Борщенко П.И. Слесарь по ремонту запорных кранов на МГ и газовых промыслах
Подождите немного. Документ загружается.

восстанавливают детали с плоскими сопрягаемыми поверхностями
(направляющие, зеркала цилиндров). При износе направляющих
до 0,2 мм их восстанавливают шабрением, до 0,5 мм — шлифова-
нием, более 0,5 мм — строганием с последующим шлифованием
или шабрением. При ремонте штоков и шпинделей в первую оче-
редь проверяют и восстанавливают их центровые отверстия. После
этого поверхности, имеющие незначительный износ (царапины, рис-
ки, ОЁЭЛЬНОСТЬ до 0,02 мм), шлифуют, а при более значительных
износах наращивают, обтачивают и шлифуют до ремонтного раз-
мера.
При ремонте изношенных деталей нередко возникают трудности
при выборе способа базирования детали для обработки, связанные
с изменением основной установочной базы изношенной детали. В та-
ких случаях ориентируются не на основные установочные, а на
вспомогательные базы и от них ведут обработку рабочих поверх-
ностей. Наряду с восстановлением деталей механической обработ-
кой при ремонте негодную часть детали иногда заменяют новой.
Применение деталей-компенсаторов целесообразно при восста-
новлении первоначальных посадок сопряженных деталей при их
значительном износе. Одну из сопрягаемых деталей обрабатывают
до ближайшего ремонтного размера, а во вторую вставляют про-
межуточную деталь — компенсатор. Детали-компенсаторы могут
быть сменными и подвижными. Сменные компенсаторы (втулки,
кольца — для цилиндрических деталей, планки — для плоских де-
талей) устанавливают в сопряжении, где износ появился к моменту
ремонта, подвижные — в том случае, когда можно, не производя -ре-
монта, соответствующим перемещением компенсатора относительно
основных деталей устранить зазор, образующийся вследствие износа
деталей. Для наиболее распространенных узлов кр'анов сменные де-
тали-компенсаторы целесообразно заготавливать заранее в соответ-
ствии со шкалой ремонтных размеров.
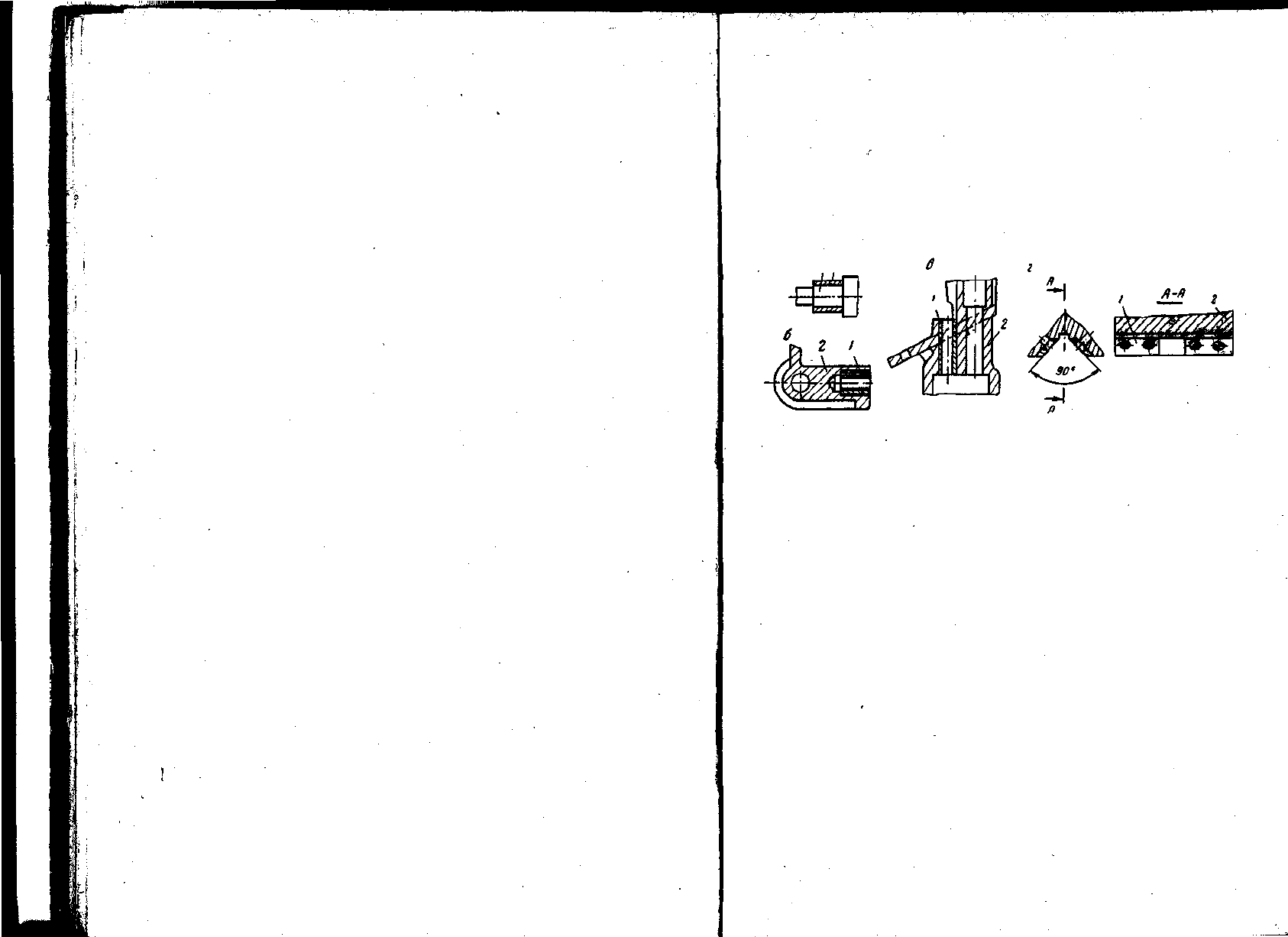
При износе наружной цилиндрической поверхности вала на него
напрессовывают (или сажают на клей) втулку (рис. 10, а). Если
в отверстии «разработалась» резьба, то в него ввертывают дополни-
тельную втулку (ввертыш) с вновь нарезанной резьбой (рис. 10, б).
При износе внутренней цилиндрической или конусной поверхности
в деталь также вставляют втулку (рис. 10, в). Износ плоскостей
чаще всего компенсируют планкой (рис. 10, г), которую привинчи-
вают к ремонтируемой детали. Как видно из рис. 10, сменные детали
в большинстве случаев скрепляют с одной из деталей сопряжения
при помощи прессовой посадки, винтов, сваркой или универсальным
клеем.
Ремонт повреждений и заделка трещин. Дефекты, возникающие
в деталях в результате действия внутренних напряжений, больших
усилий или из-за механических повреждений (трещины, пробоины,
значительные задиры, царапины и выкрашивания), устраняют сле-
сарно-механической обработкой. Трещины и пробоины запаивают,
заваривают, заливают, металлизируют. Их устраняют также путем
установки штифтов и заплат. При заделке пробоин и больших тре-
62
щин заплату соединяют с основной чугунной или дюралюминиевой
деталью винтами, а со стальной деталью — винтами и заклепками.
Восстановление деталей сваркой и наплавкой. Сварку применяют
для получения неразъемных соединений при восстановлении разру-
шенных и поврежденных деталей, для восстановления, размеров из-
ношенных деталей и повышения их износостойкости путем наплавки
более стойких металлов. Автоматизированные процессы сварки и
наплавки более совершенны и экономически эффективны по сравне-
нию с ручными способами, однако последние широко используются
при ремонте деталей машин в специализированных ремонтных ма-
стерских.
а 1 г
Рис. 10. Случаи применения деталей-компенсаторов:
/ — деталь-компенсатор; 2 — ремонтируемая деталь
Газовую сварку применяют для восстановления деталей из серо-
го чугуна. Детали, имеющие малые размер и массу, сваривают без
предварительного подогрева. Крупные детали предварительно нагре-
вают. Электродуговая сварка более экономична и создает более на-
дежное сварное соединение по сравнению с газовой сваркой.
Правильная подготовка детали к сварке обеспечивает высокое
качество наплавленного слоя и прочное сцепление его с основным
металлом. Перед сваркой поверхность детали очищают стальной
щеткой, напильником, наждачным полотном и т. п., затем ее промы-
вают бензином или керосином, подвергают щелочному травлению.
Кромки листов, свариваемых встык, разделывают (скашивают) под
углом 60—70°, а края изломов и пробоин выравнивают.
Наплавка — один из основных методов восстановления деталей.
Ее применяют в тех случаях, когда трущимся поверхностям необхо-
димо придать большую износоустойчивость. Наплавляют два, три и
более слоев. Для этих целей часто применяют твердые сплавы, поз-
воляющие увеличить срок службы деталей в несколько раз. Качество
наплавки в значительной степени зависит от состояния восстанавли-
ваемой поверхности. Чугунные и стальные детали из малоуглероди-
стой стали перед наплавкой обезжиривают с целью удаления масла
из пор и трещин. Для этого поверхность детали обжигают^ газовой
горелкой, паяльной лампой или в нагревательных печах. Копоть и
налет окислов после обжига удаляют с поверхности детали наждач-
ным полотном или ветошью, смоченной в керосине или бензине. Уча-
63
файл скачан с www.turbinist.ru
сток детали под наплавку обрабатывают с помощью стальных щеток
или абразивных кругов.
Свариваемость стали зависит от ее химического состава, глав-
ным образом от содержания углерода. Большое влияние оказывают
также легирующие элементы (хром, марганец, никель и др.). С уве-
личением количества углерода и легирующих элементов сваривае-
мость стали ухудшается. Хорошо и удовлетворительно сваривающие-
ся стали можно сваривать или наплавлять в обычных производствен-
ных условиях без предварительного нагрева и последующей терми-
ческой обработки. Однако детали аз удовлетворительно свариваю-
щихся сталей больших толщины и диаметра для предотвращения
образования трещин перед сваркой нужно нагревать. Стали с огра-
ниченной и плохой свариваемостью могут давать трещины (в зоне
теплового влияния в наплавленном металле), поэтому детали из
них перед сваркой рекомендуется отжигать при температуре 600—
650 °С, а по окончании сварки подвергать закалке и отпуску.
При ремонтах применяют главным образом дуговую сварку ме-
таллическими электродами. Сталь сваривают (наплавляют) специ-
альной стальной электродной проволокой диаметром 1—3 мм с об-
мазкой, которая улучшает горение дуги и повышает механические
свойства наплавленного шва. Для получения прочного шва при элек-
тродуговой сварке металлическими электродами необходимо добить-
ся полного сплавления основного и наплавленного металлов. Важ-
нейшее условие качественной сварки — выбор режима сварки, соот-
ветствующего толщине свариваемой детали, характеру шва, диамет-
ру электрода и применяемой обмазке.
Наплавкой восстанавливают многие детали, в том числе враща-
ющиеся в подшипниках скольжения цапфы валов и осей. До начала
операции поверхность детали очищают до металлического блеска.
Наплавку ведут слоями параллельно оси цапфы. Для предупреж-
дения деформации детали слои наплавляют поочередно на диамет-
рально противоположных участках цапф. Ширина наплавленного
слоя не должна превышать двойной толщины электрода. Наплавлен-
ный слой зачищают стальной щеткой. Следующий слой должен по-
крывать предыдущий на '/з ширины.
При восстановлении чугунных деталей, а также деталей из угле-
родистых сталей толщиной менее 3 мм используют главным образом
газовую сварку. Для сварки применяют присадочный материал в ви-
де прутков или проволоки. Сварку чугуна ведут кислородно-ацети-
леновым пламенем (с небольшим избытком ацетилена). Чтобы пре-
дохранить расплавленный металл шва от окисления, применяют
флюсы.
Детали из серого чугуна можно сваривать с предварительным
общим нагревом, местным подогревом или без него. Сварку деталей
с предварительным подогревом до 500—700 °С условно называют го-
рячей, до 250—450 °С — полугорячей, а без подогрева — холодной.
Наилучшие результаты достигаются при горячей сварке. Детали на-
гревают в печах или горнах.
Ковкий чугун плохо поддается сварке. Наиболее простой способ
64
восстановления деталей из ковкого чугуна — сварка с применением
латунных электродов или электродов из монель-металла.
Для высококачественной сварки необходимы предварительная
подготовка поверхности и соблюдение режима охлаждения соедине-
ния деталей. Сварные соединения охлаждают медленно. Крупные
детали охлаждают одновременно с печью, в которой они были на-
греты, мелкие помещают в сухой горячий песок или золу. При бы-
стром охлаждении образуется твердый и хрупкий отбеленный чугун.
Неравномерное охлаждение приводит к возникновению внутренних
напряжений и появлению трещин.
Вибродуговая наплавка обеспечивает высокую производитель-
ность и исключительно малую зону термического воздействия. Де-
таль, нагрев которой во время наплавки не превышает 80—90 °С,
не деформируется. Сущность вибродуговой наплавки заключается
в следующем. Электрод с помощью специального устройства вибри-
рует, периодически касаясь наплавляемой детали. В момент корот-
кого замыкания конец электрода плавится и расплавленный металл
переносится на деталь. Применяемое при наплавке охлаждение спо-
собствует быстрому затвердению металла в зоне контакта. Наиболь-
шая температура в этом случае наблюдается на электроде рядом
с застывшим металлом. Для вибродуговой наплавки используют по-
стоянный ток, вырабатываемый генератором. Сила тока регулирует-
ся дросселем РСТЭ-24 или РСТЭ-34. Вибратор генератора состоит
из качающегося рычага с пружинами и электромагнита, питаемого
переменным током. Пружины создают устойчивые колебания рычага.
Электродная проволока проходит через мундштук, укрепленный на
качающемся рычаге. Проволока из кассеты автоматически подается
роликовым механизмом, приводимым в действие электродвигателем.
В зону наплавки охлаждающую жидкость (5—6%-ный раствор каль-
цинированной соды с добавкой 0,5—0,6% автола) подают по шлангу
с помощью насоса. Она защищает металл от окисления кислородом
воздуха, уменьшает зону термического воздействия, способствует бы-
строму формированию шва, повышает твердость наплавленного слоя.
Наплавляемую деталь устанавливают и центрах токарного стан-
ка. Головку для вибродуговой наплавки монтируют на суппорте вме-
сто резцедержателя. В процессе наплавки деталь вращается со ско-
ростью 0,2—0,4 м/мин. Каретке суппорта с головкой сообщается про-
дольная подача 2—3 мм/об.
Вибродуговую наплавку применяют для восстановления изношен-
ных цилиндрических поверхностей. Толщина слоя, наплавляемого за
один проход, составляет 1—3,5 мм и зависит от диаметра электрод-
ной проволоки, который обычно принимается равным 1,5—2,5 мм.
Вибродуговым способом можно наплавлять слой, твердость которого
достигает HRC 38—56. Наплавленную поверхность обрабатывают
путем шлифования или с помощью твердосплавного режущего инст-
румента.
Восстановление изношенных деталей металлизацией. Сущность
этсто способа заключается в следующем. Металл, расплавленный
электрической дугой (при электрометаллизации) или ацетилено-кис-
3 2-360 65
файл скачан с www.turbinist.ru
дородным пламенем (при газовой металлизации) и распыленной
струей сжатого воздуха (давление до 0,6 МПа), покрывает поверх-
ность деталей мельчайшими частицами (15—20 мкм), которые, уда-
ряясь на большой скорости (100—250 м/с) о металлизируемую по-;
верхность, сцепляются с ней, образуя сплошное покрытие. Последо-
вательным наслаиванием распыленного металла можно получить по-
крытие, толщина слоя которого может составлять от нескольких
микрометров до 10 мм и более.
Установлено, что чем шероховатее восстанавливаемая поверх-
ность, тем лучше с ней сцепляются расплавленные частицы металла.
В связи с этим поверхность, подлежащую металлизации, специально
обрабатывают: ее очищают от грязи и обезжиривают (детали, заг-
рязненные маслом, нагревают в печах или паяльной лампой до
300—350 °С); 'после очистки поверхность детали делают шерохова-
той путем пескоструйной обдувки, нанесения так называемой рваной
резьбы, насечки зубилом или электроискровым способом. Песко-
струйной обдувке подвергают главным образом детали сложной кон-
фигурации, а также плоские поверхности. Для этой цели используют
сухой кварцевый песок. Сжатый воздух, применяемый для обдувки,
обязательно очищают от масла и влаги. Рваную резьбу нарезают
при подготовке к металлизации цилиндрических деталей. Ее нано-
сят резьбовым резцом после установки детали на токарном станке.
Глубина резания за один проход 0,25—0,8 мм, шаг резьбы 0,75—•
1,5 мм (для стальных деталей). Чтобы наплавленный слой по тол-
щине был равномерным, валы перед нанесением на них рваной резь-
бы обтачивают. Цилиндрические детали металлизируют металлиза-
тором, установленным на суппорте токарного станка. Аппарат рас-
полагают так, чтобы ось его распылительной головки была перпенди-
кулярна к восстанавливаемой поверхности.
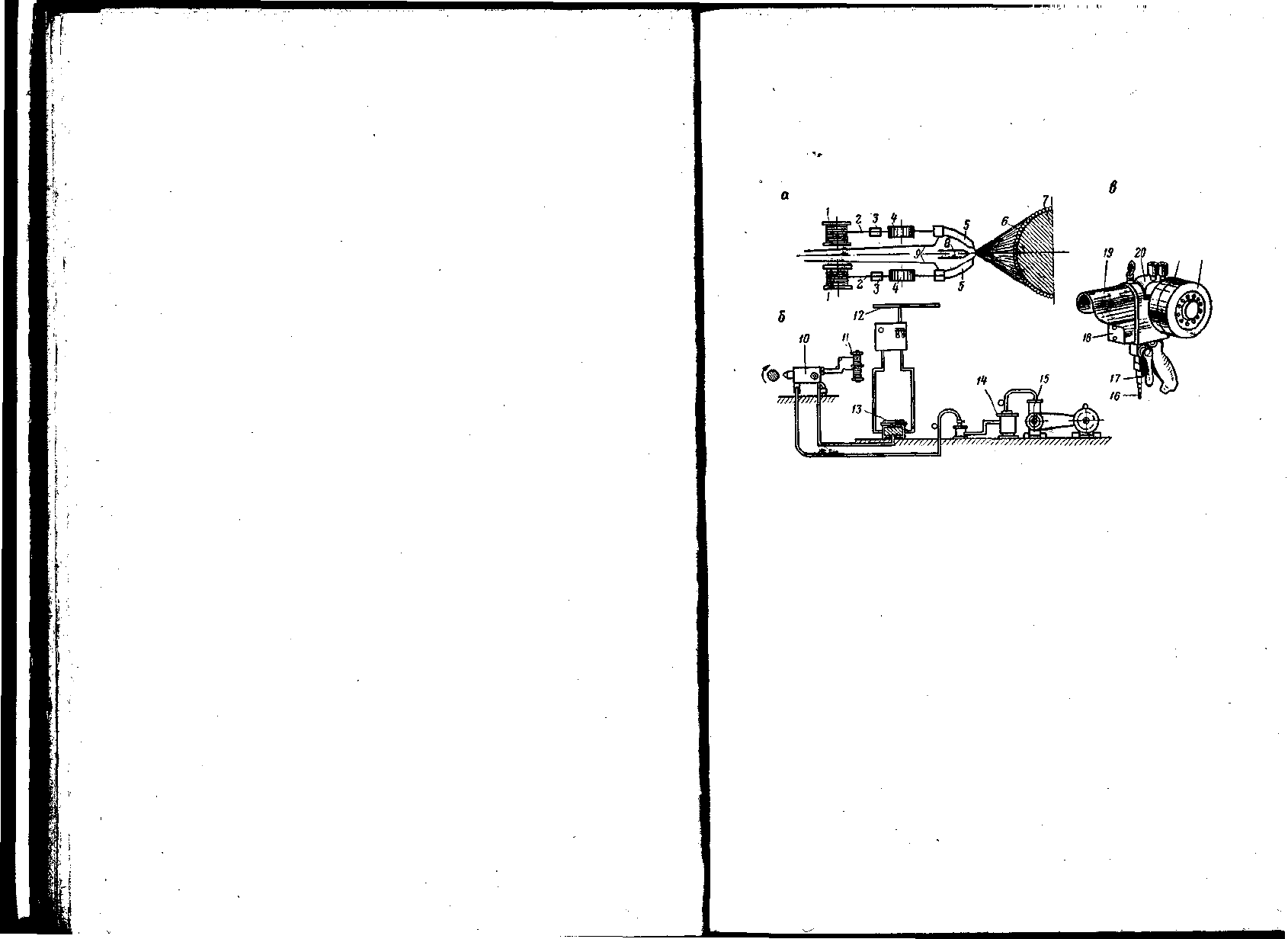
На рис. 11, а показана схема электрометаллизации. Проволока 2
с катушек / аппарата подается тяговыми роликами 4 через направ-
ляющие трубки 3 в приемные трубки 5. При выходе из приемных
трубок концы проволоки скрещиваются, замыкая цепь электрическо-
го тока, подведенного по проводам 9. При этом образуется электри-
ческая дуга, плавящая концы проволоки. Расплавленный металл
струей сжатого воздуха (давление до 0,6 МПа) распыливается че-
рез сопло 8 на мелкие частицы 6' и с большой скоростью ударяется
о поверхность детали 7.
При наличии сети сжатого воздуха и сварочного трансформатора
в мастерской нетрудно оборудовать отделение для металлизации
деталей (рис. 11, б). Проволока, сматываемая с катушек 11, направ-
ляется в электрометаллизатор (пистолет) 10. Ток для расплавления
проволоки поступает от сети 12 через трансформатор 13, снижающий
напряжение до 25 В и повышающий силу тока. Сжатый воздух для
распыления жидкого металла подается в пистолет из компрессора 15
через воздухосборник 14.
На рис. 11, в представлен общий вид металлизационной головки
ЭМЗА для восстановления небольших деталей, широко применяемой
при ремонтах. Эта головка работает на сжатом воздухе, который по
66
ниппелю 16 подводится к воздушной турбинке 21, имеющий регуля-
тор оборотов 22. К колодке 18 подводится электропитание. Ролико-
вый механизм закрыт крышкой 20. Управляется головка воздушным
краном 17. Имеется защитный экран 19.
Для газовой металлизации широко применяют металлизатор
ГИМ-1. Давление кислорода равно 250—300 Па, давление ацетилена
1—180 Па. Производительность при наплавке стальной проволокой
составляет 1 кг/ч.
21 22
Рис. 11. Схема электрометаллизации
Наплавка цветных металлов. Изношенные детали, изготовленные
из меди, бронзы, латуни, алюминия и его сплавов, восстанавливают
газовой наплавкой. В качестве присадочных материалов применяют
стержни, состав которых близок к составу основного металла. При
восстановлении размеров деталей из бронзы в качестве присадочного
материала можно использовать латуни Л62, ЛК-62-03, ЛОК-1-03.
Детали больших размеров и детали массой более 10 кг предвари-
тельно подогревают горелкой или в специальных печах до 400—
450 °С. После наплавки рекомендуется быстрое охлаждение деталей
на воздухе, а для бронз с высоким содержанием меди — в воде.
Детали из меди наплавляют медной проволокой. Наплавленный
слой можно дополнительно уплотнить проковкой в горячем состо-
янии. ,
Алюминиевые детали восстанавливают газовой наплавкой с при-
менением флюса АФ-4А. В качестве присадки выбирают металл, по
составу близкий к основному металлу.
Детали из черных металлов можно наплавлять медью, латунью,
бронзой при помощи ацетилено-кислородной горелки с применением
газообразных флюсов БМ-1 или БМ-2. При этом получается плотный
слой цветного металла, хорошо сплавленного с основным металлом.
Поверхность детали, подлежащую наплавке, тщательно очищают
и обезжиривают, затем нагревают газовой горелкой до температуры,
3* 67
файл скачан с www.turbinist.ru
ii
• il
близкой к температуре плавления присадочного металла. При боль-
ших размерах наплавляемой поверхности наплавку нужно выполнять
с предварительным нагревом.
В ряде случаев наплавку целесообразно выполнять двумя горел-
ками: одной (расположенной впереди) подогревают металл, второй
(с флюсом БМ-1) ведут наплавку. Флюс БМ-1 обеспечивает полную
защиту расплавленного слоя цветного металла от окисления, что не
достигается при использовании порошковых флюсов. Поверхность
металла после остывания получается ровной, блестящей и неокис-
ленной.
Для наплавки рекомендуются латуни различных марок (напри-
мер Л62), не содержащие кремния, свинца, олова, бронзы и даю-
щие плотный слой при наплавке на чугун и сталь. Прочность соеди-
нения с чугуном и сталью соответствует прочности литой латуни.
Наплавка поверхностей твердыми сплавами. Для восстановления
деталей и повышения их износостойкости применяют наплавку леги-
рованными сплавами, обладающими высоким сопротивлением износу
(повышение срока службы в 2—6 раз и более). При ремонте дета-
лей часто применяют сормайт (прутки диаметром 3—7 мм), литой и
порошковидный твердые сплавы, а также электроды со специальной
обмазкой, компоненты которой в процессе плавления, соединяясь
с основным металлом и металлом электрода, образуют однородный
износостойкий слой. После охлаждения наплавленную деталь шли-
фуют.
Восстановление деталей электролитическими способами. Электро-
литическое наращивание металла на ремонтируемые детали, назы-
ваемое хромированием, осуществляют в обогреваемой стальной ван-
не с внутренней облицовкой из рольного свинца или винипласта.]
Электролит представляет собой раствор, состоящий из хромового
ангидрида, серной кислоты и дистиллированной воды. Деталь перед
хромированием очищают от грязи, ржавчины и масла, затем поверх-
ности, подлежащие наращиванию, шлифуют, снимая минимальный
слой металла для удаления следов износа и придания поверхностям
правильной геометрической формы. Отшлифованные поверхности за-
меряют микрометром и определяют толщину слоя хрома, который
необходимо нанести (с учетом времени хромирования и припуска
на последующую механическую обработку). Места, не подлежащие
хромированию, изолируют цапонлаком (раствором целлулоида в аце-
тоне), клеями АК-20 и БФ, которые наносят в два—шесть слоев. Вос-
станавливаемую деталь подвешивают з ванне на специальной под-
веске, присоединенной к отрицательному полюсу источника постоян-
ного тока. Следовательно, деталь является катодом. Помимо этого
в ванне подвешивают определенное число пластинок из сплава свин-
ца и сурьмы, присоединенных к положительному полюсу источника
тока. Таким образом, пластинки, общая площадь которых должна
быть в 2—2,5 раза больше покрываемой хромом площади детали,
служат анодом. Когда через образовавшуюся электрическую цепь
пропускают ток, на детали осаждаются частицы хрома, выделяю-
щиеся из электролита. Слой хрома не должен превышать 0,2 мм,
иначе покрытие получается непрочным.
f.8
Хромирование широко используют при восстановлении рабочих
поверхностей штоков, валов, шпинделей и других деталей с износом
до 0,2 мм. Хромовые покрытия жаростойки (до 800 °С), очень твер-
ды и хорошо работают на истирание на чугунах, мягких и азотиро-
ванных сталях. Они отличаются высокой сопротивляемостью корро-
зии. Срок службы деталей после хромирования увеличивается в 4—
Ю раз. Хромовые покрытия обладают характерным блеском, кото-
рый сохраняется даже во влажной атмосфере, имеют синевато-белый
цвет. Для процесса хромирования в качестве источника постоянного
тока используют низковольтные динамомашины (напряжение 6—
12 В).
В ряде случаев осуществляют так называемое пористое хромиро-
вание. На поверхностях, покрытых пористым хромом, лучше удержи-
вается масляная пленка.
Хромирование — дорогостоящий и длительный процесс. На осаж-
дение слоя хрома толщиной 0,1 мм затрачивается 6—16 ч, что зави-
сит от режима хромирования. Нельзя хромировать (из-за отслаива-
ния хрома) детали, работающие с ударной нагрузкой, например
зубья зубчатых колес, или с удельным давлением более 7,5 МП а.
Осталивание (железнение) — это способ восстановления деталей
электролитическим наращиванием слоя железа. Процесс осаждения
железа протекает в 10—20 раз быстрее, чем процесс хромирования.
Этим способом можно наносить слой металла толщиной до 2 мм
(при большей толщине прочность слоя падает). Осталивание ведется
в ваннах из фаолита, керамики, кислотоупорного бетона или в ме-
таллических ваннах с кислотостойким покрытием. Электролит в ван-
нах подогревают электрическим током. Для осталивания чаще всего
применяют хлористые электролиты, так как они в короткие сроки
дают покрытия повышенного качества.
Основное достоинство покрытий, получаемых осталиванием, —
прочность сцепления их с основным металлом. Слой, нанесенный
при осталивании, по своим физико-механическим свойствам напоми-
нает среднеуглеродистые стали.
Электролизное борирование — химико-термический процесс, при
котором поверхность стали насыщается бором из расплавленной бу-
ры, в результате чего образуются соединения с железом — бориды
железа. Этот процесс обеспечивает высокую твердость борированной
поверхности при вязкой сердцевине, а также высокую жаростойкость
борированного елок (до 800—900°С), стойкость против окисления
и коррозии и повышенную кислотоупорность.
Установка для электролизного борирован-ия состоит из тигельной
печи-ванны, нагревателя, каркаса с крышкой, кирпичной кладки и
теплоизоляции. Обогрев печи осуществляют от сети через свароч-
ный трансформатор (при электрическом обогреве поддерживается
температура 900—1100 °С). Перед загрузкой в тигель детали необхо-
димо обезжирить бензином, а затем подвергнуть естественной сушке
на воздухе в течение 5 мин. Детали в специальных приспособлениях
загружают при несколько повышенной температуре (около 1000 °С),
С тем чтобы не допустить чрезмерного переохлаждения ванны. Затем
вставляют графитовые электроды, включают электрическую цепь
69
файл скачан с www.turbinist.ru
I!
и небольшими порциями добавляют буру. Борирование производится
в буре, расплавленной и нагретой до 950 °С. Время выдержки дета-
лей в ванне при оптимальных условиях — 1—2 ч. Детали, извлечен-
ные из ванны после окончания процесса, устанавливают на термо-
изоляционные подкладки (кирпич), охлаждают на воздухе до 80—
100 °С, а затем помещают в бак с водой, нагретой до 80—100 °С,
для растворения слоя буры, «налипшей» на поверхности деталей.
В процессе промывки поверхности деталей следует чистить сталь-
ной щеткой. Освобожденную от буры поверхность промывают чи-
стой горячей водой и насухо протирают ветошью. После упрочнения
детали шлифуют.
Твердое никелирование. Повышенная твердость никелевых по-
крытий достигается за счет применения электролитов специального
состава, обеспечивающих получение осадков никеля с фосфором.
Никелевые покрытия с содержанием фосфора называют никельфос-
форными покрытиями, а процесс их получения -— твердым никелиро-
ванием. Оно может осуществляться электрическим и химическим
способами. Химическое никелирование — более простой процесс. Он
осуществляется путем выделения никеля из растворов его солей J
с помощью химических препаратов — восстановителей.
Поверхностная термообработка деталей. К. ней относится поверх-
ностная закалка, сообщающая трущимся поверхностям высокую
твердость при сохранении вязкой и мягкой сердцевины деталей.
Очень хороший результат дает поверхностная закалка с нагревом
токами высокой частоты (ТВЧ). При проведении этого процесса
можно регулировать толщину закаливаемого слоя в пределах 0,5—•
2,5 мм. Благодаря быстроте нагрева коробление деталей незначи-
тельно, почти нет окалины. Нагревать и закаливать можно только
те участки поверхности деталей, которые требуют термической обра-
ботки. Поверхностная закалка с нагревом токами высокой частоты
протекает ускоренно, благодаря чему сокращается общая длитель-
ность изготовления (например зубчатых колес, шлицевых валиков
и других деталей). Она обеспечивает высокое качество закалки при
малой стоимости. Возможна полная автоматизация процесса закал-
ки. Деталь помещают внутри трубчатой спирали (индуктора), состо-
ящей из красно-медных перфорированных трубок, охлаждаемых про-
точной водой. Генератором высокой частоты (машинным или лампо-
вым) в индукторе возбуждается ток. Деталь оказывается в магнит-
ном поле. В ней возбуждаются вихревые токи, которые концентри-
руются у поверхности нагрева. Выделяющееся тепло в течение 3—
10 с поднимает температуру нагреваемого участка до 900—1000 "Cj
Нагретый участок тут же закаливают водой.
Практика показывает, что высокочастотная закалка удлиняет ']
срок службы деталей в 3—4 раза. Она особенно ценна тем, что по-
вышает износостойкость ответственных деталей, работающих с удар
ной нагрузкой или при давлении более 7,5 МПа.
Цементация — процесс химико-термической обработки, при ко-
торой происходит насыщение поверхностного слоя стали углеродом
с целью получения после закалки или низкотемпературного йтпуска
•прочного износостойкого поверхностного слоя деталей. Цементация |
70
заключается в нагреве стальных деталей до 900—940 °С в науглеро-
живающей среде, выдержке их при этой температуре в течение вре-
мени, необходимого для получения определенной глубины науглеро>
женного слоя, и последующем медленном или быстром охлаждении.
Такой обработке подвергают зубчатые колеса, оси, валы, шпиндели
и другие детали, изготовленные из углеродистой и легированной ста-
лей с содержанием углерода до 0,25—0,30%.
При цементации твердым карбюризатором, состоящим из веще-
ства, которое содержит углерод (древесный _уголь, каменноугольный
и" торфяной кокс); йктивЖаторов' (солей ВаСО
3
, ЫагСОз) и связую-
щего (патока, крахмал, мазут), детали помещают в ящики с рабо-
чей смесью (15—30 % свежего и 85—70 % отработанного карбюриза-
тора). Для предохранения отдельных мест деталей от цементации
их изолируют специальными пастами или путем омеднения. В неко-
торых случаях такие места выполняют с припуском, превышающим
глубину цементации, который затем перед закалкой снимают (меха-
ническим путем).
Жидкостную цементацию осуществляют в ванне, заполненной
смесью расплавленных науглероживающих солей. Этот процесс ха-
рактеризуется ускоренным науглероживанием, равномерностью на-
грева и уменьшенными деформациями цементируемых деталей.
Газовая цементация производится при нагреве деталей в газовой
среде, содержащей науглероживающие газы, металл, СН
4
и др.
Поверхности, подвергнутые цементации и закалке, затем шлифу-
ют в соответствии с требуемой посадкой.
Азотирование — это процесс насыщения поверхностного слоя азо-
том. Оно повышает твердость, износостойкость, коррозионную стой-
кость и усталостную прочность детали в целом. Этот процесс ведется
в атмосфере аммиака при температуре 500—600 °С с выдержкой
в зависимости от требуемой глубины насыщенного слоя и медлен-
ным охлаждением. Азотируемые детали чаще всего изготовляют из
стали марок 38ХМЮА, 35Х10А, а также из хромованадиевой, хромо-
никельвольфрамовой сталей.
Для местной защиты деталей от азотирования вместо олова при-
меняют жидкое стекло. Детали очищают песком до тех пор, пока
поверхность не приобретет ровный матовый цвет (следов масла и за-
грязнений не должно быть). Подготовленные поверхности перед на-
чалом операции кисточкой очищают от грязи или два-три раза оку-
нают в ванну. Затем их покрывают жидким стеклом, слой которого
должен быть прозрачным, без пузырьков воздуха. После этого дета-
ли
i в течение 1—1,5 ч сушат в сушильном шкафу при температуре
90—120 "С, а затем охлаждают.
После азотирования для удаления корки жидкого стекла детали
в течение 30 мин промывают водой, нагретой до 70—90
6
С.
.Процесс азотирования длительный: максимальная поверхностная
твердость и минимальная деформация (дли нагруженных деталей
сложной конфигурации) достигается только через 80 ч. Детали, от
которых требуется только устойчивость против коррозии, подвергают
азотированию при температуре 620—700 °С без последующей зз-
калки.
71
файл скачан с www.turbinist.ru
Восстановление поврежденных и изношенных деталей давлением.
Этот способ основан на использовании пластичности металлов, т. е.
на их способности под действием внешних сил, не разрушаясь, изме-
нять свою геометрическую форму. Деталь восстанавливают до номи-
нальных размеров с помощью специальных приспособлений путем
перемещения части металла е нерабочих участков ее к изношенной
части поверхности. При восстановлении детали давлением изменяют-
ся ее внешняя форма, структура и механические свойства металла.
Данным способом можно восстанавливать детали, материал которых
обладает пластичностью в холодном или нагретом состоянии. Изме-
нение формы и некоторых размеров детали в результате перерас-
пределения металла не должно ухудшать ее работоспособность и
снижать срока службы. Механическая прочность восстановленной
детали должна быть не ниже, чем у новой детали.
К основным видам восстановления различных деталей давлением
относятся осадка (втулки, зубчатые колеса), раздача (штифты,
ролики), обжатие (вкладыши подшипников и втулок), вдавливание
(зубчатые колеса, шлицевые валики и шпиндели), правка (гладкие
шпиндели, валы, штоки), накатка (увеличение диаметра шеек и цапф
валов за счет поднятия гребешков металла при образовании ка-
навок).
Метод пластического деформирования при ремонте деталей при-
меняют не только для восстановления размеров изношенных дета-
лей, но и для повышения их прочности и долговечности. Поверх-
ностное упрочнение деталей повышает износостойкость и прочность
деталей. Пластическое деформирование деталей производят также
путем обработки стальной или чугунной дробью, чеканкой, обкат-
кой роликами или шариками.
Восстановление деталей и сборочных единиц полимерными ма-
териалами. Применение полимеров снижает трудоемкость ремонт-
ных операций, повышает качество ремонта, увеличивает сроки
эксплуатации отремонтированных механизмов и сборочных единиц
оборудования. Для ремонта кранов широко применяют пластмассо-
вые композиции (акрилат АСТ-Т, стиракрил Till, бутакрил, эпок-
сидно-акриловая пластмасса СХЭ-2 и др.), где в качестве связую-
щих используют акриловые смолы.
Бутакрил — термопластический быстротвердеющий пластик хо-
лодного отвердения, состоящий из порошка и жидкости, при сме-
шении которых образуется сметанообразная масса, затвердеваю-
щая без подогрева и давления. Наивысшая температура, при кото-
рой может быть использован бутакрил, — 80°С. Время отвердения
смеси порошка и жидкости при 18—20°С составляет 3—4 ч.
Бутакрил используют при восстановлении изношенных деталей
и сборочных единиц газовых кранов в качестве компенсатора изно-
са, а также для восстановления резьбы гаек, зеркала гидроцилинд-
роз и др. Этот пластик износостоек, хорошо работает в пара с чу-
гуном, сталью, бронзой. Коэффициент трения составляет 0,18. При
введении в композицию (в качестве наполнителя) 3—5 частей гра-
фита (по массе) этот коэффициент уменьшается до 0,14. Пластмас-
совую композицию готовят непосредственно перед применением.
72
Порошок засыпают в чистую посуду и заливают жидкостью в со-
отношении 1 : 0,75. Смесь тщательно перемешивают в течение 1—
2 мин до образования сметанообразной массы.
Во избежание образования пустот при заливке полостей прини-
мают меры, обеспечивающие выход из них воздуха. Для заполне-
ния полостей больших объемов производят наслаивающуюся за-
ливку. В этом случае смесь приготавливают частями — не более
200 г. Так как отвердение бутакрила сопровождается выделением
тепла, при заливке полостей больших объемов необходимо обеспе-
чить отвод тепла или заливать смесь малыми порциями, чтобы
уменьшить пористость пластика.
Для лучшей адгезии наращиваемую поверхность детали обра-
батывают по первому классу шероховатости, тщательно обезжи-
ривают жидкостью «Бутакрил», бензином, ацетоном или другим
растворителем и просушивают в течение 10—15 мин. Необходимо
помнить о том, что жидкость «Бутакрил» летуча и огнеопасна, по-
этому работать с ней рекомендуется под вытяжкой или в помеще-
нии большого объема в отдалении от огня. Срок хранения жид-
кости— один год (при температуре не выше 15°С, в темном месте).
Срок хранения порошка неограничен.
Для предотвращения адгезии металла с пластиком поверхность
детали покрывают силиконовым маслом, парафином, графитовым
порошком. Поверхность детали можно натирать тампоном, смо-
ченным в мыльном растворе. При этом образуется тончайший раз-
делительный слой. Во избежание утечки жидкости «Бутакрил» при
заливке сквозных отверстий соединяемые поверхности герметизи-
руют пластилином. Для правильного формирования поверхностей
соединяемые детали закрепляют неподвижно. Бутакрил хорошо ре-
жется, шлифуется и полируется. Его можно удалять с поверхности
путем нагревания до 150—200°С, выжиганием, средствами механи-
ческой обработки.
При восстановлении деталей пластмассовыми композициями вы-
полняют следующие операции: восстанавливают геометрическую
точность базовой (формующей) детали, подготавливают формуемую
поверхность, наносят разделительный слой на направляющие базо-
вой детали, обезжиривают и просушивают наращиваемые, (форму-
емые) поверхности деталей, собирают и выверяют координаты ре-
монтируемой детали или сборочной единицы, герметизируют сопря-
гаемые восстанавливаемые поверхности, подготавливают пластмас-
совые композиции, заливают пластмассовую композицию в щель
между сопрягаемыми поверхностями, отверждают пластик, разби-
рают сборочную единицу, удаляют затвердевшие приливы пласти-
ка, контролируют качество восстановленной поверхности. Качество
подготовки поверхностей и выверки точности координат сборочных
единиц оказывает большое влияние на качество и трудоемкость ре-
монта крана в целом: чем точнее и чище обработаны формующие
поверхности, тем выше качество образуемой сопрягаемой поверх-
ности трения пластика. При этом отпадает необходимость в допол-
нительной пригонке. Толщина слоя пластика может составлять
1 10 мм, что зависит от степени износа сопрягаемых поверхностей
73
файл скачан с www.turbinist.ru
и снимаемого слоя металла, не нарушающего необходимой жестко-
сти детали. Оптимальная толщина слоя пластика 3—4 мм.
Склеивание при сборке как метод восстановления неподвижных
соединений широко применяют при ремонте оборудования. Этим
способом заделывают забоины и трещины в корпусных деталях
приводов, накладывают заплаты, ликвидируют задиры на направ-
ляющих поверхностях поворотных механизмов, устанавливают де-
тали-компенсаторы износа цапф, валов и шеек шпинделей, при-
клеивают тонкостенные втулки в конусные отверстия шпинделей,
восстанавливают резьбовые соединения. Клеевой шов непроницаем,
он не разрушается от воздействия кислорода воздуха, воды, мине-
ральных масел и сохраняет прочность при температуре до 100°С.
Склеенные детали можно обрабатывать на металлорежущих станках
с применением охлаждающей жидкости и всухую. Склеивание от-
личается простотой технологии, низкой себестоимостью, прочностью
и надежностью соединения.
При ремонте применяются различные клеи (карбинольный, типа
БФ, эпоксидные и др.), отличающиеся по составу и физико-меха-
ническим свойствам. Основные составляющие эпоксидного клея —
эпоксидная смола ЭД-16, ЭД-201 и другая (80—100 частей массы)
и отвердитель — полиэтиленполиамин (7—16 частей массы). Ё со-
став клея вводится пластификатор — дибутилфталат (10—16 частей
массы), который уменьшает хрупкость, повышает ударную вязкость
и эластичность клеевой пленки. Механическая прочность соедине-
ния повышается, если в состав клея ввести 20—60 частей (по мас-
се) наполнителя типа металлических порошков из чугуна, стали,
бронзы, алюминия или цемент, фарфоровую муку, кварцевую муку,
графит и др. Эпоксидный клей отвердевает при комнатной темпе-
ратуре за 24 ч, а при температуре 60°С — за 4 ч.
Эпоксидная смола быстро (через 25—40 мин) затвердевает при
введении в нее отвердителя. Смесь смолы с пластификатором и на-,
полнителем (без отвердителя) может храниться в закрытой посуде
в течение года.
Механическая прочность клеевого соединения зависит как от
качества приготовленного клея, так и от качества подготовленных
к склеиванию поверхностей. Наиболее прочны соединения тщатель-
но обезжиренных слегка шероховатых (обработанных по 4-, 5-му
классам шероховатости) поверхностей. Предел прочности (в МПа)
при сдвиге склеенных металлов следующий: стали со сталью —30,
стали с чугуном, чугуна с чугуном — 20, стали с бронзой, бронзы с
бронзой—13. Приготовленный клей нужно сразу же наносить на
тщательно подготовленные под склеивание поверхности.
При склеивании эпоксидным клеем выполняют следующие опе-
рации: подготавливают под склеивание поверхности (обрабатывают
их на металлорежущем станке, зачищают и обезжиривают) и клей,
Наносят клей на поверхности и совмещают их, убирают излишки
клея, выдерживают скленные детали в соответствии с выбранным
режимом, контролируют качество полученного шва, обрабатывают
детали после склеивания.
Гладкие поверхности деталей перед склеиванием зачищают наж-
74
дачной бумагой, затем их протирают тампоном из светлой ткани,
смоченным в растворителе (авиационном бензине Б-30, ацетоне или
спирте) Протирку заканчивают в том случае, если на тампоне,,
проведенном по обезжиренной поверхности, не останется следов.
Особенно тщательно необходимо обезжиривать поверхности чугун-
ных деталей. Для проверки качества подготовки на поверхность
детали наносят каплю воды: если капля расплывается и вода сма-
чивает поверхность, то сцепление будет хорошим. Подготовку по-
верхностей к склеиванию заканчивают за 15 мин до начала опера-
ции. За это время с них успеет испариться растворитель. К обез-
жиренным поверхностям нельзя прикасаться руками. Участки, ко-
торые не подлежат склеиванию, покрывают разделительным слоем
резинового клея, воска или мыла. На склеиваемые поверхности на-
носят слой клея толщиной около 0,1 мм. Плоские поверхности долж-
ны находиться в горизонтальном положении, чтобы с них не стекал
клей.
При совмещении поверхностей деталей должны обеспечиваться
точное наложение их друг на друга, вытеснение пузырьков воздуха
из пространства между склеиваемыми поверхностями, равномерное
распределение клея по шву и исключаться самопроизвольное сме-
щение одной детали относительно другой. При склеивании эпок-
сидным клеем тонкие детали желательно прижимать друг к другу
под давлением до 0,5 МПа.
При ремонте газовых кранов широко используют карбинольный
клей и клей типа БФ. Детали, склеенные карбинольным клеем с на-
полнителем из непористого материала, устойчивы против действия
воды, кислот, щелочей, ацетона и других растворителей. Для склеи-
вания деталей, работающих при 60—80 °С, применяют клей БФ-2,
работающих в щелочной среде,— клей БФ-4. Клеем БФ-6 к метал-
лу приклеивают ткани и резину. Клей типа БФ наносят на склеива-
емые поверхности в два слоя с перерывом примерно в 1 ч 15 мин.
Соединяемые детали прижимают одну к другой и выдерживают под
прессом в течение 1—3 ч при 120—200°С (клей БФ-2), 3—4 ч при
60—90°С (клей БФ-4), 0,25—1 ч при 150—200°С (клей БФ-6).
Для того чтобы отделить друг от друга склеенные детали, их необ-
ходимо нагреть до 200 °С и выше.
РЕМОНТ ДЕТАЛЕЙ И СБОРОЧНЫХ ЕДИНИЦ КОРПУСОВ
ГАЗОВЫХ КРАНОВ
Ремонт валов и шпинделей. В процессе эксплуатации газовых
кранов у осей и шпинделей изнашиваются посадочные шейки, шпо-
ночные канавки и шлицы, повреждаются резьба и центровые отвер-
стия. Способ ремонта изношенного цилиндрического вала или .шпин-
деля выбирают после определения характера и степени их износа.
Сначала проверяют исправность центровых отверстий вала, выявля-
ют наличие забоин и вмятин, восстанавливают центровые отверстия
путем протачивания. Затем правят валы. Шейки вала, имеющие
царапины, риски, нецилиндричность (до 0,1 мм), шлифуют, имею-
щие значительный износ, — обтачивают и шлифуют под ремонтный
75
файл скачан с www.turbinist.ru
размер. При этом допускается уменьшение диаметра шеек н/ 5—
10%, что зависит от характера воспринимаемых валом нагрузок.
В тех случаях, когда необходимо восстановить первоначальные раз-
меры шеек, на Ййх после обточки напрессовывают или устанавлива-
ют на эпоксидном клее ремонтные втулки, которые затем обрабаты-
вают точением или шлифованием. Изношенные поверхности валов
можно восстановить также наращиванием металла вибродуговой на-
плавкой, металлизацией, осталиванкем, хромированием и другими
методами.
Погнутые валы выправляют холодным или горячим способом.
Правку валов холодным способом можно выполнять вручную при
помощи винтовых скоб, рычагов или под прессом. Сущность правки
заключается в том, что приложенное усилие вызывает остаточные
деформации, деталь восстанавливается, приобретая первоначальные
свойства. При холодной правке прессом или скобой вал располагают
на двух опорах выгнутой стороной к нагружающему устройству (вин-
ту, ползуну) и нагружают так, чтобы вал изогнулся в противополож-
ную сторону на величину, почти равную первоначальному прогибу.
Затем восстанавливают первоначальные размеры по прямолинейно-
сти. Изогнутые валы диаметром до 30 мм можно править наклепом.
В этом случае вал кладут на плиту прогибом вниз и легким молот-
ком наносят частые удары с обеих сторон прогиба, ограниченного
углом 120°, до тех пор, пока вал не выпрямится.
У шпинделей кранов в первую очередь изнашиваются шейки под
подшипники. На них появляются царапины и задиры, легко обнару-
живаемые При внешнем осмотре. Шпиндели, у которых износ шеек
по диаметру составляет 0,01—0,02 мм, ремонтируют притиркой на
токарном станке, выполняемой специальным инструментом — жим-
ком, который состоит из кольца-хомутка, болта, втулки-притирки
с разрезом и рукоятки-державки. Втулку изготовляют из чугуна, меди
или бронзы. Отверстие в ней должно быть выполнено под размеры
обрабатываемой шейки. Приступая к притирке, на шейку накладыва-
ют тонкий слой смеси мелкого наждачного порошка и масла. Затем
на нее надевают жимок и слегка завинчивают болт. Станок настра-
ивают на частоту вращения шпинделя 10—20 об/мин, после чего
его запускают. Жимком равномерно водят вдоль обрабатываемой
шейки, время от времени обновляя слой порошка с маслом и под-
винчивая болт. Устранив износ, шейку шпинделя и притир промыва-
ют керосином, затем на шейку наносят тонкий слой доводочной па-
сты с керосином и завершают ее обработку.
При износе шеек шпинделя, превышающем 0,02 мм, их ремонти-
руют шлифованием с последующей притиркой под ремонтный раз-
мер. Однако этот способ ремонта приемлем лишь в том случае, когда
можно изменить размеры отверстий в подшипниках или других де-
талях, сопрягаемых со шпинделем. Если такой возможности нет
или изменение размеров отверстий нецелесообразно из-за трудоем-
кости операций, шейки шпинделя с износом до 0,05 мм восстанавли-
вают наращиванием слоя хрома, с износом более 6,05 мм — вибро-
дуговой наплавкой. Шейки шпинделей с наращенным на них слоем
хрома обрабатывают Шлифованием, с наращенными на них слоями
76
других металлов — сначала обтачивают, а потом шлифуют. При
этом Vp направлению к заднему концу им придают некруглость до
0,01 мм.\Это необходимо для того, чтобы при шабрении подшипников
слой кратки, нанесенный на шейки, полностью использовался для
закрашивания поверхности подшипников. Изношенные шейки шпин-
делей, на которых монтируют подшипники качения или другие детали
с неподвижной посадкой, весьма удобно восстанавливать электро-
литическим способом. Шейки шпинделей под подшипники скольже-
ния, в том числ& с осевыми микротрешинами, восстанавливают уста-
новкой на клее тонкостенных компенсационных наделок или вста-
вок. Практика показывает, что такие шпиндели служат длительное
время. Если наделки и вставки изготовлены из материалов с высо-
кими эксплуатационными свойствами, шпиндели работают лучше
новых. При этом достигается значительная экономия материалов
и сокращаются затраты на ремонт. Для посадки детали компенса-
тора в виде втулки с номинальным размером или увеличенным ре-
монтным размером восстанавливаемой поверхности с поверхности
шпинделя стачивают слой металла, который должен быть минималь-
ным (до 10—15% номинального диаметра сплошного сечения вала
или толщины стенки полого шпинделя).
Для восстановления неподвижной посадки (например поверхно-
сти шпинделя под подшипник качения) используют тонкостенную
компенсационную наделку толщиной 0,5—2 мм, а при восстановле-
нии шейки шпинделя под подшипник скольжения — компенсацион-
ную наделку толщиной не менее 2,5 мм. Компенсационные тонко-
стенные наделки изготовляют из металла, соответствующего мате-
риалу ремонтируемого вала, или из материала, отвечающего повы-
шенным требованиям. Внутренний диаметр выполняют по месту с за-
зором 0,05 мм по диаметру, наружный — с припуском 3—5 мм. Окон-
чательную обработку ведут через 24 ч при интенсивном охлаждении
после установки втулки и отвердения клея. Компенсационные втулки
толщиной 2,5—3,5 мм и более целесообразно изготовлять из цемен-
тируемой стали. Восстанавливаемый диаметр выполняют с припус-
ком 0,3 мм, а диаметр втулки, сопрягаемой с валом, шпинделем или
осью, обрабатывают с припуском 3—4 мм. После цементации с по-
верхности снимают науглероженный слой металла, а втулку закали-
вают до HRC 58—60. Незакаленную поверхность втулки обрабаты-
вают на токарном станке по размеру подготовленной поверхности
вала с зазором по диаметру 0,05 мм. Закаленную восстанавливае-
мую поверхность втулки окончательно шлифуют после установки ее
на валу и отвердения клея.
Ремонт резьбовых соединений. В резьбовых соединениях газовых
кранов и силовых приводов повышенные износы и повреждения воз-
никают из-за недостаточной затяжки винтов и гаек, особенно в сое-
динениях, воспринимающих во время работы большие или знако-
переменные нагрузки. Под совместным действием этих нагрузок
болты и винты растягиваются, шаг резьбы и ее профиль нарушают-
ся, гайки начинают «заедать». Происходит поломка деталей соеди-
нений. Более интенсивно изнашиваются детали часто разбираемых
и регулируемых соединений (резьба, грани голозок болтов и гаек).
77
I
файл скачан с www.turbinist.ru
Резьба разрушается также от чрезмерных затяжек гайки, болта/или
шпильки. При износе резьбовых соединений винтов и частоубтвер-
тываемых крепежных болтов изменяется профиль резьбы т сред-
нему диаметру — увеличивается зазор, рабочие поверхности'^профиля
резьбы сминаются под действием рабочих нагрузок, стержень болта
или шпильки удлиняется в результате действия осевых рабочих
нагрузок и усилий затяжки, под действием осевых рабочих нагру-
зок изменяется шаг резьбы. Изношенные или поврежденные кре-
пежные болты и винты не ремонтируют, а заменяютновыми.
Соединение, в котором произошел обрыв винта или шпильки,
ремонтируют разными способами. Обломки вкн/а или шпильки,
сломавшихся в глубине отверстия, извлекают с? помощью тонкого
бородка или керна. Для этого их конец приставляют к верху облом-
ка. Постукивая молотком по бородку (керну), который наклоняют
в направлении, противоположном заходу резьбы, вывинчивают об-
ломок, стараясь не повредить края резьбы. Изъять обломки можно
и другим способом: в обломке винта или шпильки высверливают
отверстие, диаметр которого меньше диаметра резьбы. Затем в него
забивают ребристый закаленный стержень. Поворачивая стержень,
обломок удаляют из гнезда. Более совершенный способ извлечения
из отверстия обломка — выполнение в обломке электроискровым
способом квадратного отверстия и последующее вывертывание об-
ломка ключом. При ремонте деталей большого диаметра (с изно-
шенной наружной резьбой) срезают старую резьбу и нарезают но-
вую (если это допускается условиями прочности) или на деталь
насаживают втулку (бандаж) с резьбой. При удалении старой
резьбы новую обрабатывают до ближайшего диаметра по стандарту.
Изношенную или сорванную резьбу в отверстиях детали обычно не
восстанавливают. В этих случаях отверстие просверливают на боль-
шую глубину (если это возможно) и нарезают новую резьбу, в уг-
лубленное отверстие ввинчивают новый винт с удлиненной резьбо-
вой частью, отверстие рассверливают, нарезают новую резьбу боль«
шего диаметра и ставят новые винты с резьбой данного диаметра,
отверстие для винта во второй соединяемой детали рассверливают.
При ремонте резьбовых соединений нередко взамен старой шпильки
изготовляют новую с уступом и резьбой двух диаметров: большего —
для завинчивания шпильки в одну из соединяемых деталей и мень-
шего — для соединения со второй деталью и стягивания их гайкой.
Изношенное резьбовое отверстие в корпусе можно восстанавли*
вать с помощью эпоксидного клея. В этбм случае р«зьбовое отвер-
стие в корпусе и резьбу шпильки (старой или новой) тщательно
очищают от загрязнений, обезжиривают ацетоном и смазывают
клеем. После установки принимают меры, предохраняющие шпильку
от случайных смещений до полного отвердения клея. Если в корпусе
нужно восстановить первоначальную резьбу, устанавливают втулку
с наружной и внутренней резьбой, которые рассчитаны на нормаль-
ный винт. Втулку устанавливают заподлицо с плоскостью детали
и стопорят штифтом. Однако ее предпочтительнее устанавливать на
эпоксидном клее. В некоторых случаях изношенное резьбовое отвер-
78
в детали заглушают, а рядом высверливают другое отверстие,
чего в нем нарезают резьбу требуемого диаметра. Новое от-
стке просверливают и во второй соединяемой детали.
При ^ремонте и сборке неподвижных разъемных соединений важно
обеспечить жесткое соединение сопрягаемых поверхностей деталей,
которые часто называют стыками. К. ним предъявляются различные
требования\о созданию необходимой плотности сопряжения. Стыки
пригоняют механической обработкой (строганием, шлифованием,
припиливаниек^ шабрением, притиркой). В тех случаях, когда тре-
буется герметичность (например боковые разъемы кранов), стыки
уплотняют прокладками из фторосиликоновой или эпихлоргидрино-
вой резины. Чемхточнее выполнено сопряжение стыков, тем выше
жесткость соединения. При менее точной подгонке между стыками
появляются неравномерные зазоры. При скреплении соединений бол-
тами могут создаться вредные напряжения, вызывающие упругую
деформацию скрепленных деталей, разрушение или закусывание
прокладок, в результате чего происходит утечка газа через разъем.
Ремонт шпоночных и шлицевых соединений. При большом изно-
се шпоночный паз ремонтируют наваркой грани с последующим
фрезерованием. При этом выдерживают размер паза, установленный
государственным стандартом. Другой способ ремонта — паз расши-
ряют и углубляют, полностью устраняя следы износа, затем к нему
изготовляю*т ступенчатую шпонку. Однако в этом случае не обеспе-
чивается высококачественное соединение. Когда на чертеже нет
указаний о фиксированном положении шпоночного паза, допустимо
изготовление нового шпоночного паза в другом месте (без заделки
старого), но не более одного на сечение. Этот паз фрезеруют парал-
лельно старому пазу в диаметральной плоскости, расположенной
относительно этого паза под углом 90 или 180 °.
При ремонте шпоночных соединений изношенные шпонки заме-
няют новыми, добиваясь подгонкой плотного сопряжения шпонок с
боковыми поверхностями пазов соединяемых деталей. Призматиче-
ские шпонки при ремонте можно вынимать из пазов без поврежде-
ния. Для этого в средней части шпонки делают резьбовое отвер-
стие и в него ввинчивают винт. Винт, который концом уперся в вал,
продолжают вращать, в результате чего шпонка выходит из паза.
Шпонку можно вынуть из паза и с помощью молотка с выколоткой,
используя для этого имеющийся у нее скос. Выколотку упирают в
конец шпонки со стороны скоса и слегка ударяют по ней молотком.
С этой стороны конец шпонки прижимается к основанию паза, а с
противоположной — приподнимается.
Шлицы небольших валиков обычно заменяют новыми. Однако
у шпинделей, которые трудоемки в изготовлении, шлицы часто ре-
монтируют. На них наваривают металл, затем производят механи-
ческую обработку в точном соответствии с размерами и расположе-
нием шлицев на соединяемой детали. Когда шлицевое соединение
центрируется по внутреннему диаметру, шлицы зала можно ремон-
тировать путем раздачи зубьев. Если шлицы закалены, сначала
необходимо отжечь вал, а затем раздать каждый шлиц в продоль-
79
файл скачан с www.turbinist.ru
ном направлении, доведя его ширину до номинального размер/ с
припуском 0,1—0,2 мм на последующую механическую обработку.
Раздачу выполняют вручную или на прессах специальными инстру-
ментами — чеканами. Для этого вдоль шлицев наносят пр одной
продольной риске, затем зубилом вдоль рисок надрубают/канавки,
которые раздают чеканом. Раздачу шлицев можно производить на
токарных или строгальных станках. В этом случае оппавку с вра-
щающимся конусным роликом закрепляют в резцедержателе станка,
а вал устанавливают в центрах токарного станка шга закрепляют
на столе строгального станка. Суппортом станка подводят ролик,
вдавливают его в тело зуба и осуществляют несколько проходов по
одной канавке. После раздачи канавки на шлицах/заваривают элек-
тросваркой, вал дополнительно отжигают, рихтуют
1
, а шлицы обраба-
тывают под номинальный размер и подвергает термообработке.
Шлицы в отверстиях (посадка по наружному диаметру) и с не-
большим износом также можно ремонтировать раздачей. Для этого
применяют специальную прошивку, которую продавливают черьу
шлицевое отверстие с помощью гидравлического пресса. После раз-
дачи зубьев шлицевое отверстие калибруют шлицевой протяжкой.
При этом снимают лишний выдавленный металл и придают детали
требуемый размер.
Ремонт сварных соединений включает в себя операции по вы-
явлению дефектов соединения, подготовку дефектных мест под за-
варку и сварку. Способы определения дефектов разнообразны и за-
висят от характера работы соединения. Простейший способ — внеш-
ний осмотр с целью выявления дефектов сварки, выходящих на
поверхность (поры, трещины, непровары, прожоги и др.). При осмот-
ре используют лупу. Плотность шва может быть определена с по-
мощью керосиновой пробы. Для этого на проверяемый участок с
наружной стороны наносят тонкий слой разведенного в воде мела.
После просушки на внутреннюю поверхность соединения накладыва-
ют тряпку, обильно смоченную керосином. Темные пятна, появив-
шиеся через 10—15 мин на слое мела, свидетельствуют о неплот-
ности сварного шва или трещине. Данные дефекты обычно устра-
няют подваркой. Сварные соединения (например кранов с трубопро-
водами), несущие большие нагрузки, к качеству которых предъяв-
ляют самые высокие требования, подвергают рентгеновскому про-
свечиванию, магнитному и ультразвуковому контролю.
Перед восстановлением деталей проводят подготовительные ра-
боты. Замасленные детали вываривают в горячем растворе каусти-
ческой соды, затем их промывают теплой водой. Поверхности дета-
лей помимо этого промывают в органических растворителях, очища-
ют пескоструйным способом, зачищают напильником и т. п. Затем
детали тщательно осматривают. Если в них имеются трещины, де-
тали подготавливают к заварке. Для этого после очистки в поверх-
ностях на концах трещины сверлят отверстия (диаметром 3—3,5 мм)
для того, чтобы трещина не распространялась дальше. По всей ее
длине прорубают вручную или выполняют на станке фаску. Если тол-
щина детали превышает 12 мм, фаску снимают с обеих сторон. Иногда
80
длячбольшей прочности сварного шва вдоль трещины устанавливают не-
сколько шпилек. Заваривают трещину дугой или газовой сваркой.
Мелкие трещины в неответственных местах заделывают короткими
поперечными швами, которые, остывая, стягивают ее. Трещины на
деталях из алюминиевых сплавов разделывают до получения канав-
ки глубинцй и толщиной до 3 мм. Трещины на деталях толщиной
до 10 мм не разделывают.
При установке накладок (с одной или двух сторон) поверхность
вокруг трещины зачищают. Стальную накладку приваривают так,
чтобы края ее отстояли от трещины на расстоянии 25—30 мм. Этим
способом можно заделывать пробоины в деталях.
Ремонт трубопроводов. Трубопроводы газовых кранов (D
y
15—
80 мм) выполнены в основном из стали. Между собой трубопроводы
соединяют с помощью гаек, фланцев, способом развальцовки, газо-
вой и электрической сваркой. Для изменения направления трубопро-
водов под прямым углом применяют угольники, отвода трубы в сто-
рону от магистрали — тройники, в две противоположные от маги-
страли стороны — кресты. Заглушку концов труб осуществляют
пробками, вентилями, кранами, специальными запорными устройст-
вами.
Трещины в сварном шве, соединяющем трубы, или в самой трубе
заваривают. Трубу, протекающую во многих местах, заменяют но-
вой и после надлежащей подготовки соединяют с трубопроводом га-
зовой сваркой.
Для сварки встык напильником снимают фаски на концах соеди-
няемых труб и очищают кромки от ржавчины и грязи. Ширина фасок,
зависит от толщины стенок свариваемой трубы. У труб с толщиной
стенок менее 5 мм фаски ее снимают.
При подготовке труб к сварке необходимо добиваться прилега-
ния стыковых кромок труб без зазора. В этом случае не образуются
наплывы металла, уменьшающие площадь сечения труб. После
сварки в трубах нельзя оставлять окалину. Трубы маслопроводов
необходимо чистить.
Нарушение герметичности во фланцевом соединении устраняют
подтягиванием болтов, поджимающих прокладку. Если данным
способом не удается восстановить герметичность, соединение необ-
ходимо разобрать и заменить прокладку. Внутренний диаметр ее
должен быть несколько больше внутреннего диаметра трубы. Это
необходимо для того, чтобы при зажатии прокладки (когда она
несколько раздастся), не уменьшилась площадь сечения трубы.
В резьбовых соединениях труб герметичность восстанавливают
путем подвинчивания соединительных частей. Если таким путем
герметичность не достигается, соединение разбирают и заменяют
уплотнение. Соединение можно герметизировать клеем, например
эпоксидным.
Выполнение слесарных операций при ремонте трубопроводов.
Для разборки и сборки трубопроводов при ремонте пользуются раз-
личными ключами (рычажными, накидными, цепными, раздвижны-
ми). Рабочие поверхности губок и шеек ключей должны быть зака-
81
файл скачан с www.turbinist.ru