Борщенко П.И. Слесарь по ремонту запорных кранов на МГ и газовых промыслах
Подождите немного. Документ загружается.

Г лава 7
УСТРОЙСТВО И РЕМОНТ ЗАПОРНЫХ КРАНОВ
С ПРОБКОВЫМИ ЗАТВОРАМИ
На магистральных газопроводах, компрессорных и газораспреде- j
лительных станциях, подземных хранилищах широко применяют]
различные конические краны.
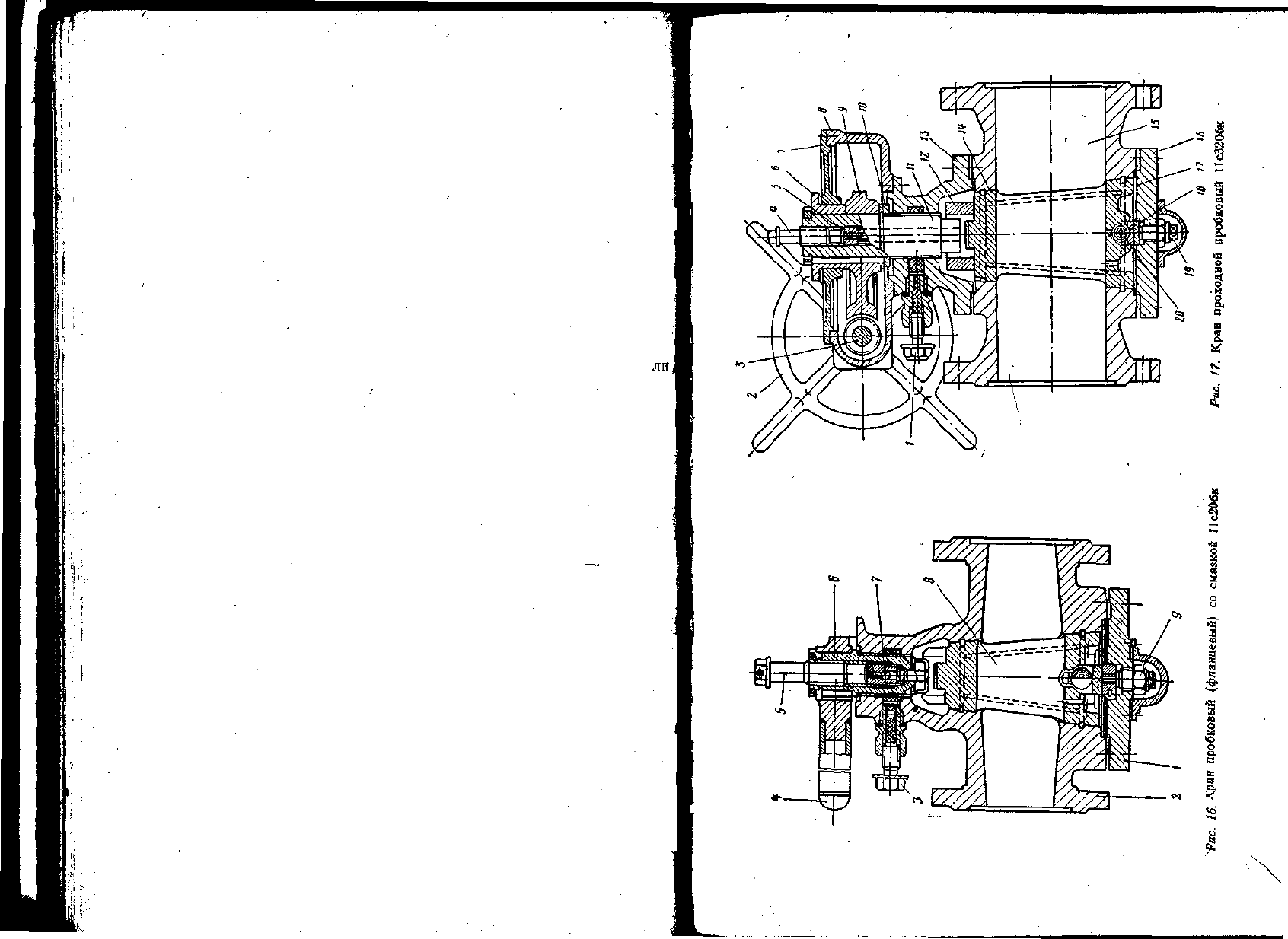
Кран пробковый (фланцевый) со смазкой 11с20бк (рис. 16)
может иметь диаметр условного прохода 50, 80 или 100 мм. Он пред-:
назначен для работы" при температуре от —40 до +70°С и Ру=|
=6,4 МПа. Открытие и закрытие крана осуществляют путем пово-'j
рота рычага 4, соединенного со шпинделем 6. Поворот пробки 5|
фиксируется специальным указателем. Для обеспечения герметич-j
ности крана смазка под давлением нагнетается в канавки, pacno-J
ложенные на поверхности пробки 8 и корпуса, и зазор между их
конусными поверхностями, который можно регулировать винтом 9,;
расположенным под съемной крышкой / в нижней части корпуса!
крана 2. При вращении регулировочного винта 9, пробка 8 опускап
ется или поднимается, а зазор соответственно увеличивается и
уменьшается. УплотнительнаА смазка подается в канавки через]
обратный клапан 7 при вращении нагнетательного болта 5, находя-:
щегося в верхней части шпинделя 6. Герметичность по резьбе шпин-J
деля достигается набивкой массы из асбестовых хлопьев с мине-1
ральной смазкой в кольцевую камеру, находящуюся в верхней части!
корпуса. Смазка поднабивается в камеру с помощью болта 3.
Кран 11с20бк (D
y
100 мм) по устройству ничем не отличается]
ет фланцевого, однако присоединительные концы его выполнены]
под приварку.
Кран проходной пробковый 11с320бк (рис.. 17) может иметь диа-
метр условного прохода 80, 100, 150, 200 и 300 мм. Он предназначен^
для работы при температуре от —40 до +70°С и р
у
—6,4 MHa.j
Открытие и закрытие крана осуществляется путем вращения махо-
;
вика 2 червячного редуктора. Поворот пробки крана фиксируется^
специальным указателем. Кран состоит из корпуса 15, пробки 14,
верхней 13 и нижней 16 крышек, шпинделя И и подпятникового
устройства, состоящего из регулировочного винта 19, подпятника /8,1
шарика 21, мембраны 17 и медной прокладки. Шпиндель 11 соеди-1
няется с пробкой 14 при помощи кольца 12. Привод крана сострит!
из корпуса S с крышкой 7, червячного сектора 9, установочного коль- J
ца 10, червяка 3, маховика 2, указателя поворота пробки 6, обрат- \
ного клапана 5, болтов для набивки смазки /, 4.
Для обеспечения герметичности крана смазка под давлением,]
создаваемым болтом 4, нагнетается в канавки, расположенные в]
пробке и корпусе крана, и зазор между конусными поверхностями!
корпуса и пробки, который регулируется винтом 19 через подпятник]
18 и шарик 20. Герметичность уплотнения шпинделя обеспечивается]
заполнением кольцевой камеры в верхней крышке крана 13 массой,]
из асбестовых хлопьев с минеральной смазкой. Поднабивается смаз-|
ка при помощи болта /,
102
файл скачан с www.turbinist.ru
•14
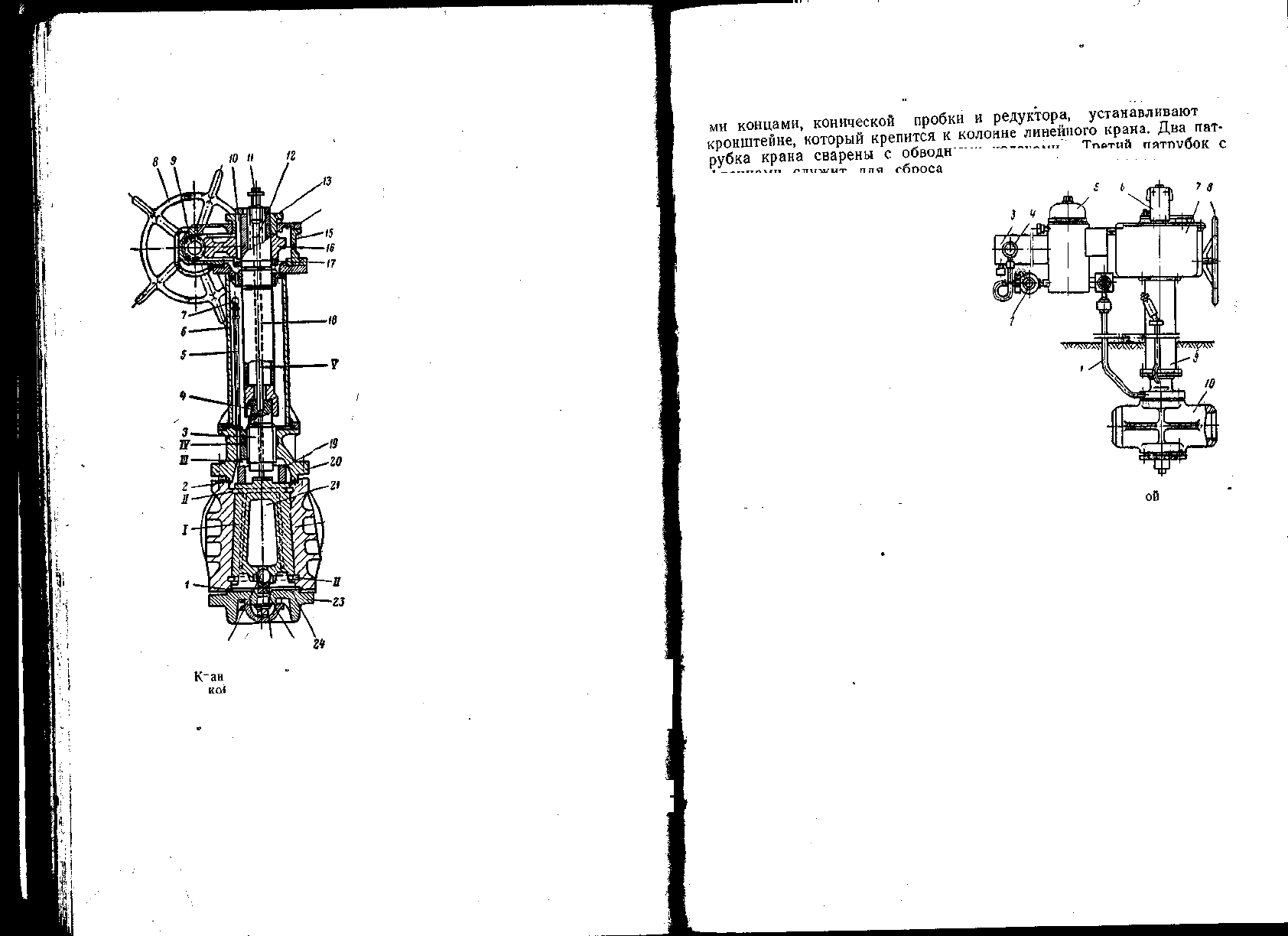
Кран проходной со смазкой 11с321бк (рис. 18) может иметь
диаметр условного прохода 400, 500 и 700 мм. Он имеет обвод для
снижения усилий при открывании путем выравнивания давления по
обе стороны пробки. Кран устанавливают только вверх шпинделем.
Пробку крана располагают на опоре, ее положение в корпусе регу-
лируют винтом, закрепленным в ниж-
ней крышке, через пяту и шарик.
При открытии и закрытии крана :
его узлы взаимодействуют следующим
образом. Вращением маховика 8 в
корпусе 15 с крышкой 14 приводится ]
во вращение червяк 9, передающий ^
последовательно вращательное движе-
ние сектору 16, шпинделю /8 и через
шпонку 4 нижнему шпинделю 3, кото-
рый при повороте на 9° имеет осевое
перемещение 0,5 мм. Червячный сек-
тор опирается на кольцо 17. Нижний
шпиндель 3 через соединительное коль-
цо 19 передает вращение пробке 21,
/поворачивающейся на 90° на шарике •!
/28, и через мембраны 24 на подпят- '
ник 25, поддерживаемый регулировоч-
ным винтом 26, который закрывается
колпачком 27. Со шпинделем 18 вра-
щается указатель поворота пробки 13
(через шпонку 10), показывающий по-
ложения крана «Открыто» и «Закры-
-22 то» и фиксирующийся выступом на
крышке 14 редуктора с корпусом 15.
Стрелки маховика показывают на-
правление его вращения паи откры-
тии и закрытии запорного крана.
Пробка 21 имеет отверстие в нижней
части, служащее для поджатия проб-
ки вверх (по оси) давлением транс-
портируемого газа.
Герметичность крана обеспечивает-
Z8 П U 25
Рис. 18.
р
I ерметичность крана ииесиечпиас!- •
проходной со смаз-
r r
_. „ 1
11 с321 бк
ся
давлением специальной рабочей 1
смазки, нагнетаемой болтом 11 через |
обратный клапан 12 по трубке V в полость /// верхней крышки 20. j
Из это! полости смазка поступает в кольцевой паз // пробки 21, I
а из пгза // в продольные пазы /, по которым она передаётся в ниж-
аий юльцевой паз пробки. Одновременно из полости верхней крыш-
хи 2) смазка через канал поступает в трубку 5, заполненную глице-
риговой жидкостью, через которую давление передается на мано-1
метр 7, показывающий давление смазки в рабочей части запорного ]
1рана. Смазка из канала IV поступает в сальниковое уплотнение
(асбестовые хлопья, перемешанные со специальной смазкой) резь-
Вового соединения нижнего шпинделя 3. Прокладки /, 2 герметизи-
п
УЮ
т соединение верхней 20 и нижней 23 'рышек с корпусом кра-
РУ
99 Ппивод и корпус крана соединены колонной 6.
на 22.
11
Р
ивод
,
п
к
7сп
У
и
^ мпжно использовать трехходовый кран
ходовый кран,
состоящий
на
ЫМИ нилспами. »Р~». _.
rj
фланцами v.jijm,.! „„„. __
г
_ газа и продувки трубопровода при
проведении ремонтных работ. На
фланец обычно крепят свечу. Если
на ободе монтируют обычный про-,
ходной кран, на газопроводе по
обе стороны магистрального крана
устанавливают свечи для сброса
газа, их диаметр зависит от диа-
метра газопровода.
Кран проходной фланцевый со
смазкой и концами под приварку
с пневмоприводом 11с723бк может
иметь диаметр условного прохода
50, 80, 100, 150, 200, 300, 400, 500
и 700 мм; применяется для надзем-
ной и подземной установок на га-
зопроводах. Он предназначен для
работы при температуре от —40
до +70°С и р
у
=6,4 МПа. Конструк-
ция деталей запорных органов
(корпуса и пробки) в кранах, снаб-
женных пневмоприводом, соответ-
Рис
-
19
-
к
Р
ан
^f$
6
H
K
со смазкои
ствует конструкции этих же дета-
лей в кранах с ручным приводом.
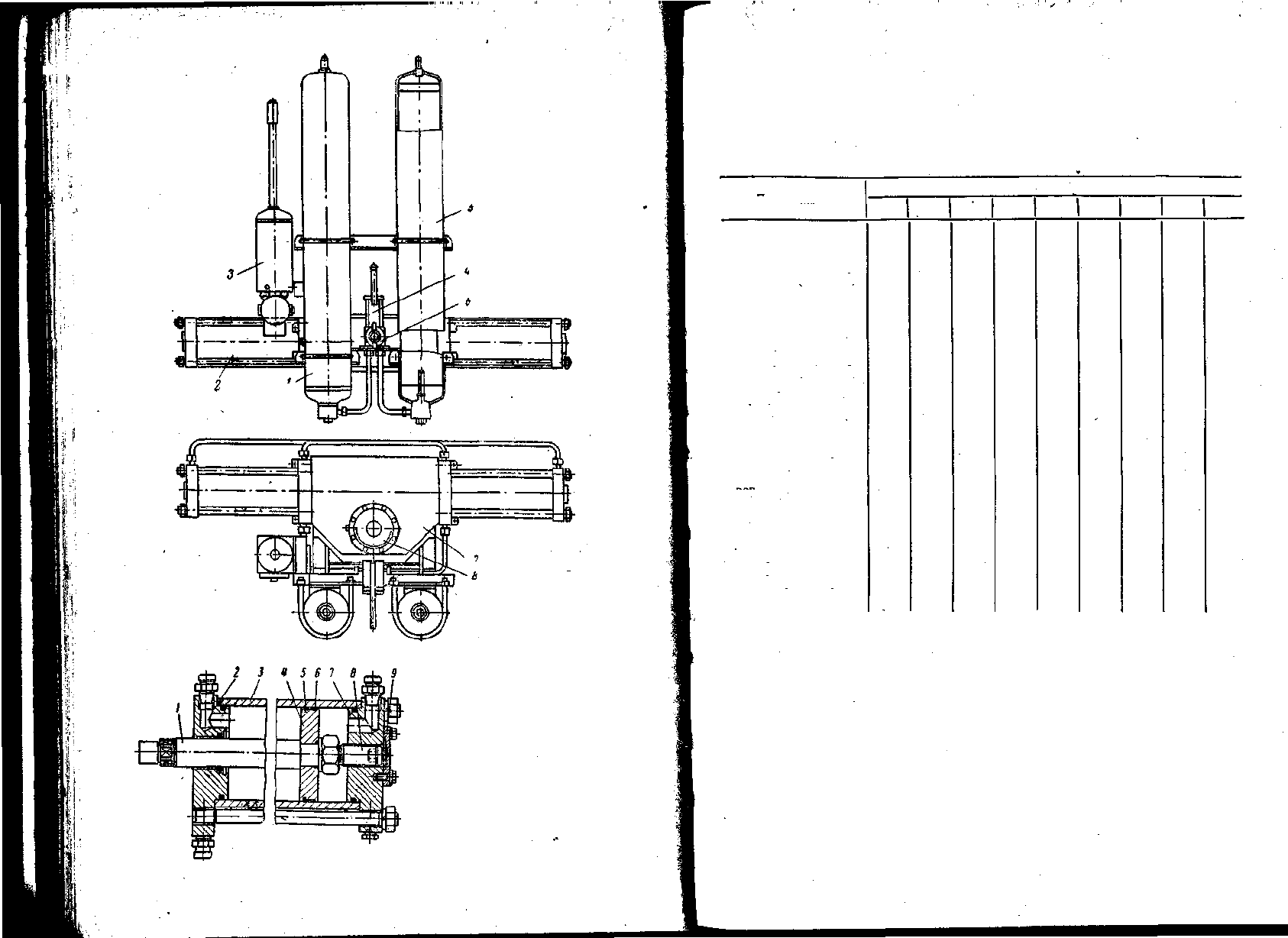
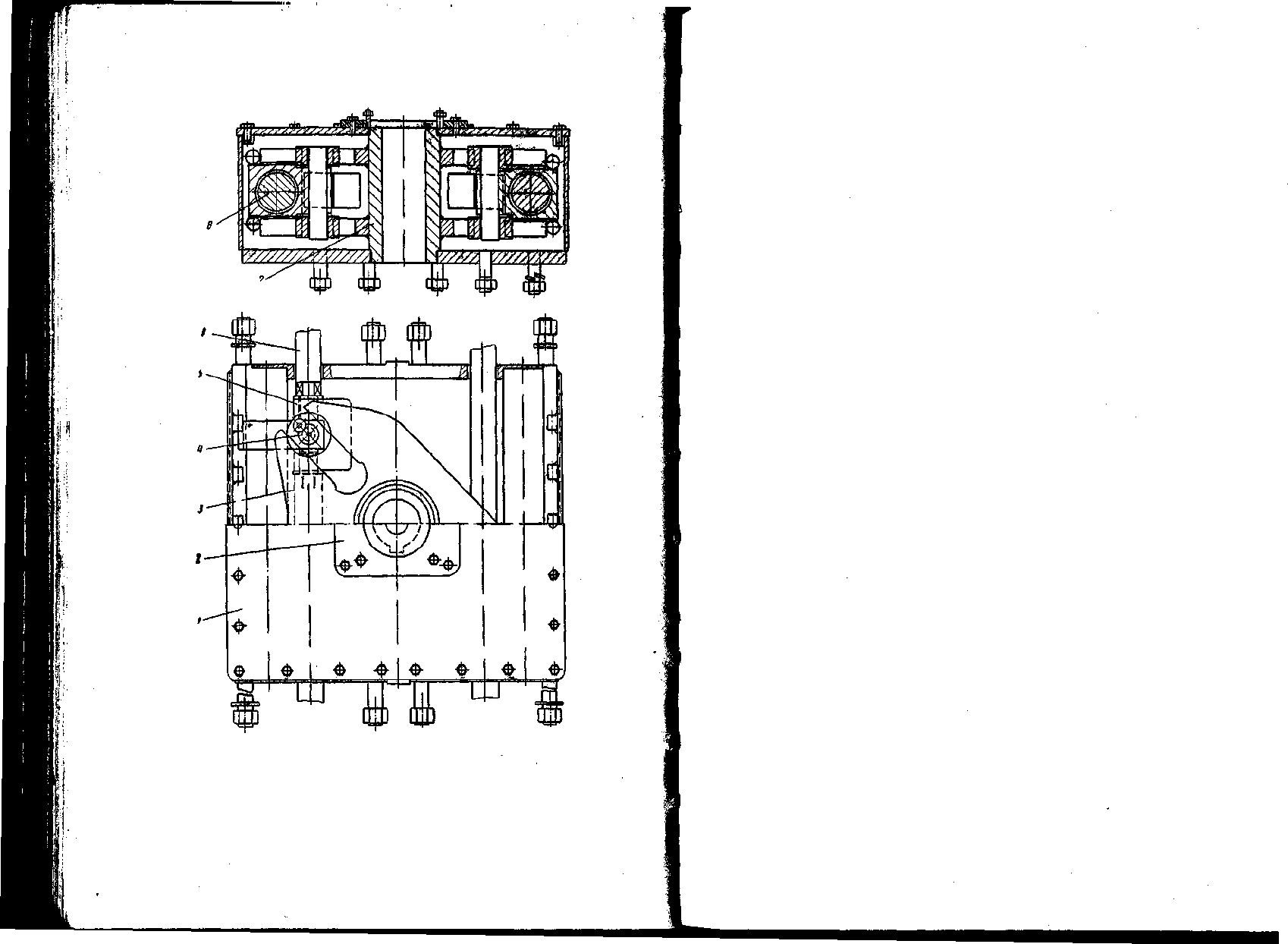
Кран проходной со смазкой, пневмоприводом и дистанционным
управлением для подземной установки (рис. 19) состоит из корпуса
10, поворотного механизма 7, маховика 8, пневмоцилиндра 3 и муль-
типликатора 5. Корпус крана 10 соединяется с поворотным меха-
низмом 7 через колонну 9. На корпусе поворотного механизма 7
закреплены пневмоцилиндр 3 и мультипликатор 5. Пневмоиилиндр
обеспечивает возвратно-поступательное перемещение штока и пово-
рот рычага, соединенного со шпинделем крана. Положение штока
регулируется вилкой, которая шарнирно соединена с поворотным
рычагом. На крышке корпуса привода установлен конечный выклю-
чатель 6 типа ВК-700. Для обеспечения герметичности крана по
трубке 1 при помощи мультипликатора в полость верхней крышки
корпуса, а также в его канавки и пробки подается уплотнительная
смазка под давлением 10 МПа. Давление смазки контролируют по
манометру 4 с вентилем. 2.
Краны 11с723бк с пневмоприводом управляются с помощью узла
управления кранами типа ЭПУУ-2, предназначенного для дистан-
ционного или местного управления пробковыми кранами с пневмо-
10"
109
файл скачан с www.turbinist.ru
приводом и мультипликаторами. Он рассчитан на работу в условиях
Наружных взрывоопасных установок класса" В-1г, где возможно
образование взрывоопасных смесей. В пневмосистеме клапанов ис-
пользуют природный газ (метан) магистральных газопроводов.
Техническая характеристика
узла управления кранами типа ЭПУУ-2
Номинальное напряжение, В .... ПО
Потребляемая мощность, Вт .... 55
Диапазон рабочих температур, °С . . —40 ; | 40
Время нахождения под током при цикле
6 мин, с 90
Габаритные размеры, мм:
длина ; . . . 500
ширина . 270
высота 220
Масса, кг 13
Конструктивно узел управления представляет собой сварную
оболочку, внутри которой укреплены три электропневмоклапана
SK-48.9 С общим коллектором, к которому подводят газ из магист-
рального газопровода под давлением до 6,4 МПа. Два крайних
клапана служат для управления краном, третий позволяет пода-
Ёать газ- в пневмоцилиндр мультипликатора как в момент проведе-
ния операций, так и независимо от них. Узел управления при откры-
тии крана обеспечивает отжатие и поворот пробки, при закрытии —
отжатие и поворот пробки, уплотнение, независимо от поворота
пробки — уплотнение.
В нижней части коробки расположен клеммник, с помощью кото-
рого узел управления соединен кабелем со щитом управления газо-
компрессорной станции и конечным выключателем, установленным
на кране.
В планово-предупредительный ремонт газового крана с проб-
ковыми затворами включают их периодический внешний осмотр,
при котором особое внимание обращают на чистоту обработанных
поверхностей, герметичность соединений, наличие подтеков смазки,
сохранность краски и надписей, указывающих направление враще-
ния маховика, наличие масленок для смазки подшипников редук-
тора.
При эксплуатации газового крана с пробковыми затворами необ-
ходимо регулярно восстанавливать окраску его наружной поверхно-
сти, следить за сохранностью изоляции подземной части крана,
особенно на выходе из почвы его колонны и патрубков обвода, кото-
рые наиболее подвержены коррозии, содержать в исправном состоя-
нии привод крана, узел управления, ограждения крана и киоска,
своевременно окрашивать сетку, белить железобетонные столбы ог-'
ра'ждения и т. д.
Чтобы предохранить уплотнительные поверхности крана от кор-
розии, необходимо регулярно (но не реже одного раза, в месяц)
набивать смазку. Для создания герметичности затвора после каж-
дого закрытия и открытия крана, а также для облегчения поворота
пробки смазку следует набивать под давлением 9—10 МПа с помо-
щью мультипликатора или ручного пресса. Нельзя допускать утечек
106
газа через резьбу шпинделя крана. Для этого смазку нужно регу-
лярно подбивать болтом. При нарушении герметичности унлотни-
тельных колец в пневмоприводе, мультипликаторе, фильтре-осуши-
теле их следует заменять новыми.
При продолжительной эксплуатации иногда увеличивается зазор
между корпусом и пробкой крана, вследствие чего нарушается гер-
метичность затвора. В этом случае для создания герметичности
пробку необходимо подтянуть регулировочным винтом. Регулировать
зазор между корпусом и пробкой можно только перед установкой
крана или-яри его ремонте после снятия давления. На действующем
газопроводе можно ремонтировать только пневмопривод, мультипли-
катор и редуктор. Периодически необходимо открывать и закрывать
кран, набивая уплотнительную смазку при каждой операции.
Червяк редуктора, зубчатый сектор, части шпинделя и внутрен-
нюю поверхность корпуса редуктора для предохранения от коррозии
необходимо регулярно (один раз в два-три месяца) смазывать. Вла-
га, попадающая внутрь корпуса редуктора в виде атмосферных осад-
ков или конденсирующая на холодной поверхности металла, нару-
шает защитные свойства смазки, поэтому в нижней части корпуса
редуктора иногда сверлят отверстия.
Универсальную среднеплавкую смазку УС-2 (солидол А) меня-
ют один раз в два месяца, смазку СПИ-10 — раз в год.
При работе газовых кранов с пробковыми затворами возможно
возникновение различных неполадок и неисправностей. Потеря гер-
метичности затвора может быть вызвана загрязненностью смазки,
несоответствием ее температурному режиму эксплуатации или изно-
сом уплотнительных поверхностей затвора. При устранении неисправ-
ности проверяют качество уплотнительной смазки и ее соответст-
вие температурному режиму. Кран набивается новой смазкой под
давлением, которое контролируют по манометру, установленному
на мультипликаторе. Пробку крана поджимают регулировочным
винтом, установленным в нижней крышке корпуса крана. При неэф-
фективности принятых мер кран демонтируют для ремонта уплот-
нения затвора. Утечку газа по шпинделю устраняют набивкой или
поднабивкой смазки специально предусмотренным для этого пресс-
болтом. Если усилие на маховике при ручной перестановке затвора
превышает 500 Н, производят отжатие пробки крана путем набивки
смазки в затвор мультипликатора.
Отказ в работе затвора при перестановке может быть вызван •
примераанием пробки к корпусу при попадании в кран влаги или
задиром уплотнительных поверхностей и кинематических пар. В,
первом случае кран отогревают паром (горячей водой) и набивают
смазку, во втором — демонтируют для проведения ремонта. Дли-
тельность перестановки затвора может быть связана с износом ре-
зиновых прокладок поршня в пневмоцилиндре, загрязнением фильт-
ра-осушителя или забивкой его гидратами, задиром рабочей поверх-
ности цилиндра. В этом случае при ревизии пневмоцилиндра и
фильтра-осушителя устраняют грязь, гидраты, заменяют неисправ-
ные прокладки, шлифуют рабочие поверхности пневмоцилиндра.
ЮГ
файл скачан с www.turbinist.ru
t.
Мультипликатор не обеспечивает необходимого давления смазки,
$сли наблюдается износ уплотнйтельных колец или задир рабочих
йоверхностей цилиндров. Для устранения этих неисправностей при
ревизии выполняют необходимые ремонтные работы.
Неполная перестановка 8|пг$ора при дистанционном управлении
может быть вызвана йвпра.В.|ур>нОи настройкой конечных выключа-
телей. При этом необходимо ознакомиться с инструкцией по эксплу-
атации. При подаче дистанционного электрического сигнала затвор
крана не перестанавливается в случае, если сгорела обмотка электро-
йневмоклапана или гидратами забит блок управления. При прове-
дении ревизии горячей водой обогревают блок управления, проду-
вают импульсные трубки и фильтр-осушитель, заменяют адсорбент
в фильтре-осушителе. .
При ремонте кранов о пневмоприводом особое внимание необ-
ходимо уделять работе конечных выключателей. На многих кранах
установлены конечные выключатели ВК-700. В последнее время
краны стали оснащать конечными выключателями ВВ-5, которые
имеют ряД преимуществ перед выключателями В1\-700: они не име-
ют масляного заполнения, взрывобезопасность обеспечивается путем
помещения контактов в литую оболочку, кинематическая часть
таких выключателей выполнена более надежно (приводной рычаг
имеет два подшипника, что исключает возможность перекоса), кор-
пус имеет лучшее уплотнение, скорость поворота приводного рычага
значительно б^ЛьЙГё-
ВыключатсЯй ТэК-700 нельзя эксплуатировать без изоляционной
жидкости (трансформаторного масла или жидкости «Кадория-2»),
выключатели ВВ-5 — о поврежденной оболочкой контактных эле-
ментов. В процессе эксплу0йции необходимо следить за уплотне-
ниями стыков корпуса, кабельных вводов и неиспользуемых отвер-
стий в корпусе выключателе, периодически проверять состояние
изоляции токоведущих частей и контактов в соответствии с Прави-
лами устройства электроустановок, целостность этого кожуха и от-
сутствие влаги в выключателе.
В ручных кранах и кранах с пневмоприводом завода «Тяжпром-
арматура» конусы пробки и корпуса изготовляют индивидуально.
Они невзаимозаменяемы. Поверхности конусов посл*е заводской
притирки прилегают друг к другу только на небольших участках
(йнизу и вверху). На площади, равной примерно 80%, они не сопри-
касаются друг с другом (зазор 0,1—0,2 мм). От создаваемого газом
давления корпуса кранов деформируются, их размеры увеличива-
ются, а пробки остаются прежними, т. е. зазор увеличивается еще
больше. Для создания герметичности зазоры в таких кранах запол-
няют специальной смазкой.
В пробковых кранах с пневмоприводом ряд узлов привода уплот-
няют резиновыми ушютнйтельньйди кольцами круглого сечения,
хоторые работают удовлетворительно как в неподвижных разъемных
соединениях, так и в подвижных соединениях с очень гладкой шли-
фованной поверхностью, не подверженной загрязнению. Однако при
установке крана на открытом воздухе поверхность штока пневмо-
Цилиндра постоянно загрязняется пылью. Помимо этого внутренняя
108
поверхность пневмоцилиидра может быть недостаточно тщательно
обработана. Резиновые уплотнения при работе в таких условиях
быстро изнашиваются и теряют герметичность.
Крышка поворотного механизма привода нередко бывает негер-
метичной, в результате чего в редуктор попадает вода, вызывающая
коррозию сочленения червячного сектора и штока. Для обеспечения
герметичности крышки устанавливают дополнительную прокладку.
Помимо этого для сохранения работоспособности привода необхо-
димо один раз в 3—4 м'ес вручную прогонять червячный сектор в
крайние положения (не вставляя чеки, соединяющей червячный сек-
тбр со шпинделем крана). В этом случае разрушается ржавчина,
образовавшаяся в заворе сочленения.
Возможны утечки газа в корпусах кранов (в разъемах корпуса
с верхней и нижней крышками) в результате разрушения алюминие-
вых прокладок. Для их устранения разбирают кран и алюминиевые
прокладки заменяют медными. Известны случаи вырыва заглушек
для спуека воздуха из корпусов кранов, устанавливаемых после
гидравлических испытаний, вследствие недостаточной длины резь-
бы на заглушке. При ремонте крана необходимо нарезать новую
резьбу и установить новую заглушку.
При эксплуатации конечных выключателей ВК-700 возможны
случаи попадания в их корпус влаги, понижения сопротивления изо-
ляции, ускоренного износа ролика рычага, повреждения кронштейна,
н* котором установлен выключатель, нарушения зазора между роли-
ками рычага и толкателями, деформации толкателей рычага на кра-
хах небольшого диаметра, а при эксплуатации конечных выключа-
телей ВВ-5 — случаи понижения сопротивления изоляции, коррозии
металлических штоков контактных элементов и их заедание. Пере-
численные неисправности устраняют при текущем ремонте.
Подлежащую ремонту приварную арматуру, а также арматуру,
смонтированную на фланцевых соединениях, можно демонтировать
только после снижения давления в газопроводе до 0,2—0,5 кПа,
соблюдая правила техники безопасности при проведении газоопас-
ных и огневых работ.
Наибольшее число повреждений в кранах происходит из-за нару-
шения резьбовых прокладок, уплотнйтельных поверхностей движу-
щимися по газопроводу твердыми частицами, продуктами коррозии
и эрозии металла, разрушения прокладок, неэффективной смазки и
т. д. На уплотнительные поверхности с выбоинами и вмятинами,
разъеденные коррозией и эрозией или поврежденные посторонними
предметами, наплавляют твердые сплавы. Электродуговым способом
наплавляют хромистую сталь (при содержании хрома до 17—18%)
с предварительным подогревом детали до 400—500 °С. При наплавке
используют постоянный ток силой 130—180 А, что зависит от диа-
метра электрода- Наплавку ведут в два слоя концентрическими ок-
ружностями, начиная от центра при минимальной длине дуги. По
Окончании наплавки деталь помещают в подогретый до 70—80 °С
песок для медленного охлаждения. Твердый сплав типа стеллит
наплавляют ацетиленом с предварительным подогревом деталей до
109
файл скачан с www.turbinist.ru
ю.
700—800 °С и поддержанием этой температуры в течение всего
периода наплавки.
Стальные пробки кранов, подвергающиеся термообработке, шли-
фуют до и после проведения этой операции. Корпуса кранов после,
обтачивания в ряде случаев подвергают обработке специальным
инструментом — разверткой. Так как этот метод малопроизводите-
лен, для обработки конусных поверхностей пробки и корпуса при-
меняют специальные расточные станки ОС-157 или ОС-328. Корпу-
са и пробки кранов больших диаметров обрабатывают на станках
карусельного типа, краны, имеющие небольшие диаметры условных
проходов, — на токарных станках.
При неплотном прилегании уплотнительных поверхностей затво-
ров пробковых кранов может образоваться так называемая «узкая
щель», через которую газ будет протекать с большой скоростью,
разрушая уплотнительные поверхности. Особенно интенсивно этот
процесс происходит при транспортировке газов, содержащих меха-
нические примеси. В связи с этим конусные поверхности пробки
и корпуса крана после обработки подвергают контролю специаль-
ными калибрами и шаблонами или проверяют на краску. Затем дета-
ли поступают на притирку. Уплотнительные поверхности, подлежащие
притирке, после механической обработай должны иметь чистоту не
ниже V6—V7, а конусные уплотнительные поверхности — одно-
конусность и прямолинейность образующей конуса. Обработанные
конусные поверхности необходимо проверять соответствующими
калибрами.
Как притираемую поверхность, так и поверхность притира перед
началом работы и при смене притираемого (абразивного) материала
необходимо тщательно промывать бензином или керосином и про-
тирать насухо чистой тряпкой, а в случае необходимости обдувать
воздухом. При грубой притирке поверхностей притирочную пасту
тонким слоем наносят на притираемую поверхность в трех-четырех
местах, разравнивают притиром по всей поверхности, а затем начи-
нают притирку. При чистовой притирке плоских поверхностей вырав-
нивание абразивных зерен рекомендуется производить на притироч-
ной плите. Для этого притирочную пасту тонким слоем наносят на
плиту и растирают притиром.
Основные условия плотного прилегания уплотнительных поверх-
ностей запорных органов арматуры — точность и чистота обработки
этих поверхностей. Мельчайшие неровности и штрихи на поверхности
уплотнительных деталей устраняют путем притирки и доводки с при-
менением различных абразивных материалов. Для притирки приме-
няют крупнозернистые притирочный порошки с номером зернистости
220, 240, 280 и 320 и порошки марок М28, М20, Ml4, М10 и М-7.
Крупнозернистые порошки применяют в основном для уничтожения
следов режущего инструмента после механической обработки. Выбор
абразивного материала для притирки (наждака, корунда, электро-
корунда (корракеа), карборунда, карбида бора и др.) зависит от ка-
чества притираемого материала и степени его вязкости. Для доводки
уплотнительных поверхностей применяют мягкие порошки и пасты,
изготовленные из окисей хрома, железа (крокус), алюминия и др.
110
В качестве доводочного материала хорошо зарекомендовали себя
пасты ГОЙ.
При притирке конических пробковых кранов корпус устанавли-
вают неподвижно, а пробке сообщают возвратно-поступательное
движение с медленным поворотом ее вокруг своей оси. В процессе
притирки меняют притирочные порошки (от грубых до более тонких).
После притирки уплотнительные поверхности промывают чистым
керосином и протирают чистой ветошью.
Притирка вручную — очень трудоемкая операция, поэтому при
ее проведении применяют самые разнообразные приспособления и
станки (сверлильные, токарные и т. п.). Проводя притирку (при дав-
лении не более 0,02-^0,08 МПа), осуществляют возвратно-враща-
тельное движение притира по притираемой поверхности или прити-
раемой поверхности по притиру. В процессе притирки конусных
поверхностей для обеспечения постоянной смазки и равномерного
перемещения притирочной пасты по притираемой поверхности поми-
мо этого притир или пробку через каждые один-два поворота сле^
дует приподнимать на 5—8 мм.
Рабочая поверхность пневмоцилиндров бывает недостаточно
хорошо обработана. Она может иметь поперечные риски (до 0,2 мм).
Иногда обнаруживают эллипсность (до 0,5 мм) рабочей поверхности
цилиндра или установку уплотняющих колец без натяга. Вследст-
вие плохой обработки рабочей поверхности цилиндра и неправиль-
ной технологии установки поршня в пневмоцилиндр при ревизии
часть поверхности уплотняющего кольца может быть срезана
о кромку паза стопорного кольца в пневмоцилиндре, что приводит
к перетеканию газа из одной полости цилиндра в другую и отказу
крана. Для шлифовки рабочей поверхности пневмоцилиндра без его
демонтажа можно использовать простое приспособление, состоящее
из электродвигателя мощностью 1,7 кВт, автомата АП-50, направ-
ляющих полозок и салазок. Общая масса приспособления — 30 кг,
максимальная мощность при шлифовке — 1,3 кВт. Приспособление
устанавливают на цилиндр за 5 мин. Шлифовка одного пневмоци-
линдра занимает 2 ч. Ее выполняют в два этапа: обдирка наждачной
бумагой № 125, шлифовка наждачной бумагой № 342. Для предот-
вращения срезания уплотняющей поверхности кольца при сборке паз
стопорного кольца в пневмоцилиндре заделывают алебастром, кото->
рый легко удаляется после монтажа поршня.
После восстановления уплотнительных поверхностей затвора и
устранения других неисправностей собирают корпус крана. В со-
бранных кранах должна обеспечиваться легкость и плавность пово-
рота пробки. После окончания сборки корпуса крана с приводом
необходимо проверить соответствие положения стрелки указателя
на приводе полному открытию или закрытию крана при определен-
ном положении пробки крана.
Собранный кран после ремонта подвергают испытаниям на проч-
ность и плотность материала корпуса и на герметичность уплотнений
затвора и шпинделя.
111
файл скачан с www.turbinist.ru
'(•{'
<
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Перечислите основные типы пробковых кранов.
2. Расскажите об устройстве узла управления кранами ЭПУУ-2.
3. Каковы основные работы при йланово-предупредителыюм ремонте проб-
ковых кранов?
4. Перечислите основные неполадки и Кеисправности в работе пробковых
кранов.
5. Какова технология ремонта уплотнительных поверхностей пробковых кранов?
6. Какова технология ремонта пневмоцилиндра?
Глава 8
УСТРОЙСТВО И РЕМОНТ ЗАПОРНЫХ КРАНОВ С ШАРОВЫМ
ЗАТВОРОМ ФИРМЫ «ГРОВЕ» (ИТАЛИЯ)
Запорные равнопроходные краны с шаровым затвором фирмы
«Грове» применяют на отечественных магистральных газопроводах
с условными давлениями 6,4 МПа (D
y
200, 300, 700 мм) и 7,5 МПа
ф
у
50, 80, 100, 150, 200, 300, 400, 700, 1000, 1200, 1400 мм) при
.. температуре окружающего воздуха —60^+80, —40-f- +80, —40-f-
-*-+40°С. Все краны (кроме кранов с D
y
400 мм) имеют систему
гидропневматического и ручного (с помощью ручного масляного
насоса) управления. Краны (D
y
700, 1000, 1200, 1400 мм) для
подземной установки снабжены автоматом АЗК. Краны (Z?
y
400 мм)
имеют червячный привод со штурвалом и могут устанавливаться
в любом положении (остальные краны устанавливают только на
горизонтальных участках газопроводов с отклонением шпинделя
от вертикали не более чем на 5°). Краны выпускают с концами
под приварку и фланцевые, в подземном и надземном исполнении,
с одним (тип В4) и двумя (тип В5) боковыми разъемами корпуса.
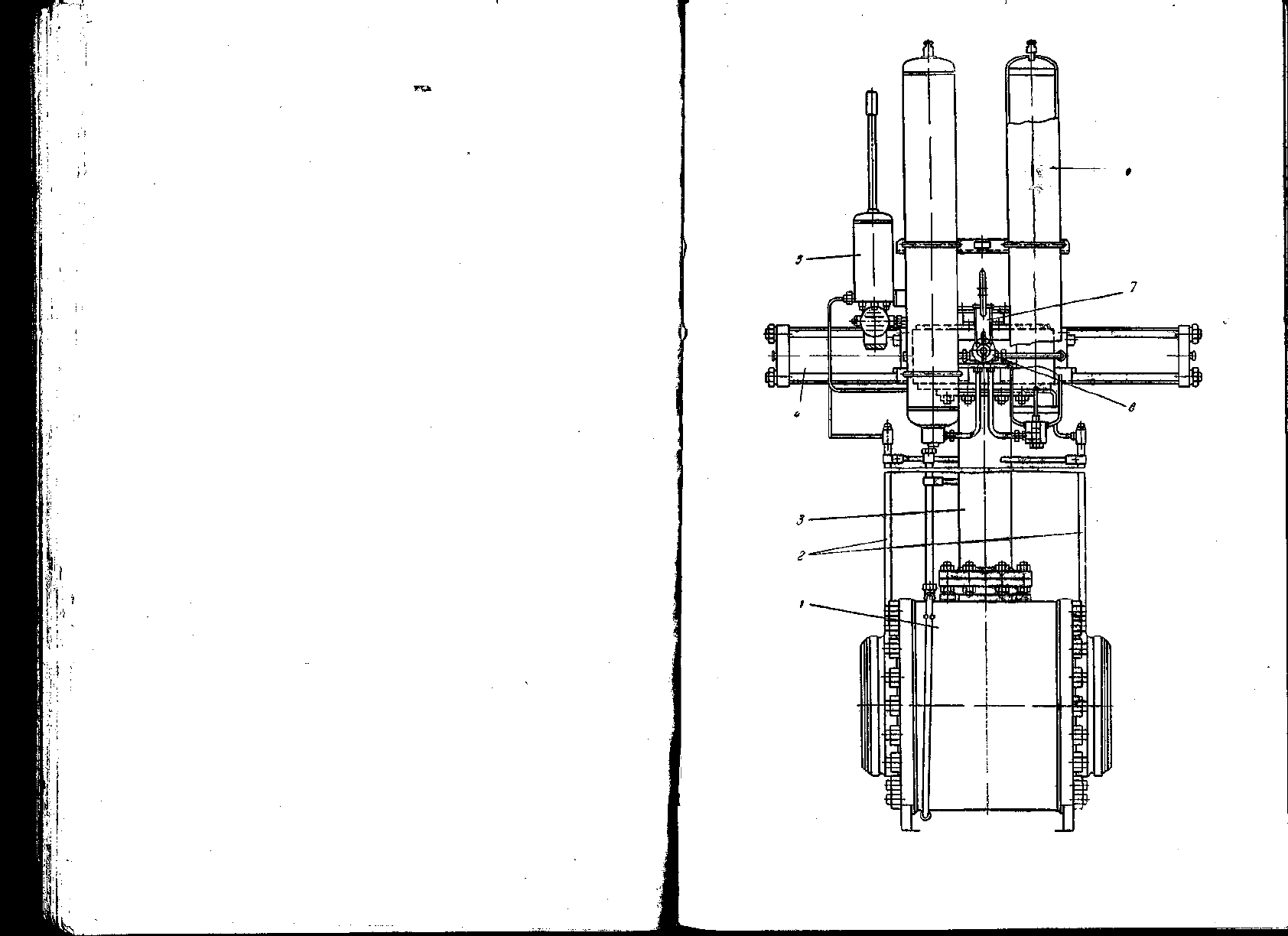
Наибольшее распространение на магистральных газопроводах
получили краны типа В5 (рис. 20), состоящие из корпуса с шаро-
вым затвором /, колонны с удлинителем шпинделя 3, поворотного
механизма с гидроцилиндрами 4, блока гидропневматического управ-
ления 5, гидробаллонов 6, ручного масляного насоса 7, шестиходо-
вого переключателя 8 и трубок отбора газа из газопровода 2.
УСТРОЙСТВО КОРПУСА С ШАРОВЫМ ЗАТВОРОМ
Кран типа В5 может быть с пробкой в опорах и плавающими
седлами (постоянно прижатыми, неповоротными, с мягким рези-
новым уплотнением, сборными, без смазки или со смазкой).
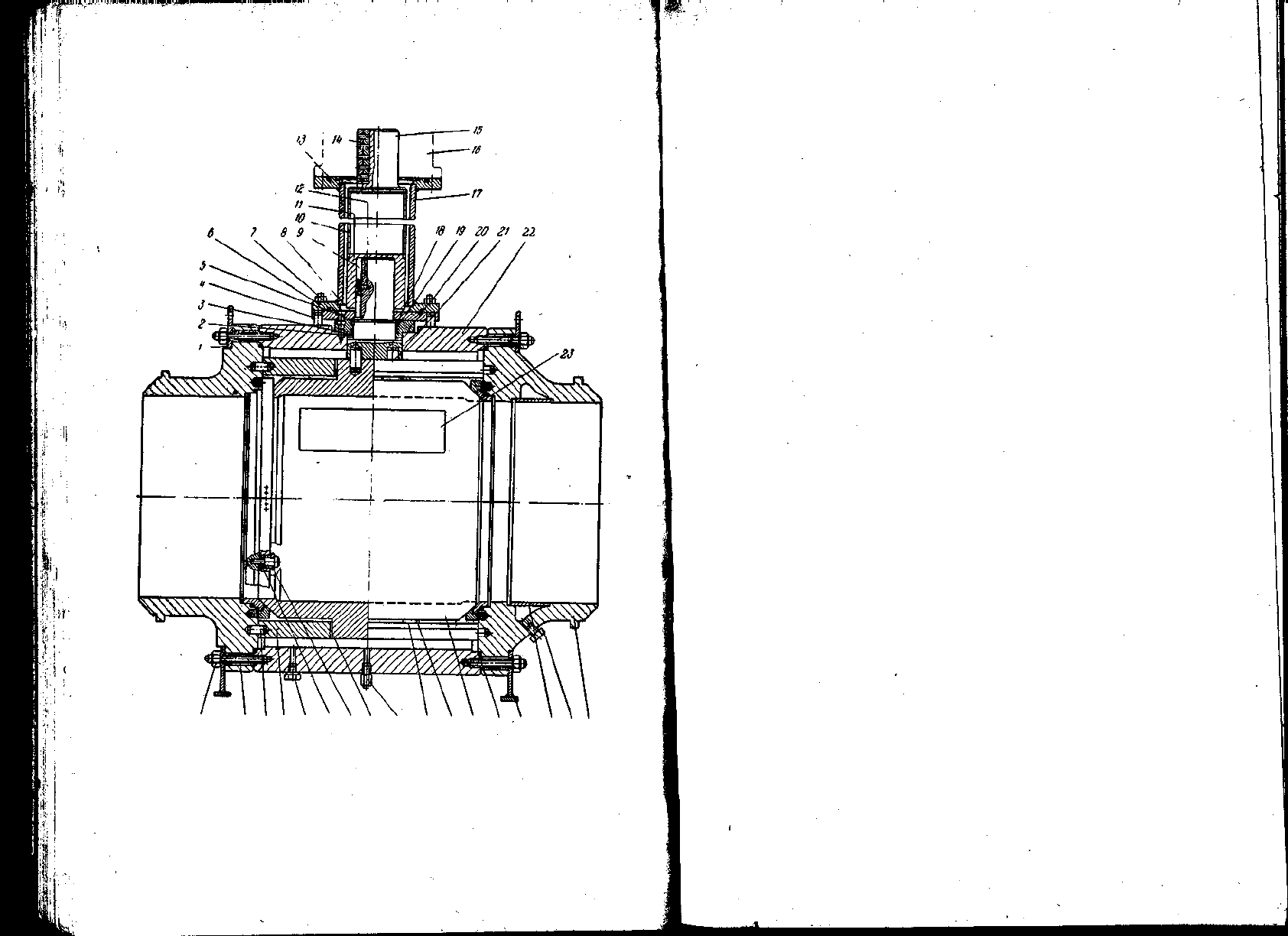
Корпус крана (рис. 21), выполненный из низколегированной
стали, имеет два вертикальных боковых разъема и состоит из цен-
тральной 22 и двух боковых 24 частей, которые соединяются с цен-
тральной с помощью шпилек 39 с гайками 40. Герметичность со-
единения центральной части корпуса с боковыми достигается уста-
новкой между ними тороидальных прокладок из фторосиликоновой
резины 28.
112
Рис. 20. Запорный кран с шаровым затвором типа В5
файл скачан с www.turbinist.ru
Сферическая пробка 29 выполнена из низколегированной стали
заодно с верхней и нижней полуосями. Наружная поверхность ее
хромирована. Пробка, имеющая цилиндрическое отверстие, диаметр
которого равен диаметру проходного отверстия в' корпусе крана,
«О 39 3d 37 36 36 3" 33 32 3/ 30 29 2827 20 252"
Рис. 21. Корпус крана типа В5
жестко закреплена в корпусе двумя опорными плитами 37, которые
в свою очередь с помощью штифтов 38 закреплены в боковых
частях корпуса. Соосность отверстий пробки и корпуса регулируется
с помощью регулирующих шайб 30, устанавливаемых между сфе-
рической пробкой 29 и нижней опорной плитой 37. Пробка своими
114
полуосями входит в отверстия опорных плит 37, где установлены
подшипники скольжения 33 без смазки. Масса сферической пробки
29 передается на нижнюю опорную плиту 37, а через нее на боковые
тасти корпуса 24. Между пробкой и нижней опорной плитой уста-
новлена антифрикционная шайба 31.
В нижней центральной части корпуса 22 имеются отверстия, к
которым подсоединяют трубку 32 и заглушку 36 для вывода влаги
и конденсата из полости шарового затвора. Запорные краны (D
y
150—1400 мм) в верхней части боковин 24 имеют по одному отвер-
стию для отбора газа в систему гидропневматического управленияГ
а краны (D
y
700—1400 мм) с автоматами АЗК — дополнительные
отверстия с каждой стороны корпуса для подвода импульсного газа
к автомату. Через верхнее отверстие в центральной части корпуса
22 шпиндель 2 при помощи штифтов 21 соединяется с верхней
полуосью сферической пробки 29. Уплотнение шпинделя осущест-
вляется при помощи специальной втулки 20. Между этой втулкой и
шпинделем установлены три уплотнительные тороидальные про-
кладки 18, 19 из синтетического материала «Гровекс».
В кранах, предназначенных для работы при температурах окру-
жающего воздуха до —60°С, проводится дополнительная гермети-
зация уплотнения шпинделя путем набивки уплотнительной смазки
в пространство между верхним и средним уплотнительными коль-
цами с помощью специального штуцера, вворачиваемого в сверле-
ние специальной втулки 20 после удаления установленной в нем
резьбовой заглушки. Проверка герметичности уплотнения шпинделя
осуществляется частичным вывертыванием резьбовой заглушки. ;.
На работающем в закрытом помещении кране уплотнительные
кольца шпинделя можно заменять после сброса давления из полос-
ти шарового затвора, снижения давления в газопроводе до 1 МПа
и демонтажа сервомотора с колонной. Специальная втулка 20 кре-
пится к корпусу болтами В. Между втулкой и корпусом установле-
но уплотнительное резиновое кольцо. На специальную втулку 20
сверху, на два штифта 4, приваренных к корпусу, через прокладку
18 устанавливают монтажный фланец 6.
Полый удлинитель шпинделя 15 соединяется со шпинделем 2
с помощью цельнометаллической шпонки 9, которая в свою очередь
крепится к шпинделю штифтом 12. Колонна 17 ответным фланцем
с-помощью шпилек через прокладку 5 крепится к монтажному флан-
цу 6. В кольцевую внутреннюю полость монтажного фланца 6 (пе-
ред монтажом колонны с удлинителем шпинделя) на шпиндель 2
посредством шпонки 9 устанавливают упорную муфту, имеющую
один-два выреза в виде секторов с углом 90°. При повороте шпин-
деля 2 заодно с ним вращается и упорная муфта. Для ограничения
поворота пробки на 90° в тело монтажного фланца 6 ввернуты один-
два ограничительных болта 7. в которые при вращении шпинделя упи-
рается выступами упорная муфта. При вращении пробки 29
по часовой стрелке-осуществляется закрытие, а против часовой стрел-
ки — открытие шарового затвора крана. С помощью упорной муф-
ты и ограничительного болта можно регулировать ход поршней
115
файл скачан с www.turbinist.ru
il
сервомотора й проверять точность установки шарового затвора в
крайние положения.
К верхнему ответному фланцу колонны 17^ шпильками через
прокладку ih крепится сервомотор 16. На удлинитель шпинделя
сервомотор садится втулкой, а соединяется с ним с помощью раз-
резной шпонки 14. В верхнем торце удлинителя щпинделя 15 име-
ется продольный паз, с помощью которого осуществляется зацепле-
ние вала коробки конечных выключателей, имеющей сверху местный
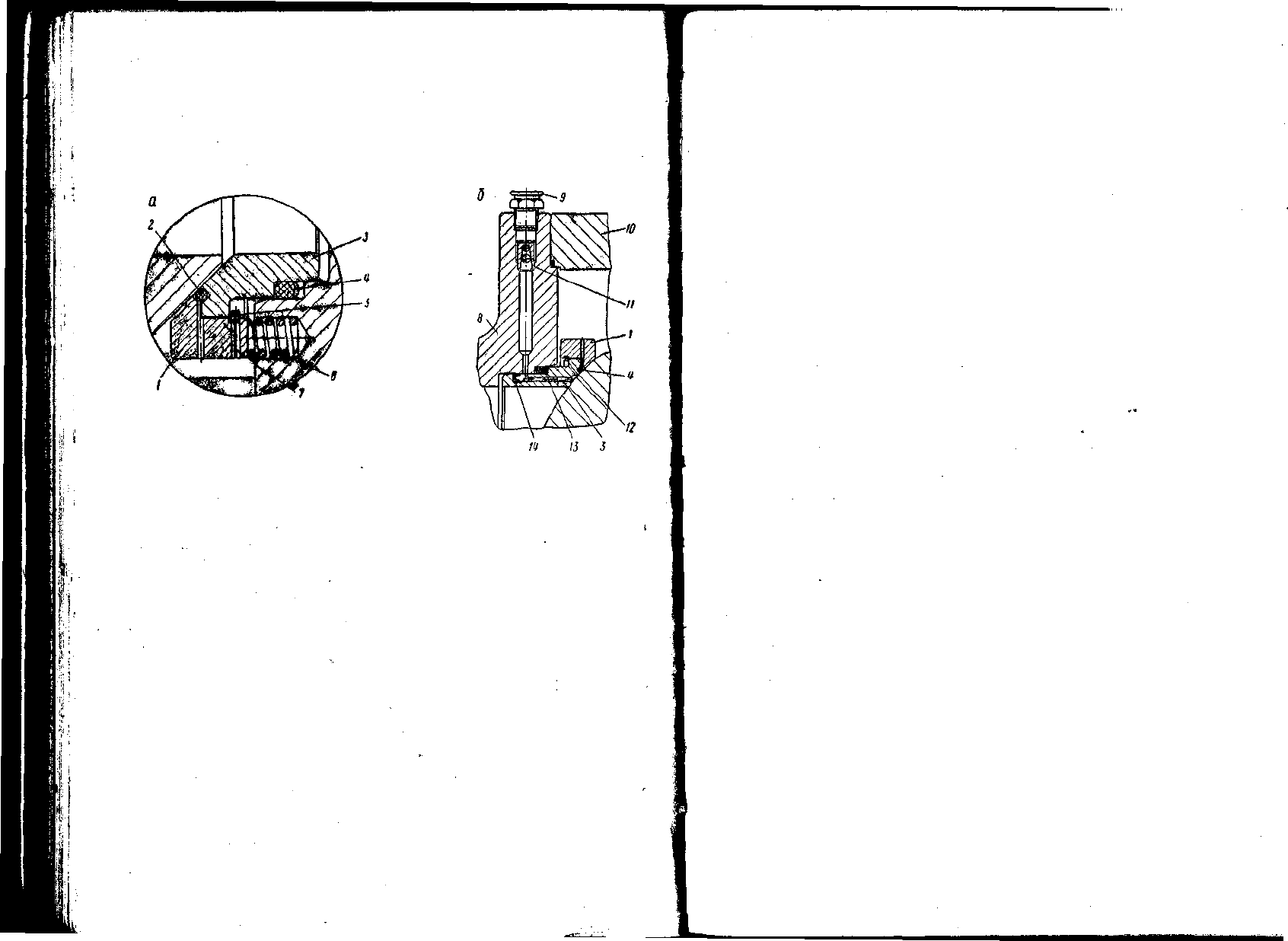
Рис. 3-2. Седло без смазки (а) и с подводом смазки (б)
указатель поворота пробки крана. К удлинителю шпинделя 15
приварена труба 10 со втулкой // на конце. Чтобы снизить трение
Удлинителя шпинделя 15 о монтажный фланец 6, используют анти-
фрикционную шаАбу 8. Рымы 1 необходимы для подъема корпуса
крана при монтаже, а опорные лапы 27 — для установки крана на
фундамент. На боковой пойерхности крана имеется фирменный знак
23. Боковые части кранов 24 (Ь
у
500 мм) цельнометаллические,
кранов (£>
у
700—1400 мм) — сборные. Внутри боковых частей вва-
рены цилиндрические патрубки 26 со сквозными отверстиями для вы-
вода влаги и конденсата, закрытые заглушками 25.
Седла, установленные с правой и левой сторон пробки 29, кре-
пятся к боковым частям корпуса 24 болтами 35 через втулки 34
таким образом, чтобы седла могли перемещаться на Несколько мил-
лиметров в осевом направлении.
В боковых частях корпуса имеются внутренние кольцевые про-
точки, в которых размещены седла. Каждое седло без смазки (рис.
22, а) состоит из внутреннего 3 и наружного / дисков, соединенных
между собой замковым кольцом 5 со штифтом 7. Со стороны проб-
ки в торцовой части каждого седла между внутренним и наружным
дисками имеется кольцевой паз, в который уложено выступающее
наружу уплотнительное кольцо 2 из синтетического материала «Гро-
116
веке». В торцовой части седла со стороны боковых частей корпуса
в отверстиях внутреннего диска 3 по всему периметру установлены
витые пружины 6, которые одним концом упираются в торец седла,
а другим — в торец боковой части. За счет силы упругости пружин
6 обеспечивается постоянное прижатие седел к сферической проб-
ке. Герметичность пары «седло — корпус» достигается установкой
между ними уплотнительной тороидальной прокладки 4.
Седло со смазкой (рис. 22, б) состоит из наружного 1 и внут-
реннего 3 дисков, соединенных стопорным кольцом 12. Со стороны
шара в седле установлена тороидальная уплотнительная проклад-
ка 4, со стороны корпуса — тороидальная уплотнительная проклад-
ка 13. Для подачи смазки в затвор в боковой крышке 8 корпуса
10 предусмотрено сквозное аксиальное сверление, на верхнем конце
которого при помощи резьбы установлены фитинг 9, служащий для
подсоединения набивочного устройства (ручного шприца, переносно-
го мультипликатора), и обратный шариковый клапан //, необхо-
димый для предотвращения утечки газа из корпуса крана в атмо-
сферу и выдавливания газом уплотнительной смазки.
Уплотнительная смазка поотупает к седлу через отверстия в бо-
ковой крышке. Для предотвращения попадания смазки в газопро-
вод между седлом и боковой крышкой корпуса на внутреннем дис-
ке 3 установлена манжета 14, при помощи которой талотнительная
смазка равномерно распределяется по периметру седл\ и заполняет
.кольцевой паз между седлом и крышкой. Затем смазка через про-
дольные отверстия в теле внутреннего диска 3 поступает в кольце-
вой паз между седлом и пробкой и равномерно распределяется по
периметру, дополнительно герметизируя шаровой затвор и предо-
храняя уплотнение от эрозионного износа. '
УСТРОЙСТВО СЕРВОМОТОРА
Сервомотор (рис. 23, табл. 3) состоит из кулисного поворотного
механизма 7, заключенного в герметичный корпус, гидроцилиндров
двойного действия 2, число которых зависит от диаметра крана,
гидробаллонов на открытие / и закрытие 5, ручного масляного на-
соса 4, шестиходового переключателя 6, коробки конечных выключа-
телей 8 и блока гидропневматического управления 3.
Силовые гидроцилиндры (рис. 24) соосно, с обеих сторон шпиль-
ками крепятся к корпусу кулисного механизма. Каждый гидроци-
линдр состоит из передней 7 и задней 2 крышек, корпуса 3 и пор-
шня 4 со штоком /. В переднюю крышку 7 ввернут винт — ограничитель
хода поршня 8, закрытый спереди крышкой 9. В передней 7 и зад-
ней 2 крышках имеются отверстия для подачи масла в полость
гидроцилиндра. С наружных сторон в эти отверстия ввернуты шту-
цера для подсоединения маслопроводов. В корпусе гидроцилиндра
сверху имеются отверстия для спуска воздуха, заглушённые проб-
ками. Поршень надевается на шток и крепится на нем гайкой.
Между корпусом 3, передней 7 и задней 2 крышками, штоком / и
поршнем 4 установлены уплотнительные тороидальные прокладки из
117
файл скачан с www.turbinist.ru
If; tl
Рис. 24. Гидроцияиндр
фторосиликоновой резины. Уплотнение поршня состоит из узкого
5 и широкого 6 поршневых колец, выполненных из наполненного
тефлона. Между задней крышкой 2 и штоком 1 установлены тефло-
новая антифрикционная втулка, регулировочная шайба, уплотни-
тельное кольцо из фторосиликоновой резины, уплотнительное тефло-
новое кольцо, противоэкструзионное и стопорное кольца.
Таблица 3
Техническая характеристика сервомоторов шаровых кранов фирмы «Грове»
Показатели
Максимальный крутя-
щий момент, Н-м:
в крайних поло-
жениях (0 и 90°)
в середине хода
(45°)
Крутящий момент при
давлении газа
1 МПа, Н-м:
в крайних поло-
жениях (0 и 90°)
в середине хода
(45°)
Давление, необходи-
мое для преодоле-
ния максимального
момента сопротив-
ления крана, МПа
Число гидроцилинд-
ров
Длина рычага кули-
сы, мм
Диаметр гидроцилинд-
ра, мм
Ход поршня, мм
Диаметр штока, мм
Масса сервомотора
(без масла), кг
60
1400
950
300
200
1
1
80
60
160
9,5
80
100
1400
950
300
200
3,8
1
80
60'
160
20
85
Условный
160
5000
3300
1800
1200
1,5
1
95
135
190
40
160
200
12500
8400
2400
1600
2,6
1
130
135
260
40
250
диаметр
300
12500
8400
4150
2750
1,5
1
130
175
260
40
280
крана,
500
38000
25 500
14 000
9300
1,95
2
170
200
340
50
980
мм
700
126 000
79000
19 800
12400
2,02.
2
230
280
460
50
1350
1000
125 000
83 500
58500
39000
1,55
2
320
300
640
75
1720
1400
250 000
166 660
89 700
59 800
2,59
4
270
280
540
70
3000
Рис. 23. Сервомотор с блоком
управления
Силовые гидроцилиндры по месту крепления к корпусу кулисного
механизма подразделяют на левые и правые.
Кулисный механизм (рис. 25), размещенный в герметичном
корпусе, состоит из втулки 7, к которой приварены рычаги с про-
резями, колодки 5 с пальцами 4, к которой с помощью резьбы кре-
пятся штоки 6 с направляющей 8. Корпус кулисного механизма
сварной, прямоугольного сечения. В нижней части кор'пуса, служа-,
щей для соединения сервомотора с краном, сделаны отверстия
с резьбой, в которые при монтаже сервомотора на кране ввертыва-
ют шпильки, и отверстие, куда входит втулка 7 кулисного механиз-
ма. Боковые стенки корпуса имеют отверстия с резьбой (с их по-
мощью к корпусу шпильками крепятся гидроцилиндры) и отверстия
для штоков 6 с направляющей 5. В сервомоторах, оснащенных од-
ним гидроцилиндром, в боковую стенку, к которой не крепится
119
файл скачан с www.turbinist.ru
гидроцилиндр, ввертывают винт — ограничитель хода поршня.
В него в конце хода поршня упирается колодка 5 кулисного меха-
низма. Сверху корпус кулисного механизма закрывается крышкой 1,
Рис. 25. Кулисный механизм
которая крепится к нему болтами. Втулка кулисного механизма
жестко закреплена в отверстиях крышки и основания корпуса.
Трение между ними снижается с. помощью антифрикционных вту-
лок. На торцовых поверхностях рычагов приклеены антифрикцион-
ные пластинки, по которым при повороте с помощью специальных
бронзовых втулок и башмаков, закрепленных на пальцах с помощью
стопорных колец, перемещаются пальцы 4. Колодка 5 на торцовых
поверхностях имеет горизонтальные отверстия с резьбой для крепле-
ния штоков 6, вертикальное отверстие для установки пальцев 4 и
горизонтальное боковое сверление, которым она скользит по направ-
ляющей 8. Направляющая воспринимает радиальную составляющую
усилия кулисы 3 на шток 6 и разгружает шток от изгибающего
усилия.
На крышке кулисного механизма соосно его втулке 7 непосред-
ственно или на фланце 2 крепится коробка конечных выключателей,
которая своим валиком входит в зацепление с удлинителем шпин-
деля при помощи продольного паза на его торце. Материалы всех
подвижных частей кулисного механизма обеспечивают получение
максимального механического к. п. д., необходимые условия смазки
и максимальный срок службы рабочих поверхностей.
Уплотнительные элементы поршней и штоков гидроцилиндров
изготовлены из материалов, снижающих до минимума трение при
движении и адгезию. Все уплотнительные кольца из фторосили-
коновой резины имеют тефлоновое покрытие, которое обеспечивает
длительную работу уплотнительных элементов в статических усло-
виях и позволяет снизить их износ в условиях редкой перестановки
шарового затвора.
ПРИНЦИП РАБОТЫ СИСТЕМЫ ГИДРОПНЕВМАТИЧЕСКОГО УПРАВЛЕНИЯ
Система гидропневматического управления позволяет осущест-
влять дистанционное и местное (гидропневматическое и ручное)
управление краном. Диапазоны рабочих давлений системы — 1—
7,5 МПа. Краны (D
y
700—1400 мм) в подземном исполнении допол-
нительно оборудованы автоматом аварийного закрытия крана, диа-
пазон рабочих давлений которого составляет 1—11 МПа.
Основные элементы системы гидропневматического управления
(рис. 26) — гидробаллон на открытие 8 и закрытие 11, ручной мас-
ляный насос 10, шестиходовой распределитель 13,, регулятор вре-
мени открытия 9 и закрытия 12 крана, коробка конечных выключа-
телей 14, клеммная коробка 19, электропневмоклапан на закрытие
б и открытие 3, фильтр-осушитель 20, обратные клапаны на линиях
отбора газа /, 2, запорные краны 15, 16 на линиях отбора силового
газа, обратный клапан на свече блока электропневмоклапанов 5,
запорный кран 17 на линии отбора импульсного газа к АЗК, фильтр
на линии импульсного газа 18, автомат АЗК 4, емкость сравнения 7.
Для осуществления дистанционного управления необходимо выпол-
нить все электроподсоединения между клеммной коробкой 19, ко-
робкой конечных выключателей 14, соленоидами электропневмо-
клапанов 3, 6 и щитом дистанционного управления кранами, на ко-
тором расположены две кнопки для подачи напряжения питания
на соленоиды электропневмоклапанов 3, 6 и две лампочки, сигна-
лизирующие об открытии и закрытии затвора крана.
Электропневматические трехходовые клапаны нормально закры-
того типа взрывозащищенного исполнения могут открываться как
121
файл скачан с www.turbinist.ru