Борщенко П.И. Слесарь по ремонту запорных кранов на МГ и газовых промыслах
Подождите немного. Документ загружается.

ленными и отпущенными до твердости HRC 40—50. Для разрезания |
стальных труб применяют труборезы различных конструкций, на/фи-
мер трехроликовый труборез, который накладывают на трубу/и ох-
ватывают ее тремя режущими роликами. Два ролика вращается на
осях, закрепленных в корпусе, а третий — в ползуне. С помощью
рукоятки и винта роликами врезаются во вращающуюся трубу.
При ремонте трубопроводов нередко приходится разбортовывать
и развальцовывать трубы. Развальцовку осуществляв специаль-
ным инструментом — вальцовкой, в которой конус, перемещаемый в
продольном направлении по резьбе, раздвигает в стороны (разжи-
мает) ролик. Вставленную в трубу вальцовку вращают, стержень
с конусом все время подают вперед. Вращающиеся вместе с валь-
цовкой ролики раскатывают конец трубы и вдавливают металл в
канавки фланца, надетого на трубу.
При ремонте трубопроводов обычно приходится гнуть трубы для
придания им формы, необходимой для монтажа. Эту операцию
осуществляют холодным или горячим способом, вручную или меха-
ническими средствами, с наполнением труб песком или без напол-
нения. Радиус закругления при гибке труб холодным способом (без
наполнителя) должен составлять не менее четырех наружных диа-
метров трубы, иначе на ней образуются складки и вмятины, кото-
рые уменьшают внутренний диаметр. При гибке труб горячим спо-
собом (с наполнителем) наименьший радиус изгиба должен равнять-
ся 3—3,5 наружным диаметрам трубы.
Мелкозернистый песок, используемый в качестве наполнителя,
насыпают в трубу, предварительно заглушив один конец ее деревян-
ной пробкой. Песок все время утрамбовывают путем обстукивания
трубы. После этого деревянной пробкой заглушают второй конец
трубы и приступают к гибке. Приспособление для гибки вручную
труб диаметром до 30 мм (без наполнителя) крепят в тисках бобыш-
кой. Чтобы изогнуть трубу, нужно откинуть рычаг приспособления
и установить его под углом 90° к продольной оси основания вста-.
вить трубу в канавку между роликами и закрепить;крючком и при-
жимом, а за-ем плавным движением рычага произвести гибку. При
гибкёГ горячим способом изгибаемый участок трубы нагревают в
горне или другом нагревательном устройстве до вишнево-красного
цвета, а места, не подлежащие изгибу, смачивают водой: При доста-
точном нагреве песка от трубы начинает отслаиваться окалина.
Гибку производят после одного нагрева плавно, без рывков. После
остывания трубы из нее высыпают песок. Приставшие к стенкам
трубы песчинки удаляют обстукиванием трубы молотком (жела-
тельно с последующей продувкой сжатым воздухом). Медные и ла-
тунные трубы перед гибкой отжигают. Для этого место изгиба на-
гревают до темно-красного цвета и охлаждают на воздухе или в
воде. Остывшие трубы заполняют песком и подвергают гибке. Мед-
ные и латунные трубы диаметром до 12—15 мм разрешается гнуть
без наполнителя.
Гибку труб можно осуществлять на специальных станках при
нагреве токами высокой частоты (ТВЧ). Труба с помощью специ-
ального устройства с постоянной скоростью продвигается между
82
направляющими роликами через индуктор. Участок, находящийся
внутри индуктора, нагревается до 900—1100°С и изгибается под
действием изгибающего ролика. Участок трубы, расположенный за
индуктором, охлаждается (до 200—300 °С) водой из специального
устройства. Простейший вид индуктора — медное кольцо, охлаждае-
мое водой. Преимущество данного способа — нагрев только непосред-
ственно изгибаемого участка и получение гладкого изгиба различ-
ной кривизны. Для гнутья на станках с нагревом ТВЧ необходимо
иметь лишь сменные индукторы.
Цилиндрические и конические резьбы нарезают на токарно-вин-
торезных и труборезных станках, а иногда вручную. При нарезании
вручную наружной резьбы применяют клуппы с плашками, внутрен-
ней — метчики. Перед тем как приступить к нарезанию резьбы на
трубах, необходимо убедиться в исправности режущего инструмен-
та, очистить его от стружки, проверить твердость трубы (следы, ос-
тавленные на трубе личным напильником, свидетельствуют о невы-
сокой твердости металла). Если металл имеет повышенную твер-
дость, концы трубы нужно отжечь. На трубах небольшого диаметра
резьбу нарезает один рабочий. Обрабатываемые трубы закрепляют
в специальных приспособлениях — трубных прижимах.
Проверка качества сборки. Для обнаружения внешних поврежде-
ний и дефектов (сорванной резьбы, вмятин на трубах и др.) трубо-
проводы осматривают. Однако основной проверкой качества сборки
является гидравлическое испытание. Все соединения труб после сбор-
ки подвергают испытаниям под давлением при замкнутой системе.
Во время испытаний выявляют не только дефекты сборки, но и де-
фекты обработки, а также трещины в трубах и фитингах. Обнару-
женные дефекты немедленно исправляют. Испытания проводят на .
специальном стенде, оборудованном насосом, манометром и други-
ми приборами, или непосредственно на месте установки трубопро-
вода с использованием переносной контрольно-поверочной аппара-
туры. Жидкость, подаваемая в систему насосом, создает необходи-
мое давление. После гидравлических испытаний трубопровод промы-
вают и консервируют.
РЕМОНТ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ СИЛОВЫХ
ГИДРАВЛИЧЕСКИХ ПРИВОДОВ
Гидравлический привод — это устройство, предназначенное для
перестановки затвора газовых кранов из открытого положения в
закрытое и наоборот. Гидравлический привод любого типа состоит
из поворотного механизма, гидроцилиндров, гидробаллонов, ручного
масляного насоса, переключателя, соединительных маслопроводов
и регуляторов расхода. Поворотные механизмы бывают кривошипно-
шатунного, кулисного и реечного типов, соединяются со шпинделем
газового крана с помощью шлицевого или шпоночного соединения
и позволяют осуществлять поворот пробки крана в пределах (90±
±5)°. Для перестановки затвора газовых кранов необходимо, чтобы
крутящий момент, создаваемый силовым приводом в начале пово-
рота пробки, имел максимальное значение, а затем снижался по
83
файл скачан с www.turbinist.ru

мере ее поворота. Эгим условиям наиболее полно удовлетворяет
кулисный поворотный механизм, который позволяет создать теоре-
тический крутящий момент за счет меняющегося плеча: максималь-
ный в начальных и конечных точках поворота пробки и минималь-
ный (в два раза меньше максимального) в середине поворота. На
самом деле эффективный крутящий момент меньше теоретического
на величину момента трения. В связи с этим кривошипно-шатунный
и реечный поворотные механизмы в газовых кранах применяют реже,
чем кулисный.
Силовые гидроцилиндры — объемные гидродвигатели с прямо-
линейным возвратно-поступательным движением рабочего органа
(поршня или плунжера) относительно корпуса цилиндра. Усилие,
необходимое для перестановки затвора газовых кранов, создается
в гидроцилиндре при помощи давления масла и передается через
шток или плунжер к поворотному механизму. В приводах газовых
кранов применяют гидроцилиндры одно- и двустороннего действия,
рассчитанные на максимальное рабочее давление до 1,5 МПа. Их
изготовляют из стальных бесшовных труб. Рабочую внутреннюю
поверхность обрабатывают хонингованием или пластическим дефор-
мированием с помощью шариковых или многороликовых жестких
раскаток. Штоки гидроцилиндров обычно выполняют из стали марки
35, затем их хромируют с последующей обработкой. Овальность и
конусность рабочей поверхности штоков не должны превышать
0,03 мм. Поршни изготовляют как из стали, так и из высокопрочного
чугуна. Поршневые и штоковые уплотнения гидроцилиндров могут
быть выполнены из маслостойкой резины (в виде колец круглого
сечения или манжет), наполненных фторопластов, гидрина или анти-
фрикционного чугуна (в виде колец прямоугольного сечения).
,Гидробаллоны служат емкостями для масла, необходимого для
передачи энергии давления газа, транспортируемого по газопроводу,
на поршень гидроцилиндра и обеспечения плавной перестановки зат-
вора крана. Вместимость гидробаллонов и их конструкция зависят
от диа"Метра крана и условного давления, на которое они рассчи-
таны. В большинстве случаев они представляют собой сварные
свальные вертикальные цилиндрические емкости с плоскими и эл*
липтическими днищами или верхними и нижними горловинами, если
гидробаллоны литые. Ручные масляные насосы, устанавливаемые на
газовых кранах, в основном порШневого и плунжерного типа, бло-
кируются с переключателями. Маслопроводы (D
y
15—25 мм) вы-
полнены из стальных труб. Регуляторы расхода щелевого типа слу-
жат для регулировки времени перестановки затвора.
Газовые краны в течение 99,9% времени находятся в неподвиж-
ном (нерабочем) состоянии, в большинстве случаев они не защи-
щены от воздействия атмосферных осадков, поэтому основная зада-
ча, связанная с обеспечением надежности работы силовых приводов,
заключается в защите внутренних элементов и наружных поверхно-
стей и узлов от агрессивного воздействия воздуха и влаги. Эта про-
блема возникает также при проведении ППР. В связи с этим обо-
лочки силовых приводов должны быть герметичными и влагонепро-
ницаемыми, а уплотнительные элементы гидроцилиндров обладать
«4
как можно меньшей прилипаемостью к стальным поверхностям ци-
линдров, с которыми они контактируют. Наружные поверхности си-
ловых приводов Необходимо защищать от атмосферной коррозии
защитными покрытиями и смазкой.
Выявление и устранение неполадок в работе силовых приводов.
Неисправности, возникающие при эксплуатации силовых гидравли-
ческих приводов газовых кранов, могут быть различными. Увеличе-
ние времени перестановки затвора газовых кранов связано со слу*
чайным покрытием регуляторов расхода масла. Выброс масла из
гидробаллона свидетельствует об износе поршневых уплотнений.
Для устранения данной неисправности необходимо проверить регу-
ляторы расхода в открытом положении, а затем произвести ревизию
гидроцилиндров. Большая утечка масла из полости гидроцилиндра
в корпус поворотного механизма происходит при износе штокового
уплотнения. Неполная перестановка затвора крана зачастую свя-
зана с нарушением регулировки хода поршня в гидроцилиндре или
появлением люфта в шпоночном или шлицевом соединениях пово-
ротного механизма со шпинделем крана. Ход поршня регулируют
в соответствии с заводскими рекомендациями, а люфт устраняется
при ремонте шпоночного или шлицевого соединения. Отказ в работе
силового гидравлического привода в зимнее время может быть свя-
зан с застыванием в гидроприводе масла, имеющего слишком вы-
сокую температуру застывания. В этом случае необходимо отогреть
гидропривод горячей водой, слить некондиционное масло и залить
в гидропривод всесезонное гидромасло МГЕ-10А, ВМГЗ или специ-
альное фирменное масло. Возможно также замерзание шлама с во-
дой в нижней части гидробаллонов. Для устранения этой неисправ-
ности необходимо отогреть гидробаллон, слить из Hefb шлам с во-
дой и дозалить масло.
Неравномерная перестановка затвора ручным масляным насо-
сом связана с попаданием в гидроцилиндры воздуха и образовани-
ем в них воздушных мешков. После продувки воздуха из гидроци-
линдров через заглушки, установленные на их верхней образующей,
эта неисправность устраняется. При образовании воздушных про-
бок во всасывающей линии, износе уплотнения плунжера, а также
загрязнении всасывающего и нагнетательного клапанов насоса воз-
можен отказ в работе ручного масляного насоса. Неисправности
устраняют герметизацией всасывающей линии, заменой уплотнения
плунжера, чисткой и ревизией всасывающего и нагнетательного кла-
панов, утечки масла по резьбовым соединениям гидробаллонов, гид-
роцилиндров и маслопроводов — подтяжкой соединений, герметиза-
цией резьбы фторопластовым уплотнительным материалом или дру-
гими способами.
Ремонт цилиндров, штоков и поршней. При ремонте гидравли-
ческого привода осматривают полость цилиндров и его шток. Не-
цилиндричность не должна превышать 0,03 мм на длине 1000 мм,
предельно допустимая бочкообразность и вогнутость — 0.03 мм,
некруглость и нецилиндричиость штока — 0,01—0,02 мм. Если от-
клонения превышают допустимые величины или на внутренней по-
верхности цилиндра имеются продольные риски и задиры, цилиндр
85
файл скачан с www.turbinist.ru
•
I. *••''
растачивают и притирают круглым притиром с абразивной пастой.
Рационально исправлять полость цилиндра на внутришлифоваль-
ном или токарном станке, применяя шлифовальные головки. Чисто-
вую отделЩУ обычно выполняют разверткой, укрепленной на бор-
штанге. Возможна доводка цилиндров наждачной бумагой, навер-
нутой на деревянную оправку, диаметр которой регулируют клином,
вколачиваемым в ее торец.
Отверстия цилиндров можно обрабатывать на хонинговальных
станках, применяя для этих целей специальные хонинговальные го-
ловки. Такие головки легко присоединить к борштанге горизонталь-
но-расточного станка с помощью шарнира. Обработку хонинговани-
ем (на эту обработку оставляют припуск 0,05—0,08 мм) произво-
дят абразивными брусками, приклеенными к колодкам. Их настраи-
вают на нужный размер при помощи конусов, к которым колодки
прижимаются спиральными пружинами. Поворотом штурвала го-
ловку вводят в отверстие цилиндра и регулируют по его диаметру.
Затем головке сообщают необходимое вращение и начинают пере-
мещать ее вперед и назад. Скорость движения головки при обра-
ботке стальных цилиндров 40—60 м/мин, продольного хода 10—
12 м/мин. Смазочно-охлаждающая жидкость — водномыльная
эмульсия или керосин. При хонинговании шероховатость поверхно-
сти соответствует 11- или 12-му классу шероховатости и ликвиди-
руется нецилиндричность и некруглость отверстия. В связи с тем,
что после обработки цилиндров увеличивается их внутренний диа-
метр, приходится менять поршень и манжеты.
Штоки ремонтируют шлифованием с последующей доводкой.
Тонкие штоки заменяют новыми. Штоки диаметром до 20 мм и
длиной больше 500 мм выгодно изготовлять из мерного калиброван-
ного прутка. Изношенные поршни, как правило, заменяют новыми.
Ремонт переключателей, регуляторов расхода и ручных масля-
ных насосов сводится к ремонту таких деталей, как клапаны и зо-
лотники, при котором необходимо тщательно выполнять резьбовые
соединения, аккуратно притирать иглы и тарелки клапанов, подби-
рать пружины по заданной характеристике. При осмотре золотни-
ков проверяют, нет ли на них, а также на поверхностях отверстий
для золотников продольных рисок и задиров. Отверстия исправляют
ручным развертыванием, растачиванием и притиркой. Исправленный
или вновь изготовленный золотник шлифуют по диаметру отверстия,
выдерживая допуски плотной посадки 1-го класса точности, а затем
притирают к корпусу тонкой пастой с керосином.
Утечка масла в шариковых клапанах может происходить из-за
деформации шарика вследствие длительной работы или поврежде-
ния седла. В этом случае шарик заменяют. Если седло закалено,
помещенный в него новый шарик обстукивают молотком через вы-
колотку из меди, латуни или дюралюминия, в результате чего седло
принимает форму шарика.
Ремонт зубчатых передач. В процессе эксплуатации зубчатых
передач происходит абразивный, усталостный износ зубьев, а зача-
стую износ от коррозии в результате попадания в привод воды и
из-за неудовлетворительной смазки. Допустимый износ зубчатых
86
колес редукторов — 0,04—0,24 толщины зуба, измеренной по на-
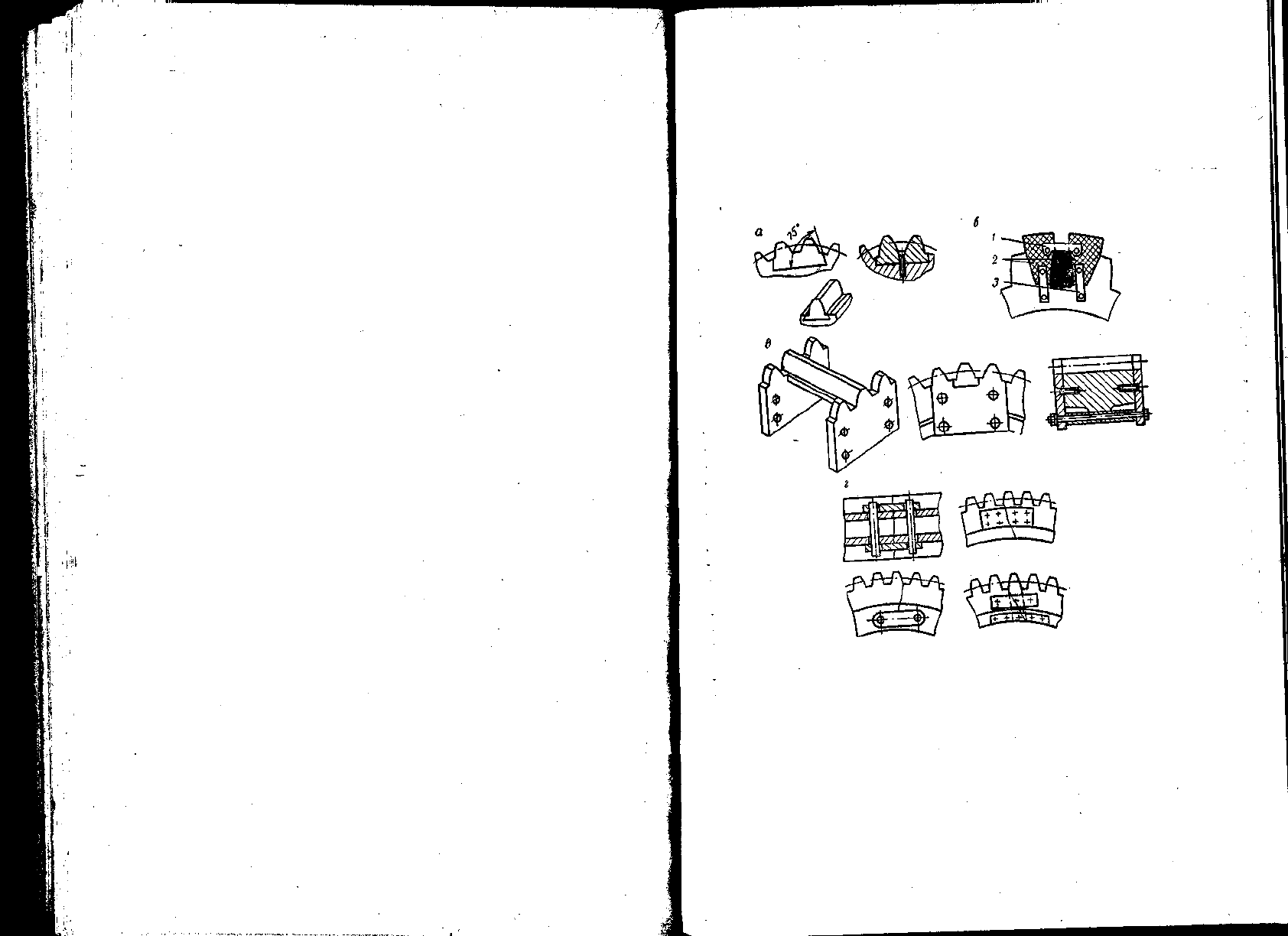
чальной окружности. Могут быть рекомендованы три способа вос-
становления разрушенных зубьев:
установка шипов (рис. 12, а) — в этом случае выпиливают или
протачивают паз в виде ласточкиного хвоста глубиной 1/4— 1/2 вы-
соты зуба; зуб со стороны торца колеса легкими ударами молотка
вставляют в паз и закрепляют штифтом на резьбе или прихватыва-
ют с торцов электросваркой; после установки и закрепления шипа
нарезают зубья;
Рис. 12. Способы восстановления зубчатых колес
наплавка зубьев (электродами Э-39, Э-42, ОММ-5 и др.) с по-
мощью пары медных шаблонов 2 (рис. 12, б) — шаблоны, имеющие
форму впадин между зубьями колеса, образуют боковые поверх-
ности зуба; при наплавке медные шаблоны скрепляют между собой
иланками 1 и прикрепляют к венцу колеса планками 3 так, чтобы
они не мешали проведению операции (планки 3 можно заменить
струбцинами или каким-нибудь другим устройством); наплавляе-
мый материал не приваривается к шаблонам вследствие высокой
теплопроводности меди, поэтому шаблоны после наплавки легко вы-
нимаются; после окончания операции колесу дают медленно остыть,
87
файл скачан с www.turbinist.ru
12
для чего все колесо или ту часть его, где был наплавлен зуб, зары-
вают в горячий песок;
восстановление сломанного зуба при помощи специального сталь-
ного башмака (рис. 12, в) — участок обода со сломанным зубом
вырезают, затем с некоторым натягом устанавливают башмак, ко-
торый боковыми щеками охватывает обод с двух сторон; с торцов
башмак фиксируют винтами, а щеки стягивают болтами (башмак
должен быть подогнан по резьбе и по торцам перекрывать соседние
зубья); трещины на ободе заваривают или устанавливают в месте
их образования стяжные накладки, которые крепят болтами или
другими крепежными деталями (рис. 12, г).
Для улучшения эксплуатационных качеств зубчатых передач
проводят их притирку или обкатку, которой подвергают термически
не обработанные зубчатые ко-
леса, находящиеся в плотном
зацеплении с эталонным зака-
ленным зубчатым колесом.
При этом зацепление смазы-
вают смесью из керосина и
машинного масла. Для устра-
нения искажений в профиле
зубьев термически обработан-
ные зубчатые колеса шлифуют
на зубошлифовальном станке
или притирают в паре. В ка-
честве притирочного материа-
ла применяют абразивы или
пасту ГОИ, разведенную в
смеси керосина с машинным маслом. Перед употреблением пасту
ГОИ расплавляют в водяной ванне при 60—65 °С. Расплавленную
массу разводят керосином до консистенции сметаны. Применять
обкатку в паре рекомендуется при нормальном межосевом расстоя-
нии в корпусе редуктора после его сборки. При этом достигается ре-
альная приработка зубьев.
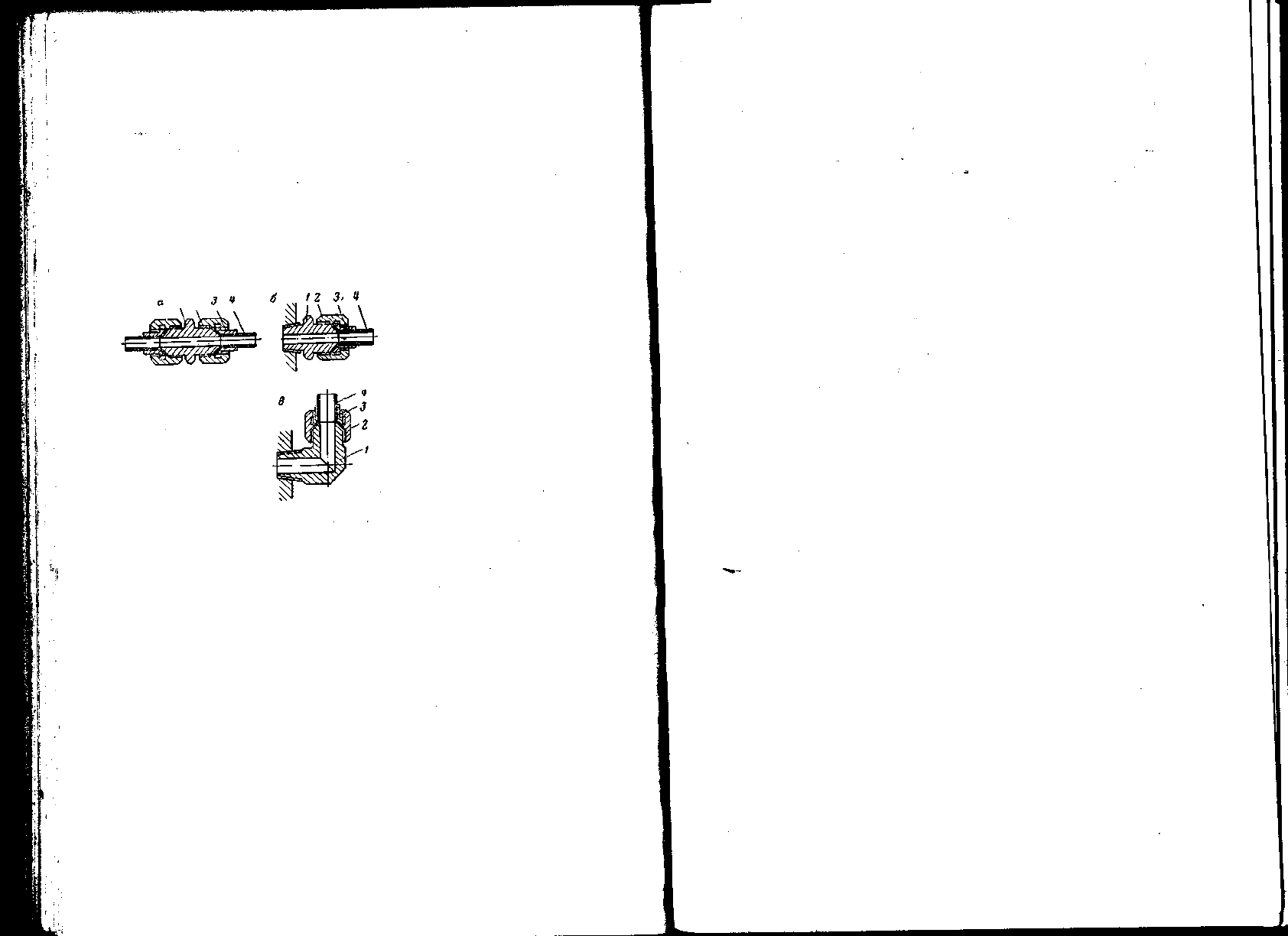
Ремонт маслопроводов. Два конца маслопроводов, изготовлен-
ных из стальных труб, соединяются штуцером 1 (рис. 13, а), к ко-
торому накидными гайками 2 с помощью ниппелей 3 поджимаются
развальцованные концы трубы 4. К переключателям, ручным насо-
сам, гидроцилиндрам, гидробаллонам, регуляторам расхода масло-
проводы подсоединяют с помощью штуцеров (рис. 13, б), вверты-
ваемых в корпус на цилиндрической или конической резьбе, или
угольников (рис. 13, в). К штуцеру или угольнику развальцованная
труба подсоединяется с помощью ниппеля и накидной гайки. В ме-
стах соединений иногда наблюдается утечка масла через уплотнение,
причина которой — деформация развальцованной трубы как по по-
верхности уплотнения, так и в осевом направлении. Утечки обнару-
живают по подтекам масла или по осаждению в этом месте пыли.
Для устранения утечки необходима повторная развальцовка тру-
бы и ее выпрямление. Часто при затяжке накидной гайки происхо-
дит перекашивание ниппеля, что также приводит к утечкам масла.
83
Рис. 13. Типовые соедине-
ния стальных труб с раз-
вальцовкой
Если в результате деформации ниппель не обеспечивает равно-
мерного прижатия развальцованной трубы к штуцеру, его необхо-
димо заменить новым и повторно произвести развальцовку трубы.
ТЕХНОЛОГИЯ СБОРКИ ПРИ РЕМОНТЕ ГАЗОВЫХ КРАНОВ
Детали ремонтируемых кранов собирают в порядке, обратном
разборке, в соответствии с чертежами и техническими условиями.
Сборка может быть выполнена различными методами.
Метод полной взаимозаменяемости широко используют при ре-
монте импортных запорных газовых кранов. В этом случае детали
собирают без предварительной подгонки. Необходимая посадка
обеспечивается изготовлением сопрягаемых деталей с определен-
ными допусками.
Метод выборочной сборки широко применяют при сборке деталей
поршневой группы шток — поршень, поршень—гидроцилиндр. Де-
тали, изготовленные с расширенными допусками, перед сборкой сор-
тируют на группы, с тем чтобы в соединениях получились зазоры,
соответствующие требуемым посадкам.
Сборку с применением компенсаторов используют в тех случаях,
когда из-за отклонений в размерах деталей в соединениях появляют-
ся зазоры, превышающие норму, или когда положение деталей не
соответствует чертежу. При эксплуатации кранов вследствие износа
деталей между сопрягаемыми трущимися поверхностями также об-
разуются большие зазоры. В таких соединениях заранее предусмат-
ривают компенсаторы (прокладки, кольца, втулки, прижимные план-
ки), которыми регулируют зазоры и положение сборочных единиц.
Метод сборки с индивидуальной пригонкой и изготовлением де-
талей по ,месту довольно часто используют при ремонте отечествен-
ных кранов. Обычно подгоняют менее ценную деталь.
Краны при ремонте собирают из деталей, отработавших опреде-
ленное время и годных для дальнейшей эксплуатации, запасных ча-
стей, изготовленных по чертежам или образцам, восстановленных и
дополнительных деталей (компенсаторов). При сборке газовых кра-
нов некоторые детали соединяют между собой, образуя неразъемные
или разъемные неподвижные соединения, в которых детали не могут
перемещаться относительно друг друга. Разъемные неподвижные со-
единения (резьбовые, шпоночные, шлицевые) можно разбирать без
повреждений или разрушений. Наиболее распространены резьбовые
разъемные неподвижные соединения, так как они надежны в работе
и легко заменяются при ремонте.
Сборка резьбовых соединений. По профилю резьбы такие соеди-
нения делят на треугольные, упорные, трапецеидальные, прямоуголь-
ные и круглые, по форме поверхности — на цилиндрические и ко-
нические, по направлению винтовой линии — на правые и левые.
При правой резьбе завинчивание винта или гайки осуществляют по
часовой стрелке, а при левой резьбе — против часовой стрелки.
Применяют резьбы одно- и мноГозаходные. Многозаходные резьбы
получают при нарезании на поверхности нескольких параллельно
расположенных профилей винтовой линии. Заходность резьбы легко
89
файл скачан с www.turbinist.ru
определить по числу сбегающих витков на концах винта. Резьбы де-
лят также на крепежные и для передачи движения. Треугольная
резьба, профиль которой характеризуется большим трением, предо-
храняющим болты и гайки от самоотвинчивания, обладает высокой
прочностью, поэтому ее используют как крепежную. Резьбы для
передачи движения применяют в винтовых механизмах и имеют
в основном трапецеидальный (реже прямоугольный) профиль, кото-
рый характеризуется меньшим трением. Основными резьбовыми сое-
динениями являются соединения болтами, винтами и шпильками.
При болтовом соединении детали скрепляют с помощью болта и
гайки, при винтовом — винт ввинчивают в резьбовое отверстие дета-
ли (гайка отсутствует). Соединение шпильками применяют при ча-
стой разборке соединяемых деталей или невозможности по конструк-
тивным соображениям использовать другое крепление. Шпильку
ввинчивают в деталь с помощью шпильковерта или двух гаек, скреп-
ленных на одном конце шпильки, затем соединение закрепляют
'гайкой.
Соединения болтами и винтами в зависимости от назначения сбо-
рочной единицы можно разделить на соединения без затяжки (в от-
дельных подвижных соединениях) и с предварительным натягом
в неподвижных соединениях. При закреплении гаек, болтов и винтов
длина рукоятки гаечного ключа должна составлять 15Z), где D —
диаметр резьбы. В этом случае обеспечивается нормальная затяжка
и исключаются срывы резьбы. При сборке резьбового соединения
гайку или винт сначала завинчивают без ключа (до легкого сопри-
косновения их опорной поверхности с закрепляемой деталью), а за-
тем — с помощью ключа до отказа. При этом необходимо соблюдать
следующие технические требования: головки болтов и гаек должны
иметь одинаковый размер, а однотипные шайбы — одинаковые,диа-
метр и толщину, резьбовые концы болтов и шпилек должны высту-
пать из гайки не более чем на две-три нитки и иметь правильную
форму (нельзя применять вкнты с поврежденными шлицами), соеди-
нения для предотвращения самоотвинчивания болтов, винтов и гаек
должны стопориться правильно выбранными способами и средства-
ми. При стспорении контргайкой на основную гайку навинчивают
дополнительную гайку (контргайку), которую затягивают до отказа.
При этом нижнюю гайку придерживают гаечным ключом. Таким об-
разом создается добавочное трение между резьбой болта или шпиль-
ки и резьбой гаек. Данный способ полностью не устраняет возмож-
ность самоотвинчивания. Возможно стопорение пружинными шайба-
ми, которые благодаря упругости создают в резьбовом соединении
натяг. В начальной стадии самоотвинчивания шайба острыми кром-
ками прорези врезается в тело детали и гайки, препятствуя дальней-
шему развитию процесса. Однако такие шайбы часто обламываются.
Сборка шпоночных и шлицевых соединений. Шпоночные и шлице-
вые соединения служат для передачи усилий соединяемых деталей
(валов, шпинделей, зубчатых колес и др.). Сечение шпонок, шпоноч-
ных пазов и шлицев в соединяемых деталях подбирают в зависимо-
сти от диаметра вала и характера сопряжения. Шпоночные соедине-
ния отличаются простотой и удобством сборки (разборки), однако
90
шпоночные пазы ослабляют сечение деталей и уменьшают жесткость
при кручении, что нередко приводит к разрушению деталей соедине-
ния или образованию люфтов. Шлицевые соединения обеспечивают
большую прочность, так как вал шлицами ослабляется меньше, чем
гнездами под шпонки.
Призматические шпонки используют в неподвижном и подвижном
соединениях. Их закладывают в шпоночные пазы так, чтобы между
верхней гранью шпонки и дном канавки насаживаемой детали был
зазор. Так как крутящий момент передается боковыми гранями
шпонки, ее запрессовывают с гарантированным натягом по боковым
сторонам канавки. Призматические шпонки, используемые в подвиж-
ном соединении, называют направляющими. Их устанавливают с ме-
нее плотной посадкой, но при этом дополнительно крепят в пазу вин-
тами, а в пазу перемещаемых деталей (зубчатые колеса, муфты
и др.) делают более свободную посадку.
Шлицевые соединения образуются по всей окружности сопряже-
ния выступами и впадинами вала и ступицы, направленными вдоль
оси. Они предназначены для передачи больших крутящих моментов.
В таких соединениях вал почти не ослаблен, так как впадины неглу-
бокие. Самый распространенный профиль шлицев — прямобочный.
Шлицы с эвольвентным профилем обеспечивают лучшее центриро-
вание деталей. Шлицы с треугольным профилем используют только
при небольших нагрузках. При сборке шлицевых соединений не сле-
дует осуществлять слесарно-прйгоночные операции, так как после
механической обработки деталей таких соединений должна обеспе-
чиваться их полная совместимость.
Шлицевые соединения могут быть подвижными и неподвижными.
Помимо этого их различают по видам посадки: по внутреннему и
наружному диаметрам, боковым граням шлицев. Посадка по внут-
реннему диаметру шлицев обеспечивает высокую точность центриро-
вания, однако она сложна в изготовлении. Главное достоинство дан-
ного способа заключается в том, что совмещаемые детали могут
иметь высокую твердость, обеспечивающую долговечность соедине-
ния при подвижных посадках. Посадка по наружному диаметру
шлицев обеспечивает высокую точность центрирования. Она относи-
тельно проста в изготовлении, применяется при условиях, когда
совмещаемые охватывающие детали не обладают высокой твер-
достью, так как они обрабатываются протяжками. Посадку по боко-
вым граням шлицев применяют в тех случаях, когда точность цен-
трирования не имеет большого значения.
Подвижные шлицевые соединения при сборке проверяют на бие-
ние и люфт (качку), неподвижные — только на биение.
Сборка неразъемных соединений (сварных, склеенных, выполнен-
ных развальцовкой, прессовых насадок с гарантированным натягом).
Подлежащие запрессовке детали тщательно осматривают. Нельзя
допускать заостренных кромок со стороны запрессовываемого конца,
забоин, царапин и других дефектов. Полностью годные детали промы-
вают, запрессовываемый конец смазывают маслом для того, чтобы
уменьшить трение при запрессовке. Запрессовку шпонок, клиньев,
штифтов осуществляют вручную медными, свинцовыми или деревян-
91
файл скачан с www.turbinist.ru
ными (из дерева твердых пород) молотками (допустимо использова-
ние стальных молотков при нанесении ими ударов через мягкую
прокладку) или механизированными приспособлениями. Сначала по
детали наносят легкие удары. Убедившись в том, что она вошла
в отверстие без перекоса, силу удара увеличивают. Заканчивают
запрессовку резким ударом. Это необходимо для того, чтобы деталь
плотно села на свое место. Для запрессовки небольших деталей
удобно использовать стальные молотки со вставным бойком из мяг-
кого металла или пластмассы. При разборке и сборке прессовых сое-
динений часто пользуются выколотками. Для запрессовки втулок мо-
лотками применяют различные оправки. При сборке деталей с га-
рантированным натягом нагревают охватывающую деталь или ох-
лаждают охватываемую. Таким путем получают прессовые посадки.
Данный способ основан на расширении деталей при нагреве и умень-
шении их объема при охлаждении. В соединениях, выполненных этим
способом, натяги в два раза превышают натяги в обычных прес-
совых соединениях, прочность повышается в три раза, так как в дан-
ном случае неровности сопрягаемых поверхностей ке сглаживаются,
а как бы сцепляются, увеличивая прочность соединения, которое не
требует дополнительного крепления. Нагрев осуществляют в кипя-
щей воде или масле (при температуре ПО—120 °С) в нагреватель-
ных печах или горнах, газовыми горелками или электрическим то»
ком. Охлаждают детали в жидком воздухе, жидком кислороде, сжи-
женном азоте (разность температур 200—215
С
С) или твердой угле-
кислоте (разность температур до 100°С).
Если соединения имеют гарантированный натяг, необходимо при-
лагать значительные усилия для их распрессовки, особенно при
больших поверхностях сопряжения. Возможны повреждения сопря-
гаемых поверхностей, возникающие в процессе разборки, вследствие
чего прочность соединения после повторной посадки значительно сни-
жается. Нередки случаи, когда соединение не поддается распрессов-
ке. Тогда приходится разрушать одну из сопрягаемых деталей или
полностью заменять соединение новым.
Сборка зубчатых передач. Технические требования на сборку зуб-
чатых передач зависят от их назначения и заданной точности. Зуб-
чатые передачи ручных приводов относятся к тихоходным передачам
с небольшой нагрузкой, поэтому требования к их точности высоки.
Точность изготовления зубчатых колес при ремонте должна соответ-
ствовать тем же техническим условиям, которые установлены для
зубчатых передач в новых приводах. Известно, что степень точности
характеризуется допуском, выбираемым конструктором, примени-
тельно к конкретным условиям работы зубчатых колес в комплекте
или механизме. Для зубчатых передач установлено 12 степеней
точности. Прямозубые колеса ручных приводов работают со скоро-
стью менее 1 м/с. Они должны изготовляться по 10-й степени точ-
ности. Хорошо изготовленные и правильно собранные зубчатые пе-
редачи работают плавно и бесшумно. В них зубчатые колеса имеют
постоянный шаг, а зубчатый венец колес расположен строго перпен-
дикулярно к их оси. У находящихся в зацеплении цилиндрических
колес оси должны быть параллельны, а расстояние между центрами
92
колес соответствовать техническим условиям. Вследствие износа ше-
ек валов и подшипников межцентровое расстояние меняется, как
правило, в сторону увеличения. При сборке это расстояние нужно
проверить штангенциркулем, штихмассом или с помощью мерных
плиток. Если межцентровое расстояние не соответствует номиналь-
ному, его необходимо восстановить. Правильность зацепления ци-
линдрических зубчатых колес при сборке определяют по краске или
мягким щупом — свинцовой лентой, ширина которой примерно рав-
на высоте зубьев проверяемых колес, а толщина — 0,1—0,2 мм. Для
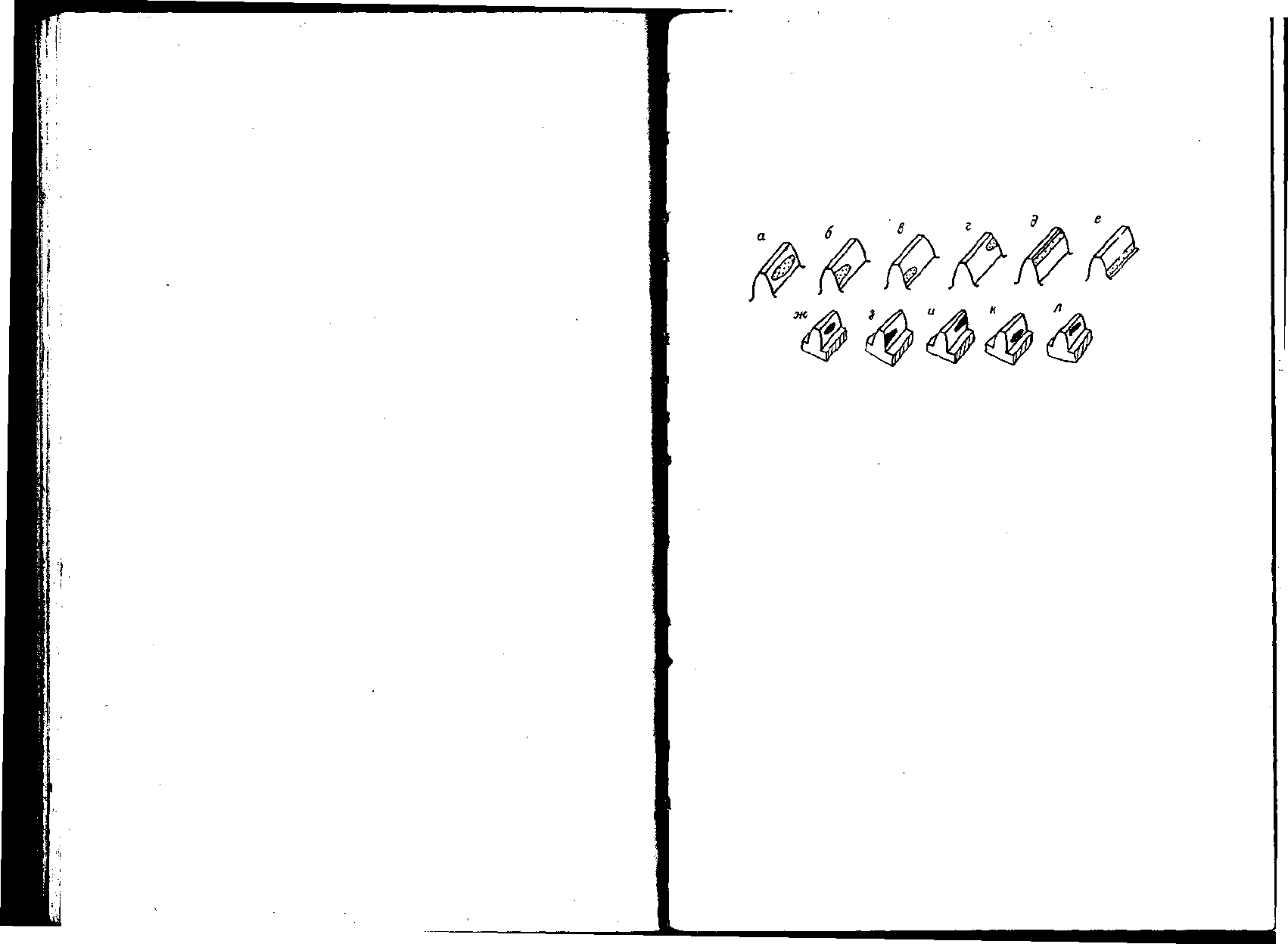
Рис. 14. Проверка зацепления цилиндрических и конических зубчатых колес по
отпечаткам краски:
а — правильная сборка колес; б — оси колес непараллельны; в, г — оси колес непараллельны, меж-
центровое расстояние соответственно уменьшено и увеличено; д, е — оси колес параллельны,
межцентровое расстояние соответственно увеличено и уменьшено; ж—л — направление смещения
отпечатка в зависимости от угла между осями отверстий и зазора в зацеплении
проверки зацепления ленту закладывают между зубьями колес, ко-
торые потом проворачивают. На ленте образуется оттиск. По нему
судят о правильности контакта зубьев. Для определения зазора
между зубьями в месте оттиска микрометром или штангенциркулем
измеряют толщину ленты.
При проверке зацепления цилиндрических колес по краске зубья
ведущего колеса покрывают тонким слоем краски. После этого ко-
лесо несколько раз проворачивают. По отпечатку краски (пятну ка-
сания) на зубьях ведомого колеса судят о правильности зацепления.
Пятно касания, свидетельствующее о правильном зацеплении, должно
занимать 70—80% поверхности зуба (рис. 14, а). При сборке кони-
ческих передач проверяют правильность зацепления и величину бо-
кового зазора. Пятно касания при правильном зацеплении (рис. 14,
ж) в пределах 6-й степени точности должно составлять 70% длины
и высоты зуба, а в пределах 8-й степени точности — 50%. Смещение
отпечатка и искажение его формы указывают на погрешность кор-
пусной детали (неперпендикулярность осей), зубчатых колес или
неточность регулировки зацепления. При уменьшении угла между
осями отверстий корпуса отпечаток смещается к пятке зуба (рис.
14, з), а при его увеличении — к носку зуба (рис. 14, и). Смещение
отпечатка к ножке зуба (рис. 14, к) указывает на недостаточный
зазор в зацеплении, а смещение к вершине зуба (рис. 14, л) — на
очень большой зазор.
93
файл скачан с www.turbinist.ru
При чрезмерно глубоком зацеплении зубья колес заклиниваются,
а при недостаточно глубоком зацеплении зуб ударяется о зуб, что мо-
жет привести к поломкам. В первом случае ведомое колесо удаляют
от ведущего, во втором — ведомое колесо приближают к ведущему.
Сборка червячных передач. При проведении этой операции про-
веряют правильность зацепления червяка с червячным колесом.
Для этого на винтовую поверхность червяка наносят тонкий слой
краски, вводят червяк в зацепление с колесом и проворачивают его
несколько раз до получения отпечатков на зубьях колеса. Если за-
цепление правильное, пятно касания размещается по центру колеса
в направлении его вращения, занимая на поверхности зуба не ме-
нее 75% его длины в передачах 2-й степени точности и не менее 55%
его длины в передачах 4-й степени точности. Смещение отпечатка
свидетельствует о неправильном зацеплении червяка с червячным
колесом и о необходимости его регулирования. Если ось червяка
оказывается вне средней плоскости сечения червячного колеса, ко-
лесо сдвигают вдоль его оси, при необходимости подрезая один из
торцов колеса и устанавливая с другого ториа компенсирующее
кольцо. Собранную червячную пару подвергают рабочему испыта-
нию, проверяя легкость проворачивания элементов передачи, сте-
пень и характер шума, издаваемого работающей передачей.
Сборка шпинделей и валов ручных приводов с подшипниками
качения. Работоспособность сборочной единицы, в которую входят
подшипники качения, в значительной степени зависит от того, на-
сколько правильно установлены подшипники и каково качество со-
бираемой сборочной единицы. Посадочные места на валу и в корпу-
се подшипника должны иметь установленную техническими требова-
ниями форму и надлежащую шероховатость поверхности. На них
не должно быть заусенцев, забоин, царапин, задиров. Очень важно,
чтобы при сборке обеспечивалась нормальная плотность посадки
подшипников. При слишком плотной посадке происходит расшире-
ние внутреннего и сжатие наружного колец подшипника, в резуль-
тате чего защемляются шарики и подшипник быстро выходит из
строя. При чрезмерном зазоре в посадочных местах кольца подшип-
ника начинают проскальзывать, вызывая износ посадочных поверх-
ностей. Если кольца проворачиваются, возрастает вибрация.
Детали сборочной единицы, собираемые с подшипниками качения,
должны быть чистыми. Абразивная пыль, царапины, коррозия, пят-
на и другие виды даже незначительных повреждений на шлифован-
ных и полированных поверхностях дорожек качения колец, шариков
и роликов приводят к быстрому разрушению подшипников. Чтобы
не допускать этого, подшипники перед установкой на место промы-
вают в 6%-ном растворе легкого минерального масла в бензине или
минеральном масле, нагретом до 100 °С. Подшипники с царапинами
и коррозионными пятнами выбраковывают. Категорически запреща-
ется промывать подшипники в загрязненной жидкости, так как по-
павшие между шариками и кольцами мельчайшие твердые
частицы трудно удалить. Промытые подшипники погружают в техни-
ческий вазелин, нагретый до 55—60 °С, или пушечную смазку, на-
гретую до 60—70 °С. Новые подшипники распаковывают перед самой
94
сборкой и укладывают на чистую бумагу или тряпку обязательно
чистыми руками. Антикоррозионную смазку, с которой подшипники
поступают с завода-изготовителя, удалять не следует. Если упаковка
подшипника не повреждена и предохранительная смазка на нем не
затвердела, новые подшипники устанавливают без промывки.
При сборке подшипников качения нельзя ударять молотком не-
посредственно по кольцам или сепаратору, так как это может при-
вести к перекосу колец, поломке или повреждению сепаратора. Нель-
зя применять свинцовые и баббитовые молотки, так как отскочив-
шие кусочки металла могут попасть между телами качения подшип-
ника.
Для насадки подшипника на вал применяют оправку в виде
отрезка стальной трубы, внутренний диаметр которой должен быть
немного больше диаметра вала, а толщина стенки — немного меньше
толщины внутреннего кольца подшипника. Торцы трубы тщательно
обрабатывают, так как они должны быть строго перпендикулярны
к оси трубы. Удары по трубе наносят молотком через стержень.
Для насадки подшипников, помещаемых на значительном расстоя-
нии от конца вала, также применяют оправку из трубы, снабженную
рукоятками. При напрессовке оправку берут за рукоятки и ударяют
по торцу подшипника, насаживаемого на вал.
Установку подшипников на валу с прессовой посадкой произво-
дят ручными или гидравлическими прессами с помощью специаль-
ных оправок, которые предотвращают повреждение подшипника и
вала, обеспечивают равномерную посадку подшипника и значитель-
но ускоряют процесс сборки. Большие подшипники, устанавливае-
мые на валу со значительным натягом, во многих случаях насажи-
вают после нагрева в ванне, наполненной маслом, температура кото-
рого должна составлять 60—90 °С. Нагретый подшипник быстро на-
саживают на вал и с помощью пресса доводят до места. Чтобы не
обжечь руки, эту операцию выполняют в брезентовых рукавицах.
При монтаже подшипников качения следует учитывать, что уси-
лие запрессовки должно передаваться непосредственно на торец
сопрягаемого кольца: внутреннего — при напрессовке на вал и на-
ружного — при постановке в корпус подшипника.
При установке вала в двух радиальных шарикоподшипниках
один из них закрепляют неподвижно на валу и в корпусе, а второй—
только на валу. При нагреве во время работы вал удлиняется, а
подшипник в корпусе, закрепленный только на валу, стремится к пе-
ремещению. Если оба подшипника закрепить неподвижно, вал, на-
гревшись, начнет туго поворачиваться, произойдет защемление шари-
ков или роликов. Оба подшипника быстро выйдут из строя. Каче-
ство монтажа сборочных единиц с подшипниками качения обычно
проверяют проворачиванием валов в подшипниках. Вращение долж-
но быть плавным и легким, без заметного люфта.
Сборка подшипников скольжения. Сборка неразъемного подшип-
ника сводится к запрессовке втулки, выполненной из металлофторо-
пластовой подшипниковой ленты. Во избежание проворачивания
втулка приклеивается к корпусу поворотного механизма (редуктора)
эпоксидным клеем.
95
файл скачан с www.turbinist.ru
ИСПЫТАНИЕ ГАЗОВЫХ КРАНОВ ПОСЛЕ КАПИТАЛЬНОГО РЕМОНТА
Гидростатическое испытание корпуса газового крана необходимо'
для проверки прочности его материала, сварных соединений, плотно-
сти уплотнений шпинделя и разъемов. Его проводят под давлением,
1
равным 1,5р
рта
х (Рртах — рабочее максимальное давление). Кран
устанавливают на стенде таким образом, чтобы специально преду-:
смотренное продувочное отверстие в корпусе находилось как можно;
выше. Это необходимо для выпуска воздуха при заполнении корпуса
водой. Кран с двух сторон закрывают заглушками. Затем его запол-
няют водой до полного выпуска воздуха из корпуса при полуоткры-
том шаровом затворе. После этого в продувочное отверстие корпуса
ввертывают резьбовую заглушку. Во время испытаний не должно
быть утечек через разъемы корпуса, корпус и уплотнение шпинделя.
Время испытаний (в мин) зависит о,т диаметра условного прохода:
50—100 мм —2, 150—250 мм — не менее 5, 300—400 мм— 15, 500—
1400 мм — не менее 30. Перед испытаниями газовых кранов в сбо-
ре с силовыми приводами краны на линиях отбора газа в систему
управления должны быть закрыты.
Гидростатические испытания затвора газовых кранов. Для про-'
ведения испытания давление в корпусе крана снижают до атмосфер-!
ного, а затвор закрывают. Каждое седло испытывают при макси-
мальном рабочем давлении. Длительность первого и второго гидро-
статических испытаний — 2 мин, третьего—зависит от диаметра ус-
ловного прохода: 50—200 мм — 2 мин, 150—250 мм — 5 мин, 300—
400 мм— 10 мин, 500—1400 мм — 15 мин. Утечку через седло конт-
ролируют с помощью специального переходника, ввернутого в отвер-
стие для выпуска воздуха из корпуса крана и выведенного в мензур-
ку. Полость затвора должна быть заполнена водой. Максимально
допустимая утечка (в см
3
/ч на 25 мм поминального диаметра кра-
нов) зависит от диаметра условного прохода крана: до 400 мм —
10, 500—600 мм — 1, 700—1000 мм — 3, 1200—1400 мм — 5. При этом,
на затвор должно воздействовать максимальное дифференциальное
давление (с внешней стороны на седло действует максимальное ра-
бочее давление; в корпусе крана давление равно нулю). В конце
испытания проверяют величину крутящего момента, необходимого,
для открытия затвора. Для этих целей на вал силового привода кра-
на устанавливают моментомер. Крутящий момент не должен пре-
вышать величин, указанных в паспорте крана.
Испытание затвора на плотность проводят сжатым воздухом.
Кран освобождают от воды, затем в него подают воздух под давле-
нием 0,6—0,7 МПа. Через 5 мин с помощью ротаметра или другого
прибора определяют утечку. Максимально допустимая утечка (в
дм
3
/мин
на
25 мм номинального диаметра запорного органа) зави-
сит от диаметра условного прохода крана: до 400 мм — не более 0,05,
500—600 мч— 1, 700—1000 мм — 3, 1200—1400 мм —5.
96
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Расскажите о последовательности выполнения операций при разборке газо-
вых кранов.
2. Как осуществляют дефектовку деталей газовых кранов?
3. Перечислите способы восстановления деталей.
4. Какова сущность восстановления деталей полимерными материалами?
5. Как ремонтируют шпиндели?
6. Как ремонтируют резьбовые соединения деталей?
7. Как ремонтируют шпоночные соединения?
8. Как ремонтируют сварные соединения?
9. Расскажите о последовательности проверки качества сборки трубопроводов.
10. Каковы основные неисправности в работе силовых приборов?
11. Перечислите основные методы сборки газовых кранов.
12. Какова последовательность сборки подшипников скольжения?
13. Каким испытаниям подвергают газовые краны после ремонта?
Глава 6
ПОДЪЕМНО-ТРАНСПОРТНЫЕ СРЕДСТВА, ПРИМЕНЯЕМЫЕ
ПРИ РЕМОНТЕ ГАЗОВЫХ КРАНОВ
Во время ремонта газовых кранов при выполнении многих работ
необходимо поднимать и перемещать тяжелые детали, сборочные
единицы (узлы) и даже краны в сборе. Для этих целей применяют
подъемно-транспортные средства, которые подразделяют на подъем-
ные, напольные и надземные. К подъемному оборудованию относят
блоки и тали, подвешенные к неподвижным опорам, домкраты, тре-
ноги, к напольному — лебедки, передвижные краны, передвижные
тележки, к надземному—мостовые и поворотные краны, кран-балки,
монорельсы.
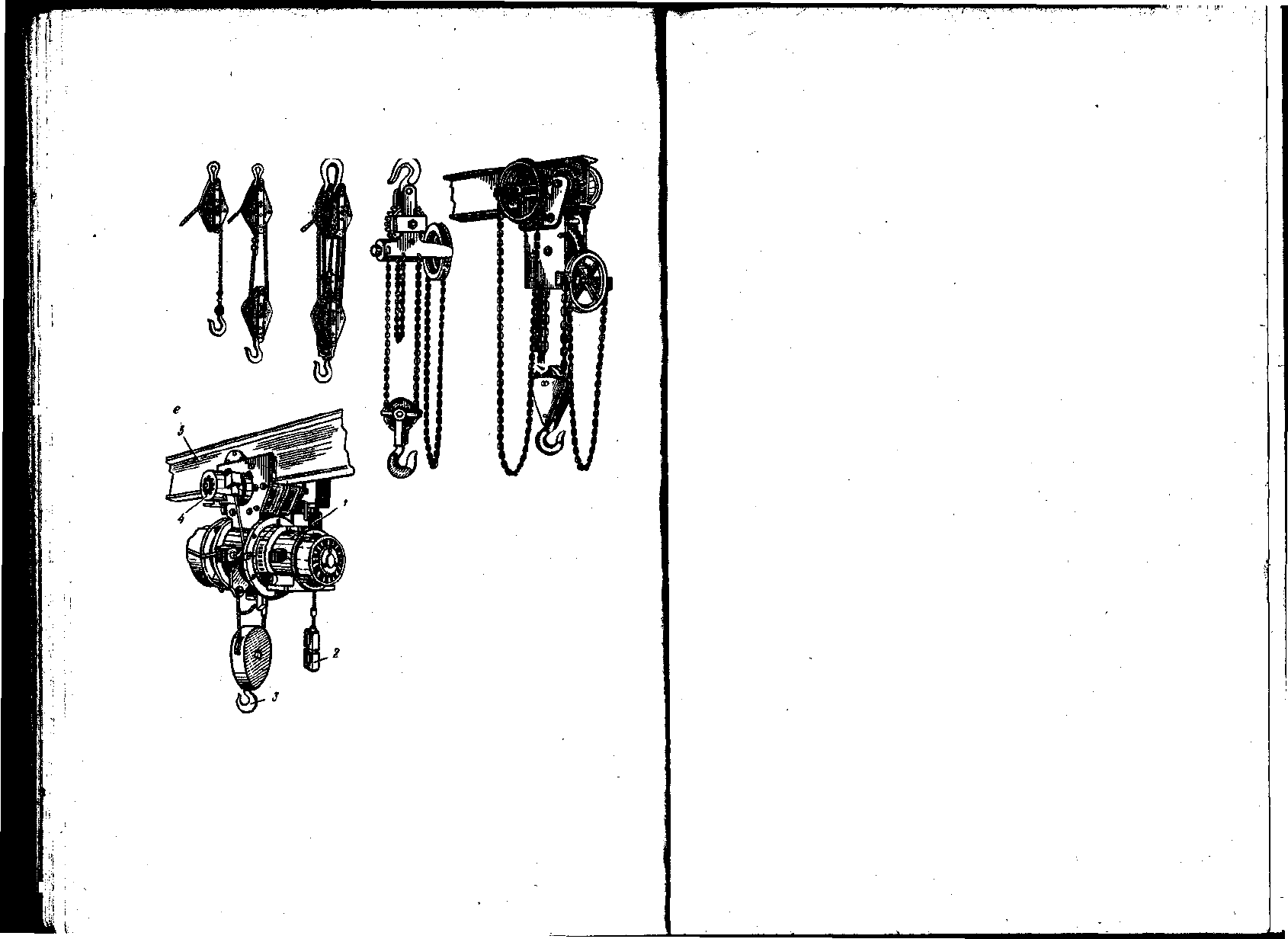
Блок (рис. 15, а)—это вращающийся на оси диск, по ободу
которого сделан желоб для каната или цепи. Ось блока укреплена
в отверстиях вилкообразной скобы, называемой обоймой, которая
может быть подвижной, т. е. опускающейся и поднимающейся вместе-
с блоком, и неподвижной. В соответствии с этим блок называют под-
вижным или неподвижным. Груз поднимают при помощи каната,
перекинутого через блок. Если важна не скорость вертикального пе-
ремещения груза, а экономия в силе для его подъема, пользуются
двумя блоками: подвижным и неподвижным (рис. 15, б). Поднимае-
мый груз подвешивают к обойме подвижного блока, охватываемого
снизу канатом, который одним концом закреплен на обойме непо-
движного блока. Свободный конец каната при подъеме груза тянут
вниз. Так как груз в данном случае распределяется по двум ветвям
каната, требуемая подъемная сила равняется лишь половине его
массы. Чтобы получить еще больший выигрыш в силе, используют
систему блоков-полиспастов. В системе, показанной на рис. 15, в,
два подвижных блока расположены в нижней общей обойме, служа-
щей для подвешивания груза, а три неподвижных блока установлены
в верхней общей обойме. В данном случае требуемая подъемная
сила уменьшается в пять раз, так как масса груза распределяется
между пятью канатами.
4 г-зво У2,
файл скачан с www.turbinist.ru
I г
in
•'if
-f
Тали (рис. 15, г), грузоподъемность которых указана в завод-
ском клейме, подвешивают над местом работы с помощью треноги.
Ручная таль с помощью верхнего крюка может быть подвешена или
смонтирована на монорельсе с помощью кошки (рис. 15, д). В этом
случае груз будет перемещаться в вертикальном и горизонтальном
направлениях.
а 6 в _ г _ д •
Рис. 15. Подъемные устройства
Электротельферы (рис. 15, е) имеют грузоподъемность от 250 кг
до 5 т. У этих механизмов электродвигатель / с фланцевым крепле-
нием установлен на тележке, перемещающейся по кран-балке 5
электродвигателем 4. На барабане элёктротельфера намотан трос,
к которому подвешен блок с крюком 3. Электротельфером управля-
ют с пола посредством подвесного кнопочного устройства 2.
Домкраты (винтовые, с зубчатой рейкой, клиновые, гидравличе-
ские и др.) имеют грузоподъемность 5—20 т и используются для
98
I
подъема грузов на небольшую высоту или перемещения их на не-
большое расстояние в горизонтальном направлении. В последнем слу-
чае их располагают горизонтально и упирают в стенку или колонну.
Клиновые домкраты применяют для установки оборудования (напри-
мер крана) в строго горизонтальном или вертикальном положении.
Опору клинового домкрата, который своей нижней скошенной плос-
костью соприкасается с клином, подводят под лапы крана. Поворо-
том винта клин заставляют переместиться в горизонтальном направ-
лении, в результате чего кран поднимется или опустится. Гидравли-
ческие домкраты используют для подъема тяжелых грузов.
До начала работ необходимо проверять состояние домкрата (осо-
бенно храповика). Следует помнить, что соскакивание собачки при
подъеме груза может привести к серьезной аварии. Домкрат следует
устанавливать без перекосов. При необходимости под его основание
можно подкладывать доски или брусья. Во избежание повреждения
поднимаемого груэа между ним и головкой домкрата надо устанав-
ливать прокладку, желательно деревянную. Домкрат нельзя нагру-
жать сверх указанной в заводском клейме нормы. Механизм домкра-
та следует периодически чистить и смазывать.
Гидравлический подъемник применяют главным образом для
снятия тяжеловесных и неудобных для захвата деталей, а также
для снятия и транспортировки оснастки, тисков и приспособлений.
Так как подъемник имеет небольшие размеры, его можно исполь-
зовать при работе~в проходах между станками.
Конструктивно гидравлический подъемник устроен следующим
образом. В корпусе, сваренном из швеллеров и листового железа,
смонтирован силовой цилиндр, состоящий из штока, поршня с рези-
новыми манжетами и штуцеров гидроразводки. Верхний конец
штока соединен с подвижной рамой, которая может свободно пере-
мещаться в вертикальной плоскости. Один конец цепи прикреплен к
грузовой платформе, другой — надет на звездочку подвижной рамы
и при помощи кронштейна закреплен на поперечном угольнике
каркаса. Из гидробака масло по трубопроводу перекачивается в
нижнюю полость силового цилиндра, поршень со штоком перемеща-
ется, поднимая подвижную раму. Цепь, перекатываясь по звездочке,
в свою очередь, поднимает грузовую платформу. При ходе поршня
силового цилиндра, равном 750 мм, грузовая платформа поднима-
ется на 1500 мм. Платформу можно опускать до уровня пола. Роли-
ки на ее конце позволяют быстро осуществлять погрузку и раз-
грузку.
Во многих подъемно-транспортных механизмах в качестве грузо-
захватных приспособлений используют канаты и цепи. Для пере-
мещения оборудования, имеющего небольшую массу, употребляют
простые пеньковые канаты, для монтажных работ — смоленые и
бельные пеньковые канаты машинной крутки, состоящие из трех-
четырех прядей. По сравнению со смоленым бельный канат более
мягок, гибок и прочен, однако он хорошо впитывает влагу и быстро
загнивает. Смоленый канат более надежен в эксплуатации. Нагруз-
ку на пеньковые канаты, бывшие в употреблении, снижают на 20—
40%. Сращивать грузовые канаты запрещено.
4* 99
файл скачан с www.turbinist.ru
Стальные проволочные канаты, применяемые для монтажных
работ, состоят из шести круглых проволочных прядей, расположен-
ных вокруг пенькового сердечника, который придает стальному
канату гибкость, поглощает смазку и предохраняет пряди от ржав-
чины. Диаметр каната должен быть в 8—16 раз, а диаметр его про-
волок в 250—450 раз меньше диаметра блока или барабана лебедки
подъемного механизма. Чем меньше диаметр каната по сравнению
с диаметром барабана, тем лучше работает канат. Стальные канаты,
бывшие в употреблении, необходимо тщательно осматривать для ,
того, чтобы убедиться в отсутствии порванных проволок. Если в ка-
нате порвано более 10% проволок, его нельзя использовать при про-
ведении ответственных подъемов.
Чтобы определить пригодность каната для дальнейшей работы,
подсчитывают число оборванных проволок на шаге свивки. Для
определения шага свивки на одной пряди делают метку. От нее
вдоль каната отсчитывают число прядей в канате и на следующей
после отсчета пряди ставят вторую метку. Расстояние между мет-
ками и будет Шагом свивки. Канат бракуют, если на шаге свивки
число обрывов превышает допустимое: у канатов из 114 проволок—•
12—16, из 222 проволок — 2*2—30, из 366 проволок — 36—40. Кана-
ты, имеющие обрывы прядей, износ или коррозию (40% от перво-
начального диаметра каждой проволоки и более) также бракуют.
Из канатов, тросов и цепей изготовляют открытые (с петлями,
кольцами, крюками) и закрытые стропы. Конец троса закладывают
петлей в стальной, медный или латунный коуш, предохраняющий
проволоку троса от истирания.
Стальные канаты, тросы и стропы необходимо регулярно смазы-
вать канатной мазью, солидолом или другими смазочными материа-
лами. Такелажные средства следует хранить в сухих помещениях
на деревянном настиле или подвешенными на деревянных штырях,
длинные канаты и тросы — смотанными в бухты. На них должны
быть навешены бирки, в которых указаны номер, максимальная
грузоподъемность и дата последнего испытания.
Массу и положение центра тяжести груза (если они неизвестны)
определяют расчетом исходя из объема груза, размещения его мас-
сивных и легких частей и плотности материала. Для определения
положения центра тяжести сложной детали, машины или станка
используют правила сложения сил и их моментов относительно ка-
кой-либо точки или линии. Закрепленный груз поднимают, полностью
отрывая его от основания (пола, грунта). Если груз находится не
в горизонтальном положении, его выравнивают путем соответству-
ющего укорачивания или удлинения стропов.
ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ ПРИ ПРОВЕДЕНИИ
ГРУЗОПОДЪЕМНЫХ РАБОТ
Управлять кранами и другими подъемно-транспортными механиз-
мами с машинным приводом, а также закреплять грузы могут
только специально обученные лица, успешно сдавшие экзамены по
технике безопасности и имеющие соответствующее удостоверение.
100
При эксплуатации подъемно-транспортных механизмов, устройств
и такелажных средств необходимо соблюдать определенные правн-
Ла. Масса поднимаемого груза не должна превышать предельно до-
пустимой величины. Груз необходимо заранее освобождать от свя-
зей с грунтом, фундаментом, полом и другими грузами. Крюк меха-
низма должен находиться в одной вертикали с центром тяжести
груза. Подтягивать груз со стороны строго запрещается. При стро-
повке и обвязке грузов нельзя допускать порчи деталей и окраски.
Зацеплять стропы надо только за специально предусмотренные для
крюков проушины, ушковые болты, обвязку из стропов. Не допуска-
ется использовать для этих целей колонны, шпиндели, маслопроводы,
махович$Й и другие слабые детали и узлы. При обвязке грузов
необходимо следить за тем, чтобы строп не перекручивалдя и не
имел перегибов. Под обвязку на острые кромки (выступы) груза
необходимо накладывать предохранительные доски. Для предот-
вращения соскальзывания с крюка подъемного механизма канаты
закрепляют петлей.
Груз следует поднимать равномерно, без рывков и раскачивания,
а опускать медленно, осторожно. Как только груз коснется отведен-
ного для него места, следует слегка ослабить стропы и убедиться
в том, что груз точно занял место и \ положение его устойчивое.
Только после этого можно отцепить груз и снять стропы.
При проведении грузоподъемных и транспортных работ пользу-
ются специальной сигнализацией. Все сигналы, кроме сигнала «Осто-
рожно» («Чуть-чуть»), производят правой рукой, держа левую руку
опущеннбй вдоль тела. Рабочий, подающий сигналы, должен стоять
лицом к кабине подъемного механизма и, подавая сигнал для пере-
движения крана, поворачиваться лицом в сторону его движения.
При пбДаче сигнала «Осторожно» руками, согнутыми в локтях на
уровне груди, совершают легкое движение вверх — вниз (ладони
должны находиться на близком расстоянии одна от другой). При
подаче сигнала «Стоп» полусогнутой правой рукой на уровне пояса
щщолцяют резкие движения вправо и влево (ладонь должна быть
обращена вниз).
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Какое подъем^о-трансцортное оборудование относится к надземному?
2. Для прбвеДения рКих операций применяют домкраты?
3. Какие операции выполняют гидравлическим подъемником?
4. Как определяют качество каната?
б. Перечислите правила техники безопасности при проведении грузоподъе^ч
ных работ. "*".
101
файл скачан с www.turbinist.ru