often have
test formulations that are freely available to customers
and produce an acceptable final product. All disper-
sions have essentially the same components that serve
the same specific general functions as follows:
(i) Magnetic particles—see above.
(ii) Wetting agents—usually a surfactant whose
function is to coat the magnetic particles and prevent
agglomeration after dispersion. Some part at least
can be replaced by ‘‘wetting’’ polymer resins, which
have functional groups effective in wetting. This re-
duces the final wetting agent content of the tape to
the advantage of wear and friction. Although orig-
inally developed for advanced particulate media
manufacture, they are in common use for commod-
ity products such as VHS.
(iii) Polymer resins—to produce the final solid
matrix and generally comprising a mixture of seve-
ral types which can be classified as soft, such as
polyurethane, and hard, such as vinyl. The correct
combination determines the final mechanical pro-
perties of the tape, e.g., stiffness and temperature
resistance characteristics, which are important for
controlling properties such as magnetostriction asso-
ciated with changing magnetic properties, as particles
are stressed and the matrix is strained during tape
flexure.
(iv) Cross-linking agents—added just before final
coating of the tape to strengthen the polymer matrix
and to ensure that particles are strongly bound.
(v) Solvents—to dissolve the resins and the wetting
agents.
(vi) Carbon black—to reduce static electricity in
the tape.
(vii) Lubricants—additional surfactants and other
lubricants which are incorporated into the matrix.
These leach out during the life of the tape to lubricate
the surface and ensure smooth transit across the
heads and guides during record and replay.
(viii) Abrasives—such as aluminum oxide parti-
cles, which help to clean debris and deposits from
heads and other parts in contact with the tape during
use.
Magnetic particles are supplied by pigment man-
ufacturers in a clustered form to aid handling of
what, individually, would be a very fine and hazard-
ous powder of particles with the dimensions of smoke
grains. The main function of the wet dispersion pro-
cess is to separate these particles without damaging
them to produce a slurry of monodispersed magnetic
particles which can be coated and oriented. This dis-
persion is very important in determining the final
quality of the tape. Not only does it affect the ability
of particles to be oriented by application of a mag-
netic field during production, but poorly dispersed
particles will increase the roughness of the tape sur-
face and affect noise characteristics (Clarke et al.
1991). A detailed discussion of wet dispersions can
be found in Magnetic Recording Media: Particulate
Dispersions but the essential processes of tape manu-
facture are as follows:
(i) Premixing—some of the components including
the magnetic particles, wetting agents, and a portion
of the solvents are mixed at high shear to wet the
particle surfaces and exclude any water adsorbed on
the surfaces.
(ii) Milling—the components are mixed in a bead
mill or similar device to generate shear and separate
particles. Milling times and rates are important as
‘‘over milling’’ generates broken particles whereas
‘‘under milling’’ leaves agglomerates in the system.
Broken particles will have a low switching field or
may be superparamagnetic and are detrimental to
the recording properties of the tape resulting in
‘‘print through’’ and a lower saturation remanence.
673
Magnetic Recording: VHS Tapes
Agglomerates will cause an increase in the tape noise
and poor orientation.
(iii) Let down—additional solvents are added to
control the final viscosity of the slurry ready for
coating. This stage has to be completed carefully to
prevent solvent shock, which can cause flocculation
of the particles.
(iv) Filtering—any remaining agglomerates or
oversized particles are removed by passing through
a fine mesh filter.
(v) Coating—the final wet dispersion is applied to
a plastic substrate using a knife coater or gravure
roller. This is part of the mass-production process.
Coating is at high speed onto wide plastic webs.
(vi) Orientation—immediately after coating and
before the film has dried, the web is passed through
an arrangement of magnets that increases particle
alignment along the tape axis.
(vii) Drying—the web is then passed through an
oven where the solvents are driven off and collected
for recycling. The dried web is then wound onto rolls
and stored to allow further curing of the polymers.
(viii) Calendaring—the web is passed between
heated rollers that have specially prepared paper-
coated surfaces. High pressure is applied so that the
combination of heat and pressure produces a smooth
tape surface. This is important in maintaining a good
head/tape contact in the record and replay processes
to minimize asphericity and surface roughness noise.
(ix) Back coating—a nonmagnetic layer contain-
ing carbon black is coated onto the back surface of
the web. This prevents slippage during use and also
reduces buildup of electrostatic charge.
The large rolls of completed media, referred to as
jumbos, are then slit to the final tape width, slitting
debris is removed, and the tape is wound onto indi-
vidual reels, called pancakes. In a separate process,
tape is spliced to plastic leader tapes already attached
to reels in cassettes and the appropriate length of tape
is loaded ready for final labeling and packaging of the
cassettes.
4. Media Properties
The performance of a tape is defined in terms of its
recording and replay properties, and characteristics
such as signal to noise ratio. These are specified in the
international standards and comparison is made to
a reference tape VRT-2, which can be provided by
JVC. In practice, having established particle supply
and the tape production process, quality can be
controlled by static magnetic measurements using a
vibrating sample magnetometer. The only static
magnetic property identified in the standards is the
approximate coercivity (50 10
3
Am
1
). However, in
general all tapes have very similar major hysteresis
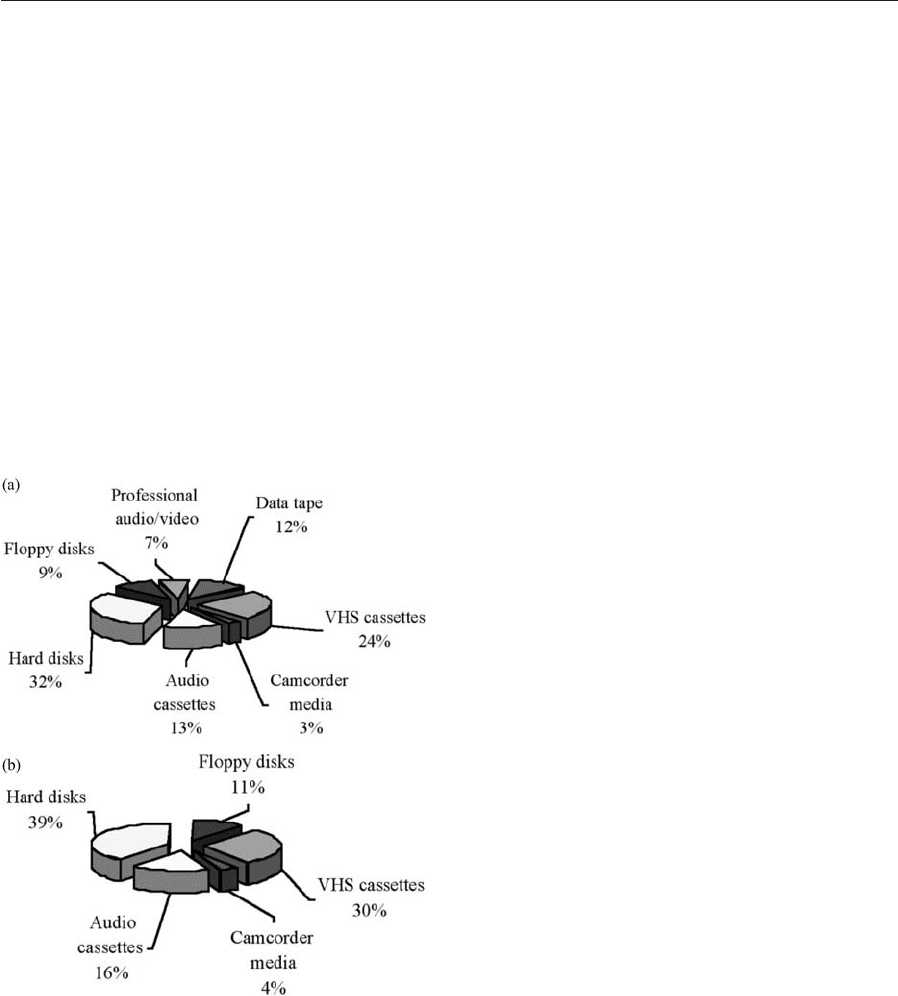
loop shape and characteristics. Figure 2 shows the
major hysteresis loop for a typical proprietary VHS
tape, measured in the tape direction and transverse to
it. The effect of particle orientation can be clearly
seen by comparison of the shape of the two loops.
Listed below are some parameters that have been
devised to characterize recording media and values
measured for this sample.
(i) Coercivity, H
c
(52 kAm
1
(648 Oe))
(ii) Saturation magnetization, M
s
, usually expressed
as a moment per unit area (490 Am
3
(49 memucm
2
))
(iii) Remanent magnetization, M
r
(370 Am
3
(37 memucm
2
))
(iv) Squareness, M
r
/M
s
(0.76)
(v) Orientation ratio, M
r[in tape direction]
:M
r[transverse]
(1.67)
(vi) Switching field distribution (SFD), obtained
by differentiating the hysteresis loop. This produces a
peak around the coercivity. The SFD is defined as the
peak width at half height (27 kAm
1
(340 Oe))
(vii) Coercivity squareness, S*, a measure of the
steepness of the loop at the crossing point (0.68). It is
defined by (Ko
¨
ster 1984):
dM
dH
M¼0
¼
M
r
H
c
ð1 S
Þ
5. Camcorder Applications
A major use of video tape is for camcorder recording.
The standard VHS tape is far too cumbersome for this
application and so a compact VHS cassette has been
developed. This uses the standard 12.65 mm tape but
in a cassette measuring 59 mm 92 mm 22.5 mm,
which is about a quarter of the volume of a standard
cassette. The compact cassette can be inserted into an
Figure 2
Hysteresis loops for a cobalt g-Fe
2
O
3
VHS tape
measured along the tape axis direction and transverse to
it. The differential of the hysteresis is also shown and
indicates the switching field distribution measured at
half height.
674
Magnetic Reco rding: VHS Tapes
adapter, which then allows it to be replayed or edited
in a standard VHS VCR. There are rivals for ana-
logue camcorders, the most notable being the 8 mm
system, which like the later development of Hi8 use
8 mm wide tape in a much more compact cassette and
an increased coercivity. The 8 mm tapes are based on
metal particles, usually passivated iron, and the Hi8
uses either metal evaporated tape or advanced metal
particles. The 8 mm systems have an improved re-
sponse over VHS. However, in spite of taking a large
part of the camcorder market, 8 mm VCR machines
have failed to make much impact on the television-
related use for time shifting and replay of prerecorded
‘‘videos.’’ Digital camcorders are now available and
these will replace the older VHS and 8 mm analogue
systems very rapidly.
6. Prerecorded Tape
Much of the tape that is produced is sold with pre-
recorded films and other entertainment material. Mak-
ing copies used to involve playing a master tape on
one VCR that was re-recorded on a number of copy
machines. This process is very slow, equipment inten-
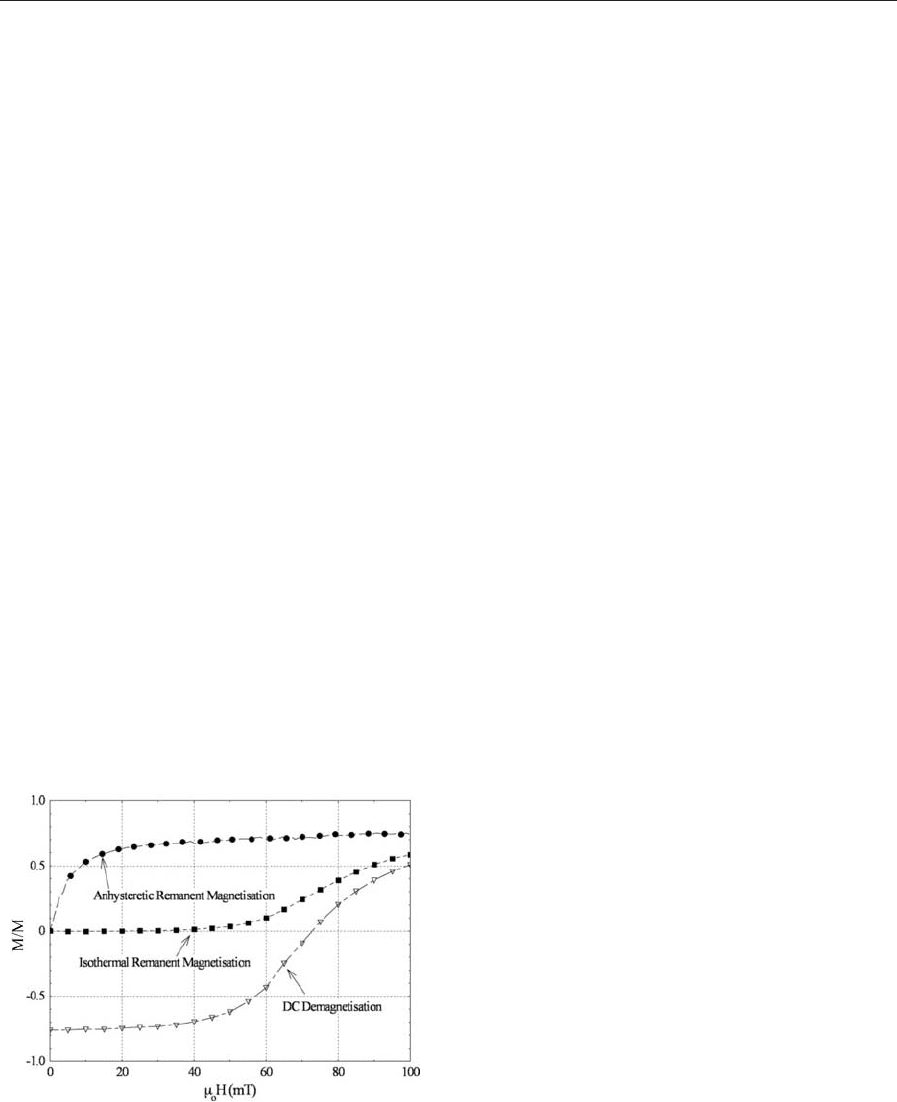
sive, and is not cost effective. A process of anhysteretic
duplication has been developed that produces a mag-
netic image of a master tape in a high-speed process.
The principles of the technique are based on an-
hysteretic remanence. This process involves the appli-
cation of a small d.c. bias magnetic field to a magnetic
sample subjected to a saturating a.c. field which is then
slowly removed. The d.c. bias field is then removed
and a remanent magnetization is left. Figure 3 shows
the anhysteretic remanent magnetization (ARM) as a
function of d.c. bias field for a typical VHS tape.
For comparison, the isothermal remanence (IRM)
and the d.c. demagnetization remanence (DCD) are
also shown. The IRM curve is a plot of the reman-
ence produced by the application of a d.c. magnetic
field to an initially a.c. demagnetized specimen while
the DCD curve is a plot of the remanence produced
in an initially negatively saturated sample. The IRM
and DCD curves are used extensively as an indication
of the nature of interactions in recording media
(Spratt et al. 1988, Kelly et al . 1989). The steep slope
of the initial anhysteretic curve is evident in Fig. 3.
In anhysteretic duplication, a mirror image of the
required video tape is produced on a master tape.
When placed in contact with a blank VHS tape
(magnetic surfaces together) and subjected to an a.c.
field, the stray fields from the master tape magnetic
recording are sufficient to produce an anhysteretic
magnetic image imprinted on the VHS tape. It is clear
that if the master tape is to withstand demagnetiza-
tion in the process, the a.c. field must be sufficient to
saturate the VHS tape but small enough so as not
demagnetize the master tape, which must have a high
coercivity (typically 160 10
3
Am
1
(2 kOe)).
7. Signal Loss and Archival Problems
Tape replay is a dynamic process involving a magnetic
interaction between the tape and the replay head. This
produces a change in the magnetization of the tape that
has to be reversible if the recorded signal is to remain
unchanged. Magnetic changes do not affect the basic
structure of the tape, unlike mechanical deterioration,
which can result from rep lay in poor ly maintained
VCRs. Magnetic deterioration is not evident from vis-
ual inspection and re-recording restores the good qual-
ity video signal. First generation tapes did exhibit a
signal loss with replay that was identified as being
related to magnetostriction effects (Flanders 1976,
Flanders et al. 1979). However, changes in formula-
tion to reduce particle stresses improved tape perform-
ance. This effect was not evident in later generations of
particles and this type of signal loss is no longer re-
garded as a problem in commercial tapes. However,
some problems do still exist. All tapes are subject to
dropouts associated with localized physical or magne-
tic defects where the recorded signal is defective or
unstable. With replay, these dropouts increase in
number resulting in a ‘‘snowy’’ TV image. Magnetic
debris trapped on guides and heads can also cause sig-
nal loss, which is evident as missing lines on the TV
image. With continual replay these can merge into
bands and are referred to as magnetic scratching
(S-Ararghi et al. 1992). Replay can also lead to a
general increase in noise levels (McCann et al. 1999).
This is believed to be a result of magnetostric tion as
identified in the signal loss of first generation tapes but
at a much lower level so that it is only observed in the
noise signal.
Figure 3
ARM for a cobalt g-Fe
2
O
3
VHS tape. Isothermal
remanent magnetization and d.c. demagnetization
curves are included for comparison.
675
Magnetic Recording: VHS Tapes
8. Conclusions
The VHS system has to be regarded as a commercial
success story. Having been adopted as the preferred
home video system, production of VCRs and video
tape has produced one of the major volume storage
media products. Although the technology has been
surpassed by other systems, there is a tremendous
inertia to change generated by the high domestic in-
vestment in machines and availability of prerecorded
tapes. The VHS system is likely to remain the pre-
ferred medium for some time and will only be re-
placed with the move to digital recording.
See also: Magnetic Recording Materials: Tape Par-
ticles, Magnetic Properties; Magnetic Recording
Media: Particulate Dispersions; Magnetic Recording
Devices: Inductive Heads, Properties; Magnetic Re-
cording Technologies: Overview
Bibliography
Clarke M D, Bissell P R, Chantrell R W, Gilson R G 1991
Experimental studies of particulate recording media noise.
J. Magn. Magn. Mater. 95, 17–26
EN 60774-1 Part 1 1994 VHS and compact VHS video cassette
system. European Standard. European Committee For Elect-
rotechnical Standardization
Flanders P J 1976 Changes in recording tape magnetization
produced by stress. IEEE Trans. Magn. MAG-12, 348–55
Flanders P J, Kaganowicz G, Takei Y 1979 Magnetostriction
and stress-induced playback loss in magnetic tapes. IEEE
Trans. Magn. MAG-15, 1065–8
Kelly P E, O’Grady K, Mayo P I, Chantrell R W 1989 Switch-
ing mechanisms in cobalt–phosphorus thin films. IEEE
Trans. Magn. 25, 3880–3
Ko
¨
ster E 1984 Recommendation of a simple and universally ap-
plicable method for measuring the switching field distribution
of magnetic recording media. IEEE Trans. Magn. 20, 81–3
McCann S M, Bissell P R, Onions T, Gilson R G 1999 Effects
of playback on saturation remanent state noise. J. Magn.
Magn. Mater. 193, 362–5
McConochie S R, Schmidlin F, Bissell P R, Gotaas J A, Parker
D A 1996 Interaction effects from reversal studies of single
particles. J. Magn. Magn. Mater. 155, 89–91
Mee C D, Daniel E D 1996 Magnetic Storage Handbook, 2nd
edn. McGraw Hill, New York
S-Araghi M, Bissell P R, Chantrell R W, Loyd R A 1992 Rep-
tation effects as a mechanism for localized demagnetization
in video tapes. J. Magn. Magn. Mater. 5, 160–3
Spratt G W D, Bissell P R, Chantrell R W, Wohlfarth E P 1988
Static and dynamic experimental studies of particulate re-
cording media. J. Magn. Magn. Mater. 75, 309–18
Magnetic Refrigeration at Room
Temperature
Magnetic refrigeration, based on the magneto-
caloric effect (MCE), has recently received increased
attention as an alternative to the well-established
compression–evaporation cycle for room-tempera-
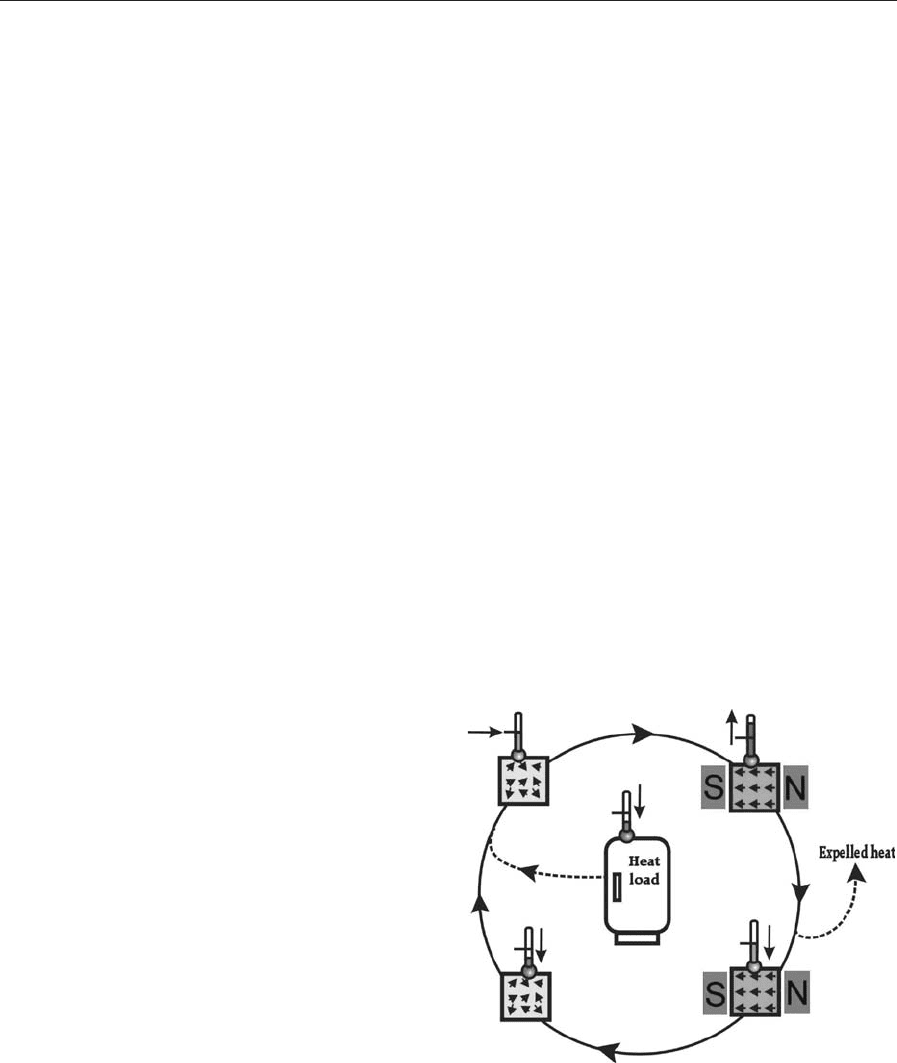
ture applications. In the magnetic refrigeration cycle,
depicted in Fig. 1, initially randomly oriented mag-
netic moments are aligned by a magnetic field, result-
ing in heating of the magnetic material. This heat is
removed from the material to the ambient by heat
transfer. On removing the field, the magnetic moments
randomize, which leads to cooling of the material be-
low ambient temperature. Heat from the system to be
cooled can then be extracted using a heat-transfer
medium. Depending on the operating temperature, the
heat-transfer medium may be water (with antifreeze)
or air, and for very low temperatures helium. There-
fore, magnetic refrigeration is an environmentally
friendly cooling technology. It does not use ozone de-
pleting chemicals (CFCs), hazardous chemicals (NH
3
),
or greenhouse gases (HCFCs and HFCs). Another
key difference between vapor-cycle refrigerators and
magnetic refrigerators is the amount of energy loss
incurred during the refrigeration cycle. The cooling
efficiency in magnetic refrigerators working with
gadolinium has been shown (Zimm et al.1998)to
reach 60% of the theoretical limit, compared to only
B40% in the best gas-compression refrigerators. This
higher energy efficiency will also result in a reduced
CO
2
release. However, with most magnetic materials,
this high efficiency is only realized in high magnetic
fields, 5 T. Therefore current research aims at new
magnetic materials displaying larger magnetocaloric
effects, which then can be operated in lower fields,
B2 T, that can be generated by permanent magnets.
The heating and cooling described above is pro-
portional to the size of the magnetic moments and the
Figure 1
Schematic representation of a magnetic-refrigeration
cycle, that transports heat from the heat load to the
ambient. The lighter- and darker-shaded square
containers depict material in low and high magnetic
field, respectively.
676
Magnetic Refrigeration at Room Temperature
applied magnetic field. This is the reason that, now-
adays, research in magnetic refrigeration is almost
exclusively conducted on super-paramagnetic mate-
rials and on rare-earth compounds (Tishin 1999). For
room-temperature applications like refrigerators and
air-conditioners, compounds containing manganese
should be a good alternative. Manganese is a tran-
sition metal with high abundance. Also, there exist in
contrast to rare-earth compounds, an almost unlim-
ited number of manganese compounds with critical
temperatures near room temperature. However, the
magnetic moment of manganese generally is only
about half the size of heavy rare-earth elements. En-
hancement of the caloric effects associated with mag-
netic moment alignment may be achieved through the
induction of a first order phase-transition or better, a
very rapid change of magnetization at the critical
temperature, which will bring along a much higher
efficiency of the magnetic refrigerator. In combina-
tion with currently available permanent magnets, this
will open the path to the development of small-scale
magnetic refrigerators, which no more rely on rather
costly and service-intensive superconducting mag-
nets. Another prominent advantage of magnetoca-
loric refrigerators is that the cooling power can be
varied by scaling from milliwatt to a few hundred
watts.
Following the discovery of a sub-room-temperature
giant-MCE in the ternary compound Gd
5
(Ge
1x
Si
x
)
4
(0.2pxp0.5)(Pecharsky and Gschneidner 1997), there
is a strongly increased interest from both fundamental
and practical points of view to study the MCE in Gd-
based materials (Choe et al.2000,Morellonet al.
2000). The common feature of these compounds is
that they undergo a first-order structural and magnetic
phase transition, which leads to a giant magnetic field-
induced entropy change, across their ordering temper-
ature. Many other materials have been studied with
respect to their (magneto-caloric) properties, here we
will mention only a few of them. The lanthanum–
manganese–perovskite oxides La
1x
Ca
x
MnO
3
show
considerable MCE values (Zhang et al.1996,Hueso
et al. 2002). Transition metal pnictides such as
MnP
1x
As
x
(Krokozinsky et al. 1982) and chalcogen-
ites such as Cr
3
Te
4
(Hashimoto 1981) have been stud-
ied. The nearly equiatomic alloy FeRh undergoes a
magnetic and structural order–order transformation
and exhibits giant MCE between 296 K and 316 K but
its MCE is irreversible and disappears after the first
application of the magnetic field (Annaorazov et al.
1992, 2002). The Heusler alloys Ni–Mn–Ga show
large magnetic-entropy changes that are due to an
abrupt change of the magnetization near the marten-
site–to–austenite structural transition (Hu et al. 2000,
2001a). The compound La(Fe,Co)
11.83
Al
1.17
with a
very low rare-earth content, also shows a consider-
able magnetocaloric effect (Hu et al. 2001b). The
MCEs in most transition-metal-based alloys are lower
than those in lanthanide-based alloys for the same
temperature range, especially if one takes into account
the fact that DT also depends on the specific heat of
the compound (Pecharsky et al.2001).Thismakes
them unlikely candidates for use as magnetic refriger-
ant materials below room temperature. However,
above room temperature there exist only a very lim-
ited number of rare-earth compounds exhibiting mag-
netic ordering, a prerequisite for showing large
magnetocaloric effects. Fortunately, there exist many
manganese compounds, such as MnAs (Pytlik and
Zieba 1985), which display a variety of structural and
magnetic phase transitions in the relevant temperature
range. For a working material in a magnetic refriger-
ator it is however essential that the phase transition is
also reversible.
1. Theoretical Considerations
When a material is magnetized in an applied mag-
netic field, the entropy associated with the magnetic
degrees of freedom, the so-called magnetic entropy
S
m
, is changed as the field changes the magnetic order
of the material. Under adiabatic conditions, DS
m
must be compensated by an equal but opposite
change of the entropy associated with the lattice, re-
sulting in a change in temperature of the material.
This temperature change, DT
ad
, is usually called the
magnetocaloric effect. It is related to the magnetic
properties of the material through the thermodynam-
ic Maxwell relation
qS
qB
T
¼
qM
qT
B
ð1Þ
For magnetization measurements made at discrete
temperature intervals, DS
m
can be calculated by
means of
DS
m
ðT; BÞ¼
X
i
M
iþ1
ðT
iþ1
; BÞM
i
ðT
i
; BÞ
T
iþ1
T
i
DB ð2Þ
where M
iþ1
ðT
iþ1
; BÞ and M
i
ðT
i
; BÞ represent the val-
ues of the magnetization in a magnetic field B at the
temperatures T
iþ1
and T
i
, respectively. On the other
hand, the magnetic entropy change can be obtained
more directly from a calorimetric measurement of the
field dependence of the heat capacity by integration:
DS
m
ðT; BÞ¼
Z
T
0
CðT
0
; BÞCðT
0
; 0Þ
T
0
dT
0
ð3Þ
where C ðT; BÞ and CðT; 0Þ are the values of the heat
capacity measured in a field B and in zero field, re-
spectively. It has been confirmed that the values of
DS
m
ðT; BÞ derived from the magnetization measure-
ment coincide with the values from calorimetric
measurement (Gschneidner et al. 1999, Tegus et al.
2002b).
677
Magnetic Refrigeration at Room Temperature
The adiabatic temperature change can be inte-
grated numerically using the experimentally meas-
ured or theoretically predicted magnetization and
heat capacity:
DT
ad
ðT; BÞ¼
Z
B
0
T
CðT; B
0
Þ
qM
qT
B
dB
0
ð4Þ
Obviously, the MCE is large when
qM
qT
B
is large
and CðT; BÞ is small at the same temperature. Since
qM
qT
B
peaks at the magnetic ordering temperature, a
large MCE is expected close to this magnetic phase
transition.
Recently we discovered that MnFeP
1x
As
x
com-
pounds exhibit a large magnetic entropy change
(Tegus et al. 2002a), of a similar magnitude as the so-
called giant MCE material Gd
5
Ge
2
Si
2
, but whose
optimum use temperature is at and above room tem-
perature. This result is of significant practical impor-
tance, because it makes these compounds excellent
working materials for magnetic refrigeration in
household refrigerators or air-conditioning.
In the intermediate composition range (0.15p
xp0.66), compounds in the MnFeP
1x
As
x
system
crystallize in the hexagonal Fe
2
P-type of structure.
They have most interesting magnetic properties in-
cluding a field-induced first-order magnetic transition
(Zach et al. 1990). Polycrystalline samples can be syn-
thesized starting from the binary Fe
2
PandFeAs
2
compounds, Mn chips and P powder mixed in the ap-
propriate proportions by ball milling under a protec-
tive atmosphere. After this mechanical alloying process
one obtains amorphous powder. To obtain dense ma-
terial of the crystalline phase, the powders are pressed
to pellets and sealed in molybdenum tubes under an
argon atmosphere. These are heated at 1273 K for
120 h, followed by a homogenization process at 923 K
for 120 h and finally by slow cooling to ambient con-
ditions. The powder x-ray diffraction patterns show
that the compound crystallizes in the hexagonal Fe
2
P-
type structure. In this structure the Mn atoms occupy
the three(g) sites, the Fe atoms occupy the three(f) sites
and the P and the As atoms occupy two(c) and one(b)
sites statistically (Bacmann et al. 1994). From the
broadening of the x-ray diffraction reflections, the av-
erage grain size is estimated to be B100 nm.
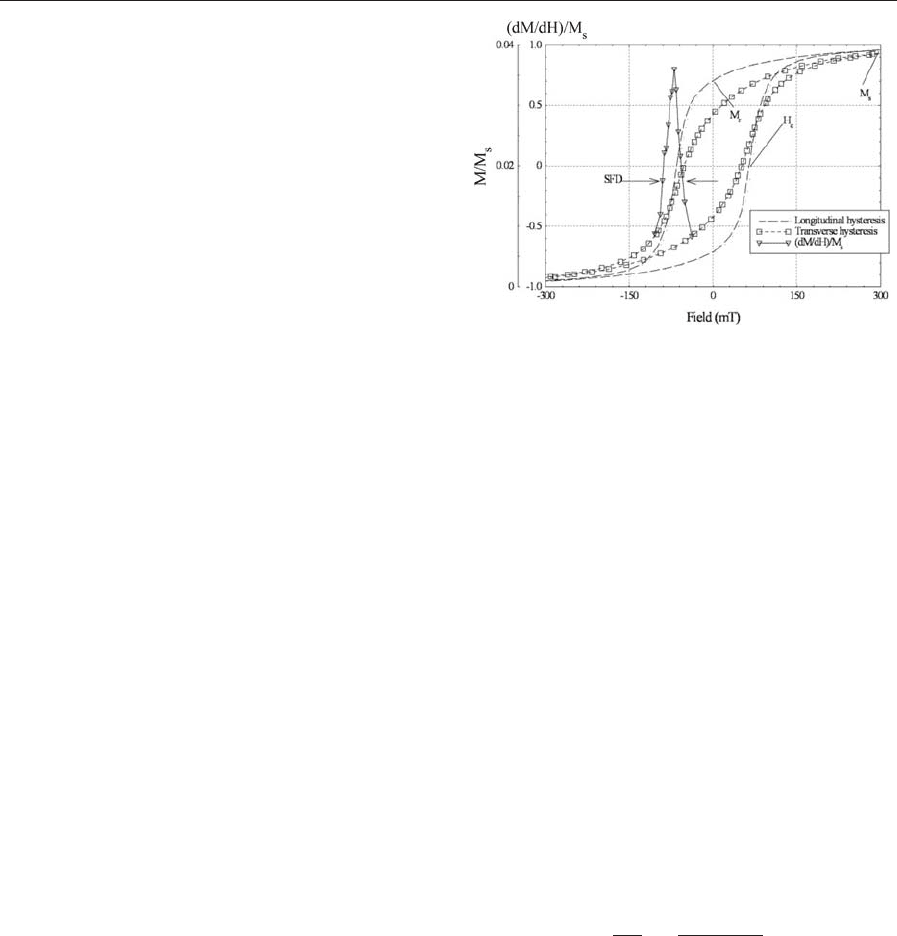
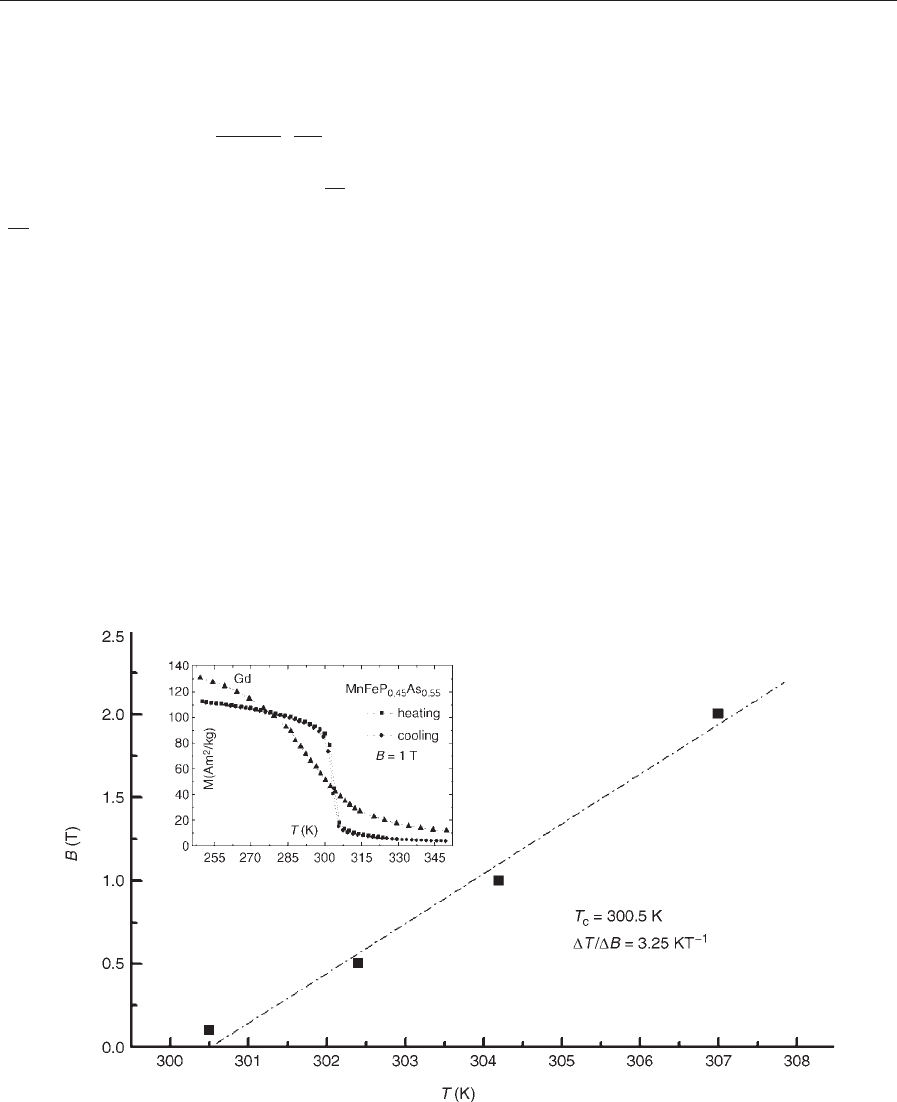
Figure 2 shows the change in critical temperature
on the application of a magnetic field. As pointed out
by Pecharsky et al. (2001), this change in critical
temperature is a good indication for the temperature
change induced by the application of a magnetic field.
The inset of Fig. 2 shows the temperature dependence
of the magnetization near room temperature of
MnFeP
0.45
As
0.55
and Gd (Alfa Aesar3N) as deter-
mined in an applied magnetic field of 1 T. It is
obvious that the change in magnetization in (Mn,Fe)
2
(P,As) compounds at the ordering temperature T
c
is much larger, despite the fact that the magnetic
Figure 2
Variation of critical temperature with applied magnetic field, the line is a least square fit of the data. Inset:
Temperature dependence of the magnetization for MnFeP
0.45
As
0.55
and Gd measured with increasing (heating) and
decreasing (cooling) temperature in a field of 1 T.
678
Magnetic Refrigeration at Room Temperature
moment of Gd is much larger at low temperatures
248 Am
2
kg
1
compared to 125 Am
2
kg
1
. Variation
of the P/As ratio between 3/2 and 1/2 makes it pos-
sible to tune T
c
and the optimal operating temper-
ature between 200 K and 350 K (70 1C and 80 1C),
without losing the large magnetocaloric effect. The
inset shows the temperature dependence of the mag-
netization measured with increasing and decreasing
temperature in an applied field of 1 T. The thermal
hysteresis is signature of a first-order phase transi-
tion. Because of the small size of the thermal hyster-
esis (o1 K), the magnetization process can be
considered as being reversible in temperature. From
the magnetization curve at 5 K, the saturation mag-
netization was determined as 3.9 m
B
/f.u. This high
magnetization originates from the parallel alignment
of the Mn and Fe moments, though the moments of
Mn are much larger than those of Fe (Beckmann and
Lundgren 1991). Variation of the Mn/Fe ratio may
also be used to further improve the magnetocaloric
effect.
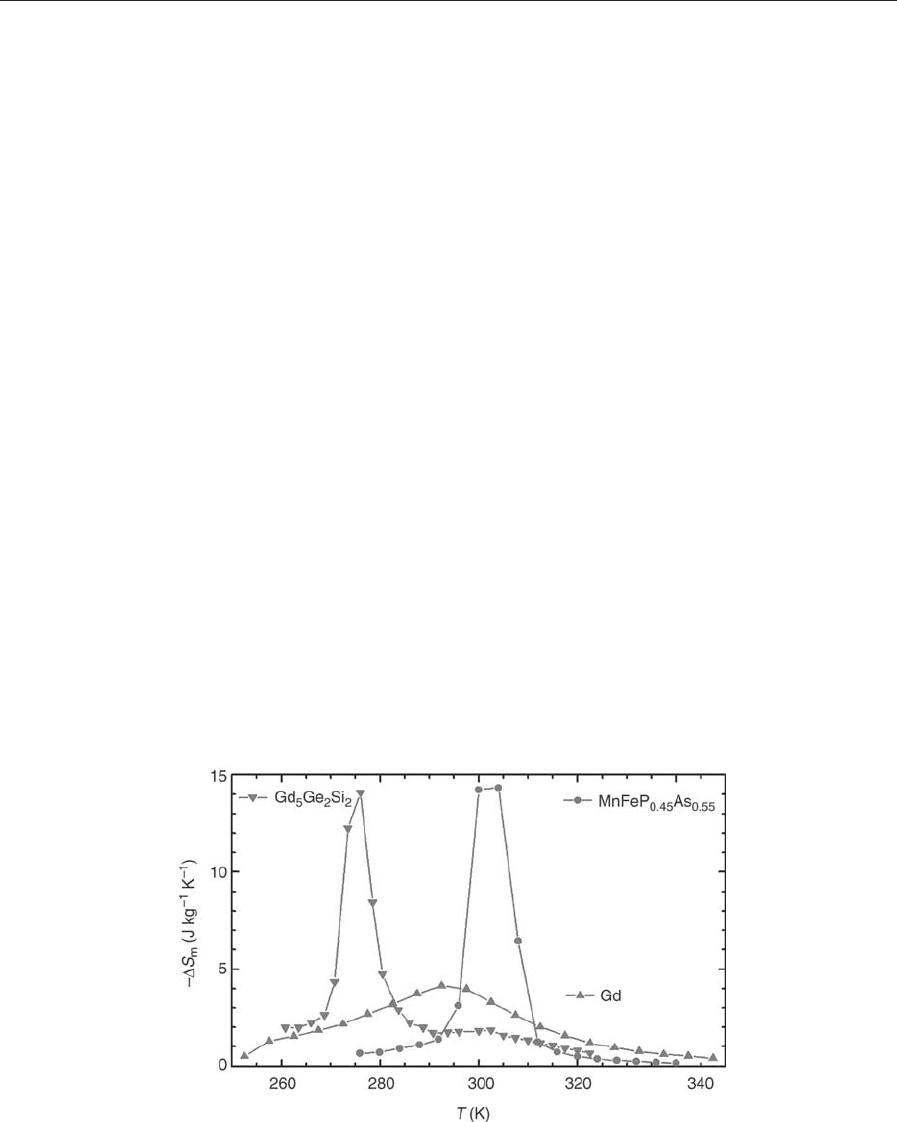
We calculated the magnetic-entropy changes, DS
m
,
from magnetization data by means of the Eqn. (2).
The results are shown in Fig. 3. The calculated
maximum values of the magnetic entropy change is
14.5 J kg
1
K
1
for a field change from 0 T to 2 T.
The maximum magnetic entropy in 3d materials
depends on the spin moment S. Because there are
two magnetic ions per formula unit, one has S
m
¼
2R lnð2S þ 1Þ, where R is the universal gas constant.
From the saturation magnetic moment, we estimate
the average S value of the magnetic ions to be equal
to S ¼1 thus S
m
¼18.3 J mol
1
K ¼117 J kg
1
K,
which is about six times larger than the value
obtained from the magnetization measurements. For
comparison, the magnetic-entropy change of the com-
pound Gd
5
Ge
2
Si
2
and Gd is also shown in the Fig. 3.
It is evident that the MCE in MnFeP
1x
As
x
com-
pounds is comparable with that of Gd
5
Ge
2
Si
2
though
the Gd compound has a larger magnetic moment at
5 K. The origin of the large magnetic-entropy change
should be attributed to the comparatively high three
moments and the rapid change of the magnetization
in the field-induced magnetic phase transition. In rare-
earth materials, the magnetic moment fully develops
only at low temperatures and therefore the entropy
change near room temperature is only a fraction of
their potential. In 3d compounds, the strong magneto-
crystalline coupling results in competing intra- and
inter-atomic interactions and leads to a modification
of metal–metal distances which may change the iron
and manganese magnetic moment and favors the spin
ordering.
Bearing in mind the use of these materials in mag-
netic refrigerators, next to the magnetocaloric prop-
erties also the electrical and heat conductivity is of
utmost importance. There is hardly any information
on the electrical-transport properties of this system.
The electrical resistance can also be useful for a more
detailed investigation of the magnetic phase transi-
tion because it is very sensitive to changes in the in-
teractions between magnetic ions. The availability of
electrical-resistance data would make it possible to
compare the critical magnetic fields derived from
magnetic and electrical measurements and to under-
stand the role of the electron–phonon and electron–
magnon interactions in the magnetic phase transi-
tions. The temperature dependence of the electrical
Figure 3
Magnetic-entropy changes of MnFeP
0.45
As
0.55
for external magnetic field changes of 0–2 calculated from the
magnetization data, in comparison with those of Gd (m) and Gd
5
Ge
2
Si
2
(.).
679
Magnetic Refrigeration at Room Temperature